In practice, the lot sizing and planning of the products is carried out in a first phase, taking into account the demand and expiration dates of the products. The model put forward in this paper is closely related to the general problem of lot size (GLSP) and setup time extension developed by Fleischmann and Meyr (1997), Haase and Kimms (2000) and Myr. The review of Karimi et al. 2003) on capacitance size measurement points out that there are not many papers on problems with multi-group joint arrangements, which is a feature of the model developed in this paper.
Meyr (2000) formulated the GLSPST (considering both sequence-dependent setup costs and sequence-dependent setup times) and developed an efficient algorithm using multiple runs on a local search for lot sequence with linear programming (LP) dual reoptimization for fast lot - sizing. However, Meyr's model did not allow for lags in demand, which is an important feature of the manufacturing systems considered in the current paper. The output quantity of a processed material is equal to the total quantity of the products in which it is used.
The setup state at the start of the first period is known and taken into account.
Rolling Horizon Model
Constraint (5) is replaced by (14) which exactly imposes L/ηt configurations in subperiod n, i.e., the number of loads in period t divided by the number of subperiods in period t. The RH model maintains similarity to the GLSP, adapting its small-bucket/large-bucket concepts for rotating horizon use. A solution for the RH model is not a solution for the (1)-(9) model, since only the first loads are actually scheduled and implemented, while the other days are only approximately scheduled.
Although the RH model is considerably smaller than the model, it is still not small enough to be optimally solved with realistic data in an acceptable computing time. Release all integer variables except the first-day binary variables y nk for n = F1,..,L1, as these are the most important decisions in the rolling horizon method.
Basic Relax-and-Fix (RF) Method
Descent Heuristic (DH)
We want that the more products S(k) are made from material k, the less the chance of choosing subperiod n. After this, the value of n* is uniformly sampled from those subperiods in which material k is produced. Two randomly selected positions in the array are swapped, thus changing the order of material production.
At each search iteration i, MOVE 2 is selected with probability (i/IT)2 where IT=1000 is the total number of iterations. Thus for the first 70.7% iterations, MOVE 1 is used with higher probability than MOVE 2 in order to require widely used materials to produce. As the search progresses, the probability of MOVE 2 increases, so that final neighborhood moves mostly require reordering production.
The rationale for this is that after many iterations the "best" material types will generally have been selected and so focus is switched to swapping positions to minimize sequence-dependent material changes. Many researchers (Diaz et al. 1996, Aarts and Lenstra 1997, Glover and Kochenberger 2003) have proposed several ways to improve descent heuristic performance by avoiding trapping at a local optimum (i.e. where no better solution exists within the defined neighborhood) not). In this paper, two strategies are used: Neighborhood search reduction and simulated annealing, with the same basic parameters as the descent heuristic described above.
Diminishing Neighbourhood (DN) Search
Simulated Annealing (SA)
50 iterations were allowed to reach equilibrium at a given temperature before cooling, but only 10 iterations after a solution was accepted, even if it was worse. It then analyzes the quality of the RF method and then evaluates the three local search methods.
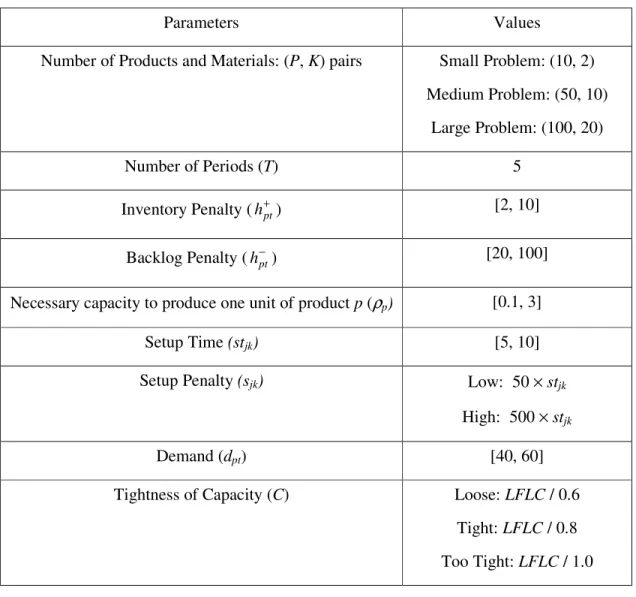
Data Generation
Larger problems, larger setup penalties, and tighter capacity are each expected a priori to negatively affect solution quality and computing time, but may do so to different degrees for each solution method. The density of capacity C was based on a mean value calculated from a lot-for-lot (LFL) policy, ignoring set-up times. All factor combinations were randomly replicated 10 times, resulting in a total of test problems, each of which was solved to provide a complete 5-day schedule for models (1)-(9), using the following methods:. a) The Cplex solver's direct attempt at an optimal solution after running its general branch-and-cut algorithm for a given amount of time.
The solution values presented below for methods (b) and (c) are calculated as described at the end of Section 2.2, i.e. accumulation of the period 1 part of expression (10) in T applications of the RH model.
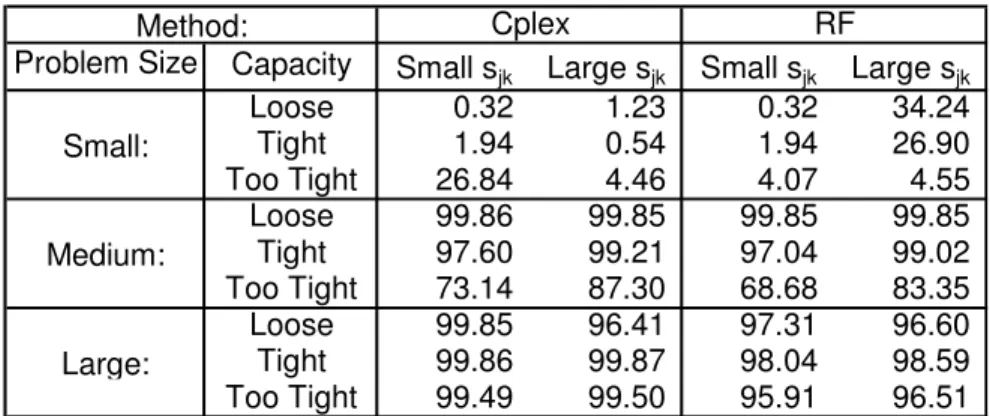
Evaluation of the RF method
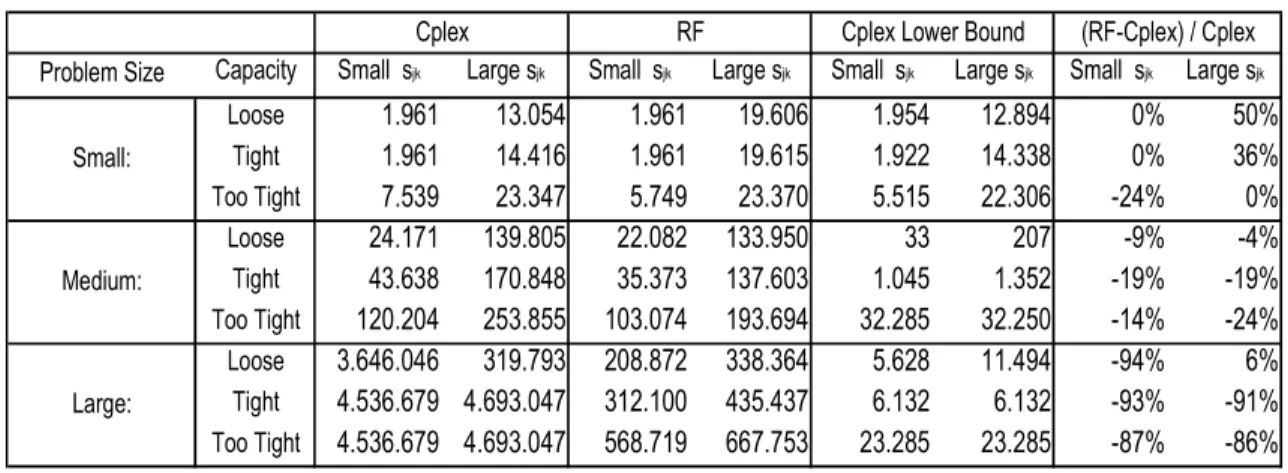
For small problems with poor or tight capacity, Cplex always found a near-optimal solution within 5 minutes. Cplex produces better quality solutions than the RF method for small problems when capacity is not very tight. However, Table 2 shows that the RF method generally provides better solutions than Cplex for medium and large problems.
Judging by similar tests in Araujo et al. 2005) the original Cplex for this problem is likely to be of good quality. Across 180 test problems, Cplex and RF solutions averaged 13% and 46% above, respectively. These proxy "lower bounds" are much tighter than those of Cplex in Table 2 and provide a much clearer indication of the quality of the solutions.
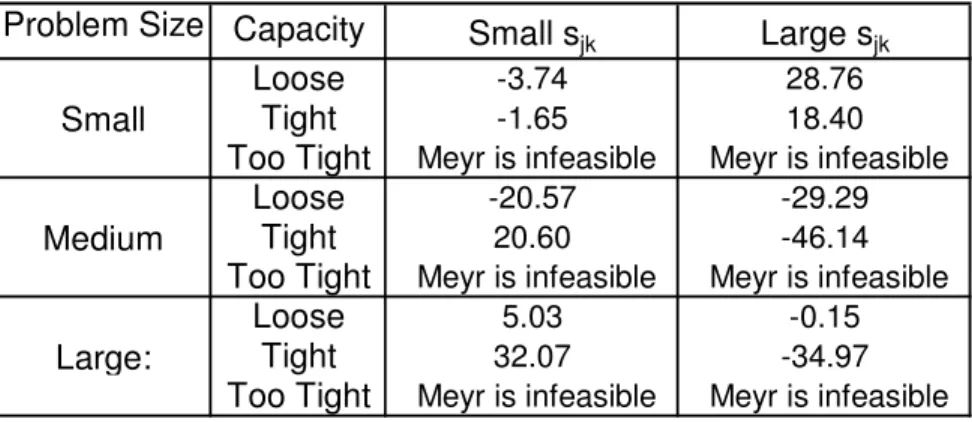
To try to evaluate the RF method against a good heuristic from the literature, the availability of executable code for the GLSPST algorithm (Meyr, 2000) enabled a partial comparison. In Meyr's model, inventory costs do not vary over time, i.e. h+pt= hp for all products p. Meyr's algorithm found a feasible solution for all cases of loose and tight capacity, but never when capacity was too tight (since no feasible solutions exist when backlog is not allowed).
For small cases, method RF outperformed Meyr's algorithm for small setup penalties, but not for large penalties. For large cases, method RF performed better for large setups but not for small ones. Although not clear, these results suggest that the RF method is quite competitive, despite the greater flexibility of Meyr's model and faster speed of his algorithm.
Evaluation of the DH, DN and SA methods
DN search follows a very different path than DH and SA, and if it gets stuck at a local optimum, it tends to be when its neighborhood is close to its minimum size towards the end of the search. For small problems, the narrower the capacity utilization, the greater the disparity of the DH method, while it has little effect on the DN and SA methods. However, for medium and large problems, an increase in capacity tightness results in smaller inequality for the DH, DN, and SA methods.
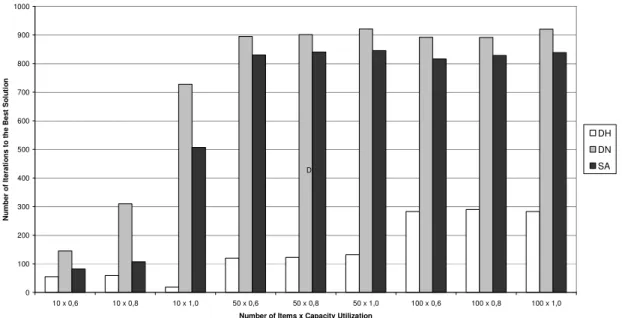
This can be partly explained by the same reason as mentioned above, that is, the bigger the problem and the narrower the capacity, the harder the problem to solve and the worse the performance of Cplex. The DN and SA modifications to the descent heuristic help prevent the search from getting stuck at local optima. Note that the number of iterations for the DN and SA methods tends to be much larger than that of the DH method, showing that the DN and SA methods improve the solution throughout the search and avoid bad local optima, while the DH -method soon stops at a local optimum.
The less than 10 minutes required by the DN and SA methods for larger problems is practical for industrial use. Note that the DH method quickly converges to a local optimum and then stagnates while the other methods continue for many more iterations before converging. The DH, DN, and SA methods took approximately 2, 4, and 10 minutes to solve step 1 of the relax and loosen for small, medium, and large problems, respectively.
For smaller problems, the basic RF method found the optimal solution very quickly, but as the number of products grew, it soon reached its time limit before finding a provably optimal solution. The solution of the final MIP (step 2) of the DH, DN and SA methods was limited to a maximum of 5 minutes of computer time. In practice, MIP usually solved Cplex in less than 10 seconds, even on large problems, almost certainly due to binary variables.
Evaluation in the Foundry
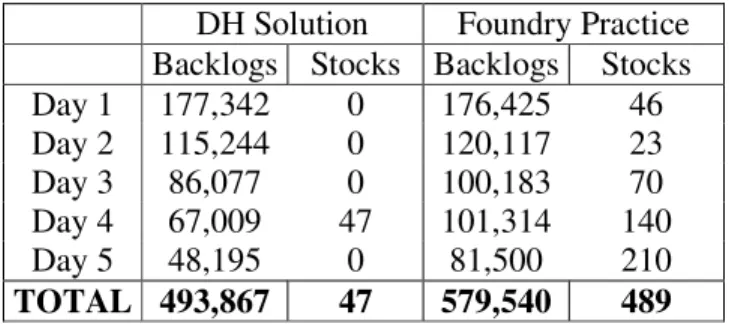
With no data input, the DH method generated its schedule in ten minutes, compared to the two days (16 man hours) of elapsed time required to determine the schedule manually. In this paper, a mixed integer linear program (MIP) model has been developed for batch sizing and scheduling that takes into account backorders and sequence-dependent set-up costs and group changeover times. Computational tests showed that the DN and SA methods gave better results than the basic RF method, especially at low capacity for medium and large problems.
The DH, DN, and SA methods all produced greatly improved schedules in much less time compared to the manually generated foundry schedules that motivated this paper. Overall, this paper has demonstrated that a hybrid of mathematical programming and local search methods are able to generate good quality lot sizing and ordering schedules for challenging industrial size problems encountered in practice. Tactical Models for Hierarchical Capacity Lot Sizing Problems with Configurations and Variations.” International Journal of Production Research 38, 51-67.
The Capacitated Lot Sizing and Scheduling Problem with Sequence-Dependent Setup Costs and Setup Times.". Lot Sizing and Scheduling with Sequence-Dependent Setup Costs and Times and Efficient Rescheduling." International Journal of Production Economics. Simultaneous Lotsizing and Scheduling by Combining Local Search with Double Reoptimization." European Journal of Operational Research.
Rolling Horizon Procedures for Dynamic Parallel Machine Scheduling with Sequence-Dependent Setup Time." International Journal of Production Research. A Mixed Integer Programming Model for Batch Sizing and Sequencing Packaging Lines in the Process Industry." IIE Transactions. Multilevel Lot Sizing with Setup Times and Multiple Constraint Resources: Internally Rolling Schedules with Lot Sizing Windows.” Operations Research.
Embedding Linear Programming in a Simulated Annealing Algorithm for Solving a Mixed-Integer Production Planning Problem." Journal of Computational and Applied Mathematics 64, 91-102. Solving multiple-item lot-sizing problems with a MIP solver by classification and using reformulation." Management Science.