DESENVOLVIMENTO DE FORMULAÇÕES DE POLÍMEROS BIODEGRADÁVEIS A PARTIR DA MODIFICAÇÃO DE DERIVADOS DE MILHO POR EXTRUSÃO. Dissertação apresentada no programa de pós-graduação em Ciência dos Materiais. Destaca-se a inclusão do glicerol, resíduo da indústria do biodiesel, como plastificante e do óleo de coco para aumentar a resistência mecânica e a resistência à absorção de água.
Este trabalho, portanto, investigou os efeitos da mudança do produto derivado do milho, amido pré-gelatinizado, para o processamento de polímeros usando diferentes concentrações de glicerol e óleo de coco usando o processo de extrusão reativa para obter novas formulações de produtos biodegradáveis e de origem renovável. Testes de absorção de água mostraram que os materiais modificados apresentaram maior resistência à absorção de água devido à incorporação do óleo de coco. Destaca-se a inclusão do glicerol, resíduo da indústria do biodiesel, como plastificante, e do óleo de coco para aumentar a resistência mecânica e a resistência à absorção de água.
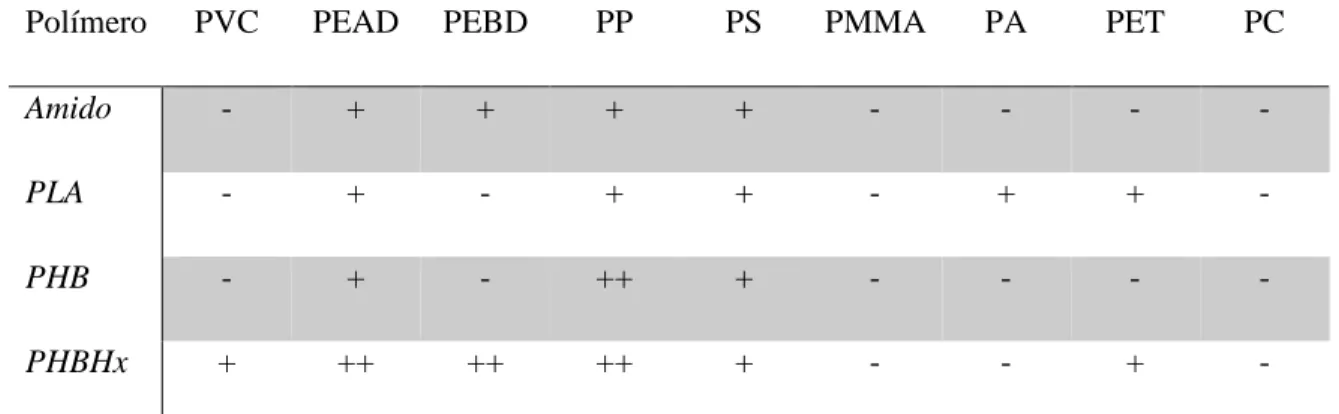
HDPE – High Density Poly(Ethylen) LDPE – Low Density Poly(Ethylen) PET – Poli(etilenoreftalato).
INTRODUÇÃO
Sem dúvida, o ambiente marinho é um dos mais afetados pelo descarte de plástico, pois a maior parte do lixo encontrado nos mares e oceanos vem de fontes terrestres, formando giros, que são aglomerações de detritos que flutuam no oceano, o maior deles que é o Pacific grill (Plastic Atlas, 2020). Além de todos os danos ambientais, há também os danos financeiros, estima-se que haja uma perda para a economia global de US$ 8 bilhões por ano devido à poluição plástica, sendo os setores mais afetados a pesca, o turismo e o comércio marítimo. (Fundo Mundial para a Natureza, 2020). Nesse contexto, estudos têm sido realizados para substituir os polímeros sintéticos por polímeros biodegradáveis nos quais a degradação ocorre devido à ação de microrganismos, como fungos, bactérias e algas de ocorrência natural, que geram CO2, CH4 e outros produtos (ASTM D833: Métodos de Identificação e Análise Quantitativa de Elastômeros Sintéticos" s.d.; Kalia, Raizada e Sonakya 2000).
Dentre os polímeros biodegradáveis obtidos a partir de matérias-primas naturais de fontes renováveis, destaca-se o amido por ser de baixo custo e poder ser alterado química, física e biologicamente. Diante desse cenário, o desafio de aumentar a utilização de amido em substituição aos polímeros sintéticos é extremamente atrativo para a sociedade científica e tecnológica.
OBJETIVOS
REVISÃO BIBLIOGRÁFICA
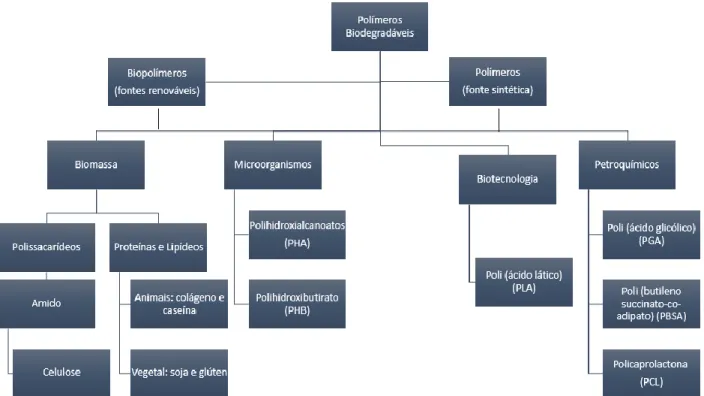
- POLÍMEROS BIODEGRADÁVEIS
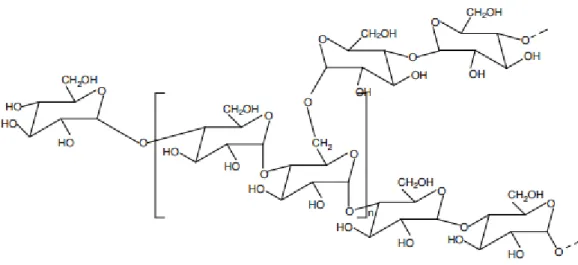
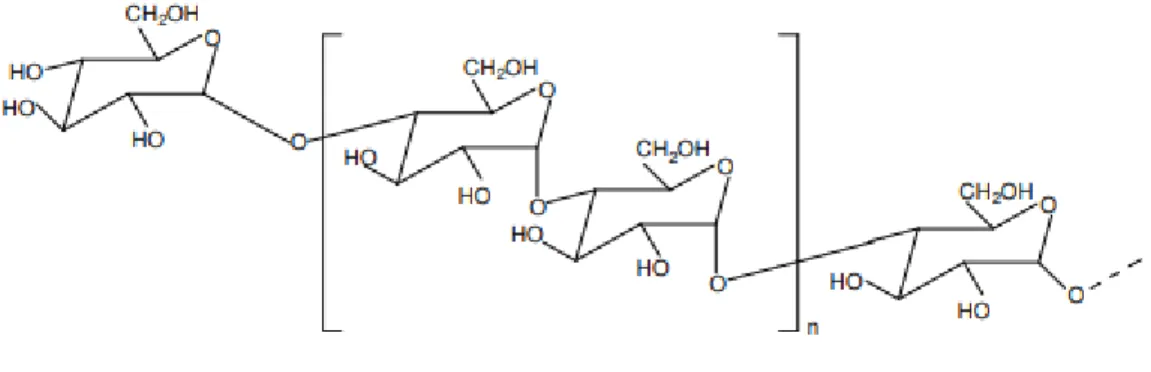
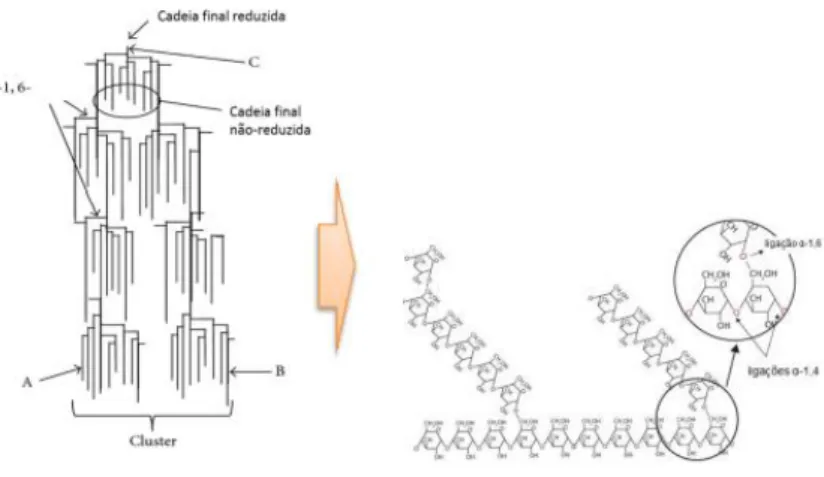
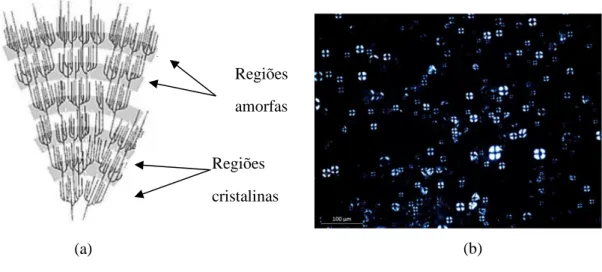
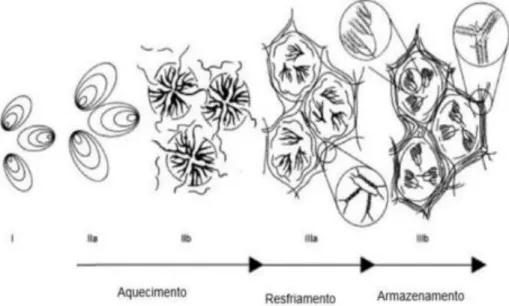
- AMIDO
- PLASTIFICANTES
- GLICEROL
- ÓLEO DE COCO
O óleo de coco é outro plastificante vegetal utilizado na fabricação de polímeros à base de amido. O óleo de coco também possui em sua estrutura a presença de outros ácidos graxos saturados como ácido palmítico, ácido esteárico e ácido mirístico (Ploypetchara e Gohtani 2020). A inclusão do óleo de coco modifica a estrutura dos polímeros, reduzindo a força de atrito entre as cadeias poliméricas e lubrificando o movimento das macromoléculas.
2014 utilizou o óleo de coco como plastificante para produzir filmes à base de amido de milho por meio do processo de extrusão com o tensoativo de fonte natural Yucca Schidigera, que é uma planta cujo extrato aquoso contém compostos fenólicos. Foi possível concluir que os filmes extrusados com óleo de coco e Yucca Schidigera apresentaram propriedades mecânicas semelhantes aos filmes de amido de milho com glicerol. Acima de 15,0% a adição de óleo de coco levou a uma redução na resistência à tração, fato que os pesquisadores atribuíram à lixiviação do óleo de coco para a superfície do material, que também afetou a perda de propriedades reológicas.
Além disso, a inclusão de óleo de coco permitiu menor permeação de vapor de água nas amostras. 2019, também investigou a influência do óleo de coco em uma base de amido nas propriedades mecânicas, morfológicas, ópticas, termodinâmicas e antibacterianas. Concluiu-se que a adição de óleo de coco diminui gradualmente a permeabilidade ao vapor de água devido à existência de cadeias hidrofóbicas na estrutura do óleo de coco que se correlacionam com a amilose, formando inclusões amido-lipídicas.
Além disso, a adição de óleo de coco melhorou a transmissão de luz e o melhor resultado de resistência à tração de 19,9 MPa foi obtido para a formulação com adição de 14,0% de CO. A adição de óleo de coco permitiu maior alongamento na ruptura e a proporção de 20 mL de adição de óleo de coco permitiu o melhor resultado em resistência ao cisalhamento, propriedade essencial para a aplicação de adesivos. Outro estudo mais recente, de Wahyuningsih, Iriani e Amalia 2021, investigou a incorporação do óleo de coco na produção de embalagens biodegradáveis, por meio do processo de compressão a quente.
O objetivo foi incluir a biossílica, utilizada como material de enchimento para reduzir a participação do amido, reduzindo assim o custo de produção do material, e o óleo de coco para melhorar a permeabilidade ao vapor de água e as propriedades mecânicas. Um produto do milho ainda pouco explorado na fabricação de filmes poliméricos é o amido pré-gelatinizado, que possui grande potencial de inovação e pode ser processado com óleo de coco para melhorar as propriedades mecânicas e absorção de água.
MATERIAIS E MÉTODOS
MATERIAIS
MÉTODOS
- Preparação das Amostras
- Ensaios Mecânicos
- Espectroscopia de Infravermelho
- Análises Térmicas
- Análise da absorção de umidade
- Biodegradação
O ensaio de tração foi realizado de acordo com a norma ASTM D638-10 para avaliação do Módulo de Young, Alongamento e Limite de Resistência à Tração nas amostras previamente acondicionadas em potes herméticos com solução supersaturada de nitrato de magnésio, com controle de umidade de 53% e temperatura de 20°C ± 3°C. Para análise térmica, foi utilizada a técnica de Termogravimetria – TG para analisar a estabilidade térmica do polímero e a variação de sua temperatura de degradação em função dos agentes modificadores. A análise DSC – Calorimetria Exploratória Diferencial – foi utilizada para análise principalmente da temperatura de transição vítrea 𝑇𝑔 e temperatura 𝑇𝑚 de.
As amostras foram inicialmente aquecidas da temperatura ambiente até 200 °C a uma taxa de aquecimento de 10 °C/min, em seguida foi realizada uma isoterma por 10 min a 200 °C, em seguida, o resfriamento foi realizado com uma rampa de 20 °C/min. -60°C finalmente um segundo aquecimento -60°C a 200°C foi realizado com uma rampa de 10°C/min. Para análise da absorção de umidade, as amostras foram colocadas em estufa a vácuo por 24 horas a 65°C. O cálculo da absorção de umidade foi realizado conforme a equação 3, de acordo com a norma ASTM E 104, bem como o método de ensaio descrito.
O solo foi armazenado em temperatura ambiente por um período de 90 dias e submetido ao controle de umidade para manter as proporções de água e mistura seca. As amostras foram acondicionadas em estufa a vácuo por 24 horas a 65°C e foi triturado um grama de cada formulação para cada. Em seguida, as amostras foram moldadas em prensa hidráulica de 10 toneladas, a 180°C por 12 minutos com aplicação de 1 tonelada de força.
Os testes foram realizados em triplicata para cada formulação e para cada tempo de exposição, sendo estes para o teste realizado após 7, 14 e 32 dias. Uma câmara de umidade e temperatura controlada foi utilizada durante todo o período de teste com temperatura de 35 °C e umidade de 95. Após a remoção da câmara, as amostras foram escavadas, limpas e secas novamente em estufa a vácuo por 24 h a 65 ° C antes de ser pesado.

RESULTADOS E DISCUSSÕES
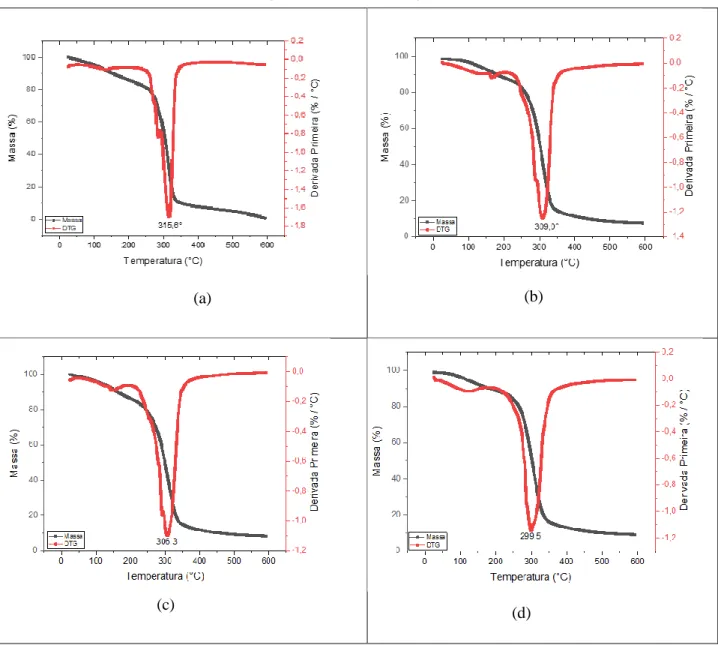
Amostras que continham óleo de coco em suas formulações apresentaram temperatura de decomposição em torno de 300 °C, o que confirma estudos anteriores (Sajeeb et al. 2019). À medida que a porcentagem de óleo de coco na formulação da amostra aumentava, a degradação térmica do material ficava mais evidente. Observando as curvas DSC referentes ao segundo aquecimento, é possível verificar o pico endotérmico para as amostras com 5% e 10% de adição de óleo de coco a 22,6 °C s.
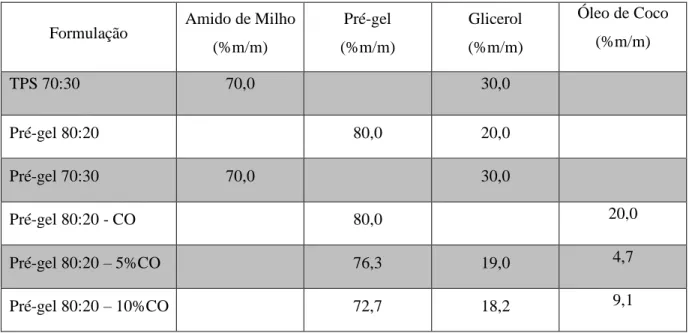
𝐻𝑚 2,3 ° J/g e 23,3 ° C com ∆𝐻𝑚 3,2 J/g, que se refere à absorção de óleo nas amostras, quanto maior a adição de óleo de coco, maior a entalpia de fusão necessária. A Figura 5-6 mostra os espectros de infravermelho das amostras de TPS e pré-gel com a adição de óleo de coco. Como a amostra de pré-gel de glicerol 20% apresentou resultados mais próximos do TPS 70:30 em termos de propriedades mecânicas, essa base foi usada para testar o efeito do óleo de coco no material.
Primeiro, 5% e 10% em massa foram adicionados à base do pré-gel 80:20 e, em seguida, o pré-gel foi examinado com 20% de óleo de coco sem glicerol. Comparando as amostras com 5% e 10% de óleo de coco em sua formulação, pode-se observar um aumento de cerca de 22,7% no alongamento à ruptura e uma redução de 0,26MPa no limite de resistência à tração. A Figura 5-9 mostra a influência da porcentagem de óleo de coco no módulo de Young – E e no limite de resistência à tração, TRL.
Observa-se que com o aumento da concentração de óleo de coco, há aumento do Módulo de Young e do TRL. A Tabela 5-3 mostra a porcentagem de absorção de água para as amostras processadas pelo processo de extrusão reativa com as porcentagens de glicerol e óleo de coco para o teor de umidade de 33%, 53% e 75%. A adição de óleo de coco promoveu uma redução gradativa na absorção de água, o que possibilitou uma redução de 16,4% na absorção de água em relação ao Pré-gel 80:20 - CO e TPS, para umidade relativa de 75%.
Esse fenômeno ocorreu devido à propriedade hidrofóbica do óleo de coco, que reduz a probabilidade de ligações de hidrogênio entre o amido e a água. O fato da formulação do Pré-gel CO ter apresentado um tempo de degradação maior em relação às demais amostras pode ser explicado pela maior participação do plastificante, ou seja, menos amido, e pela interação do óleo de coco com o glicerol.
CONCLUSÕES
SUGESTÕES PARA TRABALHOS FUTUROS
ASTM D 5338 – 98 Standard test method for determining the aerobic biodegradation of plastic materials under controlled composting conditions, 2003. Disponível em: https://www.wwf.org.br/?70222/Brasil-e-o-4- pais-do- mundo-que-mais-gera- lixo-plastico. Comparison of the biodegradation of poly (ε-caprolactone), cellulose acetate and their mixtures by the Sturm test and selected cultivated fungi.
Evaluation of the physical, chemical and mechanical properties of starch/PVA/bentonite clay films modified with glycidyl methacrylate. Effects of virgin coconut oil on the physicochemical, morphological and antibacterial properties of biodegradable films based on potato starch. Effects of coconut oil concentration as a plasticizer and Yucca schidigera extract as a surfactant in the preparation of extruded corn starch films.
Propriedades mecânicas e biodegradabilidade de misturas de poli-ɛ-caprolactona/isolado protéico de soja, compatível com óleo de coco. Um suplemento de iodo de frutos de tomate revestidos com uma película comestível de quitosana dopada com iodeto. Produção e caracterização de blendas poliméricas com poli(3-hidroxibutirato)(PHB) e amido de milho para produção de plástico.
Characteristics of rice starch films mixed with sugar (trehalose/allose) and oil (rapeseed oil/coconut oil): Part I-Filmogenic dissolution behavior and mechanical properties. Application of FTIR spectroscopy to the determination of virgin coconut oil in binary mixtures with olive oil and palm oil.