Trabalho de Conclusão de Curso apresentado na Universidade Federal do Recôncavo da Bahia como parte dos requisitos para obtenção do Curso de Bacharelado em Energia e Sustentabilidade. Com base nisso, este trabalho teve como objetivo criar um protótipo de uma órtese rígida para pés utilizando PVC, avaliar suas propriedades mecânicas e compará-la com o PVC comercial. Este trabalho tem abordagem qualitativa de caráter exploratório e a metodologia aplicada foi a produção de uma órtese de PVC pela técnica de moldagem por sopro térmico e a realização de testes de tração e flexão na órtese produzida e no PVC comercial.
Os resultados encontrados mostram que houve aumento na resistência à tração e à flexão das amostras de órteses de PVC em comparação às amostras tubulares de PVC comerciais. Conclui-se que o processo de fabricação alterou as propriedades mecânicas do PVC comercial e a órtese de PVC apresentou propriedades interessantes. A partir disso, este trabalho teve como objetivo prototipar uma órtese sauropodal rígida utilizando PVC, avaliar suas propriedades mecânicas e comparar com PVC comercial.
This work is a qualitative exploratory approach and the applied methodology was the production of a PVC orthosis using the technique of casting with thermal blower and the performance of tensile and bending tests of the fabricated brace and the commercial PVC. The results showed that there was an increase in the tensile strength and flexural strength of PVC orthosis samples compared to commercial PVC tube samples. It is concluded that the manufacturing process has changed the mechanical properties of commercial PVC and PVC orthosis has interesting properties.
32 Tabela 2 - Resultados dos testes de flexão para todas as órteses de PVC e tubos de PVC comerciais testados.
1 INTRODUÇÃO
2 REFERÊNCIAL TEÓRICO
Conhecer os materiais, bem como suas propriedades e os processos de transformação físicos, térmicos, químicos e termoquímicos resultantes são de extrema importância quando se pensa em um processo de fabricação. A criação de um polímero ocorre através da polimerização, conjunto de reações químicas que provocam a união de pequenas moléculas unitárias ou com poucas unidades para criar moléculas gigantes. O polipropileno é obtido pela polimerização do propileno (que é o monômero), e esse gás tem como fonte predominante o craqueamento da nafta, e as tecnologias de produção de polipropileno são uma combinação de tecnologia de processo com tecnologia de catalisador.
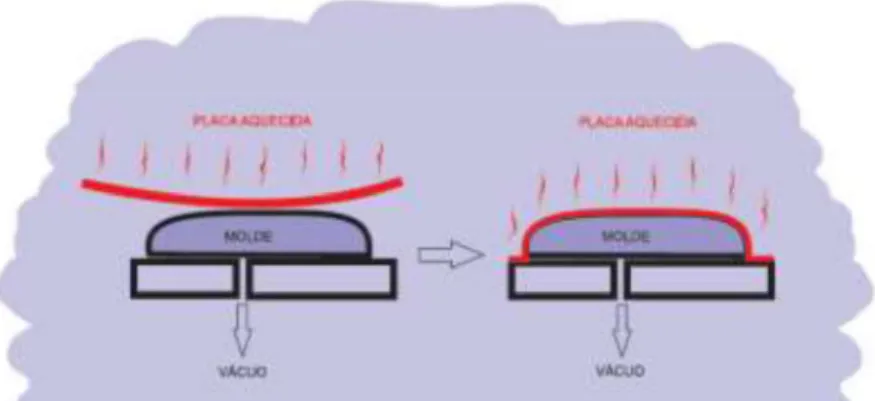
Polimerização por adição ou polimerização é um processo, em geral, no qual unidades monoméricas se ligam, uma a uma, em forma de cadeia, constituindo assim uma macromolécula linear. No processo de polimerização do propileno para formar polipropileno, vários arranjos são possíveis devido à simetria do monômero. No processo de termoformagem, o PP é aquecido a uma temperatura acima da temperatura de transição vítrea para amolecê-lo, apresentando alta viscosidade, e então forçado a caber dentro de um molde frio através da aplicação de pressão ou vácuo (ORÉFICE, 2012).
A produção de auxiliares ortopédicos sob medida com moldes de gesso utiliza a termoformação a vácuo como principal meio de produção, como exemplo é mostrado na Figura 4. As vantagens do processo de termoformação são menores investimentos em equipamentos e moldes e a produção de diferentes espessuras. com o mesmo molde. Na polimerização em emulsão, o MVC liquefeito é disperso na forma de gotículas extremamente pequenas em uma fase aquosa contínua com agitação vigorosa e presença de um emulsificante.
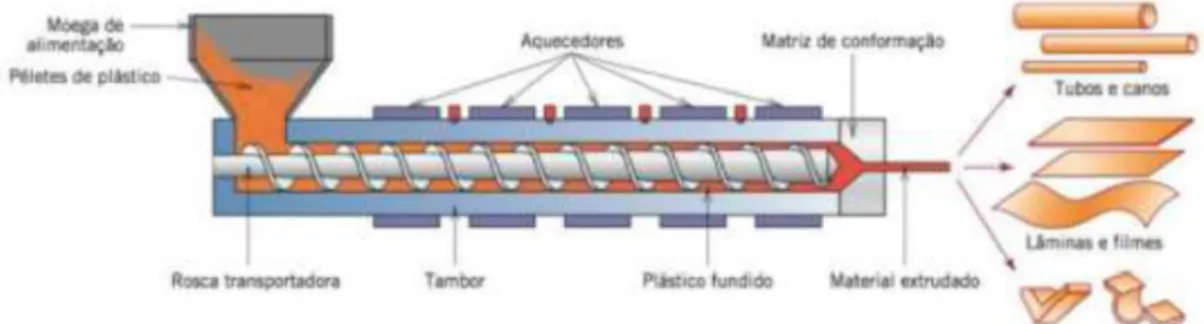
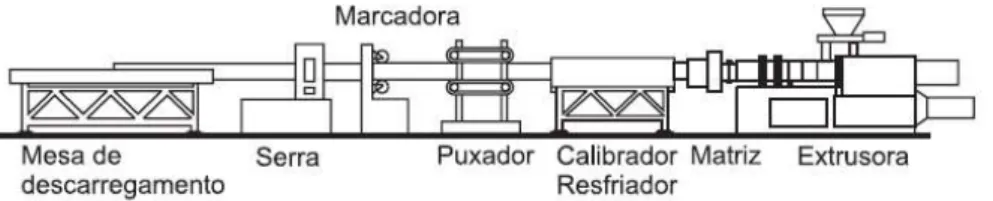
A extrusão é o processo no qual um termoplástico viscoso é formado sob pressão através de uma matriz aberta e é semelhante à extrusão de metal. Uma rosca sem fim ou rosca transporta o material granulado através de uma câmara, onde ele é sucessivamente compactado, derretido e moldado, como uma carga contínua de um líquido viscoso, conforme mostra a figura 6. As barras já cortadas passam por um dispositivo modelador do saco : ao aquecer uma de suas extremidades, o tubo recebe um macho que ajusta o diâmetro interno do tubo para perfeito acoplamento entre as hastes, a Figura 7 ilustra esse processo (JR; NUNES, 2006).
O que diferencia esta técnica das demais é o processo de transformação de uma matéria-prima, no caso o cano/tubo de PVC, que é aberto e transformado em placa para posteriormente ser transformada em órtese (SILVA, 2014). Na escolha de um material para uma determinada aplicação, seu comportamento mecânico é de importância decisiva (KARIAN, 2003; ORéFICE, 2012). Como os métodos de fabricação e testes ASTM e ISO permitem alguma liberdade com suas diretrizes, quando questionados sobre quais são as propriedades mecânicas de um material, a primeira resposta deve ser perguntar por quais testes, quais amostras e sob quais condições.
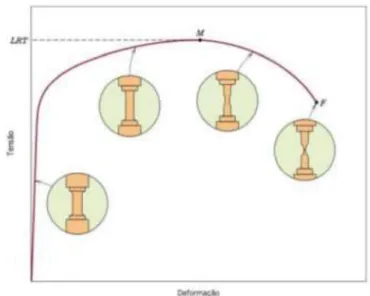
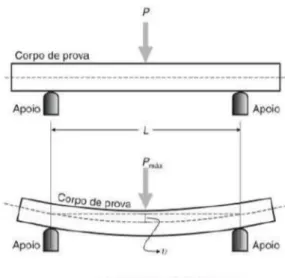
As deformações plásticas são deformações irreversíveis ou permanentes de um material após a remoção de uma carga (ASKELAND, 2013). O ensaio de flexão ocorre aplicando-se uma carga crescente em determinados pontos de uma haste com geometria padronizada, que pode estar na condição de duplo apoio ou fixada em uma das extremidades.

3 METODOLOGIA
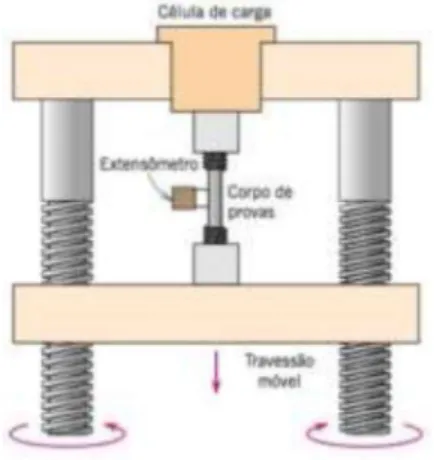
O protótipo finalizado foi enviado ao Laboratório de Materiais e Meio Ambiente (LAMMA) da Universidade Estadual de Santa Cruz (UESC), onde foram realizados ensaios mecânicos de tração e flexão. O ensaio de tração foi realizado de acordo com a norma ASTM D 638 0311 para quatro corpos de prova extraídos tanto da órtese de PVC quanto do tubo de PVC comercial. Os quatro corpos de prova foram confeccionados em forma de laço por meio de um quebra-cabeças.
Os corpos de prova foram lixados e medidos com paquímetro para garantir as dimensões de acordo com as normas técnicas e suas dimensões foram (110 x 12 x 3) mm conforme mostrado na Figura 13. Para isso foi utilizada uma máquina de ensaios estáticos servoelétricos. AG-X da Shimadzu com capacidade máxima de 100 kN. O ensaio de flexão em três pontos foi realizado conforme norma ASTM D 790 03¹² para cinco corpos de prova extraídos tanto da órtese de PVC quanto do PVC comercial.
Os corpos de prova de formato retangular foram fabricados utilizando um quebra-cabeças. Os corpos de prova foram lixados e medidos com paquímetro para garantir que as dimensões estavam de acordo com as normas técnicas. Para esse fim, foi utilizada a máquina servoelétrica de testes estáticos AG-X da Shimadzu, com capacidade máxima de 100 kN.

4 RESULTADOS E DISCUSSÕES
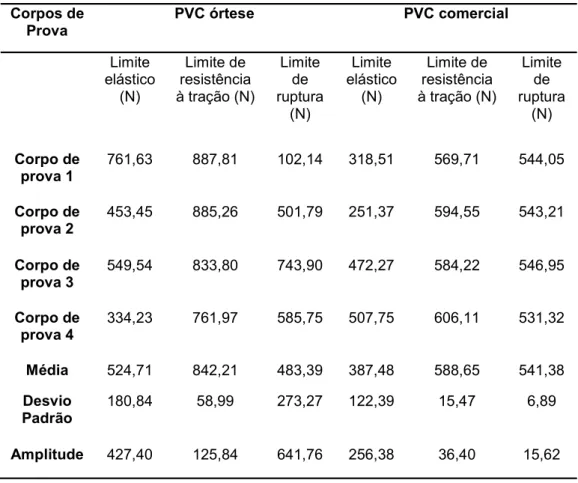
A Tabela 1 apresenta os resultados do ensaio de tração para todos os corpos de prova da órtese de PVC e do PVC comercial, o que auxilia na interpretação da Figura 16. Pode-se observar uma grande variação nos valores limites elásticos da órtese de PVC e do PVC comercial. . e também o limite de fratura do CVP da órtese, que gera desvio padrão e amplitude elevados. Isso acontece porque é difícil definir com precisão o ponto limite elástico para polímeros termoplásticos, assim como o processo de moldagem por sopro térmico gera possíveis regiões de baixa uniformidade, que geram diferentes limites de fratura.
Mesmo assim, os valores médios mostram que o limite elástico da órtese de PVC é superior ao do PVC comercial. Os limites de resistência à tração da órtese de PVC e do PVC comercial, além do limite de fratura do PVC comercial, obtiveram resultados com baixo desvio padrão e baixa amplitude. A Figura 17 mostra as curvas do teste de flexão para todos os corpos de prova desenvolvidos com a órtese de PVC e o tubo de PVC comercial.
Pode-se observar que as curvas da órtese de PVC apresentaram características semelhantes, diferentes das curvas da órtese de PVC comercial. As curvas deixam claro que o limite elástico de flexão e o limite de resistência à flexão da órtese de PVC são superiores aos do PVC comercial. Esses resultados estão diretamente relacionados aos resultados do limite elástico e do limite de resistência à tração, onde a órtese de PVC também foi superior ao PVC comercial.
Isso significa que a órtese de PVC possui maior resistência à flexão, onde é necessária uma força maior para movimentar o material em um ponto, levados em consideração outros dois pontos fixos. A Tabela 2 apresenta os resultados do ensaio de flexão para todas as amostras da órtese de PVC e do PVC comercial, que auxiliam na interpretação da Figura 17. Observa-se que os valores do limite elástico de flexão e do limite de resistência à flexão ambos para a órtese de PVC e o PVC comercial não apresentou variações significativas, apresentando desvio padrão e amplitude aceitáveis para esses materiais no ensaio de flexão.
As variações resultantes estão relacionadas ao comportamento das deformações plásticas no caso do PVC comercial e à uniformidade após o processo de moldagem no caso das órteses de PVC. Os valores médios mostram que tanto o limite elástico de flexão quanto o limite de resistência à flexão da órtese de PVC são superiores ao do PVC comercial. Esses resultados estão diretamente relacionados aos resultados do limite elástico e do limite de resistência à tração, onde a órtese de PVC também foi superior ao PVC comercial.
5 CONCLUSÃO
6 REFERÊNCIAS BIBLIOGRÁFICAS
Entre em contato conosco: