Formação de nanocompósito de ácido polilático (PLA) com grafeno oxidado (GO) (NORAZLINA e Y.KAMAL, 2015; HE, WU, et al., 2015) e estudo do efeito de cargas de grafeno na resistência à tração em matriz de PLA (VALAPA, PUGAZHENTHI e KATIYAR, 2015). O desenvolvimento de eletrodos de grafeno impressos em 3D para detecção eletroquímica de ácido pícrico e ascórbico além da utilização do PLA produzido pela FFF como agente ativador através da dissolução parcial do PLA gerando aumento na eletroatividade e desempenho eletroquímico (PALENZUELA, NOVOTNý, et al., 2018).
Manufatura aditiva
Fabricação por Filamento Fundido
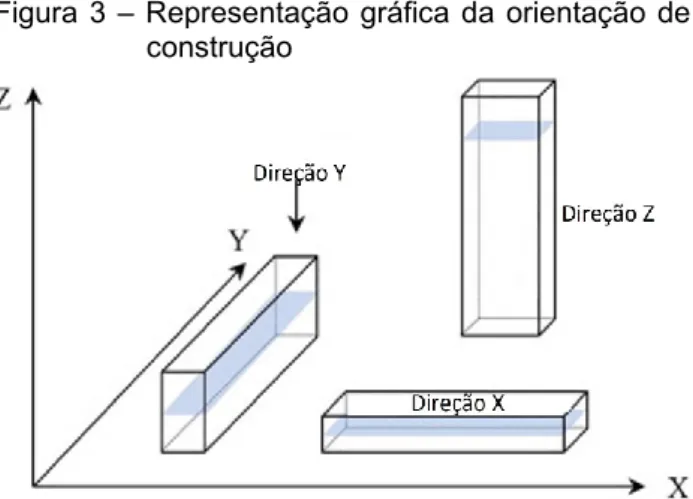
No caso da resistência à tração, as melhores propriedades são alcançadas quando os filamentos são orientados na direção longitudinal e paralelos à direção de carregamento, e as propriedades das amostras carregadas ao longo da direção de construção são mitigadas devido à fraca ligação entre o impresso camadas.
Parâmetros do processo de FFF
- Orientação de impressão
- Espessura de camada
- Densidade de preenchimento
- Ângulo de raster
- Intervalo de sobreposição
- Velocidade de impressão
- Padrão de preenchimento
- Temperatura de extrusão
- Diâmetro do bico
- Largura do raster
- Largura e número de contornos
No artigo de Wang et al., 2021), foi investigada a influência da velocidade de impressão nos limites de resistência à flexão e ao impacto. E quanto maior o diâmetro do bico, maior será o erro gerado na geometria da peça (SOLOMON, SEVVEL e GUNASEKARAN, 2021).
Poliácido-láctico
O tempo de impressão está diretamente relacionado ao diâmetro do bico, quanto maior o diâmetro, menor o tempo de confecção da peça, pois mais material é depositado. Quanto maior a largura do raster, menor o tempo de construção da peça, e a largura do raster é afetada pelo diâmetro do bocal (SOLOMON, SEVVEL e GUNASEKARAN, 2021).
Grafeno
- Síntese
- Microesfoliação mecânica
- Deposição química em fase vapor
- Crescimento epitaxial
- Grafeno oxidado (GO)
- Óxido de grafeno reduzido (rGO)
- Nanocompósito à base de grafeno
A microesfoliação mecânica é realizada com fita adesiva para remover camadas de grafeno presentes na grafite sintética de alta pureza (HOPG) ou na grafite natural (NOVOSELOV, GEIM, et al., 2004). Novoselov, Geim, et al., (2004) demonstraram a metodologia para determinar qualitativamente o número de camadas de grafeno a partir de imagens de microscopia óptica. Guermoune et al., (2011) desenvolveram uma metodologia para o crescimento de grafeno utilizando álcoois líquidos como metanol, etanol e 1-propanol de qualidade semelhante à obtida com metanol, como precursores.
A redução térmica do óxido de grafeno (TrGo) é uma forma de evitar o uso de reagentes químicos tóxicos. No trabalho de Wang et al., (2020), foi produzido um nanocompósito prata-grafeno com grafeno como aditivo lubrificante para reduzir o atrito e o desgaste, denominado L-Ag@rGO. O grafeno neste compósito é oxidado e reduzido termicamente devido ao efeito da redução fototérmica.

Estado da arte da impressão 3D usando FFF em nanocompósitos de
Segundo Arif, et al., (2020) a deformação à fratura por tensão aumentou à medida que maiores quantidades de PIB foram adicionadas, alcançando um alongamento de 15% com 5%, em peso, do PIB e reduzido pela adição de CNT, o que fez o contrato menor. % na presença de 3% em peso de CNT. No trabalho de Aumnate et al., (2021) 340% foi reduzido para valores abaixo de 10% pela adição de cargas de 0,50% e 0,75%, em peso, de microcápsulas de ácido polilático/grafeno, justificando a falha frágil de amostras reforçadas com esta taxa de carregamento. No trabalho de Yang, et al., (2019), foram estudados os efeitos do CNT nas propriedades térmicas, mecânicas e elétricas de peças impressas em FFF com matriz PLA.
Verificou-se que a adição de 6% em peso % CNT para PLA aumentou a resistência à tração em 64,12%. No artigo de Arif, et al., (2020), o índice de Poisson foi reduzido em 26% com a adição de 5% de BNP, com base na massa obtida no ensaio de tração, enquanto não houve variação com o CNT.
Estatística
Anova de 3 fatores
No caso de uma ANOVA de 3 fatores, existem 3 variáveis independentes, onde cada fator pode influenciar o valor da variável em questão, bem como as interações entre esses fatores. Considerando que os fatores observados são A, B e C, portanto eles interagem com um determinado valor estudado dos fatores. Esta análise requer testes de hipóteses para cada tipo de interação, considerando a relevância dos fatores observados individualmente e em combinação.
Segundo LarsStühle e SvanteWold (1989), ANOVA multifatorial com 3 ou mais fatores é realizada em programas de computador devido ao número de interações presentes entre os principais fatores observados.
Linhas de Meyer
Impressão 3D
Após as caracterizações, a investigação foi estendida para a análise da microdureza Vickers do PLA apenas, onde foram examinados os parâmetros de impressão densidade de preenchimento em e 100%, espessura da camada em 0,1 mm e 0,2 mm e padrão de preenchimento em concêntrico, grade e linha. ... variado. Todas as amostras para testes de microdureza possuem a mesma geometria de prisma reto com as seguintes dimensões: 24 x 24 x 6 mm. As primeiras amostras para ensaio de microdureza eram menores em dimensões paralelas às camadas depositadas, 16 x 16 mm, e com a necessidade de se obter uma área útil para recuo na grade da superfície superior da amostra, tornou-se necessário reduzir as dimensões para aumentar. relacionados a eles.
Este valor não é um padrão de referência, foi apenas um valor para atingir a área superficial mínima para realizar o teste de microdureza nas grades. A Figura 8 mostra os corpos de prova impressos com PLA e GPLA e as amostras de enchimento utilizadas.
Caracterização das amostras
- Espectroscopia RAMAN
- Microscopia eletrônica de varredura e microscopia ótica
- Testes tribológicos
- Microdureza Vickers
- Ensaio de compressão
- Ensaio de flexão
- Ensaio de tração
- Analise de variância
A aplicação da técnica depende dos filamentos, sendo encontrados filamentos de PLA e GPLA, ambos com PLA como matriz. Os parâmetros de impressão aplicados na produção das amostras de compressão, flexão e tensão foram: temperatura do bico 200 °C, temperatura da mesa 60 °C, espessura da camada 0,1 mm, velocidade de impressão 50 mm/s, padrão de preenchimento de linha e densidade de preenchimento de 100% para ambos. Materiais PLA e GPLA. No ensaio de compressão, a amostra é submetida a uma carga compressiva sobre uma superfície medindo 12,7 mm por 12,7 mm.
Duas amostras de PLA e GPLA foram impressas e testadas de acordo com a norma (ASTM:D. No teste de 3 pontos, dois rolos são localizados próximos às bordas e um no centro da amostra, concentrando a aplicação de carga e maximizando a tensão .
Espectroscopia RAMAN
Microscopia ótica e eletrônica de varredura
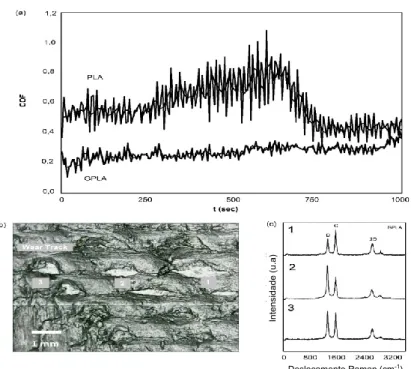
Utilizando níveis de ampliação maiores, 30.000x, MEV, foi possível observar estruturas tubulares dentro das amostras cujas dimensões variam da escala nanométrica à micrométrica. A Figura 23 permite a visualização de inúmeras estruturas tubulares com grande variedade de diâmetros na amostra GPLA. Palenzuela et al. (2018) capturaram imagens de estruturas tubulares em amostras impressas com filamento GPLA do Black Magic 3D.
Devido ao efeito de carregamento nas amostras de PLA, não foi possível obter imagens SEM. 2018) observaram tubos ou fios com dimensões micrométricas e nanométricas após impressão de amostras GPLA de filamentos do mesmo fornecedor utilizado neste trabalho.

Tribologia
As imagens SEM não puderam ser obtidas devido ao efeito da tensão nas amostras de PLA. 2018) observaram tubos ou fios com dimensões micrométricas e nanométricas após impressão de amostras GPLA de filamentos do mesmo fornecedor utilizado neste trabalho. Segundo BUSTILLOS et al. (2019), o fato de haver uma grande variação de COF na amostra de PLA pode estar relacionado ao contato entre a superfície da bola de teste e a superfície da amostra testada, uma vez que a região superior do amostra tem uma topografia acidentada. A redução do COF na amostra GPLA pode ser explicada pelo fato do grafeno atuar como lubrificante.
Ao observar os resultados da espectroscopia Raman medidos na pista de teste COF em comparação com áreas não utilizadas, o aumento no pico da banda D é notável. Esta banda está relacionada a defeitos superficiais que foram potencializados pela interação da esfera com a superfície do GPLA.
Microdureza Vickers
Os parâmetros selecionados para o estudo foram densidade de preenchimento, padrão de preenchimento e espessura da camada. Entre as interações dois por dois, a combinação da densidade de preenchimento com a espessura da camada e do padrão de preenchimento com a espessura da camada foi relevante. A combinação da espessura da camada e do padrão de preenchimento não foi relevante, pois seu valor p foi maior.
O tempo também varia em relação à densidade de enchimento, mas ao observar os valores apresentados percebe-se que a espessura da camada é mais relevante. Como a velocidade de impressão não variou durante a impressão para as espessuras 0,1 mm e 0,2 mm, pode-se levar em consideração que a espessura da camada e a densidade de enchimento influenciaram o tempo de preparo da amostra.
Ensaio de compressão
Para replicar essas combinações em grandes quantidades é necessário levar em consideração o consumo de filamento e o tempo de cada amostra além do ganho de dureza. Portanto, não há necessidade de realizar um processo de melhoria de acabamento devido à variação na espessura do revestimento para atender às necessidades de resolução ou tolerância de um projeto. A combinação escolhida é uma espessura de camada de 0,2 mm, padrão de preenchimento em grade e densidade de preenchimento de 40%, o que gerou uma dureza de 20,16 HV, uma melhoria de 13,95% em relação à média do PLA, com tempo de impressão de 9 minutos e 43 segundos e consumo de filamento de 879 mm por amostra.
No processo de impressão, há uma ligação entre as camadas de pressão e regiões da parede que garantem a integridade do corpo. A adição de grafeno foi bastante satisfatória, provisoriamente devido ao número de amostras testadas, no que diz respeito à melhoria das propriedades mecânicas, gerando um nanocompósito mais resistente à compressão e extensível.

Ensaio de flexão
A Tabela 14 apresenta os resultados dos testes de flexão e mostra que a introdução do grafeno no PLA aumentou o módulo de elasticidade tangente em 607,72%, a tensão de tração em 18,58% e a tensão máxima em 30,34% e (BATAKLIEV, 2021) relata a melhoria de esses parâmetros devido à introdução do grafeno na matriz PLA. Como houve algumas medições em que o CP1-PLA apresentou maior deformação, deflexão e módulo de elasticidade em comparação com as amostras de grafeno, os resultados deste teste não nos permitem concluir se houve alguma melhoria. Onde R (mm/min) é a velocidade de movimento da cabeça, L (mm) o vão de suporte, d (mm) a espessura da viga e Z (mm/mm/min) a taxa de deformação da fibra externa.
Onde, D (mm) é a deflexão do centro da viga, r (mm/mm) deformação, L (mm) alongamento do apoio, d (mm) espessura da viga. O valor teórico para cálculo da tensão de flexão e deformação durante a deflexão foi calculado conforme Tabela 13, que apresenta valores muito próximos aos obtidos no ensaio, sem variação superior a 1% para mais ou para menos.
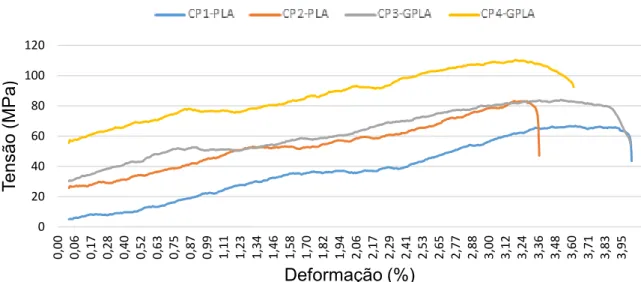
Ensaio de tração
The effect of build orientation on the mechanical properties of parts for rapid prototyping (FUSED DEPOSITION MODELING) made of acrylonitrile butadiene styrene (ABS). Mechanical and thermomechanical properties of a carbon fiber reinforced thermoplastic composite fabricated using a melt deposition modeling method. Effect of structure orientation, geometry and artificial saliva aging on the mechanical properties of 3D printed poly(ε-caprolactone).
Effects of carbon nanotube on the thermal, mechanical and electrical properties of PLA/CNT printed parts in the FDM process. Effect of surfactant concentration in electrolyte on the fabrication and properties of nickel-graphene nanocomposite coating synthesized by electrochemical.