À minha família, obrigado por serem meus apoiadores e por me tornarem quem sou hoje. Aos professores Carlos Brito e Vicente Ferrer, obrigado pela oportunidade de trabalhar com vocês e por alcançarem resultados tão importantes ao longo do caminho. Obrigado por todo o tempo que me dedicou, por todas as palavras de incentivo, conselhos e por concordar em me orientar, mesmo com todas as suas tarefas.
Muito obrigado por me abraçar até aqui e me salvar de vários momentos de insegurança. Obrigado por entrar em minha vida e trazer sua alegria para mais perto de mim. Obrigado por contribuir tanto para que eu pudesse perseverar para terminar este trabalho, por me ouvir muitas vezes quando eu falava sobre sinterização e por acalmar minhas lágrimas quando ninguém quis ouvir.
Pesquisas relacionadas à produção de materiais a partir de resíduos são cada vez mais frequentes. Assim, a produção de sinter de minério de ferro com incorporação de 12% de carepa é o objetivo deste trabalho, que possibilita a produção de carga para alto-forno com reaproveitamento de finos e resíduos industriais.
Objetivos
Objetivo Geral
Objetivos Específicos
Justificativa
Indústria Siderúrgica
- Histórico
- A indústria siderúrgica no estado do Pará
- Processo siderúrgico
- Resíduos industriais
- Resíduo – Carepa de Laminação (CL)
O carvão, atuando como combustível, permite atingir as altas temperaturas necessárias para fundir o minério, que se encontra na forma de óxido de ferro (MOTA, 2009). A escória é uma liga de ferro e carbono, que apresenta alto teor de carbono após a redução do minério de ferro em alto-forno, além de apresentar pureza em torno de 90%. A maior parte desses produtos é reaproveitada pela própria siderurgia ou pela indústria cimenteira.
Os coprodutos e resíduos gerados pela indústria siderúrgica possuem grande potencial de reaproveitamento dentro das próprias plantas produtivas. A indústria siderúrgica é uma das principais produtoras de resíduos sólidos industriais. Esses resíduos necessitam de descarte ecologicamente correto conforme exige a legislação ambiental vigente (FURMANSKI, 2016). Devido ao seu alto teor de ferro, a cal é considerada uma matéria-prima secundária de alto valor agregado, além de baixo percentual de impurezas e composição química estável para utilização na siderurgia.

Processos de aglomeração
Briquetagem
O design, as maiores dimensões e os parâmetros mecânicos bem definidos permitem o empilhamento dos briquetes, simplificando o transporte e o armazenamento. A resistência dos produtos briquetados é influenciada por parâmetros como pressão, teor de ligante, tempo de cura, temperatura e umidade. A escolha do melhor método de briquetagem é influenciada pelo consumo de energia, produtividade e custos do processo.
Porém, devido aos métodos de compressão, os briquetes apresentam baixa produtividade, o que inviabiliza o uso da briquetagem para alimentação do alto-forno.
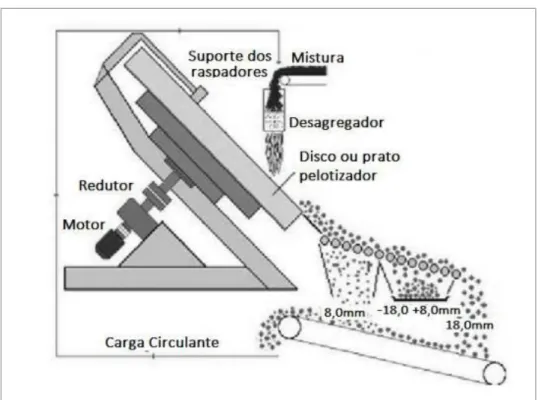
Pelotização
Por fim, a pelotização pode atuar como fornecedora de sinterização devido à formação de micropellets sem tratamento térmico, que pode substituir a alimentação de sinterização e melhorar a permeabilidade do leito (TAKEHARA, 2004).
Sinterização
Há também a utilização de reator vertical de leito fixo, muito utilizado em indústrias básicas, petroquímicas e de refino de petróleo (DANIEL, 2018). Neste tipo de reator o aproveitamento do material a ser sinterizado é reduzido, exceto que o processo de combustão é em fluxo unidirecional (MARTISN et al., 2010). A propagação da combustão pode ocorrer em contracorrente ou cocorrente, sendo a ignição e o fornecimento de ar posicionados em lados opostos no primeiro tipo (RYU et al., 2006).
A extensão da sinterização está na utilização dessas frações como cargas, para que a permeabilidade do leito seja garantida e, além disso, permite melhor percolação entre sólido e gás, aumenta a taxa de reação e reduz o consumo de combustível. Durante a sinterização, deve-se adicionar água à mistura para que seja criada tensão superficial que mantenha a coesão dos grãos, o que promove a formação e o crescimento de micropeletes, um dos parâmetros para garantir a permeabilidade no leito de sinterização. Mas são adicionados ligantes, pois a água não é suficiente para manter o aglomerado devido à densidade das partículas e à evaporação durante o processo.
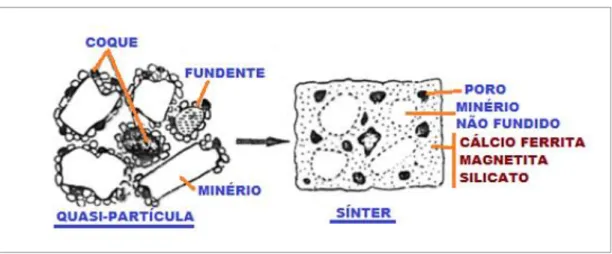
O mecanismo de sinterização consiste em um processo de difusão no estado sólido que atua reduzindo a energia superficial das partículas em relação às altas temperaturas utilizadas no processo. O ferro não autofusível é derivado de hematita ou ferros magnéticos, sem aditivos de base (CaO ou MgO). Alguma atenção também deve ser dada à classificação das partículas da matéria-prima que serão aglomeradas (LOPES, 2012).
O pré-tratamento da mistura a ser aglomerada afeta diretamente a formação dos micropeletes, processo importante para garantir a permeabilidade. Partículas supergrossas, médias e superfinas devem ser evitadas na composição da mistura, pois as partículas médias não têm capacidade de atuar como agentes nucleantes ou aderentes, as partículas superfinas interferem na permeabilidade do leito de sinterização e as partículas supergrossas não contribuem para microaglomeração. A frente de combustão do processo de sinterização desenvolve-se de cima para baixo na mesma direção da entrada de ar.
O processo percorre toda a carga a ser sinterizada até chegar à base do leito, onde é finalizado o processo para que ocorra a saída da torta de sinterização.
Reações de sinterização
As equações 1 a 14 representam as reações que ocorrem no processo de sinterização. a) Etapa de secagem: até 300°C - evaporação da água livre.
Resistência mecânica do sínter
Redutibilidade
Materiais primas para produção do sínter
Minério
Combustível
Nesta função são utilizados combustíveis sólidos, entre eles os mais importantes são o carvão vegetal, o coque e a antracite. Em 2017, a produção de aço utilizou 76% de coque nas plantas de produção, conforme mostra a Figura 10. O coque possui reservas escassas, além de ser uma matéria-prima mineral e a combustão contribui para a geração de gases de efeito estufa.
O carvão, por outro lado, provém da carbonização da madeira, e os danos da extração podem ser minimizados por meio de técnicas de replantio e remediação. Além disso, o teor de enxofre e nitrogênio deste combustível é baixo, gerando menores emissões de gases associados a estes elementos. Porém, a utilização de carvão vegetal em vez de coque provoca diminuição dos picos de temperatura de sinterização, e o carvão vegetal apresenta menor teor de carbono fixo.

Fundente
De forma geral, as etapas utilizadas neste trabalho são mostradas no fluxograma da Figura 11.
Montagem do equipamento
Além disso, o controle da velocidade do ar no interior do reator foi realizado por meio de um anemômetro, Figura 13. Em seguida, o reator foi carregado com matéria-prima pré-tratada, exceto pela adição de falsa malha (sinter com granulometria de 12 mm, fornecida pela SINOBRAS) com função de proteção de rede de reatores. A coleta de dados relacionados à temperatura foi realizada pelo dispositivo Paperless Recorder conectado aos termopares, que forneceu dados sobre a evolução da temperatura da frente de combustão, conforme mostra a Figura 16.

Matérias primas
As matérias primas apresentaram umidade, de acordo com isso, o processo de secagem foi realizado a 105 °C em estufa de recirculação de ar por 24 horas, após esta etapa, as massas foram pesadas de acordo com a necessidade de utilização das mesmas para o experimento.
Análise granulométrica das matérias primas
Segundo o estudo, é necessário analisar as partículas de FMF, pois partículas muito espessas podem enfraquecer a sinterização, e partículas muito finas acabam por degradar a permeabilidade da camada.

Teor de umidade ótima para a micropelotização
Por fim, utilizou-se a média das três massas ponderadas para determinar a massa específica, conforme Equação 15. O estudo do teor ótimo de umidade auxilia no cálculo da massa total a ser carregada no reator. A massa específica encontrada no experimento e o volume do reator são utilizados para calcular a massa total, conforme Equação 16.
Para determinar a capacidade do reator foi utilizada a fórmula de cálculo do volume do cilindro, o diâmetro adotado foi de 15 cm e a altura de 45 cm, conforme estudo de Daniel (2018).
Abastecimento do reator vertical de leito fixo
O exaustor é ligado após o início da combustão para que ocorra a transferência de calor, realizada por Machado (2006).

Caracterização do sínter
Teor de umidade ótima
O teor de umidade de 10% foi escolhido como teor de umidade ótimo com base nos estudos de Telles (2015) e Daniel (2018), que utilizaram teores de umidade ótimo de 8% e 10%, respectivamente.
Temperatura
Para o segundo experimento, o Sinter 2, com a mesma velocidade do ar de 0,62 m/s, apresentou uma evolução de temperatura conforme Figura 30. O segundo experimento não apresentou a evolução de temperatura tão gradual em comparação ao primeiro experimento, supõe-se que o Essa diferença pode ter ocorrido devido ao ambiente úmido decorrente do tempo chuvoso no dia do experimento, que pode ter criado uma resistência à combustão do carvão vegetal contido na mistura de sinterização, e também devido a algum erro na leitura do alguns termopares durante o processo.

Caracterização do sínter
- Tamboreamento
- Microscopia eletrônica de varredura (MEV)
- Espectroscopia de Energia Dispersiva (EDS)
- Fluorescência de Raios-X (FRX)
- Difratometria de Raios-X (DRX)
- Análise visual do Sínteres produzidos
A heterogeneidade do sinter é responsável pela diferença na proporção dos elementos nas diferentes partes do sinter, conforme explicado por Telles (2015). Além disso, o FCC apresentou composições características deste, com elevado teor de CaO e presença de MgO, além da apresentação de Fe2O3 na composição. Os principais óxidos de ambos os sínteres foram SiO2, CaO, Al2O3 e Fe2O3, principal óxido de interesse na composição de sinterização.
Isto confirma a origem hematítica do minério de ferro e corrobora com os dados obtidos no FRX. Assim, o FRX realizado para o CL confirmou os dados obtidos no DRX, evidenciando as principais fases e conteúdos com presença de ferro. Os resultados de resistência confirmam a possível aplicação do sinter em altos-fornos, além de ambos apresentarem parâmetros que garantem boa redutibilidade do sinter e a garantia de permeabilidade do leito.
Além disso, os resultados da análise química contribuíram para a conclusão de que as matérias-primas do Sínter 2 não estavam tão bem sinterizadas quanto as do Sínter 1. ABNT – ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS, 2009, “NBR ISO 4701: Minérios de ferro e pré- reduzida - Determinação da distribuição granulométrica com semeadura", Rio de Janeiro. ABNT – ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS, 2011, “NBR ISO 3082: Minérios de ferro – Procedimentos de amostragem e preparação de amostras”, Rio de Janeiro.
Minério de Ferro – Método Simplificado para Determinação do Teor de Umidade para Controle de Processo”, Rio de Janeiro. ABNT – ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS, 2018, “NBR ISO 3271: Minério de ferro como insumo para alto-forno e redução direta — determinação de índices de tombamento e abrasão”, Rio de Janeiro. Aspectos tecnológicos do efeito de ligantes na microestrutura de grãos concentrados de minério de ferro.
Rendimento de sinterização em função da mineralogia da alimentação de sinterização: rede temática em técnica e materiais. Avaliação da altura do leito de sinterização de finos de minério de ferro em reator vertical de leito fixo para produção de sinter. Adequação granulométrica de matérias-primas e sistema de separação contínua (ISF), para melhorias de produtividade e qualidade de sinterização de altos-fornos.