__________________________________
1 Estudante de Graduação, Faculdade de Engenharia de Alimentos, UNICAMP, Campinas - SP. Bolsista IC PIBIC/SAE. 2 Pesquisador Colaborador, Faculdade de Engenharia Agrícola, UNICAMP, Campinas - SP, marcos.ferreira@agr.unicamp.br 3Enga Agrícola, Mestranda, Faculdade de Engenharia Agrícola, UNICAMP, Campinas - SP.
4Prof. Associado, Faculdade de Engenharia Agrícola, UNICAMP, Campinas - SP. 5 Prof. Adjunto, Faculdade de Matemática, UFU, Uberlândia - MG.
Recebido pelo Conselho Editorial em: 26-9-2006
CARACTERIZAÇÃO DE DOIS EQUIPAMENTOS DE BENEFICIAMENTO E
CLASSIFICAÇÃO DE TOMATES PARA MESA
ANDRÉ T. O. FRANCO
1, MARCOS D. FERREIRA
2, ANA M. DE MAGALHÃES
3,
ANTONIO C. DE O. FERRAZ
4, MARCELO TAVARES
5.
RESUMO:
No Brasil, nos últimos anos, tem aumentado o beneficiamento e a classificação de
frutas e hortaliças em equipamentos. O objetivo deste trabalho foi caracterizar a etapa de limpeza
de dois equipamentos de beneficiamento de tomate de mesa, um nacional e outro importado,
instalados na região metropolitana de Campinas - SP. A caracterização foi realizada quanto ao
número, tipo e velocidade de rotação das escovas, aplicação de água, tempo de permanência dos
frutos e eficiência de limpeza. O tempo de permanência foi mensurado com relação ao tamanho
dos frutos, segundo os padrões da CEAGESP. Para mensurar a eficiência, foi desenvolvido um
equipamento composto de um anel deslizante envolvido por um pano branco. As amostragens
foram realizadas antes e após a etapa de limpeza e avaliadas utilizando colorímetro HUNTER Lab.
Por meio dos resultados, observaram-se diferenças entre os dois equipamentos, em que o importado
apresentou menor número de escovas, rotações mais baixas e maior consumo de água que o
nacional. No equipamento nacional, o tempo de permanência dependeu do tamanho dos frutos, não
sendo encontrada essa correlação no equipamento importado, e ambos tiveram a mesma eficiência
de limpeza. Conclui-se que a limpeza está relacionada à interação entre os parâmetros estudados,
sendo também necessário
realizar manutenções nos equipamentos das unidades para a melhoria no
funcionamento.
PALAVRAS-CHAVE
:
Lycopersicon esculentum
Mill, eficiência de limpeza, tempo de
permanência.
CLEANING EFFICIENCY IN PACKING LINES FOR FRESH MARKET TOMATOES
ABSTRACT
: On the last years, in Brazil, sorting and classifying fruits and vegetables using
packing lines have increased. This work aimed at characterizing the cleaning process for fresh
market tomatoes at two packing lines, one imported and one national located at Campinas, São
Paulo State. Characterization included data, number, types and brushes velocity, water use, fruit
standing time and cleaning efficiency. Standing time was measured correlating to fruit diameter
(CEAGESP). For measuring cleaning efficiency an equipment was developed that was mainly
composed of a ring involved with white cloth. Samples were taken before and after the cleaning
step and evaluated using a colorimeter HUNTER Lab. The results showed a strong difference
between the two equipments. The imported equipment showed lower number on brushes and
rotation than national one, however a higher water consumption. For imported equipments this
relation was not found. Both packing lines showed the same cleaning efficiency. Cleaning
efficiency is related to be an interaction among the studies parameters, and it could be necessary a
better management than the one used on both equipments.
INTRODUÇÃO
Os equipamentos nacionais de beneficiamento e classificação surgiram na década de 1970,
para o beneficiamento de frutas cítricas e batata, com as primeiras importações ocorrendo somente
na década de 1990 com a abertura do mercado nacional (SAKAI, 2004).
Uma linha de beneficiamento e classificação de frutas e hortaliças é composta por diversas
etapas, tais como: recebimento, pré-seleção, lavagem, secagem, classificação e embalagem
(SARGENT et al., 1992). Esses equipamentos foram desenvolvidos para agilizar o processo de
beneficiamento e classificação, bem como padronizar as frutas e hortaliças a serem
comercializadas. Com essas alterações, vários produtores de tomate para mesa investiram em
máquinas especiais de seleção e classificação, importadas e nacionais, e na montagem de “packing
houses”, tornando-se, portanto, atacadistas/distribuidores desse produto ao adquirirem a produção
de outros produtores (AGRIANUAL, 2001). No entanto, esses equipamentos precisam ser bem
projetados e calibrados para garantir eficiência ao processo.
A limpeza é importante, pois consiste na remoção de partículas de solo e/ou outros materiais
estranhos da superfície das frutas e hortaliças (SIGRIST et al
.
,
2002), e deve ser realizada antes de
o produto ser embalado para a comercialização (PELEG, 1985). Outro problema é a grande
variação do número e da rotação das escovas utilizadas na etapa de limpeza do tomate de mesa.
FERREIRA et al. (2005) observaram, em levantamento realizado em cinco galpões de
beneficiamento utilizados no beneficiamento de tomates, que o número e a rotação das escovas, no
processo de lavagem, variaram de 4 a 19 e de 46 a 168 rpm, respectivamente.
O objetivo deste trabalho foi caracterizar dois equipamentos de beneficiamento e
classificação para tomate de mesa, um de origem nacional e outro importado, e avaliar a eficiência
de limpeza dos dois equipamentos.
MATERIAL E MÉTODOS
Os ensaios foram realizados em duas unidades de classificação e beneficiamento para tomate
de mesa, a primeira localizada em Monte Mor - SP, dotada de equipamento nacional, e a segunda
unidade em Elias Fausto - SP, operacionada com equipamento importado.
Caracterização dos equipamentos
A caracterização foi realizada por meio da descrição de parâmetros de funcionamento dos
equipamentos, descritos a seguir:
- Dimensões dos roletes: mensurados por meio de fita métrica;
- Número de escovas ou roletes;
- Identificação do material utilizado na confecção das cerdas: classificado como de origem
animal, sintética ou vegetal;
- Velocidade de rotação das escovas:
número de rotações relativas a um ponto fixo no rolete
durante um minuto, marcado com cronômetro de precisão (média de quatro repetições);
- Quantidade de água de lavagem utilizada em cada etapa: o consumo de água foi estimado
por meio da mensuração da vazão da água das perfurações do equipamento nacional e dos bicos
ejetores do equipamento importado. Um béquer graduado era posicionado na saída de água durante
dez segundos marcados em cronômetro de precisão. Depois desse tempo, o béquer era colocado
numa superfície plana e horizontal, e a quantidade de água, mensurada. Foram realizadas três
medições para cada equipamento, e os dados obtidos são resultados das médias calculadas, e
de permanência dos frutos nas etapas de recepção e limpeza (lavagem, secagem e polimento) foi
acompanhado utilizando-se de cronômetro de precisão.
Eficiência do processo de limpeza
Os tomates foram amostrados em duas condições: logo na chegada do campo, antes do
recebimento e após o processo de limpeza, sendo avaliados, no total, 160 frutos. Para essa
avaliação, utilizou-se de equipamento desenvolvido na Faculdade de Engenharia Agrícola -
UNICAMP, para avaliar a limpeza (Figura 1).
FIGURA 1. Equipamento desenvolvido para simular limpeza.
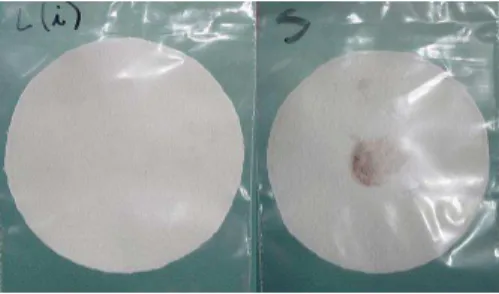
Esse instrumento é dotado de um anel deslizante e de uma ponteira arredondada de espuma, a
qual é forrada por um pedaço de tecido branco tipo Oxford (Figura 2), que realiza a avaliação da
limpeza externa do fruto por meio de pressão constante na superfície do tomate. Toda a superfície
do fruto era colocada em contato com o tecido, por meio de fricção simétrica em diferentes
direções.
O
contato do tecido com o fruto foi mantido constante devido à pressão mantida estável
pelo anel deslizante. As amostras de tecido utilizadas possuíam 10 cm de diâmetro, mas parte de
contato efetiva com o fruto era, em média, de 3 cm de diâmetro (Figura 2). Após a retirada das
impurezas externas, o tecido era mantido em uma embalagem plástica fechada (zip-lock).
FIGURA 2. Amostra dos tecidos utilizados no equipamento que simula a limpeza.
As amostras de tecido com as impurezas externas de cada fruto, nas diversas avaliações do
processo de limpeza, foram analisadas utilizando-se de colorímetro HUNTER LAB, escala CIE
LAB (L
*, a
*, b
*). A avaliação da eficiência de limpeza foi expressa em valor L
*, em que L
*varia de
0 (preto) a 100 (branco) (McGUIRE, 1992; SHEWFELT et al., 1988).
Os resultados também foram relatados em função da eficiência de limpeza, descrita na eq.(1):
100
padrão
*
L
amostra
*
L
E
=
(1)
em que,
E - eficiência de limpeza, %;
O delineamento estatístico foi inteiramente casualizado, com análise estatística realizada por
meio da análise de variância, e a comparação das médias, pelo teste de Tukey, a 5% de
significância.
RESULTADOS E DISCUSSÃO
Caracterização dos equipamentos
Os roletes do equipamento nacional apresentavam as seguintes dimensões: 900 mm de
comprimento, 75 mm de diâmetro e massa de 3 kg. Os roletes do equipamento importado
apresentavam: 980 mm de comprimento, 125 mm de diâmetro e massa de 1,5 kg. O material dos
roletes dos dois equipamentos era de polietileno de alta densidade. As escovas são obtidas por meio
da extrusão dos roletes para a sustentação das cerdas.
Na etapa de recebimento (Tabela 1), observou-se que o equipamento importado apresentou
14 roletes a mais do que o equipamento nacional. Por se tratar de uma etapa em que o produto é
transportado e não impulsionado pelo contato, como ocorre nas escovas, esse maior número pode
refletir em maior exposição dos frutos à seleção. Nas etapas de limpeza, lavagem e secagem,
notaram-se semelhança quanto ao número de escovas utilizadas, porém, no processo de secagem, o
equipamento importado associava escovas de espuma e náilon (0,15 mm), diferentemente do
nacional, que utilizava somente espuma. No processo de polimento, o equipamento nacional
apresentou três vezes mais escovas que o importado, mas, em ambos os casos, as cerdas eram
originadas de crina de cavalo (Tabela 1).
No recebimento, para os dois equipamentos, observou-se que a velocidade de rotação dos
roletes foi menor do que a das outras etapas (Tabela 1); no entanto, o equipamento nacional
apresentou um número três vezes maior do que o equipamento importado. Na etapa de limpeza, a
velocidade de rotação do equipamento nacional apresentou valores muito superiores ao
equipamento importado, apresentando a maior média durante a lavagem, ou seja, 322% superior à
rotação encontrada para essa mesma fase no equipamento importado. Durante a secagem e o
polimento, as rotações encontradas em equipamentos nacionais foram 234% e 236% superiores às
utilizadas no equipamento importado, respectivamente. Essas rotações elevadas podem causar
danos e injúrias aos frutos (HYDE & ZHANG, 1992). PETRACEK et al. (1998) relatam que a
lavagem dos frutos com alta pressão pode afetar a integridade da película externa dos mesmos,
assim como induzir à produção de etileno.
TABELA 1. Número de escovas ou roletes, tipo de cerda e velocidade de rotação das escovas para
os equipamentos de beneficiamento e classificação, nacional e importado, nas etapas
de recepção e limpeza (lavagem, secagem e polimento).
Nacional
Importado
Etapa
Tipo
N
oMaterial Rotação
(rpm)
Tipo
N
oMaterial
Rotação
(rpm)
Recebimento Rolete
86
PVC
30
Rolete
100
PVC
10
Lavagem
Escova
15
0,15 mm
Náilon
161
Escova e
Rolete
13
12 Náilon
0,15 mm
1 PVC
50
Secagem
Escova
15
Espuma
117
Escova
13
3 Náilon 0,15 mm
10 espuma e
50
Polimento
Escova
30
Crina de
Cavalo
118
Escova
10
Crina de Cavalo
50
perfurações, a água não alcança grandes pressões, diferentemente dos bicos ejetores encontrados no
equipamento importado, onde a saída de água ocorre com maior pressão.
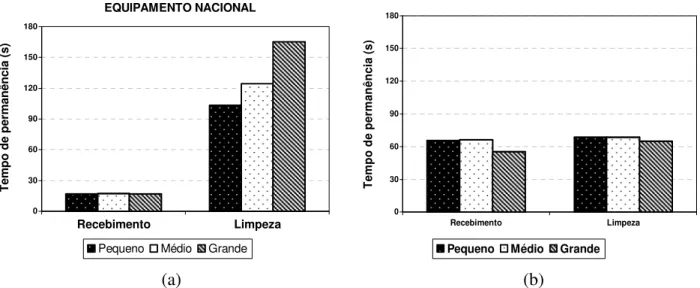
Observou-se, no equipamento nacional, que o diâmetro dos frutos não influenciou
significativamente (p>5%) no tempo de permanência durante a etapa de recebimento (Figura 3a).
Porém, na etapa de limpeza, o tempo de permanência foi significativamente crescente (p<5%),
conforme o aumento do diâmetro dos frutos. Frutos de maior diâmetro, classificados como
‘grandes’, apresentaram tempo de permanência 32,98% superior ao dos frutos de diâmetro
intermediário, classificados como ‘médios’, e 60,13% superior ao dos frutos classificados como
‘pequenos’.
Todavia, no equipamento importado, ocorreu comportamento diferente do anterior, pois
frutos com maior diâmetro demonstraram diferença estatística significativa (p<5%), apresentando
tempo de permanência no recebimento 19% inferior aos demais e 6% inferior para percorrer a
etapa de limpeza (Figura 3b).
0 30 60 90 120 150 180 T e m p o d e p e rm a n ê n c ia ( s ) Recebimento Limpeza EQUIPAMENTO NACIONAL
Pequeno Médio Grande
0 30 60 90 120 150 180 T e m p o d e p e rm a n ê n c ia ( s ) Recebimento Limpeza EQUIPAMENTO IMPORTADO
Pequeno Médio Grande
(a) (b)
FIGURA 3. Tempo de permanência dos frutos de tomate de mesa, em função do diâmetro, nas
etapas de recebimento e limpeza do equipamento: a) nacional; b) importado.
Apesar da fixação de fluxo de alimentação na linha de beneficiamento, como o abastecimento
do sistema é feito com operadores manuais, interferências podem ter ocorrido, ocasionando menor
permanência dos frutos de maior diâmetro na etapa de limpeza do equipamento nacional. A etapa
de recebimento é constituída de uma esteira de roletes contínua, onde não deve ocorrer influência
da quantidade de frutos na velocidade do deslocamento dos mesmos.
No equipamento nacional, a rotação na etapa de limpeza foi três vezes maior do que no
equipamento importado; essa rotação elevada (117 a 161 rpm) no equipamento nacional pode ter
influenciado também em maior diferença entre o tempo de permanência dos frutos com diâmetros
diferentes, o que não ocorreu quando a rotação foi baixa (50 rpm) no equipamento importado.
De qualquer forma, conclui-se que o diâmetro do fruto influencia na velocidade de
deslocamento na etapa de limpeza; frutos com maior diâmetro permanecerão por mais tempo na
limpeza do que frutos com menor diâmetro, que tendem a se deslocar mais rápido, impulsionando
um ao outro.
Eficiência do processo de limpeza
Essa diferença também foi obtida após a limpeza; os frutos que foram beneficiados no equipamento
nacional apresentaram a menor média (87,65) de valor de L
*, enquanto o equipamento importado
apresentou média de 90,81 (Figura 4).
0 10 20 30 40 50 60 70 80 90 100
P
a
râ
m
e
tr
o
L
*
Importado Nacional
Sujo Limpo