A ferramenta se aproxima em avanço rápido do nível do ponto R. Insira o primeiro tamanho de passo Q com o avanço programado. Retorna rapidamente ao nível do ponto inicial ou ponto R, conforme G99 ou G98 programado respectivamente. A ferramenta aproxima-se rapidamente da profundidade final (Z) no ponto de instalação R no progresso programado. Pára a rotação e orienta o eixo do spindle (posição única). Move um incremento programado (Q) ao longo do eixo X.
A ferramenta aproxima-se rapidamente do nível do ponto de instalação R até à profundidade final (Z) na progressão programada (F). Retorna rapidamente ao nível do ponto inicial ou ponto R, conforme G99 ou G98 previamente programado. A ferramenta se aproxima rapidamente do ponto R Planta até a profundidade final (Z) na progressão programada (F) e permanece neste ponto por um tempo especificado em segundos (P).
Retrai rapidamente até o nível do ponto inicial ou ponto R, conforme G99 ou G98 previamente programado. No avanço rápido a ferramenta aproxima-se do nível do ponto R. Processa o primeiro passo (Q) do avanço programado. A ferramenta avança rapidamente até o nível do ponto R, planta até a profundidade final (Z) no avanço programado (F).
Retrocesso no avanço programado (F), ao nível do ponto inicial ou ponto R, conforme G99 ou G98 previamente programado. Retrai rapidamente até o nível do ponto inicial ou ponto R conforme G99 ou G98 previamente programado. Retrai com o avanço programado (F) até o nível do ponto inicial ou ponto R, conforme G99 ou G98 previamente programado.
TEMPO DE ESPERA
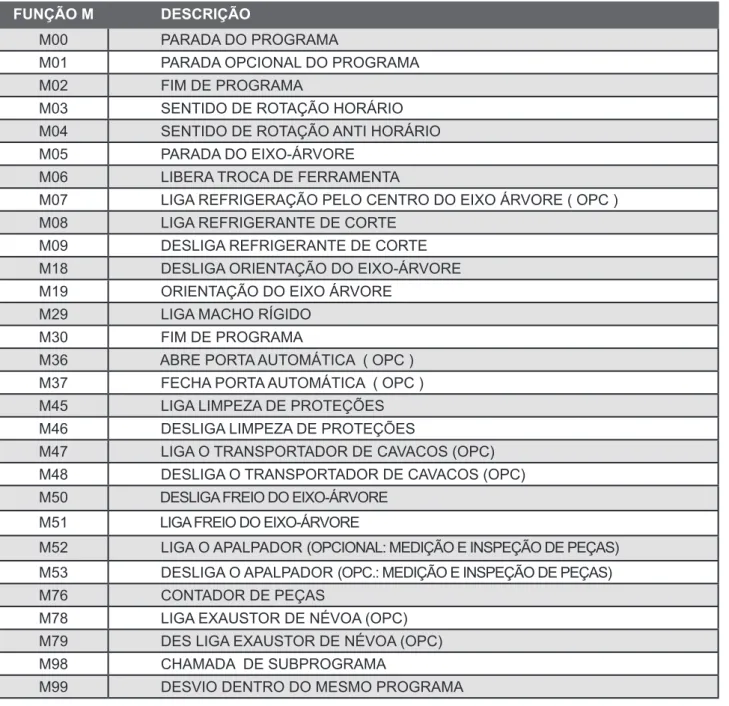
FUNÇÃO BARRA “/”
PARADA OBRIGATÓRIA “M00”
PARADA OPCIONAL “M01”
Programar a função M99 com a função “P”, aliada ao número do bloco, faz com que o comando avance/retorne a programação ao bloco indicado por “P”. G43 Z_ _ _ H_ _ D_ _ ; - ativar as correções de comprimento (H) e diâmetro (D) da ferramenta juntamente com a abordagem Z: (Outras instruções de acordo com as necessidades do programa). G43 Z_ _ _ H_ _ D_ _ ; - ativar as correções de comprimento (H) e diâmetro (D) da ferramenta juntamente com a abordagem Z: (Outras instruções de acordo com as necessidades do programa).
OPERAÇÃO
Nomear as ferramentas
Fixar uma ferramenta no mesmo alojamento
Bloquear alojamento
Remapear o magazine
Posição do sensor: este campo define o quadrante em que o sensor está localizado na mesa da máquina. O quadrante desejado é selecionado através da tecla de função CHANGE stem: este campo define o diâmetro da haste padrão calibrada. Mova os eixos manualmente para que a ponta da sonda fique posicionada dentro do orifício de medição.
Para inserir os dados, insira o valor desejado e pressione a tecla “INPUT” Ferramenta: este campo especifica o comprimento aproximado da ferramenta que você deseja medir. Nº de Offset: este campo define o número de offset correspondente à ferramenta que usinou o furo de referência a ser medido. Mova manualmente os eixos para que a ponta da sonda fique dentro do orifício de medição.
Nº Corretor: este campo define o número do corretor correspondente à ferramenta cujo diâmetro externo de referência será usinado. Incremento radial: este campo define o valor do incremento radial, que define um valor de distância em relação ao diâmetro externo. Mova os eixos manualmente para que a ponta da sonda fique localizada a aproximadamente 10 mm da superfície do diâmetro externo.
NOTA: A função controlará os movimentos do eixo a partir da posição em que se encontram, de modo que a ponta do apalpador fique em contato com as dimensões externas do diâmetro. Incremento radial: Este campo especifica um valor de incremento radial que determina o valor da distância relativa ao tambor. Mova manualmente os eixos para que a ponta da sonda fique dentro do poço de medição.
T22182C Manual de Programação e Operação - Linha D - CNC FANUC 0i-Mc 179 Caminho adicional: este campo define o valor de um caminho adicional. Eixo Y: este campo define um valor de deslocamento a ser adicionado à coordenada do eixo Y com referência à coordenada de trabalho definida no campo COORD.
INSPEÇÃO
IMPORTANTE: Antes de realizar o procedimento abaixo, um zero peça preliminar deve ser realizado no material a ser medido, seja manualmente ou com outro ciclador EZ-FLEX. Mova os eixos manualmente de modo que a ponta da sonda fique localizada a uma distância aproximada de 10 mm fora do ângulo a ser medido e a uma profundidade suficiente para que a esfera da sonda toque a peça durante o ciclo; NOTA: A função comandará o movimento do eixo selecionado a partir da posição em que se encontra, colocando a ponta da sonda em contato com a superfície.
O ângulo de inclinação da peça em relação ao eixo X é registrado na variável #139 (Macro B), enquanto o ângulo de inclinação da peça em relação ao eixo Y é registrado na variável #142 (Macro B) . Abra o programa desejado (conforme capítulo 4.2 - Selecionar programa) - Posicione o cursor no final do bloco que antecede a função de inspeção - Pressione [ CUSTOM. Preencha os dados necessários para o ciclo conforme os próximos capítulos - Pressione a softkey [VISUAL] para visualizar o ciclo RENISHAW (códigos ISO).
Manual de Programação e Operação T22182C - Linha D - CNC FANUC 0i-Mc 187 a) Dados necessários para Inspeção do Diâmetro Interno. Janela Detalhes do Diâmetro Interno: a janela DETALHES, dentro da função Diâmetro Interno, possui dois argumentos opcionais, como pode ser visto na figura abaixo. Offset: este campo define o número do offset correspondente à ferramenta que usinou o furo de referência a ser medido.
Carro = Indica que o relatório será gerado dependendo de cada característica da peça (recesso, projeção, etc...). Janela Detalhes da Seção Externa: a janela DETALHES, dentro da função seção externa, possui três argumentos opcionais, conforme figura abaixo. Offset: este campo define o número do offset correspondente à ferramenta que usinou o diâmetro externo de referência a ser medido.
Esta distância destina-se a colocar a sonda fora do diâmetro e permitir que ela se aproxime da superfície de contato.
MANUAL GUIDE

