i
Universidade Federal de M inas Gerais
Instituto de Ciências Exatas
Departamento de Química
Fabiana Pereira De Sousa
Produção De Biodiesel: Desenvolvimento de M etodologias Alternativas
De Quantificação e Síntese de Catalisadores a Base de Óxido de Zinco.
ii
UFM G-ICEx/ DQ. 867ª
D. 499ª
Fabiana Pereira De Sousa
Produção de biodiesel: Desenvolvimento de metodologias alternativas
de quantificação e síntese de catalisadores a base de óxido de zinco.
Dissert ação apresent ada ao Depart am ento de
Química do Inst itut o de Ciências Exat as da
Universidade Federal de M inas Gerais, como
requisito parcial para obt enção do grau de
M est re em Química – Físico- Quím ica.
iii
Sousa, Fabiana Pereira de
Produção de biodiesel: desenvolvimento de metodologias alternativas de
quantificação e síntese de catalisadores a base de óxido de zinco / Fabiana Pereira de
Sousa. 2011.
xi, 104 f. : il.
Orientadora: Vânya Márcia Duarte Pasa.
Dissertação (mestrado) – Universidade Federal de
Minas Gerais. Departamento de Química.
Inclui bibliografia.
1. Físico-química - Teses 2. Biodiesel – Teses 3.
Análise térmica – Teses 4. Catalisadores – Teses 5.
Viscosidade - Teses I. Pasa, Vânya Márcia Duarte,
Orientadora II. Título.
i
Agradecimentos
Aos meus pais pelo apoio incondicional e por sempr e me incent ivar com os
est udos, ao meu irmão pelas piadinhas, sem graça, diga-se de passagem.
Às minhas gr andes amigas Aline, por compart ilhar moment os de alegrias e d e
desesper o e por me dar sempr e um bom mot ivo para uma boa gargalhada, a Geisa, por seus
conselhos mat ernos propor cionando sempre um grande confort o, a Lígia, pelos moment os de
cumplicidade.
Ao Salomão, pelos mom ent os de dança nos corr edor es do DQ, de química e d e
cumplicidade, ao meu amigo Leonardo pelos mom ent os de alegria, aos meus amigos da PB e
At a-me pelos moment os de descont ração.
Ao Diego, por t er est ado comigo nesse ult imo semest re m e dando apoio,
carinho e muit o amor.
À minha orient adora Vânya Pasa, pela orient ação e por sempr e m e mot ivar
nos moment os difíceis. Acredit o que eu t enha muit o a aprender com est a grande mulher, que
sempr e “ met e os peit o” e segue adiant e não deixando dos “ prat os caírem” .
À equipe LEC, por sempr e me ajudarem com muit a boa vont ade, em especial
Eder, Cássio, Daniela e Raquelzinha que sempr e me ajudaram com muit o carinho, a Rosangela
pelas conversas, a equipe de gest ão (Carol, M arcelo e Raquel) por sempre viabilizar as
ii
M ilene pelas ajudas t écnicas e principalment e pela amizade.Aos professores Wagner M ussel, Paulo Br andão e José Domingos pela
inest imável cont ribuição ao t rabalho com disposição e compet ência.
Ao professor Peixe, pela enor me cont ribuição nest e t rabalho, em u m
mom ent o decisivo para a quant ificação de biodiesel usando a RM N.
À professora Irene, pela r ealização das Análises Tér m icas, sempr e com muit a
gent ileza.
À professora Isabel pelas conversas e pelo apoio
À Carol, ao Gust avo e à Silvinha por bot ar em a “ mão na massa” m e ajudando
com os experiment os sempre com muit o carinho e dedicação.
Agradeço a Deus pelas pernas que m e fizeram chegar at é aqui, pelos olhos que
me fazem enxer gar adiant e e por t er colocado pessoas t ão especiais no meu caminho.
Enfim, agradeço a t odos que de alguma maneira cont ribuiram para que eu
chegasse at é aqui.
iii
Resumo
Os catalisadores mais utilizados para a síntese de biodiesel são os homogêneos
alcalinos, devido a maior velocidade que conferem à reação e maiores rendimentos,
não exigindo elevadas pressões, temperaturas e razões molares álcool:óleo. Contudo
este tipo de catálise exige etapas de lavagem para a purificação do biodiesel a fim de
retirar os resíduos de catalisador. Esta lavagem, em escala industrial, gera uma
grande quantidade de efluente que precisa ser tratado antes de ser descartado,
deixando assim o processo oneroso. Neste contexto, a catálise heterogênea tem
ganhado grande destaque para a síntese de biodiesel. No presente trabalho, foram
sintetizados, caracterizados e testados catalisadores a base de ZnO para síntese de
biodiesel. Dentre os catalisadores testados, o Ba/ZnO comercial foi o que
apresentou melhor eficiência, com conversões acima de 96%, a razão molar óleo:
álcool 1:12, por 2horas, sob refluxo e agitação magnética. Paralelamente, formam
desenvolvidas técnicas analíticas para a quantificação de ésteres alquílicos, sendo
que a viscosimetria mereceu destaque por ter se mostrado eficiênte, com erros da
ordem de 3% em relação a CG, e por se tratar de uma metodologia barata e portátil.
Palavras chave: Biodiesel, Catálise Heterogênea, Catalisadores, Viscosimetria,
iv
Abstract
The most commonly used catalysts for the synthesis of biodiesel are the
homogeneous alkaline catalysts, due to faster reaction and which give higher
yields, not requiring high pressures, temperatures and molar ratios alcohol: oil.
However this type of catalysis requires washing steps for the purification of
biodiesel in order to remove residual catalyst. This wash on an industrial scale, it
generates a large amount of effluent that must be treated before being discarded,
leaving the costly process. In this context, heterogeneous catalysis has gained
great prominence for the synthesis of biodiesel. In this study, were synthesized,
characterized and tested ZnO based catalysts for synthesis of biodiesel. Among the
catalysts tested, the Ba / commercial ZnO showed the best efficiency, with
conversions above 96%, the molar ratio of oil: ethanol 1:12, for 2 hours under reflux
and magnetic stirring. In parallel, form developed analytical techniques for the
quantification of alkyl esters, and the viscometry was highlighted because it was
efficient, with errors of around 3% compared to CG, and because it is an
inexpensive
and
portable
method.
v
Lista de Abreviatura s
ANP Agencia Nacional do Pet róleo, Gás Nat ural e Bicombust íveis
DTG Derivada da curva de per da de massa em função da t emperat ura
FID Det ect or de inonização de chama
FM Fase M óvel
FTIR Espect roscopia de Inf raverm elho com Tr ansfor mada de Fourier
GC Cromat ografia a Gás
GPC Cromat ografia de Permeação em Gel
HPLC Cromat ografia Líquida de Alt a Performance
NIR Espect roscopia de Inf raverm elho Próximo
RM N 1H Espect roscopia de Ressonância M agnét ica de Hidrogênio
TG Ter mogravim et ria
TGA Análise t ermogravimét rica
VA Análise Viscosimét rica
vi
Estruturação da Dissertação
Est a dissert ação const ará de seis capít ulos, sendo o capit ulo 1 uma int rodução
apresent ando a r elevância do est udo, conceit os fundament ais para que o leit or acompanhe o
t rabalho realizado, bem como os objet ivos da disser t ação. No capit ulo 2 serão apresent adas as
condições experim ent ais usadas para o desenvolviment o do t rabalho experim ent al. No
capit ulo 3 serão apr esent ados os result ados ref er ent es ao desenvolviment o de m et odologias
alt ernat ivas para a quant ificação de ést eres alquílicos nas reações de t r ansest erif icação. No
capit ulo 4 serão apresent ados os result ados das sínt eses dos cat alisadores a base do óxido de
zinco, com a car act erização dos mesmos, além dos result ados dos t est es de efici ência dos
cat alisadores het erogêneos ut ilizados nas r eações de t ransest erificação. O capit ulo 5
apresent a as conclusões gerais da dissert ação e sugest ões de t rabalhos fut uros. Por fim, t
vii
Sumário
1-
Introdução ... 1
1.1-
Histórico ... 1
1.2-
Relevância Ambiental, Social e Econômica do Biodiesel ... 4
1.3-
Matérias-primas ... 7
1.4-
Processo de produção ... 11
1.5-
Biodiesel - Aspectos Químicos ... 13
1.5.1 - Catalisadores ... 18
1.5.1.1 – Catalise homogênea... 18
1.5.1.2- Catálise Heterogênea ... 20
1.6- Uso da Cat álise Het erogênea para a Sínt ese de Ést er es Alquílicos ... 24
1.7- M at eriais Nano-est rut urados ... 27
1.8- M et odologias de Avaliação de Teor de Ést eres Alquílicos nos Produt os das Reações de Trasest erificação ... 30
1.9- Objet ivos ... 34
2- Part e Experim ent al 36 2.1- Procediment os para Uso da Ter mogravim et rfia e Viscosim et ria com o M et odologias Alt ernat ivas para Avaliação do Teor de Ést er es Alquílicos ... 36
2.1.1- M at eriais ... 37
viii
2.1.1.b- Amost ras paraTest es das Curvas Analít icas ... 38
2.1.2- Análise por Cromat ografia a Gás (CG) ... 39
2.1.3- Análise por t ermograf im et ria (TA) ... 40
2.1.4- Est udo da Análise Viscosimét rica (VA) ... 40
2.1.5- Quant if icação de Ést eres M et ílicos por RM N de ¹H ... 40
2.2- Procedim ent os Experiment ais para Sínt ese e Caract erização dos Cat alisadores a Base de ZnO 41 2.2.1- Preparo do Cat alisador Ba/ ZnO Com ercial ... 42
2.2.2- Preparo do cat alisador Ba/ ZnO Nanoest rut urado ... 43
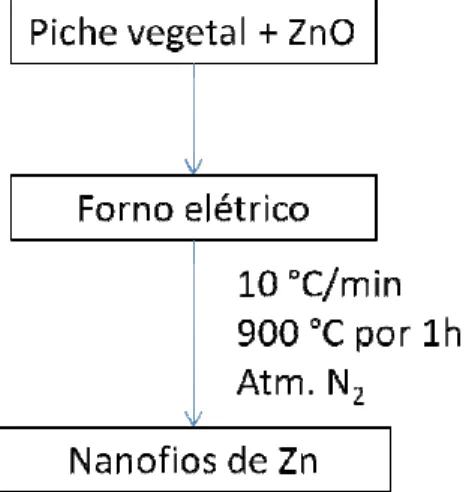
2.2.2.1- Obt enção dos Nanofios de Zinco ... 44
2.2.2.2- Oxidação dos Nanofios de Zinco ... 46
2.2.2.3- Processo de Sínt ese do Cat alisador Ba/ ZnO Nanoest rut urado 2.3- Reações de Transest erificação para sínt ese de Biodiesel via Cat álise Het erogênea 47 2.4- Técnicas de Caract erização dos Cat alisadores ... 49
2.4.1- Análise Termogravimét rica (TG) ... 49
2.4.2- Difração de Raios X ... 49
2.4.3- M icroscopia Elet rônica de Varredura ... 51
2.4.4-Fluorescência de Raios X... 52
ix
3.1- Result ados e Discussão ... 54
3.1.1- Result ados Cromat ográficos ... 55
3.1.2- Result ados Ter mogravim ét ricos ... 56
3.1.3- Result ados obt idos por Viscosimet ria ... 61
3.2- Conclusões ... 64
4- Caract erização dos Cat alisadores ZnO com ercial, ZnO nano, Ba/ ZnO com ercial e Ba/ ZnO nano, Avaliação do Cat alisador Ba/ ZnO comercial Usando o Óleo de M acaúba como M at éria-prima e Test es Comparat ivos ent r e os cat alisadores ZnO comer cial, ZnO nano, Ba/ ZnO comercial e Ba/ ZnO nano ... 66
4.1- Caract erização dos cat alisadores ... 66
4.1.1- Óxido de Zinco Comercial ... 66
4.1.2- Óxido de Zinco Obt ido At ravés da Oxidação dos Nanofios de Zinco M et álico ... 69
4.1.2.1- Caract erização dos Nanof ios de Zinco ... 70
4.1.2.2- Caract erização do Óxido de Zinco Obt ido At ravés da Oxidação dos Nanofios de Zinco M et álico ... 73
4.1.3- Cat alisador Ba/ ZnO Com er cial ... 76
4.1.4- Cat alisador Ba/ ZnO Nanoeseet rut urado ... 80
x
4.3- Test es Comparat ivos para Averiguar a Eficiência dos Cat alisadores ZnO com er cial,ZnO nano, Ba/ ZnO com er cial, Ba/ ZnO nano ... 90
4.4- Conclusões ... 93
5- Conclusões Gerais ... 96
1
1-
Introdução
1.1-
Histórico
Desde os prim órdios da humanidade, os recursos energét icos t êm sido
fundam ent al para o desenvolvim ent o humano. O prim eiro grande r ecurso, ainda no t empo das
cavernas, foi à queima da madeira, conhecida como a “ Era da Lenha” .
Com o passar do t empo, a população foi aument ado e suas necessidades
foram ficando cada vez maior es, dessa forma, a descobert a das font es energét icas de origem
mineral const it uiu um marco na hist ória conhecida como a “ Era do Carvão” que perdurou por
muit os séculos.
Em m eados do século XVIII, as pessoas começaram a se organizar para
produzir em larga escala, t al acont eciment o f oi hist oricament e nomeado como “ Revolução
Indust rial” . A part ir daquele moment o, a demanda por ener gia aum ent ou de maneira ímpar.
Just ament e nest a época, surge uma font e energét ica ext remam ent e promissora: o pet róleo.
Rapidam ent e, o pet róleo, que chegou a ser chamado de “ ouro negro” , t
ornou-se a principal font e ener gét ica mundial, const it uindo, assim, a “ Era do Pet róleo” . Cont udo, o
2
Em 1973, surge a primeira grande crise do pet róleo, que culminou num agrande pr eocupação mundial, a part ir daquele moment o, o mundo passou a concent rar
esf orços para superar a grande crise. Est es esfor ços consist iram, basicament e, em racionar
energia e procurar por font es ener gét icas alt ernat ivas.
Naquele mom ent o, o Brasil saiu à frent e propondo um biocombust ível advindo
de biomassa capaz de subst it uir a gasolina, o et anol hidrat ado. O pr ograma foi bat izado de
“ PROALCOOL” . A mot ivação inicial para o uso do álcool como combust ível foi à crise do
mer cado int ernacional do açúcar, o que direcionou boa part e da produção da cana-de-açúcar
para a fabricação de álcool combust ível.
O PROALCOOL t eve, inicialment e, um grande incent ivo do gover no brasileiro,
que of er eceu subsídios às usinas de álcool e açúcar. As grandes mont adoras inst aladas no
Brasil com eçaram, ent ão, a produzir carros com dois t ipos de mot or es: à álcool e a gasolina. O
primeiro carro com a versão de mot or a álcool foi o Fiat 147, lançado em 1978. Os brasileiros
reagiram bem à mudança, de t al forma que, em meados da década de 80 mais de 90% dos
caros vendidos eram movidos a álcool (Holanda, A. 2004). Os baixos preços pagos aos
produt or es de álcool, associados à queda no preço do barril de pet róleo a part ir de 1986,
levaram o grande insucesso do programa (ht t p:/ / w w w .biodieselbr.com/ proalcool/
pro-alcool.ht m, acessado em 29 de maio de 2010). Cont udo, ent r e muit os err os e acert os, o
PROALCOOL, apresent ou um saldo posit ivo ao dem onst rar a pot encialidade brasileira em
relação aos recursos advindos de biomassa. Porém, infelizment e, o álcool dest inava-se apenas
a veículos leves (Par ent e, J.E.S: 2004). At ualment e, o álcool pode ser usado em ônibus, quando
3
Por out ro lado, boa part e do t ransport e rodoviário é basicament e movido adiesel, combust ível derivado da dest ilação do pet r óleo, por ist o, é de suma import ância que se
est ude alt ernat ivas para a subst it uição dest e combust ível. Desde os pr imórdios da criação do
mot or diesel, já se sabia que ele f uncionaria usando óleos veget ais brut os (Knot he, G.; Krähl, J.;
Gerpen, J.V.; Ramos, L.P .: 2007), t odavia esses óleos t raziam t ambém uma série de malef ícios
para o mot or, em conseqüência de sua alt a viscosidade.
No f inal da década de 70, inúmeros congr essos cient íficos e t ecnológicos
acont eceram com o int uit o de of erecer novas alt er nat ivas energét icas que fossem capazes d e
subst it uir as f ont es de ener gia advindas da dest ilação do pet r óleo, sendo que a principal delas
ocorreu em 1978, em Fort aleza, onde se r euniram aut oridades nacionais e int ernacionais de
pesquisas ligadas ao uso da biomassa como font e ener gét ica, ent r e eles, o pr emio Nobel de
química, M elvin Calvin.
Em meio às inúm eras alt ernat ivas de combust íveis par a moviment ar um mot or
a diesel apr esent adas, a mais int eressant e foi o biodiesel. De maneira análoga ao PROALCOOL,
o governo f ederal lançou o programa PRODIESEL em 30 de out ubro de 1980 no Cent ro de
Convenções de Fort aleza.
Em 1980, surge a primeira pat ent e mundial PI 8007957 pela invenção do
biodiesel o do querosene de aviação, est a pat ent e foi requerida ao INPI pelo professor José
Expedit o Sá Par ent e, e acabou ent rando em domínio público pelo t empo e desuso (Par ent e, J.
E. S:2004). O f im da produção experim ent al do óleo diesel veget al se deu, dent r e muit os
4
M ais de duas décadas depois, o governo federal inst it uiu o ecodiesel. Oecodi esel consist e em uma mist ura de diesel mineral e biodiesel (Par ent e,J. E.S.:2004). Ent re
2005 e 2007 o governo aut or izou a mist ura de 2% de biodiesel no diesel convencional, em
2008 t ornou-se obrigat ória em t odo o país a mist ura B2, onde se t em 98% de diesel mineral e
2% de biodiesel. At ualment e, o per cent ual de biodiesel a mist ura cresceu para 5%, que é o
percent ual at ual. Com est a medida o Brasil passou a ser um dos maiores produt ores mundiais
de biodiesel, est imulando a inst alação de diversas usinas produt oras dest e combust ível e
capacit ando vários laborat órios nacionais para sua cert ificação.
1.2-
Relevância Social, Ambiental e Econômica do Biodiesel
Um dos fatores determinantes que medem o poder e a influencia de uma
nação são seus recursos energéticos. O Brasil possui uma alta capacidade agrícola, o
que viabiliza a produção de combustíveis advindos de biomassa, tal como o biodiesel.
Além do fator político-econônico, o uso de combustíveis produzidos a partir de óleos
vegetais causa uma redução considerável dos gases emitidos pelos motores do ciclo
diesel (Knothe, G.; Krähl, J.; Gerpen, J.V.; Ramos, L.P .: 2007).
Sabe-se, também, que a queima dos derivados de petróleo é uma das
principais responsáveis pela poluição do ar nas grandes cidades. Para tentar minimizar
os efeitos nocivos da combustão desses combustíveis, muitos países vêm adotando os
combustíveis ditos “limpos”, ou misturas de biocombustíveis com seu análogo de
origem fóssil. Na União Européia, U. E, por exemplo, a legislação ambiental
estabeleceu em 2005 que pelo menos 2% de todo combustível consumido deveria ser
5
O Brasil é considerado um grande pioneiro na produção e utilização de
biocombustíveis, sendo assim, um forte destaque no cenário mundial. Já em 2001,
35,9% de toda energia utilizada no país era renovável, enquanto que no mundo esse
valor era de 13,5%. Nos Estados Unidos apenas 4,3% de toda energia fornecida era de
origem renovável (Holanda, A.: 2004).
O Biodiesel, assim como o etanol proveniente da cana-de-açúcar,
possibilita que se estabeleça um ciclo fechado de carbono no qual boa parte do CO
2produzido pela queima do combustível é absorvido pela planta através do processo de
fotossíntese, conforme mostrado na figura 1.1. Este ciclo fechado contribui para a
redução do efeito estufa, evitando as mudanças climáticas, tão danosas ao nosso planeta.
Figura 1.1: Ciclo do carbono (Figura adaptada: ht t p: / / pl ant abio. com. br / wp/ ?p=31,
6
Para se ter uma idéia da importância desta contribuição ressalta-se que o
uso do Biodiesel pode reduzir em até 78% as emissões líquidas de CO
2. Além disso, o
biodiesel é completamente livre do enxofre, um dos grandes responsáveis pela chuva
ácida, e reduz significativamente a emissão de outros poluentes, conforme mostrado na
tabela 1.1.
Tabela 1.1: Redução das emissões do Biodiesel comparadas às do Diesel mineral.
A pr odução mundial de biodiesel encont ra-se cent ralizada em usinas de
grande escala, ent r et ant o, exist e um grande int er esse em se pulverizar a produção para
pequenos produt or es, especialment e os produt or es ligados à agricult ura familiar. No Brasil,
um dos maior es produt ores de biodiesel (aproximadament e 2,4 bilhões de lit ros em 2010)
(ht t p:/ / w w w.anp.gov.br/ , acessado em 10 de junho de 2010)há um programa governament al
denominado Selo Combust ível Social, em que foram implement ados um conjunt o de m edidas
para est imular o uso de oleaginosas provenient es da agricult ura familiar. Est e programa visa
est imular a geração de empr ego e r enda no campo, com a descent ralização da pr odução de
7
de biodiesel em usinas de pequena escala próximas à produção das oleaginosas, minimizandoassim cust os com t ransport e.
1.3-
Matérias-prima
As mat érias-primas par a a produção de biodiesel são os óleos veget ais,
gordura animal e óleos e gorduras r esiduais. Est es óleos e gorduras são compost os
basicament e de t riglicerídeos, ést er es de glicerol e ácidos graxos.
Figura 1.2: Exemplo de um t riglicerídeo compost o pelos seguint es ácidos graxos (de cima para
baixo): palmít ico, oléico e alfa-linolênico (ht t p:/ / pt .wikipedia.org/ w iki/ Triacilglicer ol, acessado
em 21 de julho de 2011).
Ent r e as gorduras animais, o grande dest aque é o sebo bovino, seguido dos
óleos de peixe, óleo de mocot ó e banha de por co. Os óleos residuais result ant es de
processam ent o dom ést ico, com ercial e indust rial t am bém podem ser ut ilizados como mat
éria-prima para a produção de biodiesel, cont udo é necessário um est udo elaborado que garant a a
8
Ent r e os óleos veget ais, dest aca-se a soja. Isso, principalment e, pelo f at o de jáhaver uma infraest rut ura agrícola muit o bem est abelecida para est a leguminosa, cerca de 90%
de t oda produção de óleo do Brasil provém dessa oleaginosa (Holanda, A.:2004). Porém ,
exist em várias out ras possibilidades, dent r e elas, as de grande pot encial são: baga de mamona,
polpa do dendê, sem ent e de girassol, caroço de algodão, grão de am endoim, sem ent e de
canola, sem ent e de maracujá, sem ent e de linhaça, sem ent e de t omat e e de nabo f or rageiro
(Cost a, M . A.; Silva, P. S. C.; Valle, P. W. P. A.: 2009), polpa e am êndoa de macaúba, dent r e
out ros.
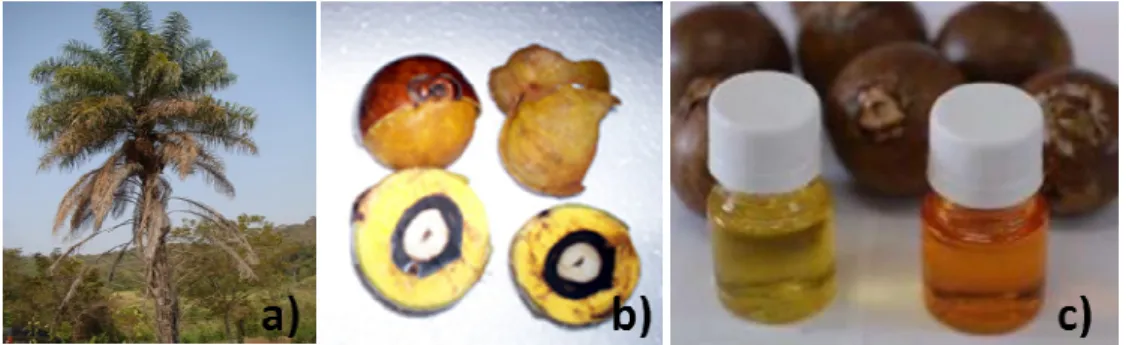
A macaúba (Acrocomia aculeat a) é uma oleaginosa que merece uma at enção
especial. Trat a-se de uma palm eira encont rada de forma dispersa nas r egiões nordest e e
sudest e do Brasil, porém com maior concent ração nos est ados de Goiás de M inas Gerais. É
uma promissora font e de óleo para a indúst ria de aliment os, cosmét ica e de com bust íveis,
resist ent e a pragas e a variações climát icas, sendo mais comum em r egiões de cerrado
(ht t p:/ / w w w.sna.agr.br / artigos/ 682/ ALAV682-macauba.pdf, acessado em 21 de julho de
2011).
Um aspect o de grande r elevância ao uso da macaúba para a produção de
biodiesel é seu alt o pot encial econômico de apr oveit am ent o, ist o porque, além do óleo, as
part es fibrosas podem ser usadas para a produção de ração animal e a casca da amêndoa pode
se t ornar um carvão de excelent e qualidade (Andrade, M .H.C.: 2006).
A capacidade de produção de uma macaubeira é muit o boa, girando em t or no
de 4 mil a 6 mil kg/ há de óleo, sendo comparável à pr odut ividade do dendê que é de 6 mil
9
nat ivas. Seus frut os com eçam a apar ecer ent r e quat r o e seis anos, sendo pr odut iva por cer cade 25 anos. Assim, a expect at iva é de que, quando o a cult ivo de macaúba est iver bem
est abelecido, a produt i vidade da macaúba super e a do dendê
(ht t p:/ / w w w .sna.agr.br/ artigos/ 682/ ALAV682-macauba.pdf, acessado em 21 de julho de
2011).
Figura 1.3: (a) M acaubeira, (b) Frut o ou coco, (c) Óleo da amêndoa e da polpa do frut o da
macaúba.
A composição média dos óleos de macaúba e de soja é descrito na
literatura e está apresentado na tabela 1.2 que se segue.
Tabela 1.2: composição média dos óleos de macaúba e soja.
Triglicerídeo
(%)
Óleo de macaúba (
Pimenta, T. V.: 2010)(%)
Óleo de soja
(
Vieira, F. C. V.:2005)
C14:0 (mirístico) 0,03 0,1
10
C16:1 (palmitoleico)
2,92-
C16:1 trans
0,05-
C17:0 (margárico)
0,05-
C17:1 (heptadecenoico) 0,08
-
C18:0 (esteárico)
2,89 3,2C18:1 (oleico)
64,41 22,3C:18:1 posicional
3,25-
C18:2 (linoléico)
8,82 54,5C18:3 (linolênico)
0,81 8,3C20:0 (araquídico)
0,16-
11
1.4-
Processo de produção
O processo industrial de produção do biodiesel por transesterificação
12
Figura 1.4: Et apas do preparo indust rial de Biodiesel (f igura adapt ada r et irada de Par ent e, J. E.S.: 2003).
De uma maneira mais geral, temos basicamente nove etapas no preparo
do biodiesel em escala industrial:
Preparo da matéria-prima: A matéria prima deve ser pouco ácida e
praticamente isenta de água. Assim, muitas vezes, é necessária uma lavagem com uma
base, como o hidróxido de sódio, para a neutralização do meio e uma posterior secagem
para a retirada de água.
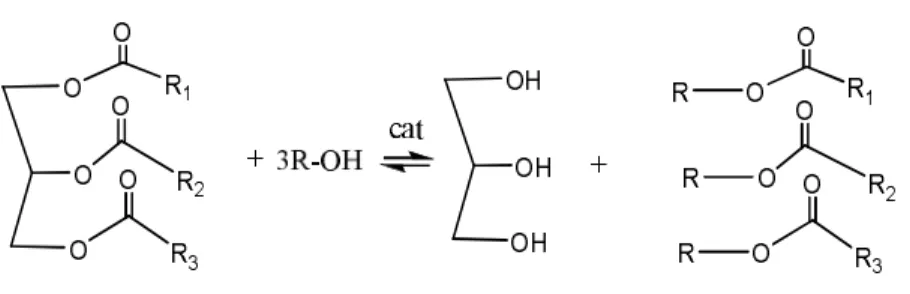
Reação de transesterificação: Esta é a etapa onde ocorre a trasformação
de triglicerídeos em ésteres alquílicos. A reação pode ser representada através da
seguinte equação química:
Figura 1.5: Reação de t ransest erificação de um t riglicerídeo com um álcool na presença de um
13
Separação de fases: Após a transesterificação, ocorre a separação de
duas fases, uma rica em glicerina e outra rica em ésteres alquílicos. A separação destas
duas fases é feita por decantação ou centrifugação.
Recuperação do álcool:
As fases ricas em glicerina e em ésteres, são submetidas
a um processo de evaporação, desta forma, separa-se o álcool e dos outros constituintes não
voláteis, em seguida os vapores são liquefeitos num condensador apropriado.
Purificação dos ést eres: Como a maior part e dos processos indust riais ut iliza cat alisadores básicos, é comum no processo de purificação do biodiesel, uma et apa de
neut ralização.
Este processo consiste basicamente em lavar a fase rica em ésteres com uma
solução ácida. Após a lavagem e a desumidificação, obtêm-se o biodiesel, o qual deverá ter suas
características enquadradas nas especificações das normas técnicas estabelecidas para o
biodiesel (Resolução ANP nº 7) como combustível para uso em motores do ciclo diesel.
1.5-
Biodiesel - Aspectos químicos
O biodiesel é considerado uma excel ent e alt er nat iva ao diesel pet roquímico,
ist o porque possui propriedades físico-químicas muit o próximas ao derivado f óssil (Fukuda, H.;
Akihiko A.; Noda, H.: 2001), o que conf ere ao biocom bust ível uma complet a equivalência com
o diesel de pet róleo, principalment e com o que diz r espeit o aos aspect os de combust ibilidade
em mot ores do ciclo a diesel. Por est a equivalência e pela t ot al miscibilidade ent r e o biodiesel
e o diesel, mist uras dest es dois combust íveis podem ser usadas em qualquer proporção. Est e
fat o é par t icularment e int er essant e, pois não são requeridas bombas especificas para os
abast eci ment os de biodiesel nem mot or es difer enciados dest inados ao uso de biodiesel e
14
Quimicament e, o biodiesel é uma mist ura de ést er es alinfát icos obt idos por
uma r eação de t ransest erif icação, em que, o t riglicerídeo, provenient e de óleos veget ais ou de
gordura animal, é colocado a r eagir com um álcool, usualment e m et anol ou et anol, para a
formação de ést er es alinfát icos e glicerina (Schuchar d, U.; et al: 1998; M archet t i, M . J.; et al
:2007; Sharma, C. Y.; et al: 2008) conforme most ra a figura 1.5.
A t ransest erificação t em como principal objet ivo r eduzir a viscosidade do óleo
empr egado, que é cer ca de dez vezes super ior a viscosidade do diesel. Se o óleo brut o for
ut ilizado diret ament e nos mot or es podem surgir uma série de pr oblemas como a diminuição
do desempenho m ecânico, f ormação de depósit os sólidos, t ravam ent o de peças móveis e
conseqüent es danos aos mot ores Diesel (M aziero; J.V.G.:2007).
A viabilidade t écnica de um combust ível para m ot ores a diesel podem ser
descrit as nos seguint es ít ens (Par ent e, J. E.S.: 2009):
a-
A combustibilidade, que pode ser entendida como o grau de
facilidade para se realizar a combustão em um equipamento da forma
desejada, de modo que haja produção de energia mecânica adequada.
Em motores diesel, a combustibilidade está relacionada ao calor
específico e ao índice de cetano do combustível. A viscosidade
cinemática e a tensão superficial também são propriedades
importantes que influenciam a qualidade da queima, uma vez que
15
b-
Índice de enxofre e hidrocarbonetos; estas características influenciam
diretamente nos impactos ambientais gerados na queima do
combustível.
c-
A longevidade do motor e de outros sistemas ao entorno, pode ser
influenciado pela lubricidade e pela corrosividade do combustível
usado. O biodiesel atua aumentando a lubricidade do diesel fóssil, o
que é um aspecto positivo.
d-
As características físico-químicas dos biodieseis são semelhantes
entre si, independente da matéria-prima e do agente de
transesterificação (etanol ou metanol).
A Agencia Nacional de Pet ról eo, Gás nat ural e Biocombust íveis, ANP, em sua
resolução ANP n° 7/ 2008 est abelece as especificações t écnicas para o biodiesel brasileiro,
nest a r esolução, est ão especificadas vint e e duas caract eríst icas que o biodiesel deve
apresent ar para a com ercialização no país. Dent r e elas, dezenove possuem limit e de aceit ação,
confor me most ra a t abela 1.3.
Tabela 1.3: Especificações brasileira para o biodiesel (Resolução ANP n° 7: 2008).
CARACTERÍSTICA UNIDADE LIM ITE M ÉTODO
ABNT NBR ASTM D EN/ ISO
Aspect o - LII (1) - - -
M assa específica a 20º C
kg/ m³ 850-900 7148 14065
1298 4052
EN ISO 3675 -
16
Viscosidade Cinemát ica a 40º C
mm²/ s 3,0-6,0 10441 445 EN ISO 3104
Teor de Água, máx. mg/ kg 500 - 6304 EN ISO 12937
Cont aminação Tot al, máx.
mg/ kg 24 - - EN ISO 12662
Pont o de f ul gor, mín. º C 100,0 14598 93 EN ISO 3679
Teor de ést er , mín % massa 96,5 15764 - EN 14103
Resíduo de carbono % massa 0,050 15586 4530 -
Cinzas sulfat adas, máx. % massa 0,020 6294 874 EN ISO 3987
Enxofre t ot al, máx. mg/ kg 50 - -
5453 -
EN ISO 20846 EN ISO 20884 Sódio + Pot ássio, máx. mg/ kg 5 15554
15555 15553 15556
- EN 14108
EN 14109 EN 14538
Cálcio + M agnésio, máx.
mg/ kg 5 15553
15556
- EN 14538
Fósforo, máx. mg/ kg 10 15553 4951 EN 14107
Corr osividade ao cobr e, 3h a 50 º C, máx.
- 1 14359 130 EN ISO 2160
Núm ero de Cet ano - Anot ar - 613
6890 (6)
17
Pont o de ent upim ent o de filtro a frio, máx.
º C 19 (7) 14747 6371 EN 116
Índice de acidez, máx. mg KOH/ g 0,50 14448 -
664 -
-
EN 14104 (8)
Glicerol livre, máx. % massa 0,02 15341 15771 15341 15771 - - 6584 (8) - -
EN 14105 (8) EN 14106 (8)
Glicerol t ot al, máx. % massa 0,25 15344 -
6584 (8) -
-
EN 14105 (10)
M ono, di, t riacilglicerol (5)
% massa Anot ar 15342 15344
6584 (8) - -
EN 14105 (8)
M et anol ou Et anol, máx.
% massa 0,20 15343 - EN 14110
Índice de Iodo g/ 100g Anot ar - - EN 14111
Est abilidade à oxidação a 110º C, mín.
18
1.5.1- Catalisadores
Para que uma reação química ocorra espontaneamente, é necessário que o
produto formado tenha uma termodinâmica favorável, ou seja, um
G menor que zero.
Contudo, em muitos casos, apesar de haver um
G negativo, o processo não apresenta
uma cinética favorável, o que implica em um tempo de reação tão grande que pode
inviabilizar a mesma.
Esse problema cinético ocorre devido à alta energia de ativação
necessária para a formação dos produtos da reação. Desta forma, torna-se necessária a
busca por mecanismos alternativos que diminuam a energia de ativação do processo,
viabilizando assim a reação de interesse. Uma importante metodologia capaz de
produzir este efeito é a adição de uma substância ao meio reacional que altera o
mecanismo da reação de tal maneira que ao final do processo de síntese, a substância
adicionada é restaurada, a esta substancia é dado o nome de catalisador.
Os catalisadores podem ser divididos em dois grandes grupos:
homogêneos e heterogêneos.
19
Na cat álise homogênea o cat alisador se mist ura ao meio reagent e. Dest aforma, a reação ocorr e em uma única fase. A principal vant agem dest e t ipo de cat álise é a sua
alt a selet ividade. Cont udo, est es cat alisadores possuem algumas desvant agens, t ais com o:
baixa est abilidade t érmica (decompõem-se a t emperat uras mais baixas do que os cat alisadores
het erogêneos) e a sua difícil separação dos produt os da reação pelo fat o de se encont rar em na
mesma fase.
Na produção de biodiesel, os cat alisadores mais ut ilizados são os hidróxidos
met álicos principalment e os hidróxidos de sódio e pot ássio. Trat a-se de uma cat álise efici ent e
para o biodiesel, uma vez que proporciona alt os rendiment os, e baixos cust os.
Grande parte dos processos industriais para produção de biodiesel
baseia-se na catálibaseia-se homogênea. A mais comum é a catálibaseia-se básica, isto porque possui
altíssimos rendimentos (superiores a 95 %) além de ser um processo pouco oneroso.
Também existem vários estudos a respeito da catálise ácida (Wang et al., 2007), porém
esta catálise é menos comum pelo fato de fornecer rendimentos menores e exigir
condições reacionais ligeiramente mais drásticas.
Devido ao fato do catalisador estar contido no meio reacional, a lavagem
é uma etapa importante no processo de purificação do biodiesel. Em escala industrial,
esta etapa pode gerar altos custos para o processo, posto que antes de ser descartado,
este efluente, fortemente ácido ou alcalino, deve ser devidamente tratado para que não
gere danos ambientais.
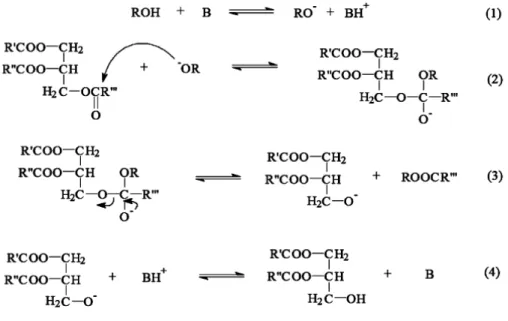
O mecanismo da catálise homogênea básica pode ser descrito conforme
20
Figura 1.6: Mecanismo de transesterificação para a catálise básica (Schuchardt,
U.:1997).
A primeira etapa consiste na formação do alcóxido ( RO
-), o alcóxido
formado, reage então com o triglicerídeo em três etapas, produzindo então os ésteres
alquílicos, na proporção de três ésteres alquílicos para cada triglicerídeo.
1.5.1.2 - Catálise Heterogênea
A catálise heterogênea implica numa transformação química onde o
21
catalíticos. Em situações ideais, a velocidade da reação é diretamente proporcional ao
número de sítios catalíticos, que por sua vez é proporcional a área específica ou total do
catalisador heterogêneo (Knothe, G.; Krähl, J.; Gerpen, J.V.; Ramos, L.P .: 2007).
Uma reação catalítica heterogênea se divide basicamente em cinco etapas
principais, sendo a primeira a difusão dos reagentes da fase fluida até o sítio ativo, esta
fase é seguida pela adsorção química dos reagentes, processo no qual as moléculas
destes reagentes farão ligações químicas com o sítio catalítico, ativando, desta forma,
ligações específicas formando assim espécies ativadas. Estas espécies, devido à pequena
mobilidade, se juntam formando o complexo ativado, precursor dos produtos de reação.
Em outra etapa, ocorre um rearranjo eletrônico, em que os produtos de reação saem da
superfície do catalisador liberando assim o sítio para outras moléculas de reagente, esta
etapa é chamada de dessorção. A eliminação dos produtos da esfera de atuação do
catalisador é a ultima etapa do processo catalítico, que consiste na difusão do produto
recém sintetizado para o meio.
Os catalisadores heterogêneos podem ser divididos em dois grandes
grupos:
Catalisadores mássicos: são catalisadores constituídos de aglomerados
formados por grãos da fase ativa pura, ou quase pura, com dimensões na ordem de 10
-3m.
Catalisadores suportados: são catalisadores cuja natureza da superfície
ativa das partículas possui constituição química diferente do interior ou suporte. De
22
realizar assim a transformação química desejada. Um bom exemplo de catalisadores
suportados são os ditos catalisadores ancorados ou catalisadores homogêneos
imobilizados em suportes que são, basicamente, sólidos na superfície dos quais se
colocam complexos de coordenação, catalisadores homogêneos, por reação superficial
localizada por troca de ligantes.
Figura 1.7: Esquema morfológico de catalisadores mássicos e suportados.
Para o preparo de catalisadores heterogêneos, são necessários alguns
procedimentos de grande relevância, tais como:
1)
Seleção das matérias-primas precursoras;
2)
Purificação do composto através de recristalização;
3)
Calcinação e ativação, responsáveis pela fixação definitiva da textura
e da estrutura do catalisador e a obtenção de propriedades
23
Em caso de catalisadores suportados, o preparo pode seguir dois
caminhos:
a)
Usando-se precursores pré-formados seguindo os métodos descritos
anteriormente, a fase ativa pode ser depositada sobre eles por
impregnação, molhagem ou troca iônica.
b)
O segundo método consiste em fazer a co-precipitação dos elementos
capazes de gerar o suporte e o elemento responsável pela atividade
catalítica
Uma completa descrição de um catalisador deve conter os seguintes
parâmetros:
1)
Composição química do catalisador, definida como a natureza de
cada fase existente e da relação quantitativa entre elas.
2)
A estrutura do catalisador; além das informações químicas, é
importante que se saiba também as especificações físicas e
físico-químicas do catalisador, como dados que definam a localização dos
átomos ou íons no material, descrevendo assim, a estrutura do
catalisador.
3)
A textura do catalisador é de fundamental importância, visto que a
reação de interesse é superficial. Para tal, dois parâmetros merecem
destaque:
a)
Área específica: extensão superficial por massa de todo
24
quanto maior a área superficial do catalisador, maior será a
quantidade de reagentes adsorvidos e, portanto, maior também
será a atividade catalítica. Assim, uma área superficial grande,
garante um maior aproveitamento da matéria-prima do
catalisador.
b)
Porosidade interna: esta propriedade, além de aumentar a
interface sólido/líquido, é capaz de limitar o acesso das moléculas
de reagente aos sítios catalíticos dentro dos poros, gerando assim,
uma maior seletividade do catalisador. No caso do biodiesel o
catalisador deve possuir tamanho de poro grande o suficiente para
caber a molécula do triglicerídeo, que é muito volumosa.
1.6-
Uso da Catálise Heterogênea para a Síntese de Ésteres
Alquílicos
Os catalisadores homogêneos alcalinos são os mais utilizados para a
síntese de biodiesel, principalmente, devido à maior velocidade que conferem à reação e
maiores rendimentos, além de não exigir condições drásticas.
Segundo alguns pesquisadores a catálise homogênea (Schuchardt, U.;
Garcia, C. M.; Teixeira, S.; Marciniuk, L. L.: 2011) possui algumas desvantagens, como
a necessidade de retirar o resíduo catalítico presente na mistura de ésteres alquílicos
gerada pela reação de transesterificação. Por este motivo, a lavagem do produto é de
25
levemente ácida, objetivando assim a remoção dos resíduos de catalisador, álcool e
glicerina.
Em escala industrial, a lavagem pode ser um problema ambiental, pois
este processo gera uma grande quantidade de efluente, cerca de 20% por tonelada de
biodiesel produzido, que precisa ser devidamente tratado antes de ser descartado na
natureza ,o que onera o processo.
Como o óleo possui também ácidos graxos livres, estes podem reagir
com o catalisador básico, formando sabões, produtos indesejáveis, que podem danificar
os motores dos carros, se não forem devidamente removidos. Os ésteres alquílicos
também podem reagir com a base gerando os sabões, em presença de água.
Dentre as desvantagens da catálise homogênea estão: a impossibilidade
de reutilização dos catalisadores, o favorecimento de formação de emulsões no processo
de separação do biodiesel e a diminuição da pureza da glicerina obtida no processo de
transesterificação em decorrência da contaminação do catalisador residual nesta fase.
Pelos motivos citados acima, a catálise heterogênea tem sido fortemente
estudada nos últimos anos como uma alternativa à transesterificação de óleos e
gorduras. Na catálise heterogênea, a massa catalítica fica suportada em sólidos, não se
dissolvendo nos reagentes durante a reação. Desta forma, não necessitam ser separados
da fase reacional após a síntese, evitando custos associados a estas operações e a
geração de águas residuais, que causam impacto ambiental, ainda podendo ser
26
Na literatura são reportados vários catalisadores heterogêneos com
rendimentos acima de 80% como mostram os estudos citados abaixo:
Kulkarni et al obtiveram rendimentos de 90% (m/m) utilizando o catalisador
TPA (12-Tungstophosphoric acid) suportado em zircônia a 200ºC, numa razão
molar de metanol: óleo de 1:9 e sob agitação de 600 rpm (Kulkarni, G.et al:
2006).
Saccoccio et al conseguiram rendimentos acima de 90% de biodiesel utilizando
zeólitas como catalisadores na proporção de 2% (m/m), com tempos de reação
variando entre 6 e 12 horas a 90 ºC, com uma razão molar óleo: álcool de 1:40
(Saccoccio, E. M.; Marrara, D. M.; Franco, G. C. P; Morengo, M. M.; Paula, A.
S.;Vasconcellos, A.; Nery, J. G.: 2009).
Mendonça et al obtiveram um rendimento de 95% usando complexos de
estanho (IV) na proporção de 1%(m/m) em 2 horas de reação a 150 ºC
(Mendonca, D. R.; Silva, J. P. V.; Serra, T. M.; Lima, Z. A. A.; Almeida, R.
M.;Meneghetti, M. R.; Meneghetti, S. M. P.: 2009).
Bassan et al conseguiram conversões de até 82% utilizando o fosfato de nióbio
com com uma razão molar metanol: óleo de 7:1 a 160 ºC por 4 horas( Bassan, I.
27
Jacobson et al alcançaram rendimentos de 98% (m/m) utilizando um catalisador
de estearato de zinco suportando em SiO2 na proporção de 3 % (m/m), com a
razão molar óleo: álcool de 1:18, na temperatura de 200 ºC por 10 horas
(Jacobson, K. et al: 2008).
Peng et al obtiveram rendimentos de 82 % (m/m) usando o catalisador SO
42-/TiO
2-SiO
2na razão molar de 9:1, à temparatura de 200 ºC por 6 horas (Peng, B.
X.; Shu, Q.; Wang, J. F.; Wang, G. R.; Wang, D. Z.; Han, M. H.: 2008).
Xie at al estudaram diversos catalisadores suportados ZnO como o KF/ZnO
(Xie, W. et al: 2006), Li/ ZnO (Xie, W. et al: 2007) e Ba/ ZnO (Xie, et al: 2007),
obtendo para todos os catalisadores rendimentos superiores a 95 % usando uma
razão molar óleo: metanol de 12:1, percentual de catalisador variando de 3 a 5 %
com o tempo de reação em torno 3 horas á temperatura de refluxo do metanol.
1.7-
Materiais nano-estruturados
Por definição, m at eriais nano-est rut urados são aqueles quem possuem
pelo menos um a de suas dim ensões em escala nanom ét rica, ou seja 10-9 m. M at eriais
nest as dim ensões apresent am propriedades físicas, químicas e biológicas diferent es do
mesmo composto em escalas micro e m acroscópicas (Ferreira, H. C.: 2009). Est as
propriedades dos nanom at eriais devem -se à manifest ação de efeit os quânticos
28
confinam os elét rons em seu int erior, acentuando assim suas propriedades elét ricas,
magnéticas e ópt icas (M oriart y, P.: 2001). Devido ao aum ento da razão ent re a área e
o volum e do nano-mat erial, os efeit os de superfície se t ornam m ais evident es,
conferindo a est es mat eriais caract eríst icas que podem viabilizá-los a aplicações
esp ecíficas.
Os nanom at eriais podem ser m et álicos, cerâmicos, poliméricos,
orgânicos ou uma m istura dest es. Est es m at eriais podem se organizar de m odo a
form ar nanoparticulas, nanoclust ers, nanofios, nanofibras, nanot ubos e
nanocompósitos. Nanopart iculas são definidas como part ículas de dim ensões
inferiores a 100 nm. Os nanofios apresent am uma secção t ransversal menor que 100
nm , compriment o podendo variar da ordem de dezenas de nanôm et ros a cent enas de
micrômet ros. Nanoclust ers são aglom erados de part ículas e podem apresent ar
diâm et ros superiores a 100 nm. As nanofibras (cilindros maciços) e os nanot ubos
(cilindros ocos) possuem diâmet ros na ordem de dezenas de nanômet ros e
com prim ent o podendo chegar a centenas de m icrôm et ros (Yang, W.: 2008).
Os nanomat eriais t êm despertado grande int eresse em diverso s
cam pos do conhecim ent o por apresent arem caract eríst icas part iculares, t endo
inúmeras aplicações, tais com o sem icondut ores, cosm ét icos, disposit ivos para
liberação cont rolada de drogas e cat álise.
Os nanofios t êm recebido uma at enção especial devido a sua baixa
29
ópt icas, elét ricas e magnét icas d evido ao efeit o quântico present e no limit e de
pequenos diâm et ros (Shakar, K. S.: 2005). Est as nano-estrut uras podem ser formadas a
part ir do cresciment o rápido de unidades de blocos ao longo de uma direção.
O óxido de zinco t em recebido um grande dest aque na lit erat ura, um a
vez que se apresent a com o um óxido met álico muit o promissor em áreas de pesquisa
envolvendo nanot ecnologia. Est e dest aque pode ser explicado pelas seguint es
caract eríst icas (Lee, LS. H.; et al: 2006; Wang, Z.L.; et al: 2007 ).
a)
É um semicondutor e possui uma elevada energia de excitação, o que
confere a este material potencial para aplicações eletrônicas, optoeletronicas e
ópticas.
b)
É o único material conhecido que possui propriedades de
semicondutividade, piezoeletricidade e piroeletricidade, o que o torna um
semicondutor ideal para a fabricação de dispositivos de acoplamento
eletromecânico.
c)
Por se tratar de um material bioseguro e possivelmente, biocompatível,
tem grande potencial para aplicações biomédicas.
Pelo fat o de m at eriais nano-est rut urados apresent arem propriedades
esp ecíficas e apresent ar uma grande área superficial, t orna-se ext rem am ent e
interessant e o uso dest es m at eriais com o cat alisadores. O óxido de zinco com ercial
vem sendo est udado, puro ou como suport e (Xie,W.: 2008, Xie,W.: 2007), como
cat alisador para a sínt ese de biodiesel e deverá ser invest igado pelo nosso grupo de
30
utilizando um a rot a verde, em que os nanofios de zinco são produzidos e
post eriorment e re-oxidados (M aciel, A.V.; 2010)
1.8-
Metodologias de Avaliação de Teor de Ésteres Alquílicos nos
Produtos das Reações de Transesterificação
A produção mundial de biodiesel encontra-se centralizada em usinas de
grande escala, entretanto, há o interesse de se pulverizar a produção para pequenos
produtores, especialmente os produtores ligados à agricultura familiar, em plantas mais
simples e de menores investimentos.
Diant e dest e cenário, t orna-se ainda mais import ant e o desenvolvim ent o de
met odologias analít icas mais simples, rápidas e barat as para acompanhament o da r eação de
t ransest erificação e avaliação da qualidade do biodiesel.
At ualment e, os mét odos mais comuns para se analisar as mist uras reacionais
provenient es da r eação de t ransest er ificação são a cromat ografia a gás (GC), cromat ografia
líquida de alt a per formance (HPLC), cromat ograf ia de permeação em gel (GPC), espect roscopia
de r essonância magnét ica de hidrogênio (RM N de1H), espect roscopia no infr avermelho próximo (NIR) (Tr evisan, G. M .; et al: 2008) e Espect roscopia no infraverm elho com
t ransformada de Fourier (FTIR) ( Chand, P.; Reddy, V. C.; Verkade, G. J.:2008).
Nest e t rabalho, ser á dada uma at enção especial às t écnicas viscosim ét rica
(VA), t ermogravimét rica (TG), cromat ográfica (CG) e de ressonância magnét ica nuclear de
31
A viscosidade é uma caract eríst ica físico-química que pode ser definida com ouma m edida da r esist ência do escoam ent o de um líquido associada à fricção ou at r it o int erno
de uma part e do fluido que escoa sobre a out ra. Sabe-se que a viscosidade do óleo brut o é
cer ca de 10 vezes maior que a viscosidade do biodiesel, sendo assim, est a propriedade é a
crucial razão para a não ut ilização do óleo brut o diret ament e nos mot or es diesel. Dest a forma,
a viscosidade pode se apresent ar como um bom m ét odo de quant if icação do biodiesel, pois
reduz bruscament e quando a t ransest erif icação ocorr e.
Out ra t écnica promissora é a análise t er mogravim ét rica, que consist e na
quant ificação da variação de massa de uma amost ra quando est a é aquecida a uma t axa d e
aquecim ent o bem definida. Est a variação de massa est á diret ament e associada à massa molar
da amost ra, que no caso do biodiesel é bem inf erior à massa molar dos t riglicerídeos qu e
const it uem o óleo veget al ou gordura animal, sendo assim, o biodiesel é mais volát il que o
óleo de part ida e dest ilará em t emperat uras bem inferiores.
A Cromat ograf ia a gás (CG) é o mét odo de r efer ência para a quant ificação de
biodiesel. Nest a t écnica, a amost ra é vaporizada e int roduzida em um fluxo de um gás. Est a
fase é denominada de fase móvel (FM ) ou gás de ar rast e. Est e fluxo de gás com a amost ra
vaporizada passa por um t ubo cont endo a fase est acionária (FE), onde ocorr e a separação da
mist ura.
As subst âncias separadas saem da coluna dissolvidas no gás de arrast e e
passam por um det ect or do t ipo FID; dispositivo que gera um sinal elét rico proporcional à
32
sendo que as subst âncias aparecem nel e como picos com ár ea proporcional à sua massa, o qu epossibilit a a análise quant it at iva.
A ressonância magnét ica nuclear, RM N, t ambém t em sido ut ilizada para a
quant ificação de ést er es m et ílicos (G. Knohe: 2000; Xie, W.: 2007). O princípio da
espect roscopia de RM N consist e na m edida da int ensidade de absorção ou emissão das
radiações incident es na amost ra em det er minadas freqüências em um int er valo de fr eqüência
previament e definido. A f reqüência de r essonância de um núcleo será difer ent e quando est e
est iver em um ambient e químico difer ent e, est e fenômeno é comum ent e chamado d e
deslocam ent o químico. Dest a for ma, mudando-se a f r eqüência da r adiação que excit a o núcleo
e medindo-se a int ensidade de absorção em cada fr eqüência, é possível det erminar o núcleo
est udado e conseqüent em ent e o seu ambient e químico.
A RM N de hidrogênio t em sido muit o usada par a quant ificar o t eor d e
biodiesel, ést er es alquílicos, nas reações de t ransest erificação. O mét odo analít ico usando a
RM N ¹H, consist e, basicament e, em m onit orar os prót ons do grupo m et oxila e do grupo
33
Figura 1.8 :Espect ro de RM N de ¹H de um processo d e reação de t ransest erificação. As let ras A,G e M corr espondem r espect i vam ent e aos hidrogêni os a- CH2, glicerídicos e dos hidrogênios
met oxílicos (G. Knohe: 2000).
Dest a f orma, o percent ual de ést er es met ílicos cont idos na amost ra pode ser calculado
segundo a seguint e r elação mat emát ica (G. Knohe: 2000):
Onde: CM E= Percent ual de ést er es met ílicos na amost ra;
34
I-CH3= int egral do pico referent e aos hidrogênios do grupo a-CH3;Nest e est udo, foi t est ada a eficácia das análises viscosimét rica (VA) e
t er mogravim ét rica (TGA) para o monit oram ent o do t eor de biodiesel em mist uras binárias
(óleo/ biodiesel) e em mist uras compl exas, provenient es de reações de t ransest erificação,
incluindo as incomplet as, visando simular o universo de amost ras possíveis em uma unidade
de produção de biodiesel, seja por rot a met ílica ou et ílica.
1.9-
Objetivos
Est a dissert ação t em como objet ivo geral desenvolver cat alisadores
het erogêneos a base de óxido de zinco, inclusive nano-est rut urados, para a sínt ese de
biodiesel pela rot a m et ílica, ut ilizando, principalment e, o óleo de macaúba como t riglicerídeo.
Para t al serão t est ados cat alisadores a base de óxidos de zinco modificados ou não com sít ios
básicos. Os cat alisadores nano-est rut urados serão produzidos pela rot a carbot érmica usando
piche de alcat rão veget al em que o ZnO é convert ido a nanofios de zinco que post erior m ent e
serão conver t idos em óxido. Os principais objet ivos do projet o são:
a) Definir met odologias alt ernat i vas de avaliação do t eor de biodiesel para a
quant ificação do produt o de t ransest erificação via viscosimet ria e t ermogravimet ria, visando
35
b) Promover mudanças superficiais no óxido de zinco com ercial via t r at am ent ocom Ba(NO3)2 , seguido de calcinação. Os cat alisadores serão caract erizados por análise
t ér mica, microscopia elet rônica de varr edura e difração de raios X.
c) Preparar cat alisador nanoest rut urado ut ilizando o Ba(NO3)2 e nanof ios de
zinco previam ent e oxidados e convert idos a óxido de zinco. Est es cat alisadores t ambém serão
caract erizados.
d) Test ar a eficiência dos cat alisadores sint et izados na reação d e
t ransest erificação, def inindo condições de sínt ese que elevem os t eor es acima de 96% em
ést er es alquílicos.
e) Invest igar a probabilidade de haver lixiviação dos met ais present es nos
36
2-
Parte Experimental
2.1- Procedimentos experimentais para o Uso da Termogravimetria e
da Viscosimetria como Metodologias Alternativas para Avaliação do Teor de Ésteres
Alquílicos
Como o biodiesel de soja é o mais produzido em âmbit o mundial, est a
oleaginosa f oi escolhida para a const rução das curvas analít icas (Cromat ogr áfica,
viscosimét ricas e t er mogravim ét ricas) dest e est udo. Foram preparadas mist uras binárias de
biodiesel de soja/ óleo de soja para ser em analisadas por TG, VA e GC. A par tir dest es
result ados, foram const ruídas cur vas analít icas (rot as et ílica e m et ílica) para cada um dest es
mét odos, ou seja, foram const ruídos gráf icos de viscosidade e de perda de massa percent ual a
300º C em função do t eor de ést er es alquílicos. Para cada cur va ajust ou-se a m elhor função
mat emát ica e calculou-se o coeficient e de correlação. Const ruiu-se t ambém uma cur va
analít ica de refer ência com valor es obt idos por cromat ografia a gás em função dos t eor es de
biodiesel. Os dados obt idos para as amost ras ut ilizando as curvas analít icas t erm ogravim ét rica
e viscosimét rica f oram compar ados aos obt idos na curva de r ef er encia (CG).
Para verificar a eficácia das met odologias alt ernat ivas, foram usadas amost ras
de biodieseis previam ent e sint et izadas em nosso grupo e t ambém for am feit as sínt eses via
cat álise het erogênea visando obt er amost ras mais complexas, com t eor de biodiesel baixo e,
consequent em ent e, com t eor es repr esent at ivos de int er m ediários (monogliceríderos e
diglicerídeos). Todas as amost ras de biodieseis sint et izadas foram previam ent e purificadas,
visando à separação da glicerina e do excesso de álcool. Foram t ambém t est adas as curvas
37
correspondent e é uma possibilidade, para o qual devemos t er met odologias adequadas para adet ecção e quant ificação.
2.1.1. M ateriais
2.1.1.a. Amost ras para construção das curvas analíticas
Para a confecção das curvas analít icas, foram feit as mist uras de óleo de soja e
biodiesel com ercial em várias proporções em massa. Os biodieseis usados foram gent ilm ent e
cedidos por empresas produt oras e os óleos foram adquiridos no m ercado local, conf or m e
apresent ado na t abela 2.1. Para o preparo da mist ura biodiesel de soja rot a met ílica: óleo de
soja 10:90, pesaram-se numa balança analít ica 1,0000 g de biodiesel de soja rot a met ílica e
9,0000g de óleo de soja r efinado, que foram homogeneizados. As out ras mist uras foram
preparadas de maneira similar, nas seguint es proporções: 20:80, 30:70, 40:60, 50:50, 60: 40,
70:30, 80:20, 90:10 . Os m esmos procedi ment os f oram f eit os usando o biodiesel comer cial de
soja sint et izado indust rialment e via rot a et ílica. Essas mist uras binárias, após t erem sido
agit adas, f oram analisadas por t ermogravimet ria, viscosimet ria e cromat ografia a gás, os
38
Tabela 2.1: Caract eríst icas dos biodieseis e óleo comerciais usados para const rução das curvasanalít icas.
Amost ra Sínt ese Produt or Teor de ést er CG
(%m/ m)
Viscosidade 40°C
(mm ²/ s)
Biodiesel de soja M et ílica Pet robrás 99,59 4,15
Biodiesel de soja Et ílica Fert ibom
Indúst rias Lt da
99,9 4,59
Óleo de Soja LIZA - 31,43
2.1.1.b. Amost ras para testes das curvas Analíticas
Foram usadas para t est es das cur vas analít icas amost ras de biodiesel (t abela
2.2) sint et izadas em nosso laborat ório via cat álise het erogênea, confor me o procediment o
descrit o no it em 2.3. Para os t est es das curvas analít icas em mist uras binárias de óleo e
biodiesel, foram usadas amost ras cujas, propriedades est ão descrit as na t abela 2.3. Embora as
curvas analít icas t enham sido const ruídas com óleo de soja, foram, t ambém, t est adas as
oleaginosas canola e girassol de modo a avaliar a influência de se usar oleaginosas difer ent es
39
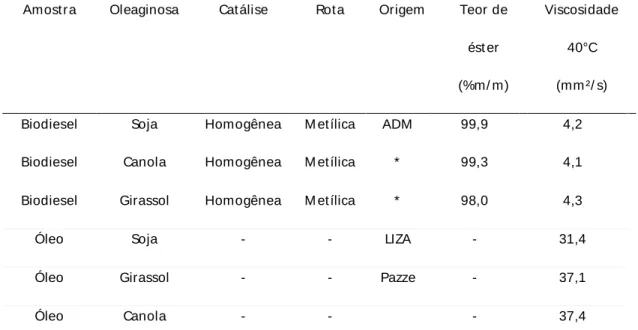
Tabela 2.2: Caract eríst icas das am ost ras de biodiesel sint et izadas em nosso laborat ório eusadas para t est es das curvas analít icas.
Amost ra Oleaginosa Cat álise Rot a Teor de
ést er *
(%m/ m)
Viscosidade
40°C
(mm²/ s)
Biodiesel A Soja Het erogênea Et ílica 27,53 18,4
Biodiesel B Soja Het erogênea Et ilica 59,21 10,86
Biodiesel C Girassol Homogênea M et ílica 97,95 4,25
* Teor de ést er det erminado por cromat ograf ia à gás.
2.1.2. Análise por Cromatografia a Gás
Foi const ruída uma curva analít ica a partir do t eor de ést er es das mist uras
binárias: biodiesel de soja m et ílico/ óleo de soja obt idos em um cromat ógrafo da marca Perkin
Elmer modelo Clarus. A fase est acionária usada foi o poliet ilenoglicol. A t emperat ura do injet or
e do FID foi de 250 oC. A coluna (modelo Wax) per m aneceu a t emperat ura de 190 oC at é os primeiros 14 minut os, decorrido esse t empo aqueceu -se at é 230oC, a uma razão de 7oC/ min, t ot alizando os 25 minut os de análise. O fluxo de gás na coluna foi de 1,2mL/ min e o volum e
injet ado na amost ra foram de 2,5