A usinagem remove material à medida que a ferramenta de corte penetra na peça. Esse atrito entre a ferramenta e a peça resulta na geração de calor e no aumento da temperatura. Devido a estes fatos, pode-se dizer que a temperatura de corte pode ser considerada uma das grandezas mais influentes no processo de usinagem. Isto justifica estudos que avaliem as influências no desempenho das ferramentas de corte (MACHADO et al., 2009).
Objetivos
Objetivo geral
Portanto, é possível relacionar os parâmetros de corte aos efeitos térmicos sofridos pela ferramenta de corte, o que favorece o estudo da vida útil da ferramenta e das condições mais adversas que a ferramenta pode suportar. Porém, medir a temperatura de corte não é um procedimento fácil, dadas as condições dinâmicas do processo.
Objetivos específicos
O processo de usinagem
Usinagem por torneamento
O princípio adotado em qualquer máquina-ferramenta para obter o resultado desejado na superfície da peça consiste em determinar um movimento relativo adequado entre a peça e a ferramenta (MACHADO et al., 2009).
Formação do cavaco
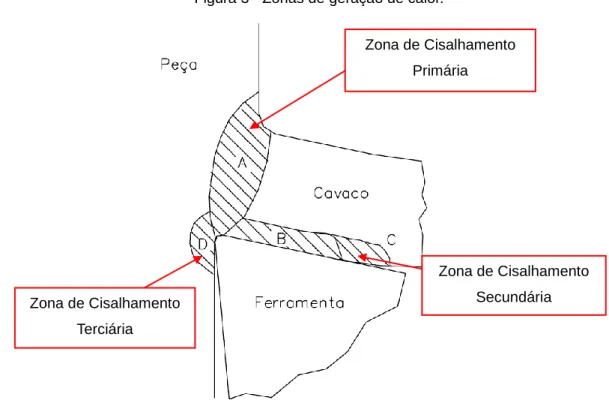
Deformação e fratura, por ser um processo contínuo, no início do processo o material da peça, que é prensada, deforma-se elasticamente. Então, esse regime plástico é aumentado gradativamente até que se forme um estado de tensão no material da peça que causa a fratura. Como o processo de formação de cavacos é dinâmico, a área onde o material quebra é chamada de ZONA PRIMÁRIA DE CISALHAMENTO. Para um tratamento matemático mais fácil da formação de cavacos, são utilizados modelos nos quais esta área é considerada apenas como um plano de cisalhamento em que a quebra é concentrado.
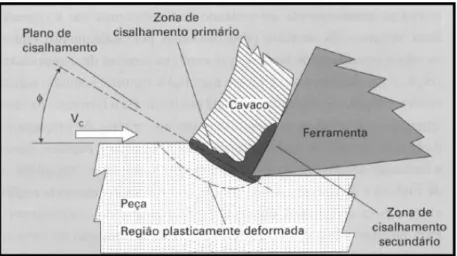
A Figura 2 ilustra o processo de formação dos cavacos e a zona de cisalhamento primária, sua direção está relacionada ao ângulo de cisalhamento ɸ (MACHADO et al., 2009). Quando as lamelas deslizam, a ferramenta continua penetrando na peça, causando uma fratura parcial ou completa na região da fissura que se origina no plano de cisalhamento. Isso pode variar de acordo com a elasticidade do material. Estas condições de usinagem determinarão quanto material fraturado recentemente permanecerá preso ao cavaco formado.
No processo de saída do cavaco, o movimento relativo da peça contra a ferramenta inicia o deslizamento da parte do material que está deformada e trincada (lamela do cavaco) na superfície de saída da ferramenta. À medida que esse processo ocorre, uma nova seção de material adjacente à seção anterior deforma-se e rasga-se, a qual também deslizará pela superfície de saída da ferramenta, repetindo novamente o fenômeno.
Temperatura no processo de usinagem
Calor gerado na zona de cisalhamento primário
A maior parte do calor gerado na zona de cisalhamento primária é dissipada através do cavaco e apenas uma pequena parcela é transferida para a peça por condução térmica, elevando a temperatura e causando problemas na precisão dimensional da peça. O calor do cavaco diminui à medida que a velocidade de corte aumenta, fazendo com que a temperatura suba porque menos calor flui de volta para o material de trabalho. A temperatura do cavaco tem pouca influência na temperatura da ferramenta, isso se deve ao pouco tempo que o cavaco aquecido fica em contato com a superfície de saída da ferramenta (vários milissegundos) para transferir o calor.
As temperaturas dos cavacos podem atingir 650°C ao usinar aço endurecido e algumas ligas de níquel sob certas condições de corte, mas a faixa normal de temperatura dos cavacos ao usinar aço e outros materiais comuns é de 200°C a 350°C. C.
Calor gerado na zona de cisalhamento secundaria
Calor gerado na zona de cisalhamento terciaria, ou zona de interface entre a
Métodos de medição de temperatura na usinagem
- Medição direta por termopares inseridos na ferramenta
- Temperatura de corte através de vernizes térmicos
- Medição por radiação de calor com sensores infravermelhos
- Medição por propriedade metalográficas
- Medição utilizando pós químicos
- Medição utilizando método do filme PVD
- Método termopar ferramenta-peça
Utilizando o processo de eletroerosão são feitos furos de pequeno diâmetro (0,30 ou 0,40 mm), onde serão colocados os termopares. O método de medição de temperatura com sensores infravermelhos ou pirômetros é frequentemente utilizado para obter a temperatura no processo de processamento. Este método de medição utilizando sensores infravermelhos é mais adequado para obter a temperatura da ferramenta durante o processo de fresamento devido à vantagem de não ter contato com a ferramenta rotativa.
Que se alteram durante o processo de usinagem com altas temperaturas, o que permite a determinação de isotermas nas ferramentas, que podem ser analisadas através da seção transversal da aresta de corte principal da ferramenta (MACHADO et al., 2009). Em seu estudo sobre a influência do material utilizado no porta-ferramenta, Kaminise (2012) utilizou o método do termopar de ferramenta e explicou com mais detalhes o processo de calibração do sistema e sua importância para a condução do experimento. Foi realizado um estudo que forma um circuito com fios abrangendo todos os materiais presentes no processo de usinagem.
Este autor realizou o processo de calibração do termopar diretamente no aparelho utilizado no processo de usinagem com chama de maçarico oxiacetileno e obteve resultados satisfatórios. Neste experimento, o autor utilizou testes a seco e a frio no processo de processamento e captura de dados.
Conceitos utilizados na elaboração do método termopar ferramenta-peça
Compensação física no sistema termopar ferramenta-peça
Kaminise (2012) propôs um sistema alternativo para o experimento de termopar ferramenta-peça de forma que produza um sinal eletromagnético. Esta proposta deverá minimizar a influência das junções secundárias formadas nos diferentes elementos de medição, simplificando o circuito elétrico do sistema e também agregando à calibração um método mais próximo da realidade, com função mais próxima do comportamento do processo de usinagem. Δ𝐸= 𝐸𝑓𝑝(𝑇1)+ 𝐸𝑝𝑑(𝑇3)+ 𝐸𝑑𝑐(𝑇4)− 𝐸𝑑𝑐(𝑇5)−𝐸𝑝𝑑(𝑇6)− 𝐸𝑓 𝑝(𝑇2) (8) Considerando que as termojunções mais distantes da região de corte são a temperatura nessas termojunções não sofrem interferência térmica, pode-se analisar que 𝑇3=𝑇4=𝑇5=𝑇6, assim a equação pode ser reescrita.
Voltímetro), a temperatura 𝑇2 estará na junção entre a ferramenta e a compensação física (Figura 9 com compensação), utilizando um termopar e a constante de calibração K.
Circuito termopar ferramenta peça para calibração
De acordo com a lei de Kirchhoff, uma equação pode ser atribuída para toda a tensão do sistema, uma vez que os termopares apresentados produzem uma fem. Finalmente, com a temperatura 𝑇2 na junção entre o elemento de compensação e a ferramenta, é gerada uma tensão, chamada 𝐸𝑝𝑓. Como já mostrado, os termopares distantes da área de corte não sofrem alteração de temperatura e permanecem em temperatura ambiente.
Um ponto importante a ressaltar é que nas juntas por contato com mercúrio não é possível medir a temperatura, mas o recipiente de mercúrio fica localizado em um ponto afastado da área de corte. Segundo Kaminise (2012), esse método de calibração do sistema reproduz fielmente o experimento no momento da operação. Portanto, as expressões obtidas neste procedimento, assim como a constante K, provêm de fontes confiáveis e precisas.
Conforme apresentado na Seção 2.3.7, vários autores utilizaram o sistema de peças-ferramenta através do efeito Seebeck obedecendo à lei de Kirchoff. Neste trabalho foram desenvolvidos os dispositivos necessários para realizar calibração e medição de temperatura, os quais são apresentados a seguir.
Materiais
- Corpo de prova
- Flange de polipropileno
- Elemento intermediário
- Elemento de compensação física
- Contra-ponta modificada
- Ferramenta de corte e porta ferramentas
- Montagem do sistema de aquecimento
- Instrumentos e sensores utilizados para aquisição dos dados
A peça de cobre foi recoberta com camadas de papel alumínio, com o objetivo de reduzir a troca de calor entre o elemento intermediário e a temperatura ambiente. Na outra extremidade do elemento de compensação, a conexão foi feita compactando os cavacos de aço em um fio de cobre. Portanto, foi necessário desenvolver um dispositivo com reservatório de mercúrio (Hg) em contato com um contraponto de cobre e um parafuso de cobre para garantir a continuidade do circuito.
O arremate de latão é conectado a dois rolamentos de esferas selados do tipo 6004; para evitar vazamento de mercúrio, dois anéis de vedação são inseridos. O eixo de latão é isolado da fixação do contraponto do torno, por meio de uma peça de polipropileno fixada na extremidade do eixo. O reservatório de mercúrio é fechado com um parafuso de latão que também está conectado ao mercúrio, que fecha o mercúrio.
O sistema de ferramental foi aquecido para realizar a calibração utilizando a chama de uma tocha de oxiacetileno. O bico da tocha foi apontado para o elemento intermetálico contido no “copo” de cobre conforme mostrado na Figura 18. Um termopar foi colocado em um orifício na parte inferior. extremidade do elemento de compensação com pasta térmica.

Metodologia aplicada na calibração do sistema e ensaios
- Método de calibração do sistema termopar ferramenta-peça
- Bancada experimental
- Obtenção e análise da curva de calibração
- Definição dos parâmetros e testes de usinagem
Neste trabalho foram utilizados dois termopares tipo K para medir a temperatura na interface ferramenta-peça e na junta de compensação durante o processo de calibração. O termopar tipo K (composto por fios Chromel e Alumel) é adequado para medir temperaturas de -200 °C a 1260 °C, levando em consideração as temperaturas utilizadas na calibração do sistema. A calibração do sistema termopar peça-ferramenta é um procedimento extremamente importante para a realização de medições de temperatura. O principal objetivo da calibração é determinar a relação entre as mudanças de temperatura na interface peça-ferramenta e na junta de compensação com a tensão elétrica obtida no circuito. .
A temperatura no processo de calibração iniciou em temperatura ambiente, em torno de 20°C, e atingiu 800°C como a temperatura mais alta no elemento intermediário. Registramos os dados de medição no processo de calibração do sistema para obter uma curva de calibração. Os parâmetros de corte utilizados foram determinados após a realização de alguns testes preliminares e observou-se que a fixação da pastilha no porta-ferramenta foi fragilizada pela inserção de um elemento compensador em chapa de aço ABNT 4140 entre a pastilha e o elemento de corte. clipe de montagem do porta-ferramentas.
Os valores de tensão obtidos em cada ensaio foram registrados para posteriormente obter as temperaturas na interface ferramenta-peça. Após calibração do sistema peça-ferramenta e testes de usinagem a seco, foi possível correlacionar as tensões obtidas nos testes com os dados de tensão e temperatura obtidos na calibração.

Análise da curva de calibração
Ensaios de medição da temperatura na usinagem
O valor mínimo obtido durante a usinagem foi de 719°C, quando usinado na menor velocidade de corte e avanço. Os valores de temperatura aumentaram proporcionalmente com o aumento da velocidade de corte e avanço. A temperatura máxima de teste foi de 840°C, o que ocorreu quando foram utilizadas maiores velocidades de corte (vc=163 m/min) e avanço f=0,15mm/rot.
Esses resultados confirmam a influência da velocidade de corte e do avanço na temperatura de usinagem, conforme apresentado por Trent e Wright (2000) e Machado et al. Este método possibilitou obter a temperatura em uma área da ferramenta de difícil acesso com outros métodos de medição de temperatura. Os resultados da medição de temperatura durante o processo de torneamento são considerados satisfatórios e mostram aumento de temperatura com aumento da velocidade de corte e avanço, consistente com o apresentado na literatura.
Melhora a rigidez do sistema de fixação e da ferramenta para permitir usinagens com parâmetros de corte mais elevados. Medição da temperatura de corte no torneamento de aço ferramenta AISI D6 temperado e revenido auxiliado por ln2.