Recebido em 16/07/2014, texto inal em 25/08/2014. DOI: http://dx.doi.org/10.1590/0104-9224/SI1903.02
(Mechanical and microstructural properties of SMAW and GMAW welded joints of HY-80 steel)
Amilton Sousa Lins Junior1, Hector Reynaldo Meneses Costa2, Luís Felipe Guimarães de Souza3, Jorge Carlos Ferreira Jorge4 CEFET/RJ, DIPPG, Rio de Janeiro, RJ, Brasil, Amilton_lins@yahoo.com.br1, hectorey@gmail.com2, lfgs59@gmail.com3,
jorgecfjorge@gmail.com4
Resumo
A soldagem de aços de alta resistência representa um desaio constante devido a grande variedade de ligas disponíveis, que necessitam associar requisitos rigorosos de elevada resistência mecânica e tenacidade simultaneamente. Neste contexto, os aços da classe HY-80 amplamente utilizados na Marinha Brasileira, são ainda preferencialmente soldados pelo processo eletrodo revestido apesar das limitações deste processo em comparação com outros processos de soldagem. Com o objetivo de avaliar a possibilidade de uma melhoria de produtividade na soldagem manual deste aço, o presente trabalho apresenta uma análise comparativa entre as propriedades mecânicas de juntas soldadas do aço HY-80 realizadas pelos processos eletrodo revestido e GMAW. Foram realizadas soldagem multipasses pelos processos eletrodo revestido e GMAW com preaquecimento de 90°C e temperatura interpasses máxima de
150°C em chapas de dimensões 850X150X30mm em aço HY-80, na posição plana e energia de soldagem média de 1,29 e 1,36 kJ/mm,
respectivamente. Posteriormente, realizou-se tratamento térmico pós-soldagem a 600°C por 1 hora, sendo esta condição comparada
com a condição de como soldada. Foram realizados ensaios de tração, impacto Charpy-V, dureza e metalográicos para caracterização microestrutural por microscopia eletrônica de varredura. Adicionalmente, foi realizada uma análise comparativa de produtividade entre os processos. Os resultados mostraram ser possível obter propriedades mecânicas adequadas para todas as condições de análise. Além disso, veriicou-se que a produtividade propiciada pelo processo GMAW foi muito superior à do processo eletrodo revestido.
Palavras-Chave: Aço HY-80, propriedades mecânicas, tratamento térmico pós-soldagem
Abstract: The welding of high strength steels represents a continuous challenge taking into account the great variety of alloys systems,
which present stringent requirements of high strength and toughness. Into this context the HY-80 steels largely employed in the Naval Industry are still welded preferentially by the SMAW process, despite its limitations when compared with other welding processes. In order to promote an improvement on productivity, the present work presents a comparative analysis between the mechanical properties of the HY-80 welded joints performed by the GMAW and SMAW processes.Multipass welding by shielded metal(SMAW) arc and gas metal arc welding (GMAW) processes were performed with preheating and inter-pass temperatures of 90°C and 150°C respectively in plates of dimensions 850X150X30 mm in HY-80 steel, in the lat position and average energy welding of 1.29 for SMAW and 1.36kJ/mm for GMAW process. After welding a post weld heat treatment at 600°C for 1 hour was performed, this condition being compared with the as welded condition. Tensile, Charpy-V notch and hardness tests and metallographic examination by scanning electron microscopy were performed for mechanical and microstructural characterization. Additionally, it was carried out a comparative analysis between processes. The results show that it is possible to achieve adequate mechanical properties for all analyzed conditions. Furthermore, it was observed that the productivity provided by the gas metal arc welding process was greater than shield metal arc welding.
Key-words: HY-80 steel, mechanical properties, post weld heat treatment.
1. Introdução
As estruturas de navios e submersíveis são submetidas à carregamentos dinâmicos complexos durante o serviço os quais são agravados pelas tensões residuais presentes resultantes dos processos de fabricação. Desta forma, aços de alta performance para estas estruturas tem sido uma busca constante pela Marinha
Americana. De forma a possibilitar o atendimento dos requisitos de alta resistência e boa tenacidade a baixa temperatura, são uti-lizados os aços das famílias “High Yield Strength Steels” (HY) e alta resistência e baixa liga (ARBL) desenvolvidos nos últimos 50 anos pela Marinha Americana [1].
aço HY-80, a ação do ciclo térmico imposto pela soldagem fa-vorece a formação de microestruturas frágeis na zona termica-mente afetada (ZTA) e, consequentetermica-mente, o deixa susceptível à ocorrência de trincas por hidrogênio. O preaquecimento é a ferramenta de controle usual para prevenir esta ocorrência de trincas a frio. No entanto, a aplicação de uma temperatura de preaquecimento muito elevada ou uma combinação de elevado preaquecimento e energia de soldagem, pode conduzir a uma taxa de resfriamento muito baixa e promover uma microestru-tura com propriedades que não são adequadas na ZTA. Neste aspecto, com o objetivo de garantir a obtenção de juntas solda-das de boa qualidade, a norma MIL [5] que regula a fabricação, soldagem e inspeção do HY-80 para estruturas navais, apresenta requisitos severos em relação a estes parâmetros, estabelecendo os limites mostrados na Tabela 1.
Na Marinha Brasileira, a prática recomendada é a realização da soldagem de estruturas pelo processo eletrodo revestido (ER) desde a década de 1960 [2]. Contudo, como é de conhecimen-to geral, a produtividade pode ser aumentada pela utilização de outros processos, tais como o processo GMAW (Gas Metal Arc Welding).
Baseado nesta consideração, este trabalho apresenta um es-tudo das propriedades mecânicas e microestruturais de juntas soldadas pelo processo GMAW de forma a gerar evidências ex-perimentais que mostrem que este processo também pode propi-ciar propriedades satisfatórias e assim se tornar uma alternativa interessante para a soldagem do aço HY-80 em estruturas navais.
2. MATERIAIS E MÉTODOS
2.1. Materiais
Como material base, utilizou-se uma chapa de aço da classe HY-80 com 30,0 mm de espessura.
Como consumíveis de soldagem, foram utilizados eletrodos revestidos da classe AWS E-10018M de 3,25 e 4,00 mm de diâmetro para a soldagem pelo processo eletrodo revestido (ER) e o arame da classe AWS ER 120S-G de 1,2 mm de diâmetro para soldagem pelo processo GMAW.
Tabela 1. Limites permitidos para preaquecimento e aporte térmico segundo a norma MIL 1688 [5].
Espessura (mm) Temperaturas de preaquecimento e interpasses mínima (0C)
Temperaturas de preaquecimento e interpasses máxima (0C)
Aporte Térmico máximo (kJ/mm)
Acima de 28,5 90 150 2,17
12,7 até 28,5 50 150 2,17
Abaixo de 12,7 15 150 1,77
de espessura e 850 mm de comprimento. A preparação para soldagem consistiu de corte por serra mecânica e realização do chanfro por usinagem.
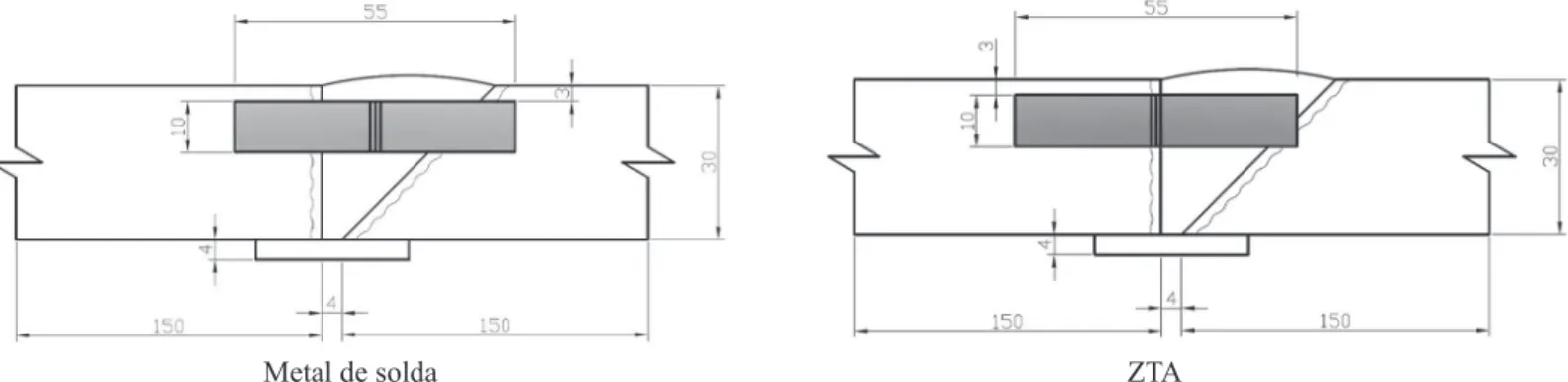
As juntas foram preparadas com chanfro em meio V-45° e com abertura na raiz de 4,0 mm, conforme mostrado na Figura 1.
As juntas foram preaquecidas à temperatura de 90°C, através de chama oxiacetilênica, e posteriormente foi realizada a soldagem multipasse, na posição plana, com uma temperatura máxima entre passes de 150°C, utilizando os processos ER e GMAW. O controle do preaquecimento e da temperatura entre passes foi realizado através de pirômetro de contato, devidamente calibrado.
Figura 1. Detalhes da geometria da junta utilizada. Cotas em mm.
As Tabelas 2 e 3 apresentam os parâmetros de soldagem utilizados.
Para a soldagem pelo processo GMAW, utilizou-se como gás de proteção, uma mistura do tipo 25% de CO2 e 75% de Ar e com vazão de 18 l/min. A distância bico de contato até a peça foi de 20 mm.
O aporte térmico, preaquecimento e interpasses foram estabelecidos segundo norma de fabricação, soldagem e inspeção do HY-80 [5].
2.3. Tratamentos Térmicos de Alívio de Tensões (TTAT)
Após a soldagem, foram realizados tratamentos térmicos consistindo de aquecimento à temperatura de 600°C por 1 hora nas juntas soldadas, sendo esta condição comparada à condição das juntas como soldadas, uma vez que a temperatura de 600°C é indicada para o alívio de tensões, segundo a norma MIL-S-16216K [6].
Os tratamentos térmicos foram realizados em forno, com aquecimento por resistência elétrica, isolamento com manta térmica e controle de temperatura através de termopares, devidamente calibrados. Utilizaram-se taxas de aquecimento e resfriamento controladas de 200°C por hora.
2.4. Análise Química
Foram realizadas análises químicas por espectrometria de emissão ótica dos materiais em estudo, tanto do metal de base quanto dos metais depositados.
2.5. Ensaios Mecânicos
Foram removidos corpos-de-prova transversais ao cordão de solda para ensaios de tração, impacto Charpy-V e dureza.
Foram realizados ensaios de tração à temperatura ambiente. Os ensaios foram realizados em corpos-de-prova com diâmetro 8,75 mm, normalizados conforme a norma ASTM A-370 [7] e retirados transversalmente ao cordão de solda, para avaliação da resistência mecânica da junta soldada, sendo realizados dois ensaios para cada condição analisada.
Foram realizados ensaios de impacto Charpy-V às temperaturas de -40, -20 e 0°C. Os ensaios foram realizados em corpos-de-prova normalizados conforme a norma ASTM A-370 [7] nas dimensões de 10 mm X 10 mm X 55 mm, retirados transversalmente ao cordão de solda e a 3 mm da superfície da junta, sendo realizados três ensaios para cada condição analisada.
O entalhe foi posicionado no plano da espessura nas posições relativas ao centro do cordão de solda, zona termicamente afetada (ZTA) e metal base. A Figura 2 mostra a posição do entalhe Charpy-V para o metal de solda e a ZTA.
Foram realizados ensaios de dureza Vickers de acordo com a norma ASTM A 370 [7], com aplicação de carga de 1 kgf em corpos-de-prova transversais ao cordão de solda, sendo realizada uma varredura de dureza à 3,0 mm da superfície da junta soldada, abrangendo o metal de solda, ZTA e metal base. Foram ainda realizados estes mesmos ensaios na ZTA, sendo realizada uma varredura de dureza ao longo da espessura, na região correspondente ao entalhe do corpo-de-prova de impacto Charpy-V, para avaliar a variação de dureza ao longo da espessura nesta região da junta soldada. A Figura 3 ilustra o posicionamento dos ensaios de dureza.
Todos os ensaios mecânicos foram realizados nas condições de como soldado e após tratamento térmico.
2.6. Ensaios Metalográicos
Foram realizados ensaios macro e micrográicos por micros-copia eletrônica de varredura (MEV) para avaliação das micro-estruturas das diversas regiões das juntas soldadas, tanto na con-dição de como soldado quanto após tratamento térmico.
O preparo das amostras para análise consistiu do procedi-mento convencional de lixaprocedi-mento e poliprocedi-mento com pasta de dia-mante com granulometrias 6, 3, 1 e 1/4 µm, seguido de ataque químico com o reagente nital 10% para macrograia e 2% para micrograia.
3. RESULTADOS
3.1. Análise Química
As Tabelas 4 e 5 mostram os resultados da análise química realizada, tanto no metal base quanto nos metais depositados, Tabela 2. Parâmetros de soldagem da junta realizada com o processo eletrodo revestido.
Passe Posição Φ (mm) Corrente (A) Tensão (V) Tempo(s) Vs(mm/s) ES (kJ/mm)
1~6 Raíz 3,25 135-140 26-28 1652 3,09 1,2
7~30 Enchimento. 4,00 160-165 28-30 6848 2,98 1,6
31-45 Acabamento. 3,25 135-140 26-28 3057 4,17 0,9
FINAL 11557 3,39 1,29
Nota: Ф - diâmetro do eletrodo; ES – Energia de soldagem; AT – aporte térmico.
Tabela 3. Parâmetros de soldagem da junta realizada com o processo GMAW.
Passe Posição Φ (mm) Corrente (A) Tensão (V) Tempo(s) Vs(mm/s) ES (kJ/mm)
1~2 Raíz 1,2 212-232 29-31 629 2,7 2,46
3~19 Enchimento. 1,2 212-232 29-31 3027 4,8 1,39
20~26 Acabamento. 1,2 212-232 29-31 1045 5,7 1,17
FINAL 4701 4,9 1,36
Metal de solda ZTA
Figura 2. Posicionamento dos corpos-de-prova para ensaios de impacto Charpy-V.
Medidas transversais nas diversas regiões das juntas Medidas na ZTA na região do entalhe Charpy-V
Figura 3. Posicionamento dos ensaios de dureza Vickers.
Tabela 4. Composição química do material base (% em peso).
Material C Si P S Mn Mo Ni Cu Cr Ti V Ceq(*)
Aço utilizado 0,149 0,215 0,062 <0,005 0,216 0,369 2,845 0,121 1,456 0,007 0,015 0,751 Especiicação
HY-80 [7]
0,12-0,18
0,15-0,38 0,015 0,008
0,10-0,40
0,20-0,60
2,00-3,25 0,25
1,00-1,80 0,02 0,03
---(*) Ceq = C + Mn/6 + ( Cr + Mo + V )/5 + ( Cu + Ni )/ 15 [8]
Tabela 5. Composição química dos metais depositados (% em peso).
Processo C Si P S Mn Mo Ni Cu Cr Ti V Ceq(*)
ER 0,068 0,258 0,026 0,006 1,351 0,454 1,924 0,024 0,213 0,008 0,012 0,559
GMAW 0,101 0,477 0,024 0,006 1,276 0,458 1,932 0,034 0,353 0,007 0,011 0,609
(*) Ceq = C + Mn/6 + ( Cr + Mo + V )/5 + ( Cu + Ni )/ 15 [8]
Tabela 6. Resultados dos ensaios de tração.
Processo Condição LE(MPa) LR(MPa) Al(%) RA(%)
GMAW Como soldado 599 755 11,4 71,4
TTAT 637 770 13,3 75,4
ER Como soldado 624 775 16,1 75,5
TTAT 663 736 18,0 77,3
Metal base Como recebido 586 703 21,8 79,1
onde se notam as seguintes características principais:
a) A análise do metal base permitiu o seu enquadramento na norma HY-80 [6];
b) O metal de solda da junta realizada pelo processo eletrodo revestido propiciou um carbono equivalente menor que o da junta GMAW e;
c) O teor de carbono do metal de solda GMAW foi superior ao do metal de solda de eletrodo revestido.
3.2. Ensaios de Tração
A Tabela 6 e a Figura 4 mostram os resultados dos ensaios de tração realizados nas diversas condições de análise, onde se veriicam as seguintes características:
a) Todos os resultados obtidos de limite de escoamento e redução de área encontram-se superiores aos mínimos exigidos para o aço HY-80 [6];
b) Somente os valores de alongamento foram inferiores aos mínimos exigidos, devendo-se destacar que se trata de valores obtidos de corpos-de-prova transversais;
c) Todos os corpos-de-prova romperam no metal base e;
d) O TTAT não propiciou mudanças signiicativas nos valores
do limite de escoamento e resistência mecânica para ambas as juntas soldadas.
Figura 4. Resultados dos ensaios de tração transversais.
3.3. Ensaios de Impacto da Junta Soldada
As Figuras 5 e 6 mostram os resultados dos ensaios de impacto realizados nas diversas condições de análise, onde se veriicam as seguintes características:
a) Todos os resultados obtidos encontram-se superiores aos mínimos exigidos para o aço HY-80 [6];
b) Os melhores valores de energia absorvida foram obtidos para o metal base, enquanto os menores valores foram propiciados pelo metal de solda;
c) O TTAT promoveu uma melhoria da tenacidade ao impacto para o metal de solda e para a ZTA para ambos os processos de soldagem;
d) Os valores de energia absorvida do metal de solda obtidos pelo processo eletrodo revestido foram superiores aos do processo GMAW, somente para o estado como soldado;
e) Mesmo apresentando os menores valores de energia absorvida, os resultados do metal de solda obtidos pelo processo GMAW permitiram atingir os requisitos mínimos para o aço HY-80, mesmo para temperaturas inferiores à -40°C (Fig. 6) e;
Figura 5. Resultados dos ensaios de impacto Charpy-V realizados à -200C, em joules.
Figura 6. Variação da energia absorvida no metal de solda da junta GMAW com a temperatura.
A Figura 7 mostra o aspecto dos corpos-de-prova de impacto Charpy-V com entalhe na ZTA na condição de como soldado após o ensaio, evidenciando o caminho percorrido pela fratura. Nota-se que no caso da junta GMAW, a fratura se situou integralmente na ZTA, enquanto no caso da junta ER, ocorreu um pequeno desvio para o metal base no inal da propagação.
3.4. Ensaios de Dureza da Junta Soldada
GMAW ER
GMAW ER
GMAW ER
a) Em ambos os casos, se veriicou um aumento substancial de dureza na ZTA, em um ponto aproximadamente a 1,0mm da linha de fusão, sendo 426HV para a junta GMAW e 422HV para a junta ER;
b) As durezas das condições do estado de como soldado apresentaram valores superiores em ambos os casos, exceto para o metal base, onde se veriicou valores uniformes em todas as situações;
c) O metal de solda apresentou valores de dureza intermediários, sendo que os da junta GMAW-CS foram superiores aos da junta ER-CS, para todas as condições de análise
d) Os valores de dureza apresentam uma redução ao longo da espessura para ambas as juntas soldadas;
e) As durezas experimentam uma redução ao longo da espessura a partir superfície dos metais de solda, notadamente no estado como soldado e;
f) O TTAT promoveu uma redução na dureza da ZTA em ambos os casos.
Figura 8. Peril de dureza Vickers da junta soldada por eletrodo revestido realizado a 3 mm da superfície da junta.
Figura 9. Peril de dureza Vickers da junta soldada pelo processo GMAW realizado a 3 mm da superfície da junta.
Figura 10. Peril de dureza Vickers ao longo da ZTA na junta soldada pelo processo ER realizada na região do entalhe do
corpo-de-prova Charpy-V.
Figura 11. Peril de dureza Vickers ao longo da ZTA na junta soldada pelo processo GMAW realizada na região do entalhe
do corpo-de-prova Charpy-V.
3.5. Ensaios Metalográicos
A Figura 12 mostra a macrograia das juntas soldadas, onde se nota o aspecto da soldagem multipasse. A inspeção visual da seção macrográica não revela a presença de descontinuidades.
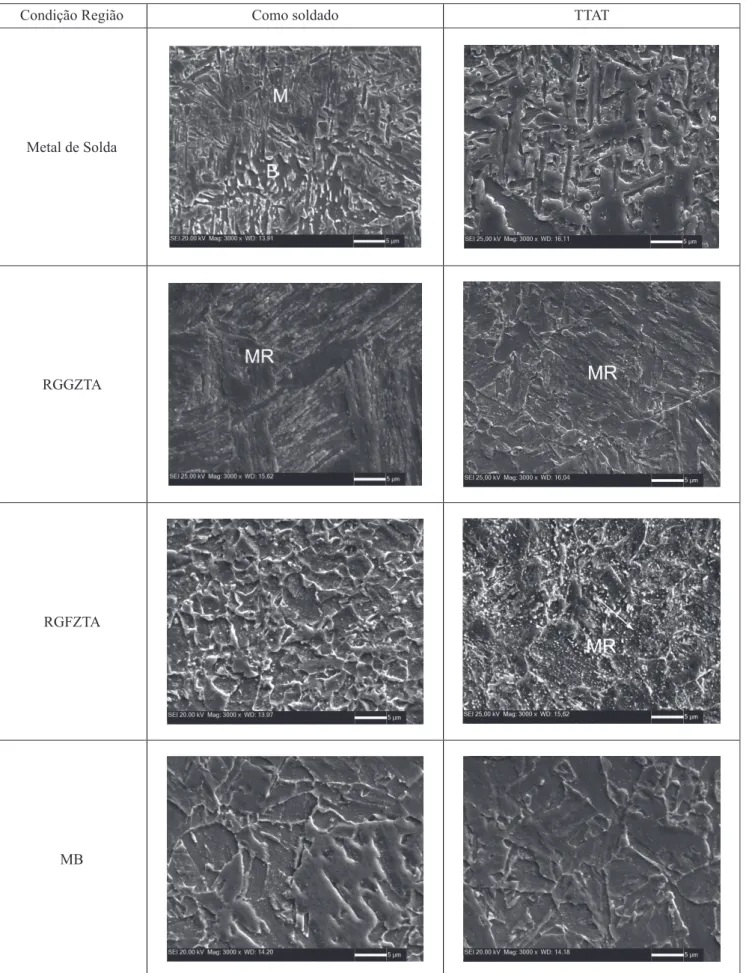
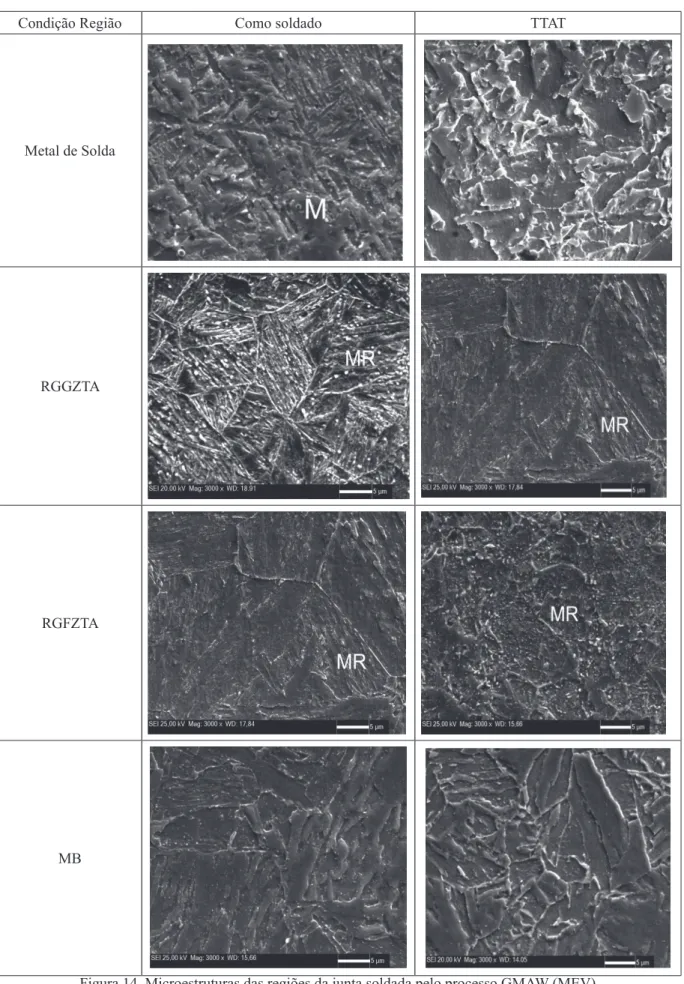
As Figuras 13 e 14 apresentam as microestruturas das juntas soldadas observadas por microscopia eletrônica de varredura (MEV), onde se percebem as seguintes características principais: a) Em ambos os casos, observou-se a ocorrência de martensita
revenida na ZTA, tanto na região de grãos grosseiros (RGGZTA) quanto na região de grãos inos (RGFZTA); b) A microestrutura do metal base é constituída de martensita
revenida;
ER GMAW
Figura 12. Macrograias das juntas soldadas. Ataque: Nital 10%.
microestruturas, evidenciado por uma mudança na morfologia da martensita revenida na RGG e intensa precipitação de carbetos na RGF da ZTA em ambas as juntas. O efeito da mudança morfológica da RGG é mais intensa na junta soldada pelo processo GMAW.
Adicionalmente foi realizado o levantamento do percentual de regiões colunares e reaquecidas na região onde foi posicionado o entalhe para o ensaio Charpy-V no metal de solda e estes são apresentados na Tabela 7.
Tabela 7. Percentual de região colunar e reaquecida.
Processo Região Colunar (%) Região Reaquecida (%)
ER 43 57
MIG 54 46
4. DISCUSSÃO
O controle das condições de soldagem é um item de fundamental importância para a garantia da qualidade das juntas soldadas de aços de alta resistência, não somente em termos de ocorrência de trincas por hidrogênio, quanto também em relação à obtenção de microestruturas adequadas para as propriedades mecânicas satisfatórias. Marques et al. [9] comentam que para estimativa da dureza da ZTA, da sensibilidade à issuração pelo hidrogênio e das temperaturas de preaquecimento na soldagem de aços estruturais, utilizam-se as equações de carbono equivalente e de Pcm para os aços estruturais mais modernos, com baixos teores de carbono (<0,16%) e microligados, visto que a equação do CEIIW parece tender a superestimar a necessidade de preaquecimento para esses aços. No entanto, no caso do aço HY-80, considerando que o aço a ser estudado apresenta composição química dentro dos limites estabelecidos [6], a soldagem do mesmo com a aplicação das limitações da norma MIL 1688 [5], em termos de seleção das temperaturas de preaquecimento e interpasses e do aporte térmico, tem se mostrado eicaz no controle destas questões, não se fazendo necessária uma discussão adicional sobre a soldabilidade e os riscos de trincamento a frio na ZTA. De fato, a observação destas limitações contidas na metodologia do presente trabalho,
permitiu a obtenção de juntas soldadas com isenção de defeitos (Fig. 12) e com propriedades mecânicas satisfatórias para ambos os processos (Figs. 4 e 5).
A avaliação dos resultados das propriedades mecânicas permite veriicar que os valores obtidos pela junta soldada pelo processo GMAW são superiores (Figs. 4 e 5) aos requisitos do aço HY-80 [6] e que o TTAT promoveu uma melhoria nestas propriedades, com destaque para o aumento da energia absorvida no ensaio de impacto (Fig.5) e redução dos valores de dureza da ZTA (Figs.9 e 11), resultados estes que estão concordantes com os de outros autores [4,10,11]. Particularmente, deve ser enfatizada a questão dos resultados de dureza na ZTA, já que embora os valores de dureza próximos da superfície da junta atinjam valores elevados para ambos.
Para as juntas na condição de como soldada (Figs. 8 e 9), observa-se uma redução signiicativa destes valores ao longo da espessura (Figs. 10 e 11), notadamente, na região onde foi retirado o corpo-de-prova de impacto Charpy-V, trazendo como consequência resultados elevados de energia absorvida para esta região da junta soldada (Fig.5). Adicionalmente, não se pode deixar de mencionar que, para esta aplicação, se faz necessária a realização do TTAT, o que provoca uma redução adicional dos valores de dureza, com estabilização ao longo de toda a espessura em valores inferiores a 300HV, com um aumento adicional de energia absorvida.
Na análise comparativa, pode ser veriicado que os valores obtidos para as propriedades mecânicas em ambos os casos foram bem próximos. Os valores de limite de escoamento (Fig.4) e dureza (Figs. 8 a 11) não sofreram variações signiicativas entre os processos e a tenacidade apresentou valores bem acima dos limites mínimos exigidos para o metal base e para a ZTA (Fig. 5). Vale salientar ainda que os corpos-de-prova utilizados no ensaio de tração romperam no metal de base.
Condição Região Como soldado TTAT
Metal de Solda
RGGZTA
RGFZTA
MB
RGGZTA
RGFZTA
MB
Figura 14. Microestruturas das regiões da junta soldada pelo processo GMAW (MEV). Aumento: 3.000X. Ataque: nital 2%.
limpeza de escória, troca de eletrodo, etc.
Em relação à comparação das diversas regiões das juntas soldadas, veriica-se que o metal de solda foi a região que apresentou resultados inferiores de propriedades mecânicas, para ambos os processos. De acordo com Cavalcanti et al. [2], em juntas soldadas de aço HY-80, o metal de solda é a região que apresenta a menor tenacidade. Em consequência, a seleção de consumíveis e das técnicas de soldagem empregadas na construção de estruturas são etapas de grande importância.
Segundo Ramirez [12], o aumento do carbono equivalente (Ceq) provoca alterações microestruturais que são responsáveis pelas propriedades mecânicas dos metais de solda. Para este autor, embora as equações de Ceq tenham sido desenvolvidas para avaliação da susceptibilidade de metais base a trincas a frio, estas podem ser úteis na compreensão da relação complexa entre temperabilidade, microestrutura e propriedades mecânicas de metais de solda de alta resistência. Em seus estudos, Ramirez [12] encontrou uma boa correlação entre o carbono equivalente e a resistência de metais de solda que apresentavam limites de escoamento entre 450 e 1030 MPa. Ainda segundo este autor [12,13], para valores de carbono equivalente superiores a 0,47, observa-se a formação de constituintes de baixa temperatura de transformação, incluindo a martensita. Concordante com estas airmações, Talas [14] também conclui que as equações envolvendo o Ceq são adequadas para predição das propriedades de tração de metais de solda. No entanto, não fornecem boas estimativas para propriedades de impacto e microestruturais. A literatura envolvendo metais de solda de alta resistência aborda esta questão com ênfase na importância da velocidade de resfriamento para a formação de uma microestrutura adequada. De fato, vários autores [13, 15-18] comentam que nesta faixa de resistência, a microestrutura é constituída de uma mistura de ferrita acicular, martensita e bainita, podendo ocorrer grandes variações na proporção de cada constituinte em função da velocidade de resfriamento. Logo, para estes metais de solda, não é surpreendente que a velocidade de resfriamento tenha uma forte inluência nas propriedades mecânicas. Adicionalmente, não se pode deixar de considerar o fato que os corpos-de-prova para os ensaios de impacto que apresentam 10 mm de espessura são constituídos de diversas regiões submetidas a múltiplos, complexos e variados ciclos térmicos, que podem gerar microestruturas diferentes nestas diferentes regiões, razão pela qual também se comtempla o percentual de reaquecimento na ponta do entalhe, quando da análise da relação tenacidade-microestrutura.
Uma última questão de importância envolve a obrigatoriedade de realização do TTAT para a soldagem das estruturas navais como as estudadas no presente trabalho, sendo que alguns trabalhos prévios mostraram uma queda da tenacidade com o TTAT em função de precipitação de carbetos nos contornos de grão [19-24]. No entanto, estudo recente que utilizou o mesmo consumível para a soldagem GMAW [25], também obteve uma melhoria da tenacidade ao impacto do metal de solda após a realização do TTAT, caracterizando que este tratamento não tende a gerar efeitos nocivos para o metal de solda com a composição utilizada.
Todas estas questões acima elucidadas foram consideradas
na seleção do consumível para a soldagem pelo processo GMAW no presente trabalho, o que permitiu a obtenção de valores de tenacidade satisfatórios, experimentando inclusive, um aumento signiicativo após a execução do TTAT (Fig.5). Isto foi consequência do revenimento da microestrutura presente (Fig.14), estando de acordo com as airmações de Keehan et al. [18] de que a melhor microestrutura do metal depositado é uma mistura de bainita e martensita, porque esta permanecerá ina após o revenido. De maior importância no escopo do presente trabalho, foi notar que elevados valores de energia absorvida foram mantidos mesmo para temperaturas da ordem de -40°C e que estes resultados foram similares aos obtidos com o processo eletrodo revestido, assim ratiicando as airmações anteriores da possibilidade de utilização do processo GMAW em substituição a este último, também em relação às propriedades do metal de solda, mesmo considerando o menor número de passes (Tab.1).
5. Conclusões
Do exposto no transcurso do presente trabalho, pode-se concluir que:
a) A soldagem de juntas de aço HY-80 pelo processo de soldagem GMAW propicia propriedades mecânicas satisfatórias e similares às obtidas com o processo eletrodo revestido;
b) O metal de solda é região crítica da junta soldada de aço HY-80, mas permite a obtenção de elevados valores de tenacidade ao impacto mesmo para temperaturas da ordem de -40°C para a soldagem pelo processo GMAW;
c) O TTAT promoveu uma melhoria na tenacidade ao impacto, tanto do metal de solda quanto da ZTA;
d) O processo GMAW pode ser uma alternativa interessante para a soldagem de estruturas navais em substituição ao processo eletrodo revestido, visto propiciar propriedades mecânicas equivalentes com uma produtividade superior.
6. Agradecimentos
Os autores agradecem às Instituições pelo apoio prestado na execução do presente trabalho: CEFET/RJ, ESAB, CNPq e FINEP.
7. Referências
[1] YUE, X.; LIPPOLD, J.C. Evaluation of Heat-Affected Zone Hydrogen-Induced Cracking in Navy Steels, Welding Journal, USA, v.92, n.1, p.20s-28s, Jan., 2013.
[2] CAVALCANTI, J.R.S.; MORAES, M.M. Soldagem do aço HY-80 para a construção de submersíveis, IN: CONGRESSO NACIONAL DE SOLDAGEM, 130, 1987, São Paulo, Anais...,
São Paulo:Brasil, 1987, p.17-32.
[3] ROEPKE,C.; LIU,S. Hybrid Laser Arc Welding of HY-80 Steel, Welding Journal, USA, v. 88, n.8, p.159s-167s, Aug., 2009.
Welding, Part 2, Houston, 2012, 398p.
[9] MARQUES, P.V.; MODENESI, P.J. Algumas equações úteis em soldagem, Soldagem e Inspeção, Brasil, v. 19, n.1, p.91-102, 2014.
[10] LINS JUNIOR, A.S., Avaliação das propriedades mecânicas de juntas soldadas de aço HY-80: 2013. 92p. Dissertação (Mestrado) – PPEMM, CEFET/RJ, Rio de Janeiro.
[11] SÁ, A.L.C. Análise Microestrutural e de Propriedades Mecânicas de um Aço do Tipo HY-80 com os Processos Eletrodo Revestido e Arame Tubular: 1999.120p. Dissertação (Mestrado) – COPPE-UFRJ, Rio de Janeiro.
[12] RAMIREZ, J.E., Examining the Mechanical Properties of High-Strength Steel Weld Metals, Welding Journal, USA, v.88, n.1, p.32-38, Jan., 2009.
[13] RAMIREZ, J.E., Characterization of high strength steel weld metals, chemical composition, microstructure and nonmetallic inclusions, Welding Journal, USA, v. 87, n. 3, p.65s-75s, Mar., 2008.
[14] TALAS, S. The assessment of carbon equivalent formulas in predicting the properties of steel weld metals, Materials & Design, v.31, p.2649-2653, 2010.
[15] SVENSSON, L.E. Consumables for Welding High Strength Steels, Svetsaren, Sweden, vol.54, n. 1-2, p. 29-33, Jan., 1999. [16] LORD, M.; JENNINGS, G. Effect of interpass temperature on properties of high-strength weld metals, Svetsaren, Sweden, vol.54, n.1-2, p.53-58, Jan.1999.
[17] KARLSSON, L.; KEEHAN,E.; ANDREN, H.O.; BHADESHIA, H.K.D.H. Development of high strength steel weld metals –potential of novel high-Ni compositions, In: Eourojoin, 5, 2004, Viena. Proceeedings…Austria, 2004, p.1-8. [18] KEEHAN, E., ZACHRISSON, J. KARLSSON, L. Inluence of cooling rate on microstructure and properties of high strength steel weld metal, Science and Technology of Welding and Joining, vol.15, n.3, p.233-238, April, 2010.
[19] GOMES, A.J.M.; SOUZA, L.F.G.; BOTT, I.S.; JORGE, J.CF. Inluence of chemical composition and post welding heat treatment on the microstructure and mechanical properties of high strength steel weld metals, Materials Science Forum, v.758, p.21-32, 2013.
[20] JORGE, J.C.F., FARAGASSO, S.M., SOUZA, L.F.G., BOTT, I.S. Efeito do tratamento térmico pós-soldagem nas propriedades mecânicas e microestruturais de metal de solda de aço de extra alta resistência para utilização em equipamentos de ancoragem, Soldagem e Inspeção, Brasil, v. 18, n.2, p.137-148, 2013.
[21] FARRAR, R.A.; TAYLOR, L.G.; HARRISON, E.M.; Effect of stress-relieving on fracture properties of submerged
DE PRESSÃO, 80, 1994, Gramado, Anais..., Gramado:Brasil,
1994, p.315-324.
[24] PINHEIRO, M.M.; JORGE, J.C.F.; SOUZA, L.F.G.; BOTT, I.S. Efeito do preaquecimento e tratamento térmico pós-soldagem nas propriedades de metal de solda de alta resistência obtidos por arame tubular tipo metal cored, IN: CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO, 70,
2013, Penedo, Anais..., Penedo:Brasil, 2013, p.1-11.
[25] LINS JUNIOR, A.S.; JORGE, J.C.F.; SOUZA, L.F.G. Avaliação das propriedades mecânicas de metal de solda de aço de alta resistência obtido pelo processo GMAW para aplicação em componentes de sistemas de ancoragem, IN: CONGRESSO INTERNACIONAL DA ABM, 690, 2014, Rio de Janeiro,
![Tabela 1. Limites permitidos para preaquecimento e aporte térmico segundo a norma MIL 1688 [5].](https://thumb-eu.123doks.com/thumbv2/123dok_br/17950758.302674/2.892.474.840.501.671/tabela-limites-permitidos-preaquecimento-aporte-térmico-segundo-norma.webp)