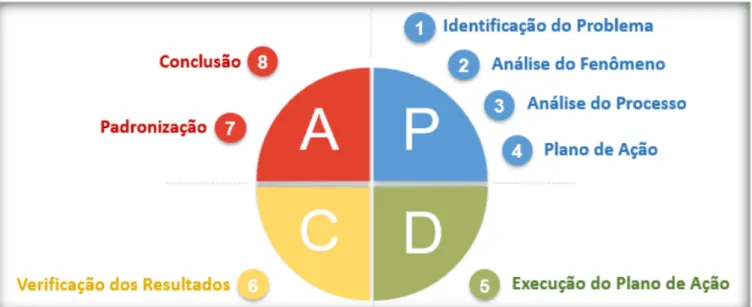
Qualidade, consistência e competitividade não podem ser alcançadas sem a automação do processo produtivo de bens e serviços. Quando ocorre um problema crítico ou o mesmo tipo de problema ocorre em várias máquinas, o Grupo de gerenciamento de qualidade pós-embarque solicita alterações no projeto ou procedimento no processo de fabricação para evitar a recorrência do mesmo problema. O ciclo nunca termina e o objetivo principal é a melhoria contínua, pois tudo o que foi aprendido em um novo ciclo é utilizado em uma nova tentativa de melhoria, e assim sucessivamente, sendo o último ponto do ciclo PDCA o ponto mais importante (Figura 1). . 2.1), onde o ciclo PDCA recomeça (FALCONI, 2014).
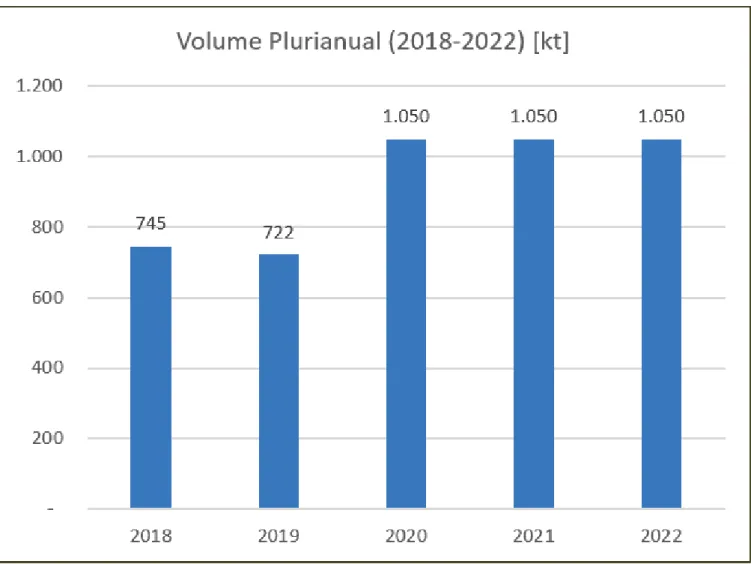
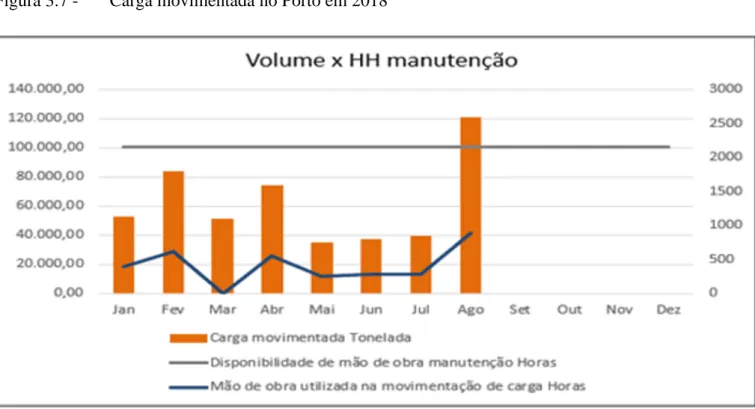
O trabalho será de natureza qualitativa e quantitativa, desenvolvido por meio de levantamento e análise de dados obtidos no período de janeiro a dezembro de 2018, levando em consideração o lucro na implantação de um sistema de controle remoto que utiliza uma plataforma de baixo custo no processo de abastecimento. de caminhões no píer do Porto de Sergipe. Este estudo foi realizado com dados reais da operação de duas moegas móveis (Figura 3.1), ambas com capacidade volumétrica de 20 m³, localizadas no píer principal do porto, moegas destinadas ao carregamento de caminhões no processo de desembarque de navios carregados com cargas a granel, como trigo, fertilizantes, coque, clínquer, entre outros, para atender importações de clientes de todo o Brasil, seus maiores clientes são indústrias localizadas no estado de Sergipe. Em 2018, o porto movimentou um volume de 745kt de diversos produtos e espera-se que aumente a sua movimentação de carga nos próximos anos (Figura 3.3), o que deixa clara a relevância do problema da interdependência HH nas áreas de operação e manutenção. comprometerá ainda mais os indicadores de qualidade da manutenção, além de comprometer a saúde dos ativos, uma vez que as atividades de manutenção preventiva estão paralisadas para priorizar as operações de movimentação de cargas neste porto.
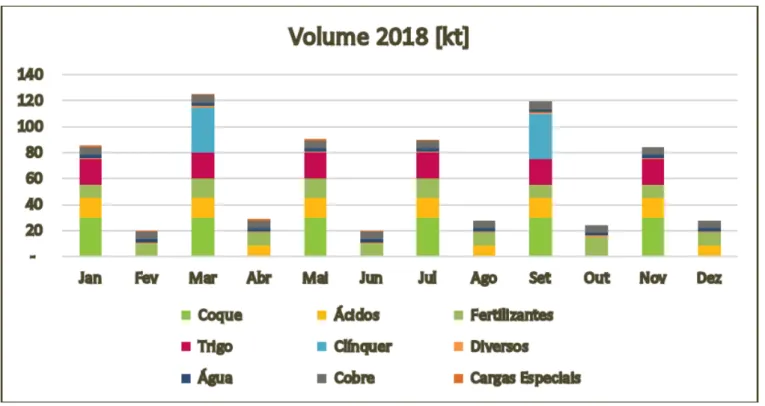
O problema surge no cais principal do porto (Figura 3.4) durante o descarregamento de diversos produtos a granel, principalmente durante as operações das moegas móveis para abastecimento de. Dentre os produtos (Figura 3.5) mais movimentados pelo terminal, destacam-se as importações de Coque para atender a indústria de cimento sergipana e de fertilizantes para atender empresas produtoras de fertilizantes do mesmo estado ao longo de 2018 (Figura 3.6). Análise das possíveis causas do problema do baixo desempenho dos indicadores de manutenção (Tabela 3.1) no período de janeiro a agosto de 2018, número insuficiente da equipe de operações no processo de movimentação de carga portuária e uso de HM da equipe de manutenção ( Figura 3.7) para atender a essa demanda.
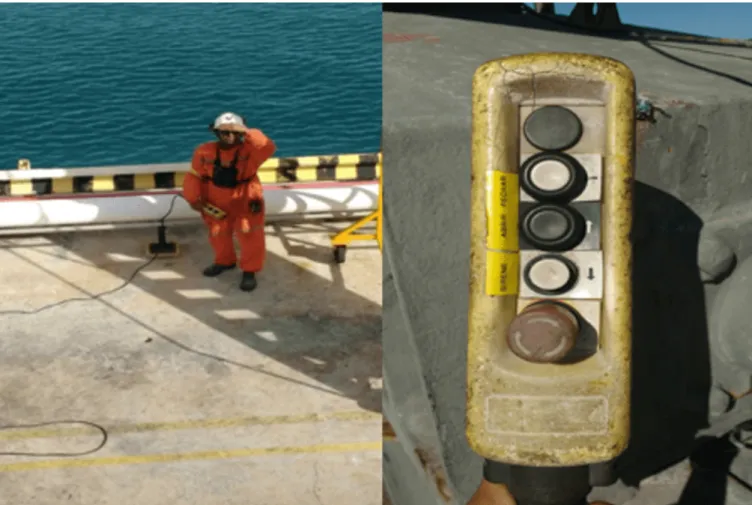
Durante o descarregamento das embarcações e operação das moegas móveis (Figura 3.9), os operadores das moegas estão expostos a riscos físicos, ergonômicos e de acidentes devido a atropelamento e queda de cargas suspensas devido à proximidade do equipamento durante o operação de movimentação de cargas, riscos esses e outros presentes no mapa de riscos dessa área.
RISCOS BIOLÓGICOS
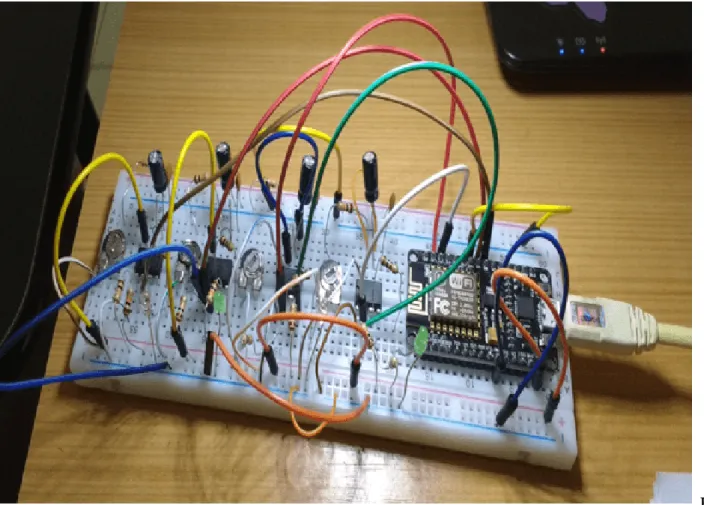
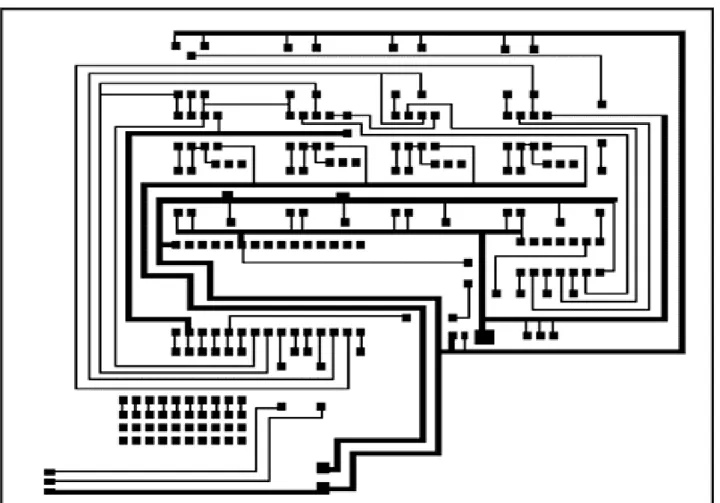
As soluções encontradas para a causa raiz, considerada prioritária no processo, foram a contratação de 8 operadores (custo R$ 400.000,00/ano) para suprir a necessidade identificada ou a implantação de um projeto de automação por controle remoto para moegas móveis portuárias (Tabela 3.3) . O projeto foi desenvolvido e testado em um protoboard (Figura 3.10) utilizando uma placa NodeMCU ESP-8266, que fará a comunicação Wi-Fi entre o funcionamento da comporta de material na moega e sua sala de operação e controle para agilizar o operações de controle de saída dos relés para ativar o portão e evitar atrasos de loop algorítmico, 4 circuitos IC555 foram implementados para permitir que o portão abra e feche sempre que um comando é dado. Após testes no dispositivo, foi feito um esquema elétrico do projeto para produção de um circuito impresso em placa fenólica, corrosão com solução de percloreto de ferro e instalação dos componentes do circuito de controle remoto proposto (Figura 3.11).
As saídas dos relés do circuito de controle remoto (Figura 3.1), em paralelo com a operação manual dos botões de pressão, alimentam os contatos dos comandos do circuito de potência da moega móvel, possibilitando tanto a operação manual quanto a operação do sistema de controle remoto, sempre ter um circuito de espera em caso de falha ou outras necessidades. O circuito de controle remoto foi alojado em uma caixa elétrica de PVC para proteger sua estrutura dos efeitos do tempo e da maresia. Para permitir o controle remoto e a visualização do processo de enchimento dos caminhões, o painel de controle remoto e uma câmera IP corretamente posicionada foram instalados na estrutura das moegas móveis (Figura 3.14), ambos os dispositivos se comunicam com a sala cirúrgica por meio de uma rede Wi-Fi-Fi roteador (Figura 3.13).
Através do endereço IP do cartão Wi-Fi do controle remoto Nodemcu e do algoritmo escrito em HTML no Arduino IDE e carregado neste sistema, é possível criar um site com controles de poço móvel e ativar todas as saídas necessárias para operação de o processo a partir de um computador conectado à mesma rede Wi-Fi, bem como o acesso às imagens da câmera instalada naquela estrutura por meio de seus respectivos endereços IP. A partir de setembro de 2018 foi implantado o protótipo do sistema de automação de controle remoto e a operação de descarga do navio foi ajustada de 3 porões para 2 porões por turno operacional, de acordo com o mau funcionamento do TPS, o porto estava produzindo mais do que o cliente poderia levar até ele. fábrica por hora, pelo que para operar a descarga de 3 transportadores eram necessários 6 HH, 3 operadores de grua de bordo e 3 operadores de tremonha, com a operação enxuta e sistema de automação implementado, 2 operadores de grua e 1 operador de tremonha, pois com o operador O sistema de automação de moegas 1 opera 2 moegas simultaneamente, eliminando a necessidade de mão de obra para manutenção, ficando livre para realizar atividades semelhantes. Com o sistema proposto e instalado (Figura 4.1) é possível realizar operações simultâneas de 2 saltos móveis através de um computador a partir de uma sala climatizada e longe dos riscos ambientais do sistema de operação do dispositivo local.
As imagens das câmeras e do painel de controle podem ser ajustadas na tela de forma independente e de acordo com as preferências do operador. Observando o gráfico do volume de movimentação no porto nos meses de setembro a dezembro, períodos de manutenção HH (Figura 4.2), é possível verificar a eliminação da necessidade de suporte de manutenção durante o descarregamento, pois o sistema de automação implantado garante a eliminação desta perda ao possibilitar a operação simultânea de armazéns e preencher estas lacunas nestes intervalos. Embora o porto estivesse perdendo indicadores de cumprimento do cartão de 52 semanas, que se refere ao seu calendário anual de manutenção preventiva, determinado pela gestão da manutenção com base nas necessidades e criticidade dos equipamentos, isso pode ser percebido pela implantação do projeto que a equipe de manutenção pode atingir significativamente suas metas mensais (Figura 4.3) e assim melhorar a qualidade e confiabilidade dos ativos da empresa.
Conformidade de manutenção sistêmica (Figura 4.5) é a capacidade do sistema de gerenciamento de manutenção de parar o equipamento em seu período adequado para realizar manutenções onde são realizados ajustes, medições e substituição de peças. O índice de alocação de mão de obra de manutenção (IAMOT) (Figura 4.6) representa quanto da mão de obra de manutenção está disponível para programar as ordens de serviço mensais, mas apesar de apresentar disponibilidade crescente desde o início do ano, a reprogramação sempre ocorreu no início da operação de descarga do navio, portanto que o porto pudesse atingir seus indicadores operacionais e de produtividade. Após a implantação do novo processo produtivo para descarga de navios, verificou-se a eliminação da exposição dos operadores ao risco de acidentes, física e ergonomicamente na atividade de operação da moega (Figura 4.7), bem como a eliminação da exposição a riscos de acidentes devido a ultrapassagem e queda de cargas suspensas.
Impactos operacionais (Figura 4.8), como a constante perda de visibilidade do abastecimento dos caminhões devido ao intenso tráfego de veículos no píer, também foram eliminados devido à visualização do processo por meio de uma câmera instalada em local adequado. Analisando a necessidade de mão de obra operacional para atender a demanda de operação dos skips, foi confirmada a necessidade de empregar 8 operadores portuários, levando a um custo fixo anual de mão de obra de R. Consolidando todos esses valores (Tabela 4.2) e fazendo um médio análise de investimento a prazo, é possível perceber a viabilidade de implantação do projeto de automação, considerando que em 2 anos a empresa recupera o investimento em automação em relação à contratação de mão de obra, sem falar no aumento do custo dessa mão de obra ao longo do ano, exposição a riscos de acidentes, responsabilidade civil etc.
Vale ressaltar que o desenvolvimento e a aplicação do sistema de controle remoto por meio de plataformas de baixo custo ajudaram o Porto a identificar um problema de alto impacto no processo produtivo e na gestão de seus ativos, bem como a demonstrar a viabilidade de modernização de suas ferramentas . de produção, eficientes e economicamente sustentáveis.