Corvinus University of Budapest, Faculteit Voedingswetenschappen, Department of Refrigeration and Livestock Products Technology Hungary 1118, Budapest, Ménesi út 45 Tel. Ludhiana-141004, India [email protected] Imre Körmendy (Hoofdstuk 3) Corvinus University of Budapest, Faculty of Food Science, Department of Food Preservation Hungary 1118 Budapest, Ménesi út 45.
Preface
We also thank the reviewers for providing their valuable comments to improve the content of each chapter.
Processing Technology
Fruit Microbiology
INTRODUCTION
Factors include globalization of the food supply, accidental introduction of pathogens into new geographic areas (Frost et al., 1995; Kapperud et al., 1995), development of new virulence factors by microorganisms, decline in immunity among certain segments of the population, and changes in eating habits.
NORMAL MICROFLORA OF FRESH FRUITS
NORMAL MICROFLORA OF PROCESSED FRUIT PRODUCTS
FACTORS AFFECTING MICROBIAL GROWTH
Therefore, several preservation methods involve drying or drying the produce (Worbo and Padilla-Zakour, 1999). Inhibitory substances can include "bacteriocins", but the most common is "nisin", produced by some strains of Lactobacillus lactis, which is heat-stable, bound by digestive enzymes, labile and non-toxic for human consumption, and considerable.
FACTORS AFFECTING MICROBIAL QUALITY
Biofilm formation has therefore emerged as a challenge to the decontamination techniques frequently used in the food and beverage industries, and requires the advent of new revolutionary methods for decontamination or the modification of the older techniques in view of the current scenario (Frank , 2000a).
FRUIT SPOILAGE
These microorganisms do not have a decomposing enzyme brigade and thus gain access only when the normal defense system of plant products weakens, which is a condition of mechanical damage or skin damage caused by insect attack or natural openings on the surface of the fresh product. Damage to produce during harvest or by post-harvest processing techniques and equipment allows opportunistic microflora to invade internal unarmored tissue and cause spoilage (Figure 1.3).

MODES OF FRUIT SPOILAGE
This technique involves enumeration of molds in products such as canned fruit and provides inclusion of the moldy material. Some of the assays involved in the rapid enumeration of pathogens in food samples are as follows.

MAINTAINING MICROBIAL QUALITY OF FRUITS
Ethylene, a natural phytohormone, produced by some fruits after ripening promotes additional ripening of products exposed to it (Gorny et al., 1999). Chlorine has been used to treat drinking water, wastewater, and to disinfect equipment and food processing surfaces in processing environments (Botzenhart et al., 1993).
FRUIT SAFETY
ASSOCIATED PATHOGENS AND SOURCES OF CONTAMINATION
Peaches, apricots Black mold rot Aspergillus niger Peaches, cherries Cladosporium rot Cladosporium herbarum Apples/pears. These findings point to the creation of a favorable environment for the survival and growth of human pathogenic microbes in/on the fresh produce, thus warning of the empowerment of strict safety and protection.
SAFETY AND SANITATION
The effectiveness of the disinfectant depends on the nature of the cells and the properties of the fruit tissues and juices. Earlier, a similar report on the effect of ozone and storage temperature on postharvest diseases of carrots was given by Liew and Prange, who reported the use of a rather unusual technique of pulsed electric fields to inactivate microbes in foods.
HEALTH IMPLICATIONS
FUTURE PERSPECTIVES
Evaluation of antibodies for immunomagnetic separation combined with flow cytometry detection of Listeria monocytogenes. Journal of Food Protection. Respiration rate and respiratory quotient of fresh cut mango (Magnifera indicaL.) in low oxygen atmosphere.
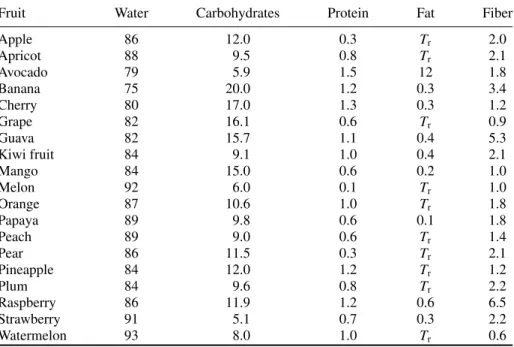
Nutritional Values of Fruits
MACRONUTRIENTS Water
The role of fiber in human health has been the subject of many studies in the past 30 years. Linoleic and linolenic acids cannot be synthesized in the body and are known as essential fatty acids.
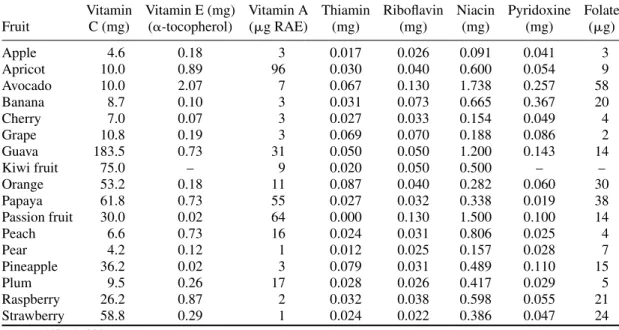
MICRONUTRIENTS Vitamins
Vitamin B-6 in the form of pyridoxal phosphate acts as a cofactor for transferases, transaminases and decarboxylases used in amino acid transformations. Calcium is a nutrient in the news because adequate intake is an important factor in bone health and reduced risk of fractures or osteoporosis (Frossard et al., 2000).
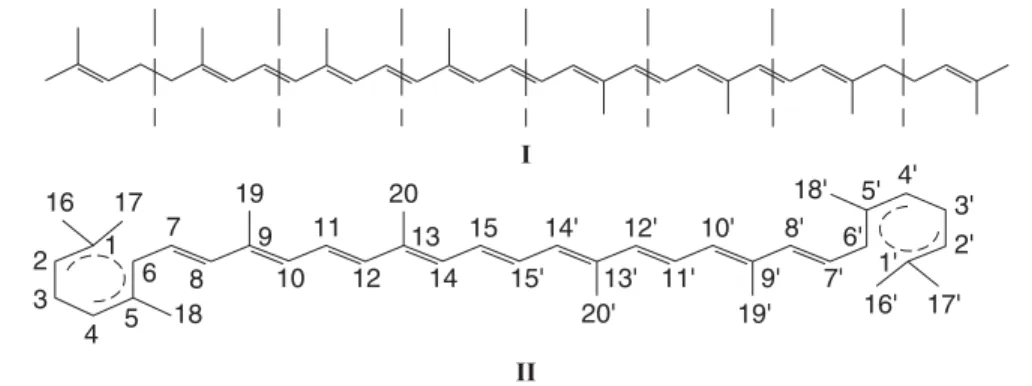
BIOACTIVE COMPOUNDS Carotenoids
For healthy people, the absorption rate of plant sterols is usually less than 5% of dietary levels. There is little data available on the content of plant sterols in the edible part of the fruit (Wiehrauch and Gardner, 1978; Morton et al., 1995).
Fruit Processing: Principles of Heat Treatment
REVIEW OF HEAT TREATMENT PROCESSES AND BASIC IDEAS
Liquid food or mash+food pieces Calculation of concentration of survivors in the core of the largest part with the shortest residence time Flow-type heating + hot filling. Liquid food or puree+food pieces Surface area of liquid food or in the largest piece with the shortest residence time on the container wall.
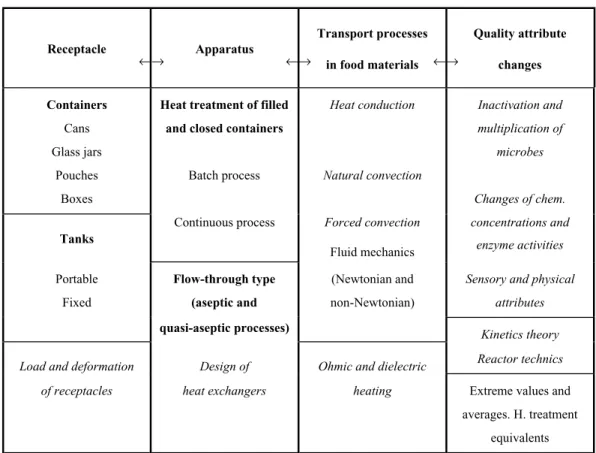
HEAT TREATMENT EQUIPMENT Classification
Symboltm indicates the total processing time, i.e. cycle period for batch type and total dwell time for continuous operation. Depending on the volume of each container, the compactness ratio, i.e. volume of all containers per internal volume. Processing time is the time required to advance a container in a continuous unit.

HEAT PROPAGATION UNDER HEAT TREATMENT CONDITIONS
Heat transfer calculations are available for all three types of unit operation publications (Geankoplis, 1978; Gr¨ober et al., 1963). A number of publications are available on scraped surface heat exchangers, including heat transfer characteristics (Geankoplis, 1978).

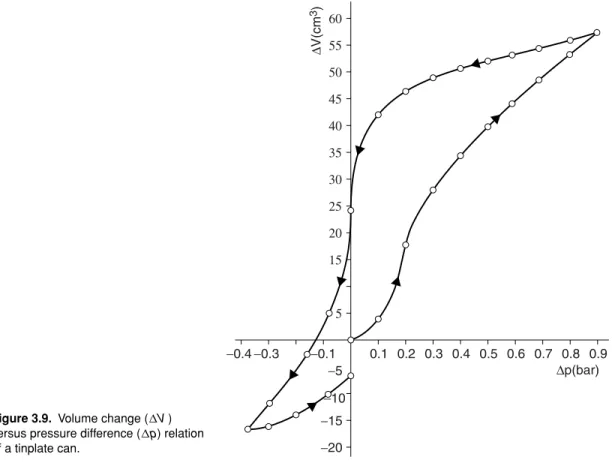
LOAD AND DEFORMATION OF CONTAINERS UNDER HEAT
Conventional methods based on the determination of the values: fh, jh, fc, jc (Ramaswamy and Abbatemarco, 1996) are suitable for convective heat transfer calculations (provided appropriate simulation in the case of forced convection has been used). According to equation 3.3, the internal pressure of the container is the sum of the vapor pressure of the food and the partial pressure of the gas components.
QUALITY ATTRIBUTE CHANGES Attribute Kinetics
There is no general procedure for calculating time-dependent attribute intensity at variable temperature from constant temperature experiments. Average attribute intensity at the discharge valve of a flow-through unit. E(t)= time-dependent density function (frequency) of the residence time distribution, k= first-order rate constant, exp(−kt)= time-dependent intensity variation per initial intensity.

LIST OF SYMBOLS
The total equivalent of an apparatus with units connected in series (eg heating, constant temperature and cooling) is the sum of the equivalents of the individual units (K¨ormendy. Determination of heat transfer coefficients and heat conductivity in some industrial equipment for canned products.
Fruit Freezing Principles
FREEZING PRINCIPLES
Section C–D corresponds to the cooling of the product to the storage temperature, with an important increase in solute concentration in the unfrozen portion. The freezing rate is very important in plant tissues because it determines the size, shape and status of the ice crystals, factors that affect cell wall integrity.

FACTORS AFFECTING FROZEN FRUIT QUALITY
Indeed, a decrease in the pectin fraction during freezing and frozen storage has been related to a reduction in firmness in various fruits (Lisiewska and Kmiecik, 2000). The main cause of loss of vitamin C is the action of the enzyme ascorbate oxidase.
FREEZING METHODS
Although Gram-negative bacteria (Salmonellaspp. Escherichia coli, etc.) are more susceptible to freezing than Gram-positive bacteria (Listeria monocytogenes, Staphylococcus aureus, etc.), the nature of the food may alter the survival of some of the former organisms. The establishment of the European Food Safety Authority (EFSA) was one of the key measures from the Commission's White Paper on Food Safety.
ACKNOWLEDGMENTS
The quality of the frozen/thawed product is closely related to the freezing and thawing processes (Cano, 1996). Effect of low temperature on ascorbic acid content and quality characteristics of frozen strawberries.
Fruit Drying Principles
FRUIT DRYING
STATE OF WATER IN FRUITS
Knowledge of the sorption isotherms of the material is of primary importance from a practical point of view (Wolf et al., 1985). Empirical modeling equations have been proposed using the density and thermal properties of fruit being processed (Heldman, 1975; Choi and Okos, 1986; Singh and Mannapperuma, 1990; Singh, 1992).
PRINCIPLES OF WATER REMOVAL
The drying rate can be represented as a function of the drying period (Figure 5.3) or the moisture content of the material (Figure 5.4). The linear variation of the material size changes the drying time to another level.

PRINCIPLES OF THE TECHNOLOGICAL
DRYERS
Assumptions are difficult to make due to variability of the equipment and materials and the milling sizes. The rehydrated product should also have as much as possible the shape, consistency, colour, taste and smell of the original food.
DRYING TECHNOLOGY OF FRUITS
The thickness of the spread is influenced by the method and quality of chopping, even for the same type of product. The smaller the product and the higher the surface, the more it is affected by harmful effects.
SPECIFIC REFERENCES
The cutting affects the shape of the final product, the uniform residual moisture content and the apparent density. The blades of the slicer must be protected from foreign materials (stone, wood, metal) and regularly adjusted, sharpened and replaced.
GENERAL REFERENCES
In: Handbook of Industrial Drying, Ed. Sorption isotherms of foods, In: Drying of Solids, Ed. Heating and cooling processes for food.
Non-Thermal Pasteurization of Fruit Juice Using High Voltage Pulsed
Electric Fields
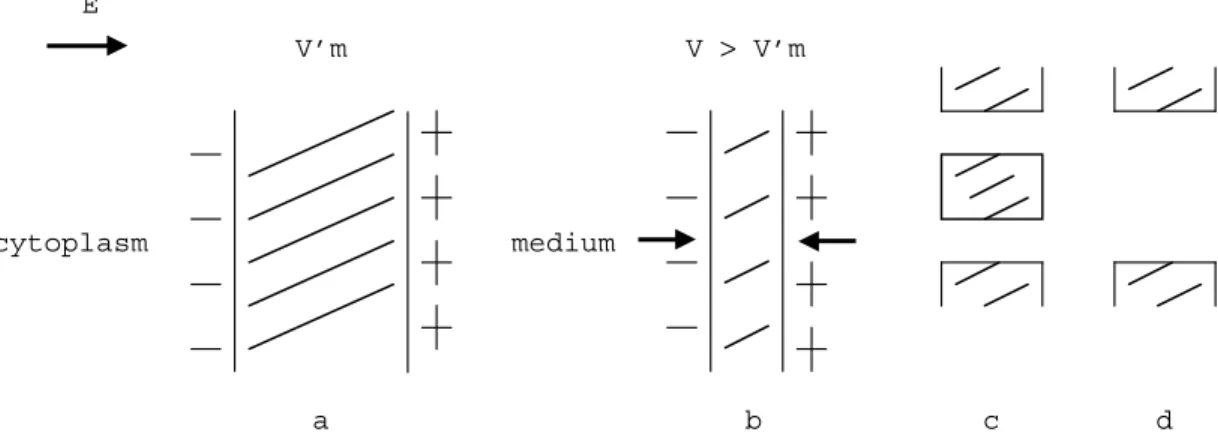
MECHANISMS OF INACTIVATION BY PEF
The change in membrane permeability can be reversible or irreversible, depending on the strength of the external electric field. The shape factor (F) and critical field strength for four microorganisms are shown in Table 6.1 (Aronsson, 2002).
PEF SYSTEM
In the electrical circuit, a power source charges a capacitor bank connected in series with a load resistor (Rs) (Fig. 6.5). When a trigger signal is applied, the charge stored in the capacitor flows through the food in the treatment chamber.
EFFECT OF PEF ON FOOD PRESERVATION
Morphological changes have been observed in Listeria innocuacells after treatment with PEF (Calderon-Miranda et al., 1999). Studying the effect of PEF treatment on the juice quality of Valencia oranges, Yeom et al. 2000) investigated the effect of treatment on pectinmethylesterase activity.
APPLICATION
1999) compared the effects of PEF on the aromas of orange juice with those of heat treatment. Similar results were obtained by Yeom et al. 2000) who also studied the effects of the PEF process on orange juice.
FUTURE OF PEF
Modification of alkaline phosphatase activity in milk by a pulsed electric field. In pulsed electric fields in food. Inactivation of Bacillus subtiliss spores using high-voltage pulsed electric fields.” V Pulsed electric fields in food processing.
Minimally Processed Fruits and Fruit Products and Their
Microbiological Safety
MINIMALLY PROCESSED FOODS Terminology and Classification
The O2 involved in the oxidation of NADH+ and FADH+ determines the direction of the pathway. This room must be suitable for the temperature of the product and the hygienic requirements of the processing.
MICROBIOLOGICAL SAFETY OF MINIMALLY PROCESSED FOODS
Some less acidic fruit products may even allow the growth of certain pathogens and thus be a potential source of microbiological illness in the consumer (Zhuang et al., 2003). This role of chlorine is mainly to prevent the spread of bacteria in the washing water, rather than to kill them on the surface of the fruit.
NEW METHODS OF MINIMAL PROCESSING WITH
1993) showed that chlorinated water reduced but did not eliminate Salmonella contamination once on the rind of melon.
MICROBICIDAL EFFECT
However, both forms of the vitamins are biologically active, suggesting minimal dietary impact (Thayer, 1994). When discharged, the resulting high-energy field pulse creates an electrical potential difference across the cell membrane of the floating cells.
CONCLUSIONS
Initial preparation, handling and distribution of minimally processed refrigeration of minimally processed chilled fruits and vegetables. Using natural aroma compounds to improve the shelf life and safety of minimally processed fruits.
Fresh-Cut Fruits
As consumers accept fresh-cut fruit mainly based on appearance and taste and texture, these attributes will determine the marketability of fresh-cut fruit. Thus, the key requirements for extending the microbiological, sensory and nutritional shelf life of fresh fruit are analyzed at each step of the production chain.
HYGIENIC REQUIREMENTS FOR FRESH-CUT FRUIT
Processing factors are not only related to deterioration processes, but also to a large number of physiological factors such as cultivar, growing and harvesting practices, post-harvest treatments and/or maturity during processing. This can determine the feasibility if fruit can be processed as a fresh cut product (Rocha et al., 1998; Soliva-Fortuny et al., 2002a).
QUALITY OF RAW MATERIAL
PROCESSING
Reduced rates of enzymatic browning in pears may be related to low levels of PPO (Soliva-Fortuny et al., 2002b). Bilayer coatings made of polysaccharide and lipid also reduced water loss and respiration processes in fresh-cut apples (Wong et al., 1994).
REGULATIONS FOR FRESH-CUT PRODUCE
Few studies have taken into account temperature fluctuations during storage and the subsequent limitation of product shelf life.
FINAL REMARKS
Effects of fruit maturity and storage temperature on spoilage rate of fresh-cut peach and nectarine slices. In Fresh Cut Fruits and Vegetables: Science, Technology and Market, edited by Olusola Lamikanra, p.
Food Additives in Fruit Processing
As such, food safety goes far beyond food preservation and includes the use of food additives, viz. All the above factors illustrate the usefulness of food additives and their significant role in establishing food processing as a full-fledged technology.
CLASSIFICATION
Color, aroma, taste and texture form the sensory value, each of which is enhanced by a range of food additives. Convenience is another important aspect of food products, and there are a number of food additives that are potential promoters of convenience.
GOVERNMENTAL REGULATIONS
9 Food Additives in Fruit Processing 149 additives act of 1960 and is not included in the food. The general principles for the use of food additives specify that food additives must comply with a.
STATUS OF FOOD ADDITIVE INDUSTRY
ACIDULANTS
OH Glucono-deltalactone Gluconic acid
PRESERVATIVES
The non-enzymatic browning reaction in fruits and vegetables depends on many factors such as (1) product composition, (2) product moisture content, and (3) storage temperature and exposure to oxygen. Non-enzymatic browning control additives are used in many fruit products such as dehydrated fruit, glazed fruit, beverages, fruit bars, textured fruit products and fruit candies.
ANTIOXIDANTS
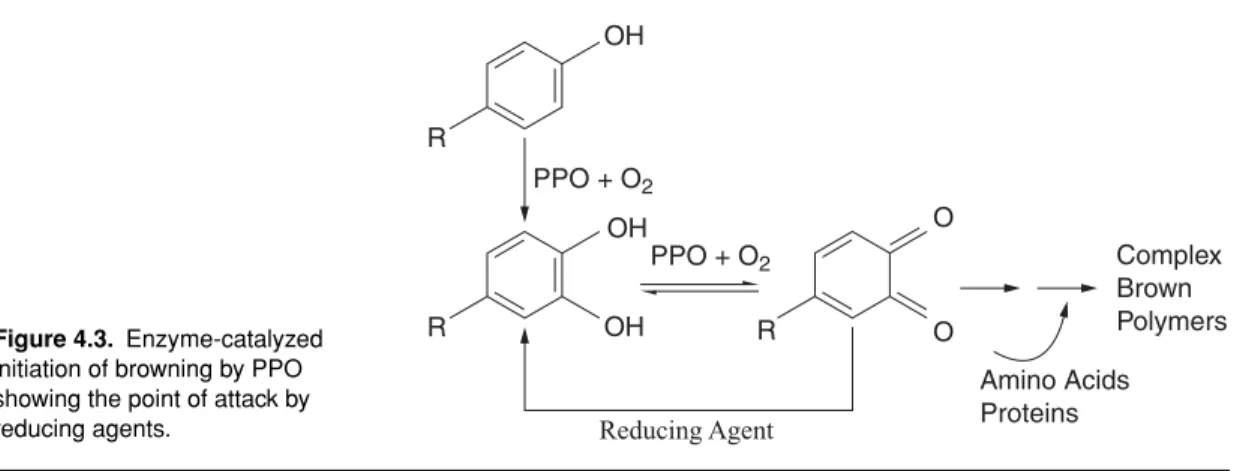
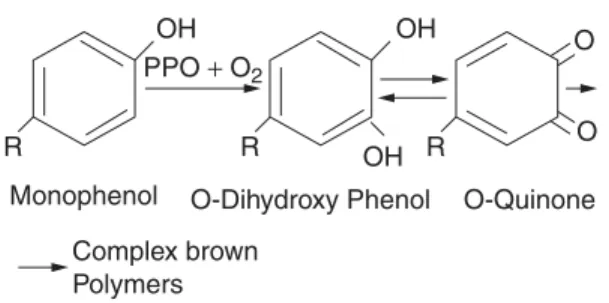
Non-enzymatic browning reactions can also lead to the loss of vital nutrients such as ascorbic acid, which is oxidized to dehydroascorbic acid, which further undergoes aldol condensation or reaction with amino groups to form brown pigments (Loescher et al., 1991). Enzymatic browning is a significant problem in a number of important commodities, specifically fruits such as apples, pears, peaches, bananas and grapes.
FOOD COLORS AND FLAVORS
Flavors are usually classified using a definitive scheme based on origin and use (Hall and Merwin, 1981), as shown in Table 9.4. Advantage Highly volatile compounds such as dimethyl sulphide, methyl mercaptan can be encapsulated to provide flavors in solid form.
SWEETENERS
Fruit drinks are the largest consumer of fruit flavours, followed by desserts, jams and jellies. In terms of regulatory status, the FDA has worked closely with the Flavor and Extract Manufacturers Association (FEMA) to obtain information on the identity and safety of flavors (Sethi and Sethi, 2004).

HYDROCOLLOIDS
THICKENERS, STABILIZERS, AND GUMS
EMULSIFIERS
In fruit products, emulsifiers find applications in flavor emulsions, beverages, pie fillings, fruit desserts and salad dressings (Mahungu and Artz, 2002).
ENZYMES
VITAMINS
Fruit processing unit operations such as blanching, heat processing and freezing significantly reduce the content of vitamin C. Pantothenate is permitted as a food additive and requires label-mediated expression regarding the concentration used.
SAFETY AND HEALTH IMPLICATIONS OF FOOD
FUTURE TRENDS
Chemistry and technology of pretreatment and preservation of fruit and vegetable products with SO2 and sulfites. Non-enzymatic browning in aseptically packaged orange beverages: Effect of ascorbic acid, amino acids and oxygen.
Fruit Processing Waste Management
THE IMPACT OF FOOD PRODUCTION ON THE
OPPORTUNITIES FOR
UTILIZING FOOD INDUSTRY WASTES AND BY-PRODUCTS
Biomass refers to all organisms (microorganisms, plants and animals), both living and recently dead; products of biotechnology-related industries; all biological products, waste and by-products (human, animal, processing industry, etc.). Mass food production takes up significant amounts of land; however, these areas can be used for crop production for export, while the by-products can be partially replaced by animal feed.
WASTES AND BY-PRODUCTS OF FRUIT PROCESSING
Apart from the main end product, unused substances are considered waste and by-products. Certain by-products can be valuable resources for human nutrition if special technologies are used.
BY-PRODUCT UTILIZATION IN APPLE PROCESSING
It can also be used in low-acid and high-sugar products, such as preserves with low-acid fruit (figs and bananas) and confectionery. After distillation of the alcohol used to precipitate pectin and fruit extracts, such as sugar and fruit acids, the natural flavors are preserved.
ENVIRONMENTAL GUIDELINES FOR FRUIT PROCESSING WASTE
Water quality is important; pre-treatment may be required depending on the original grade and intended use. The refrigerants used may be ozone-depleting chemicals such as CFCs, the production of which is being phased out under the Montreal Protocol.
MEANS OF MODERN WASTE MANAGEMENT
Application of functional citrus by-products in maet products, Trends in Food Science and Technology, Vol. Anaerobic digestion of fruit and vegetable processing wastes for bio-gas production, Bioresource Technology, Vol.
Products Manufacturing
Manufacturing Jams and Jellies
INGREDIENTS FOR JAMS AND JELLIES
TYPES AND VARIETIES OF FRUITS
Rich in pectin and acid: sour and crab apple, grapes, sour guava, lemon, orange (sour), plum (sour), jamun. Low in pectin and acid: ripe apricot, peach (ripe), pomegranate, raspberry and any other overripe fruit.
PEELS
Rich in pectin but low in acid: apple (low acid varieties), unripe banana, sour cherry, fig (unripe), pear, ripe guava, peel or orange and grapefruit. Low in pectin but high in acid: apricot (sour), sweet cherry, sour peach, pineapple and strawberry.
GELLING AGENTS
Since pectin is the main ingredient in the fruit that gives a set to the marmalade, it is preferable to use a slightly underripe fruit rich in pectin along with the ripe fruit to ensure the desired gelling effect in the marmalade. It is now well established that the protein molecules are cross-linked to form a network at connection zones where the protein chain Table 11.1.