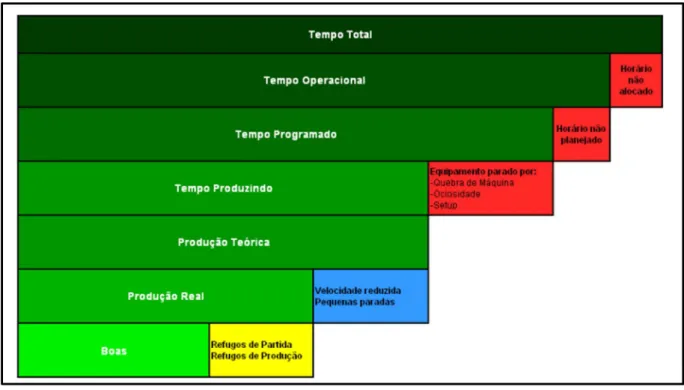
Utilizando o indicador OEE é possível identificar as principais perdas no processo produtivo dos equipamentos, no qual é possível determinar se o equipamento está operando na eficiência planejada, ou seja, está produzindo de acordo com os tempos de produção planejados , e também para determinar se está operando em baixa velocidade ou com tempo ocioso. Também é possível identificar interrupções que afetam a disponibilidade dos equipamentos, que podem ser interrupções por quebras e ajustes durante o processo produtivo. Tendo isso em mente, foram coletados dados de tempo de inatividade e tempo de atividade da máquina para calcular a eficiência do equipamento.
Este método de controle é baseado em métricas que são responsáveis por medir o desempenho dos equipamentos, e geralmente estabelece uma relação entre o tempo de atividade produtiva e o tempo de inatividade, que pode ser resultado de diversas causas. De forma geral, através do OEE, buscamos entender os principais motivos de paralisação dos equipamentos e monitorar os tempos de produção, para que se tenha uma melhor visão do desempenho das máquinas, setores ou departamentos envolvidos. O desenvolvimento deste trabalho iniciou-se com estudos relacionados à metodologia OEE, que procuraram compreender seus conceitos, os fatores que precisam ser analisados e medidos no ambiente de produção, para posteriormente aplicá-los no ambiente de produção.
Objetivos
Objetivo geral
Objetivos específicos
Um tipo de campo magnético é formado em torno de um condutor quando ele transporta uma corrente elétrica. Quanto maior a intensidade dessa corrente elétrica, maior será o campo magnético gerado, que assume a forma de círculos concêntricos ao redor do fio. Segundo Petruzella, (2013), quando um condutor elétrico é enrolado em uma bobina, as linhas de fluxo produzidas pelas espiras acabam formando um campo magnético mais forte.
O campo magnético produzido pela bobina é muito maior do que o campo magnético ao redor do fio antes de assumir a forma de bobina e pode ser ainda mais reforçado pela inserção de um núcleo de ferro no meio da bobina. E é assim que a bobina do estator do motor é construída: usando bobinas de fio com núcleo de ferro. Para a fabricação de estatores bobinados para motores elétricos podem ser utilizados equipamentos mecanizados, o que facilita o processo produtivo de confecção de bobinas e inserção em estatores de ferro.
Eficiência Global do Equipamento
Indicador de Eficiência Global do Equipamento
- Índice de Disponibilidade (ID)
- Índice de Eficiência (IE)
- Índice de Qualidade (IQ)
- Indicador OEE (Overall Equipment Effectiveness)
A ideia de melhorar o OEE justifica-se pelos seguintes motivos: i) redução dos custos totais da empresa devido à melhor utilização de um vasto conjunto de ativos existentes na empresa; ii) atender às crescentes necessidades futuras sem a necessidade de aquisição de novos equipamentos; iii) compreender as perdas nos diferentes locais de trabalho da forma mais eficaz possível; iv) proporcionar maior flexibilidade à fábrica, visando reduzir o tempo de set-up e ao mesmo tempo aumentar o OEE (Antunes et al., 2008). Silva (2018) publicou um artigo para realizar uma análise de perdas globais de eficiência em sistemas de cogeração utilizando o indicador OEE, onde foi possível utilizar o indicador OEE em uma planta de cogeração, mostrando que o indicador contribui para uma melhor compreensão do processo, e também permite identificar diversas oportunidades de melhoria e priorizar recursos de forma mais racional para melhorar os resultados. Suzano e Gaberini (2020) utilizaram o OEE para verificar a eficiência de equipamentos da indústria farmacêutica, e a análise dos resultados foi realizada com base na quebra do índice de disponibilidade, na redução de paradas não planejadas, o que indica a importância da necessidade para usar o indicador OEE.
O Índice de Disponibilidade é utilizado para medir perdas de produção devido a interrupções durante ou entre ciclos, devido a paradas não planejadas que afetam o tempo de produção (eventos que param o processo produtivo por um tempo significativo). O índice de qualidade (IQ) mede as perdas recorrentes de peças produzidas que não atendem aos padrões de qualidade estabelecidos pela empresa. O OEE é definido conforme expressão (4), apresentada a seguir (Martins e Laugeni, 2015), que é composto pelo produto entre os indicadores parciais, representando assim um índice geral de eficiência dos equipamentos:.
Linha de produção objeto da coleta de dados
Para demonstração do funcionamento foram utilizados apenas dados de um centro de implantação, que na empresa é denominado “Centro de Implantação 2”. O centro de inserção mecanizado é um conjunto formado por 3 equipamentos responsáveis por inserir bobinas de fios de cobre ou alumínio em estatores clipados, que são parte básica de um motor elétrico. Um desses equipamentos é a máquina isolante, que pode ser vista na Figura 2, esta é responsável por inserir o material isolante na parte inferior da ranhura do estator fixado para que a corrente elétrica não passe da bobina para o estator fixado, causando um curto-circuito ou choque.
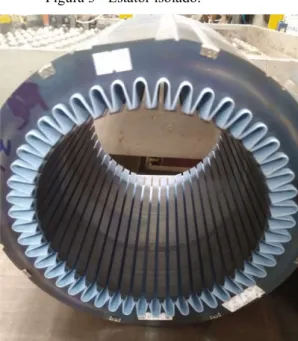
Após o processo de isolamento do sulco, o produto deste equipamento é um estator isolado, conforme mostrado na Figura 3. Outro equipamento da linha de produção analisada é o “Coiler”, mostrado na Figura 4, que é responsável por enrolar um conjunto de cobre ou fios de alumínio em bobinas. Cada bobina de fio é composta por 1 a 20 fios, conforme determinação da equipe de engenharia responsável pelo produto que forma as bobinas.
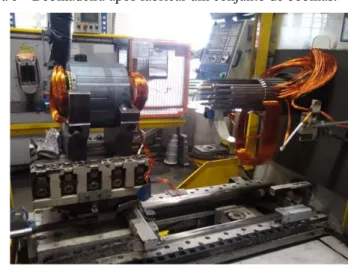
Cada estator enrolado produzido nesses centros possui de dois a quatro conjuntos de bobinas de fio, dependendo de sua especificação e uso. O último dispositivo do processo é o “Inserdor”, que você pode ver na Figura 5, que é responsável por realizar o processo de inserção das bobinas de fio fabricadas na bobinadeira nos estatores grampeados já feitos pela máquina isolante. Também neste momento, o Insersor realiza o isolamento da parte interna das bobinas, chamado fechamento de trava, para que a corrente elétrica não vaze para dentro do rotor, causando curto-circuito ou choque, e garante que os campos elétricos para a operação do motor estará de acordo com o especificado para seu uso.

Metodologia de Aplicação do OEE
Cálculo do Índice de Disponibilidade (ID) - Componente do OEE
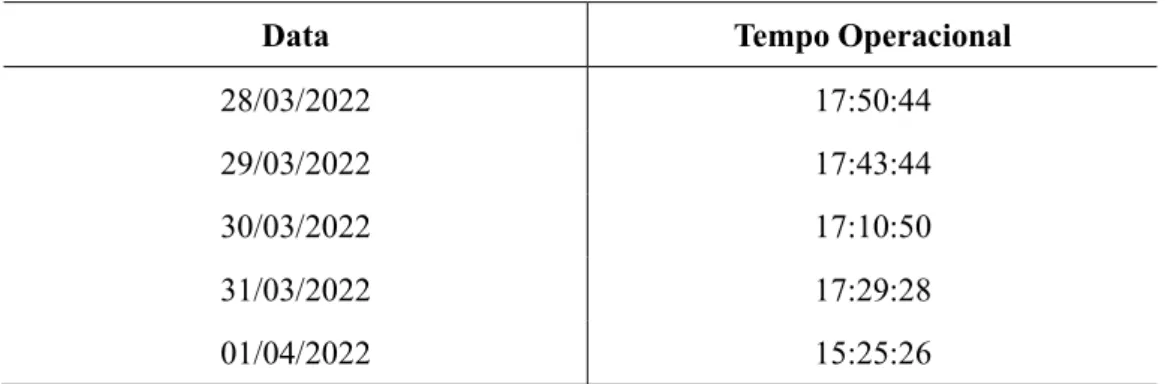
Com base nos dados coletados, o índice de disponibilidade foi calculado através da equação (1) já apresentada neste trabalho, que constitui a relação entre o tempo de operação e o tempo disponível. Portanto, o ID é o resultado da razão entre o tempo de atividade do equipamento, que é o tempo que o equipamento ainda esteve em operação, e o tempo total disponível para operação, que é o tempo programado para operação. O “horário disponível” para a jornada de trabalho neste caso foi definido para 7h55, desta vez a partir do turno de trabalho já com descontos para paradas para alimentação e ginástica laboral.
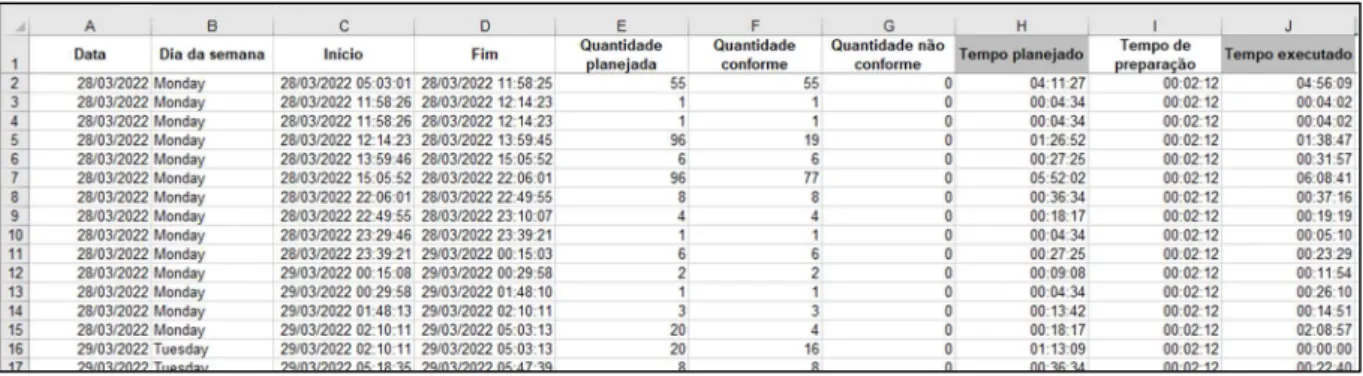
O "tempo de operação" é levado em consideração na descrição do evento operacional. a descrição 2) mostrada na tabela 2 é apresentada como “Operação”. A Tabela 3 mostra como exemplo o cálculo da soma de todos os tempos de operação. Utilizando a equação ( 1 ), mostrada anteriormente neste trabalho, é possível calcular o ID das operações nesta data (aqui neste caso dados parciais), que leva em consideração a duração total da “operação”, que foi de 8min12s dividido pelo tempo diário total disponível a partir de 7:55.
Os cálculos dessas divisões foram realizados por meio de tabelas que já levam em consideração a conversão do sistema hexadecimal, em que é registrado o tempo (horas, minutos, segundos), para o sistema decimal. Funcionamento' em 1,726% do tempo diário disponível, lembrando mais uma vez que aqui foi analisada apenas uma parte do tempo diário total, apenas por exemplo.
Cálculo do Índice de Eficiência (IE) - Componente do OEE
De forma semelhante ao cálculo do ID, os cálculos dessas divisões foram realizados por meio de planilhas de cálculo que já levam em consideração a soma dos tempos no sistema sexagesimal utilizado para contagem do tempo (horas, minutos e segundos).
Cálculo o Índice de Qualidade (IQ) - Componente do OEE
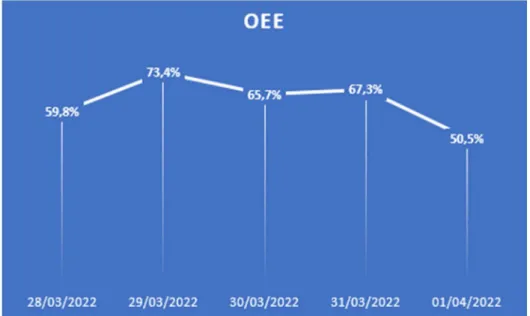
Um centro de inserção, denominado “Centro de Inserção 2”, será analisado em cada dia da semana e serão comparados os rendimentos diários. Para cálculo do OEE foram coletados dados da linha de produção “Centro de Inserção 2” durante o período de uma semana, abrangendo datas a partir de 01/04/2022.
Planilha de cálculo dos índices de disponibilidade
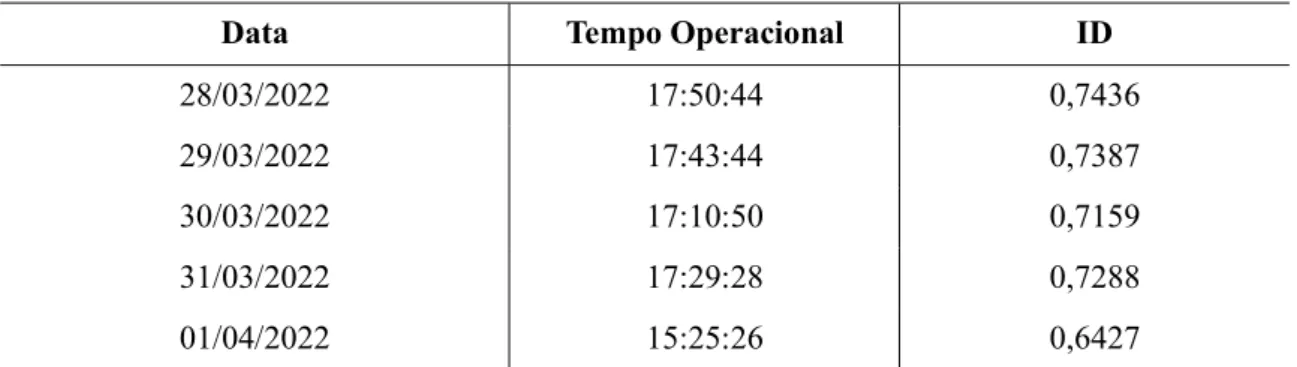
A seguir foram calculados os índices (ID) para cada dia da semana, os quais são apresentados na Tabela 2.
Planilha de cálculo dos índices de eficiência - IE
Os dados correspondem ao tempo de produção planejado para cada dia, por exemplo, para o dia. Os valores foram calculados para todos os dias da semana, que são apresentados na Tabela 4.

Cálculo do OEE
4 p.58, valores de OEE abaixo de 65% devem ser considerados muito baixos, cabendo nestes casos à empresa implementar medidas para melhorar o índice. Neste trabalho foi possível verificar a utilização do indicador OEE (Overall Equipment Efficiency) para análise de equipamentos denominados centro de implantação. Foi examinado o ID do equipamento (índice de disponibilidade), identificando os tempos que o equipamento permaneceu operacional e o tempo que permaneceu parado por motivos não planejados como: tempo para realizar recuperação e retrabalho, manutenção, ajustes no equipamento entre outras paradas.
Como resultado, constatou-se que a disponibilidade dos equipamentos foi inferior a 75% em todos os dias analisados, o que é considerado bom pelos padrões de classe mundial. Foi também calculado o IE (índice de eficiência) do equipamento, para o qual foram recolhidos dados sobre tempos planeados e tempos reais de produção. O menor índice de eficiência foi de 78,6%, considerado insuficiente, pois indica que os equipamentos não estão funcionando de acordo com os horários planejados pela empresa, seja por operarem em velocidade reduzida ou mesmo por retrabalho dos equipamentos. tempo de operação para realizar o mesmo trabalho que deveria ter sido feito anteriormente.
Como proposta de trabalho futuro é possível fazer um mapeamento de todas as causas de paradas que afetaram o ID (índice de disponibilidade) e verificar as principais causas de paradas nos equipamentos, e assim poder implementar um plano de ação em para reduzir os tempos de parada. Também é possível realizar um estudo de EI (Índice de Eficiência) de materiais onde o equipamento não atingiu o tempo de produção planejado e verificar se materiais similares possuem o mesmo padrão de eficiência. Manual de bobinagem: orientação prática sobre bobinadeiras elétricas e motores bobinadeiras para bobinadeiras elétricas e interessados na área.
Implementação do Indicador Global Equipment Effectiveness (OEE): Um estudo de caso em uma oficina de fresagem e usinagem. Aplicação da ferramenta OEE como proposta de aumento de produtividade em sistemas de secagem de grãos. Utilização do indicador de eficiência OEE (eficácia global dos equipamentos): estudo de caso em uma indústria farmacêutica.
Data semana Evento de turno Descrição 1 operacional Descrição 2 Início Término Duração 27/03/2022 Domingo 1 3 Desligamento não planejado 2210 RECUP.RETRAB. Data semana Evento de turno Descrição 1 operacional Descrição 2 Início Término Duração 31/03/2022 Quinta-feira 1 3 Desligamento não planejado 2210 RECUP.RETRAB. Data semana Evento de turno Descrição 1 operacional Descrição 2 Início Término Duração 31/03/2022 Quarta-feira 3 3 Desligamento não planejado 2210 RECUP.RETRAB.