Miguel Ângelo Brandão Magalhães
Aplicação de Lean Logistics numa
empresa de transportes e prestação logística
Miguel Ângelo Brandão Magalhães
4
Aplicação de Lean Logis
tics numa em pr esa de tr anspor tes e pr es tação logís tica
Universidade do Minho
Escola de Engenharia
Dissertação de Mestrado
Mestrado em Engenharia Industrial
Trabalho efetuado sob a orientação de
Professora Doutora Anabela Carvalho Alves
Professora Doutora Maria do Sameiro Carvalho
Miguel Ângelo Brandão Magalhães
Aplicação de Lean Logistics numa
empresa de transportes e prestação logística
Universidade do Minho
A
GRADECIMENTOSO término desta dissertação não teria sido possível sem o contributo de um conjunto de pessoas que colaboraram, das mais diferentes formas, para o sucesso da mesma, sendo que a estes apresento os meus mais sinceros agradecimentos.
No entanto, houve pessoas às quais devo um agradecimento especial:
Em primeiro à STEF, por me permitir aliar o meu percurso profissional ao meu percurso académico e pela oportunidade que me conceberam em realizar esta dissertação na prática e com total acesso a todas as informações e dados da empresa.
Às equipas com quem trabalhei, dos diferentes departamentos, por despertarem em mim uma capacidade de liderança e gestão de equipas e por nunca me terem facilitado o trabalho, ensinando-me que é necessário esforço e dedicação para atingirmos os nossos objetivos. Em especial, ao Eng.º Rui Abegão, por ser meu tutor, e por me ter ensinado a ser o profissional que sou hoje, despertou em mim um espirito critico, uma elevada capacidade de análise, mas sobretudo a atenção ao detalhe, permitindo sempre a execução das propostas e sobretudo intervindo nelas.
À Responsável de Recursos Humanos, Liliana Cerqueira, por todo apoio e ânimo transmitido durante este processo, orientando-me sempre no melhor caminho.
Às minhas orientadoras, Professora Doutora Anabela Carvalho Alves e Professora Doutora Maria Sameiro Carvalho, por terem sempre disponibilidade em atender às minhas solicitações, pedidos de ajuda e sobretudo pela paciência que sempre demonstraram.
Acima de todos os agradecimentos, à minha família. Os meus pais, aos meus irmãos, à minha tia e à minha avó por fazerem de mim a pessoa que sou hoje, e por todos os dias, não só do decorrer desta tese mas durante toda a vida, demonstrarem a máxima compreensão e acreditarem no meu valor.
Para terminar, agradeço à minha namorada, que durante o último ano abdicou de parte da vida que tinha para estar ao meu lado, para ser o meu suporte e a minha confiança.
Por fim, agradeço à pessoa que mais me apoiou em toda a minha vida e à qual dedico por inteiro este trabalho como forma de agradecimento e que espero que esteja orgulhoso de mim apesar de já não o poder demonstrar, ao meu avô.
R
ESUMOA presente dissertação, realizada no âmbito do Mestrado em Engenharia Industrial – Ramos de Gestão Industrial, foi desenvolvida em contexto empresarial, nomeadamente na STEF Porto, empresa de Transportes e Prestação logística.
Este projeto teve como principais objetivos a otimização dos processos no departamento de cais, a otimização da qualidade e nível de serviço da STEF perante os seus clientes, através da aplicação de conceitos e metodologias Lean, mas também potenciar o desenvolvimento de uma cultura pró-ativa, orientada para a melhoria contínua, nos operadores da STEF.
Foi adotada uma metodologia de investigação baseada nos princípios do Action Research. Numa primeira fase foi feita uma análise à empresa, identificando o seu posicionamento, clientes e principais fornecedores e atividades desempenhadas. Esta análise crítica permitiu identificar as ineficiências do departamento de cais, nomeadamente no que se refere à identificação, arrumação e organização do espaço de trabalho, que prejudicavam a eficácia do departamento e contribuíam para o aumento dos tempos de setup do processo de mudança de baterias, permitindo ainda denotar a cultura justificativa que predominava nas equipas, ou seja, limitavam-se a justificar as suas falhas.
De forma a solucionar estas ineficiências foram aplicadas propostas de melhoria baseadas na aplicação de ferramentas como Gestão visual, 5S, Kaizen e Quick Changeover. Estas permitiram uma otimização da organização geral do espaço de trabalho no cais, com maior impacto na sala das baterias. Neste espaço foram obtidas melhorias em termos visuais, mas também no processo de mudança de baterias, obtendo uma redução de tempo de setup de 85%, que contribui para uma redução da não-produtividade de 2,7% para 0,4%. Ao nível dos custos, permitiu a redução de custos improdutivos na ordem dos 10000€/ano.
Na qualidade e nível de serviço foram identificadas as principais causas de estes indicadores estarem abaixo dos níveis expectáveis, nomeadamente o elevado tempo de expedição das 2ªs voltas e os erros de planificação/execução provocados pela falta de conhecimento. Desta forma, a STEF conseguiu reunir um conjunto de indicadores que lhe permite agora encarar o processo de planificação e otimização de uma forma mais clara. Com a execução do projeto-piloto do GPC do motorista foi possível obter resultados satisfatórios, tais como a redução prevista de 3432 km/ano e uma poupança, ao nível dos custos variáveis, de 1474€/ano.
P
ALAVRAS-C
HAVEA
BSTRACTThis work, conducted as part of the Masters in Industrial Engineering - Branches of Industrial Management, was developed in a business context, including in Port STEF, company transport and logistics provision. This project had as main objectives to optimize processes in the dock department, the optimization of quality and service level of STEF towards their clients through the application of Lean concepts and methodologies, but also foster the development of a proactive culture oriented toward continuous improvement, the operators of STEF.
A research methodology based on the principles of Action Research was adopted. In the first phase an analysis was made to the company by identifying your positioning, customers and key suppliers and work activities.
This critical analysis identified the inefficiencies in the dock department, particularly with regard to the identification, storage and organization of the workspace, which undermined the effectiveness of the department and contributed to increased setup times of the process of changing batteries, allowing further denote the rationale culture that prevailed in the teams. In order to address these inefficiencies improvement proposals based on the application of tools such as Visual Management, 5S, Kaizen and Quick Changeover were applied. These allow an optimization of the overall organization of the workspace on the pier, with the greatest impact seen in the battery room. In this space improvements in visual terms, but also an optimization of the process of changing batteries were obtained, achieving a reduction in set up time of 85%, which contributes to a reduction of non-productivity of 2.7% to 0.4%. In terms of costs, allowed the reduction of unproductive costs amount to € 10,000/year.
In the quality and level of service it was possible to identify the main causes of these indicators are below the expected levels, particularly the higher shipping time of seconds turns and errors in planning / execution caused by lack of knowledge. In this way, STEF managed to gather a set of indicators that allows to now face the planning and optimization in a more clear way, because this process through the implementation of the pilot project GPC driver was possible to obtain satisfactory results, such as the planned reduction of 3432 km / year and a savings, the level of variable costs, 1474 € / year.
K
EYWORDSÍ
NDICEAgradecimentos ... iii
Resumo ... iv
Abstract ... v
Índice de Figuras ... xi
Índice de Tabelas ... xiii
Lista de Abreviaturas, Siglas e Acrónimos ... xiv
1. Introdução ... 1 1.1 Enquadramento ... 1 1.2 Objetivos ... 4 1.3 Metodologia de Investigação ... 4 1.4 Organização da Dissertação ... 6 2. Revisão Bibliográfica ... 7
2.1 Paradigma Lean Production ... 7
2.1.1 A Origem do Lean Production – Toyota Production System ... 7
2.1.2 Os Desperdícios (7W) ... 7
2.1.3 A Casa TPS e ferramentas Lean ... 9
2.1.4 Princípios do Lean Thinking ... 16
2.2 Logística ... 17
2.3 Lean Logístic... 17
3. Apresentação da Empresa ... 19
3.1 Identificação e Localização da Empresa ... 19
3.2 Breve Historial da Empresa ... 20
3.3 Principais produtos e clientes ... 21
3.3.1 Posicionamento ... 22
3.3.2 Mercado ... 22
3.3.3 As atividades STEF ... 22
3.3.4 Clientes e fornecedores ... 23
4. Descrição e análise critica da situação atual ... 24
4.1 Descrição do funcionamento do departamento de cais ... 24
4.2.1 Elevado tempo na procura de local para zonagem de carga ... 29
4.2.2 Desorganização e falta de espaços adequados e fixos para equipamentos ... 29
4.2.3 Elevado tempo na mudança de baterias ... 30
4.2.4 Falta de envolvimento dos operadores ... 31
4.3 Descrição do departamento de Serviço de apoio ao cliente (SAC) ... 32
4.4 Análise crítica da qualidade geral e nível de serviço STEF ... 33
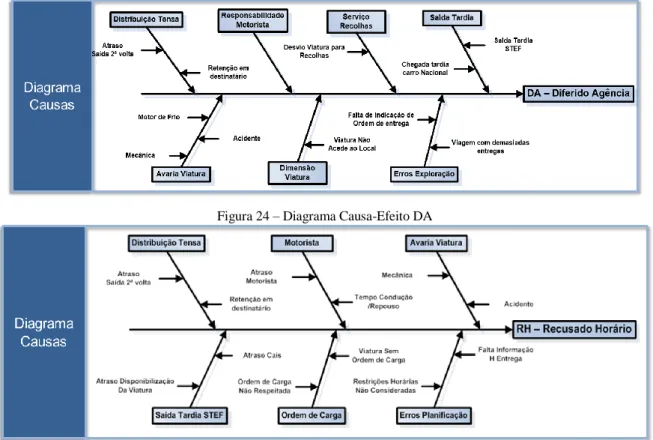
4.4.1 Distribuição Tensa... 36
4.4.2 Erro de planificação / Erros de exploração / Dimensão da viatura ... 38
4.5 Síntese dos problemas dos departamentos do cais e qualidade ... 39
5. Apresentação de propostas de melhoria ... 41
5.1 Proposta de melhoria Departamento de Cais ... 42
5.1.1 Reuniões de passagem de turno ... 42
5.1.2 Identificação de zonas de carga ... 44
5.1.3 Reorganização da sala das baterias ... 45
5.1.4 Redefinição de procedimento de mudança de baterias ... 46
5.2 Propostas de melhoria para otimização da Qualidade Geral ... 47
5.2.1 Redução tempos de expedição de viagens de 2ª volta... 47
5.2.2 Otimização de rotas ... 49
6. Análise e discussão dos resultados ... 53
6.1 Resultados obtidos no departamento de Cais... 53
6.1.1 Envolvimento de operadores e chefes de equipa ... 53
6.1.2 Otimização do processo de zonagem ... 53
6.1.3 Organização e gestão visual da sala das baterias ... 54
6.1.4 Redução dos tempos de setup ... 55
6.2 Resultados obtidos na otimização Qualidade geral ... 56
6.2.1 Redução dos tempos de expedição das 2ªs voltas ... 57
6.2.2 Otimização de rotas ... 57
7. Conclusão... 59
7.1 Conclusões ... 59
Referências Bibliográficas ... 63
Anexo I – Diagrama de apoio à análise de Nível de serviço ... 65
Anexo II – Gestão visual sala das baterias ... 66
Anexo III – Diagrama de apoio à análise de Nível de serviço ... 69
Anexo IV – Procedimento de Gestão de avarias ... 70
Í
NDICE DEF
IGURASFigura 1 – Casa TPS (adaptado de Pinto, 2009) ... 9
Figura 2 – Ciclo PDCA... 11
Figura 3 – Etapas 5S ... 12
Figura 4 - Icons Mapeamento de fluxo de valor ... 14
Figura 5 – Diagrama Causa-Efeito (Adaptado de Pinto, 2009) ... 15
Figura 6 – Princípios Lean Thinking ... 16
Figura 7 – STEF Europa ... 19
Figura 8 – STEF Portugal ... 20
Figura 9 – História STEF ... 21
Figura 10 - Planta Departamento de cais ... 25
Figura 11 – Câmara de congelado e Câmara de refrigerado ... 25
Figura 12 – Zonagem de mercadoria ... 26
Figura 13 – Folha de verificação de higienização ... 26
Figura 14 – Porta-paletes elétrico e bateria ... 27
Figura 15 – Mecanismo de mudança de baterias ... 27
Figura 16 - Máquina de higienização ... 29
Figura 17 – Porta-paletes elétrico ... 30
Figura 18 - Exemplo de empilhador ... 30
Figura 19 – Processo de mudança de baterias... 31
Figura 20 – Situação atual na sala das baterias ... 31
Figura 21 – Evolução Qualidade geral 2014... 34
Figura 22 – Total de anomalias ... 34
Figura 23 – Tipologia de anomalias ... 35
Figura 24 – Diagrama Causa-Efeito DA ... 35
Figura 25 – Diagrama Causa-Efeito RH ... 35
Figura 26 – Situação atual 2ªs voltas ... 37
Figura 27 – Diagrama Causa-Efeito: Tempos de espera ... 37
Figura 28 – Diagrama Causa-Efeito: Tempos de Carga ... 38
Figura 29 – Diagrama Causa-Efeito: Tempos de atividade de expedição ... 38
Figura 31 – Ciclo PDCA Departamento de Cais ... 43
Figura 32 – Lição Ponto-a-Ponto ... 43
Figura 33 – Shift Start-up Meeting Kaizen ... 44
Figura 34 – Placardes de zonagem ... 44
Figura 35 – Gestão visual + 5S: zonagem de empilhadores ... 45
Figura 36 – Gestão visual + 5S: zonagem de equipamentos avariado ... 45
Figura 37 – Gestão visual: Circuito de mudança de baterias ... 46
Figura 38 – Gestão visual: Identificação de carregadores e baterias ... 47
Figura 39 – Procedimento de mudança de baterias alterado... 47
Figura 40 - Tableau de comunicação... 50
Figura 41 - Lição Ponto-a-Ponto Motoristas ... 51
Figura 42 - Fases de projeto GPC ... 51
Figura 43 - Zona de mudança de baterias ... 54
Figura 44 - Zonagem de equipamentos avariado ... 54
Figura 45 - Zonagem de empilhadores ... 55
Í
NDICE DET
ABELASTabela 1 – Desperdício no processo de mudança de baterias ... 28
Tabela 2 – Resumo dos problemas identificados no departamento de cais ... 39
Tabela 3 – Resumo dos problemas identificados na Qualidade geral e nível de serviço ... 40
Tabela 4 – Planos de ação de acordo com a técnica 5W2H ... 41
Tabela 5 – Planos de ação: redução de tempos de expedição ... 48
xiv
L
ISTA DEA
BREVIATURAS,
S
IGLAS EA
CRÓNIMOSCA – Cliente ausente DA – Diferido de agência DC – Diferido cliente EP – Excedente parcial JIT – Just-in-time MP – Falta parcial MT – Falta total NS – Nível de Serviço
PDCA – Plan, Do, Check, Act QCO – Quick Changeover
QSG – Qualidade de Serviço Geral RC – Recusado não pedido
RD – Recusado falta de documentação RH – Recusado horário não respeitado RP – Recusado não conforme
RT – Recusa por anomalia de temperatura SCM – Supply Chain Management SMED - Single Minute Exchange of Die3 WIP – Work in Process
1. I
NTRODUÇÃOO presente capítulo comtempla o enquadramento desta dissertação, bem como a apresentação dos objetivos da mesma e a metodologia de investigação utilizada no decorrer da mesma. No final apresenta-se a forma como está organizado este documento.
1.1 Enquadramento
Atualmente o Mundo empresarial encontra-se perante um facto irrefutável, os mercados estão cada vez mais competitivos e só as empresas mais eficientes e eficazes se conseguem manter ao nível exigido. Este “Mundo” depara-se com constantes alterações onde se colocam desafios cada vez maiores, forçando as empresas a adaptarem-se constantemente de forma a acompanharem este ritmo. Fatores como a qualidade, o custo e o prazo de entrega vêm assumindo um papel fundamental no sucesso das organizações (Bakari, Rahim, Yusof, & Ahmad, 2012).
Infelizmente, na busca pela performance excecional nem todas as organizações elegem o caminho mais correto sendo que optam por aumentar os recursos de que dispõem, seja através do aumento do número de colaboradores, aumento das horas de trabalho (horas extra) ou aumento de equipamentos (por exemplo viaturas de transporte de mercadorias para satisfazer pedidos), entre outros. Sendo esta a forma mais fácil de responder aos problemas, a melhoria dos processos e o desenvolvimento das pessoas passa para segundo plano. Esta não é, de todo, a melhor forma de o fazer, tal como diz Nuno Fontes “é possível fazer mais e melhor com menos!” (Fontes, 2013).
Hoje em dia existe um conhecimento muito superior do papel que a logística tem na criação de vantagem competitiva. Enquanto no passado o foco principal era sobretudo tático com preocupação da otimização de custos, atualmente é muito mais um foco estratégico com ênfase no valor acrescentado (Christopher, 2005). A gestão eficiente das atividades logísticas, sejam elas principais ou secundárias, pode assim ser um ponto de alavancagem na competitividade de uma empresa. Trata-se assim de efetuar uma correta gestão destas atividades, tais como, transporte (interno ou externo), armazenagem, manuseamento e gestão de materiais, gestão da informação e comunicação interna, serviço ao cliente, entre outros, de forma a torná-las mais eficientes e eficazes, eliminando o desperdício e proporcionando uma melhoria contínua do seu desempenho (Carvalho et al., 2010; Wu, 2003).
Segundo o Council of Supply Chain Management Professionals (CSCMP, 2010) a “Logística, ou gestão logística, é a parte da cadeia de abastecimento responsável por planear, implementar e controlar o eficiente e eficaz fluxo direto e inverso e as operações de armazenagem de bens, serviços e informação relacionada entre o ponto de origem e o ponto de consumo de forma a ir ao encontro dos requisitos/necessidades dos clientes”.
Uma das abordagens mais populares no que concerne à melhoria do desempenho das organizações apareceu pelas mãos do Engº. Taiichi Ohno e pelo fundador da Toyota Sakichi Toyoda, dando-se pelo nome de Toyota Production System (Monden, 1998; Ohno, 1988). Ao longo dos tempos este conceito foi tomando novas designações sendo que James Womack e co-autores adotaram a designação Lean Production (J. Womack, Jones, & Ross, 1990) e, mais tarde, Lean Thinking (Reichhart & Holweg, 2007; J. Womack & Jones, 1996). Apesar das mais variadas designações atribuídas a este conceito, os princípios mantêm-se: (1) “redução de custos através da eliminação de desperdícios” e (2) “Fazer pleno uso das capacidades dos trabalhadores” (So & Sun, 2010; Sugimori, Kusunori, Cho, & Uchikawa, 1977).
Apesar destas definições de Lean todas se resumem numa definição ampla: Lean é uma filosofia de liderança e gestão que tem por objetivo a sistemática eliminação de desperdício e a criação de valor, na busca incessante da melhoria contínua, suportado na ideia-chave de “doing more with less" adotando como principal foco, a satisfação total dos stakeholders (Hofer, Eroglu, & Hofer, 2012; J. P. Womack & Jones, 2005). São exemplos de empresas como a Toyota Motors Corporation, a Dell ou a Zara que suportam a validade dos princípios e das soluções Lean, tendo reportado ganhos significativos com a sua implementação (Pinto, 2009).
Para tal esta filosofia utiliza um conjunto de princípios e ferramentas orientadas para a eliminação dos desperdícios, a otimização de processos, a eliminação de atividades que não agregam valor e o envolvimento dos recursos humanos na melhoria contínua. São exemplos destas metodologias e ferramentas: JIT,SMED, Sistemas Pull, Quick Changeover, Gestão Visual, Lean Office, 5S, Ciclo PDCA e Kaizen (Matt & Rauch, 2013; Pinto, 2009). Estas técnicas têm sido aplicadas quer a empresas de bens quer a empresas de serviços. A Toyota é um dos exemplos das vantagens da adoção desta filosofia e da aplicação dos seus princípios e ferramentas, conforme é possível observar no case study referente ao sistema de fornecimento de peças. Neste case study é possível identificar ganhos ao nível da gestão do armazém e gestão de stock, que reduziu de 24 para 4 semanas, melhorando ainda a sua taxa de serviço e
produtividade, entre outros ganhos que podem ser consultados no case study referido (Jones, Hines, & Rich, 1997).
No entanto, e tal como já foi referido, a utilização de metodologias e ferramentas, não constitui por si só uma vantagem para a organização. É necessário envolver as pessoas, tornar toda a organização Lean, ou seja, tomar uma liderança baseada nestes conceitos, pois só desta forma será possível que as equipas acreditem nesta filosofia e compreendam a sua importância nos tempos que vivemos (Dombrowski & Mielke, 2013).
As empresas de transportes, como exemplo de uma empresa de serviços, também beneficiam da aplicação dos princípios e ferramentas Lean production. Normalmente, esta aplicação designa-se por Lean Logistics (Jones et al., 1997). Desta forma, são várias as vantagens que se podem retirar do Lean Logistic, ou seja, da integração dos dois conceitos já identificados, sendo várias as atividades da logística que podem ser melhoradas com o recurso á utilização de ferramentas Lean, nomeadamente:
Melhoria da organização interna,
Melhoria de frota,
Melhoria de armazenamento,
Melhoria da mão-de-obra,
Melhoria de aprovisionamento,
Satisfação plena dos clientes,
Na STEF, empresa que opera na área do transporte e prestação logística e local onde foi desenvolvida esta dissertação, a filosofia Lean tem vindo a ganhar maior ênfase, envolvendo as equipas e os responsáveis na otimização dos processos, na identificação e resolução de problemas e na melhoria contínua. No entanto, e apesar desta evolução, deve-se desenvolver metodologias que suportem esta mesma evolução, metodologias, métodos e ferramentas uniformizadas que permitam a identificação e resolução de problemas, o desenvolvimento do espírito crítico e o envolvimento de todos na constante otimização do desempenho da Organização.
Apesar de já ser notória a preocupação das chefias de topo na utilização deste tipo de metodologias, ferramentas e do conhecimento da importância da melhoria contínua, ainda é necessário desenvolver este espírito nos colaboradores dotando-os não só de conhecimento e formação mas também das ferramentas necessárias ao desenvolvimento deste espírito crítico e de melhoria contínua.
1.2 Objetivos
O objetivo principal da presente dissertação cingiu-se a dois departamentos específicos da empresa em questão (STEF): o departamento de cais (1) e o departamento de transportes (2) e focou essencialmente a aplicação de conceitos Lean Logistics para reduzir custos e aumentar eficiência dos departamentos. Deste modo, pretendeu-se:
1. No departamento de cais:
Reduzir/Eliminar desperdícios: movimentações (materiais e pessoas), mudança de equipamentos, consumos de materiais perecíveis, entre outros.
Desenvolver metodologias de identificação e resolução de problemas
Implementar a visibilidade dos processos
Desenvolver e capacitar as equipas de know-how, boas práticas, ferramentas e no âmbito da melhoria contínua
2. No departamento de serviço de apoio ao cliente:
Desenvolver metodologias de comunicação Intra e Interdepartamental, com vista à melhoria contínua
Otimizar a qualidade geral de serviço da STEF
Desenvolver e capacitar as equipas de know-how, boas práticas, ferramentas e no âmbito da melhoria contínua
1.3 Metodologia de Investigação
Tal como em qualquer tipo de projetos, os resultados destes dependem do seu bom planeamento, sendo importante efetuar este planeamento de forma eficaz. Assim, numa fase inicial (Fase I) foi efetuada uma revisão bibliográfica concernente aos princípios e ferramentas de Lean Logístic. Dando um maior enfase em metodologias como 5S, Gestão Visual, Melhoria Contínua, Quick Changeover (QCO) e outras que se mostrem relevantes para o cumprimento dos objetivos propostos.
Para o desenvolvimento do projeto foi adotada uma metodologia de investigação que assenta nos princípios do Action Research. Esta metodologia assenta em 5 etapas: (1) Diagnóstico da empresa, (2) planeamento de ações, (3) implementação das ações elaboradas, (4) avaliação de resultados e (5) Especificação de aprendizagem/conclusões (O'Brien, 1998; Susman & Evered, 1978).
Assim, e de acordo com as etapas mencionadas, pretendeu-se em primeira instância efetuar um diagnóstico da situação atual da empresa (Fase I), de modo a identificar os problemas e possíveis pontos de melhoria. Para esta análise foram utilizadas um conjunto de ferramentas tais como: Diagramas causa-efeito, análise ABC, 5W2H, fluxograma e VSM.
Após a identificação dos pontos de melhoria, procedeu-se à elaboração de propostas de melhoria (Fase II), ou seja identificar alternativas aos atuais processos que pudessem otimizar o atual funcionamento da empresa.
A terceira fase (Fase III) desta metodologia relacionou-se com a implementação das propostas elaboradas, que tal como a fase anterior, foi efetuada juntamente com toda a equipa. Nesta fase, pretende-se aplicar algumas ferramentas, tais como, Ciclo PDCA, Shift Start-up Meeting (Reuniões de inicio de turno), gestão visual, Quick Changeover, 5S, entre outras que se mostrarem relevantes.
Após a implementação das ações foi elaborada uma avaliação e análise crítica dos resultados obtidos (Fase IV), com o objetivo de analisar o impacto das ações, comparando com a fase inicial.
Por fim, foram discutidas as ações implementadas de forma a identificar propostas para o futuro, sempre com vista á melhoria contínua, apresentando-se assim as conclusões da presente dissertação.
1.4 Organização da Dissertação
A presente dissertação encontra-se organizada em sete capítulos. O presente capítulo engloba a introdução, enquadramento do tema sobre o qual recai esta dissertação, os objetivos da mesma e ainda é descrita a metodologia de investigação aplicada. O capítulo seguinte, engloba toda a revisão bibliográfica que suporta toda a elaboração da presente dissertação.
No capítulo 3 é feita a apresentação da empresa, na qual foi elaborado o projeto, no qual é feito um resumo da história da empresa, principais clientes e fornecedores bem como a caraterização das atividades desempenhadas pela STEF e o mercado onde atua.
Segue-se a descrição da situação atual dos departamentos sobre os quais recaem a presente dissertação bem como a análise crítica dos mesmos, numa busca pelos principais problemas, terminando assim o capitulo 4.
Posteriormente são feitas as propostas de melhoria, com vista à eliminação dos problemas identificados, que constitui o capítulo 5.
O capitulo 6 contempla a análise e discussão dos resultados obtidos seguindo-se o último capitulo, onde são feitas as considerações finais bem como deixadas em aberto sugestões de trabalhos futuros, encerrando assim o último capitulo da dissertação, capítulo 7.
2. R
EVISÃOB
IBLIOGRÁFICAO presente capítulo corresponde à revisão bibliográfica. Inicialmente será feita uma abordagem ao tema Lean, nomeadamente a Origem do Lean Production, a descrição dos desperdícios identificados pela filosofia Lean e por fim uma pequena abordagem à casa TPS. Seguidamente, e de acordo com o tema da presente dissertação foi realizada uma revisão aos conceitos da Logística e da sua integração com a filosofia Lean, ou seja, o Lean Logístic.
2.1 Paradigma Lean Production
2.1.1 A Origem do Lean Production – Toyota Production System
Num mundo empresarial cada vez mais competitivo, é óbvio que apenas as empresas mais eficientes e eficazes conseguem fazer frente às contrariedades do mercado e à sua constante mutação. Inicialmente, para obter mais lucro, as empresas pensavam em subir os preços, no entanto, esta realidade foi-se alterando ao longo do tempo, sendo que atualmente, as empresas centram os seus esforços para gastar menos, de forma a ter uma margem de lucro mais elevada. Centram-se então em eliminar as atividades que não acrescentam valor ao produto/serviço, de forma a torna-lo mais lucrativo, mantendo no entanto as exigências e expetativas do consumidor.
Uma das abordagens mais populares no que concerne à melhoria do desempenho das organizações apareceu pelas mãos do Engº. Taiichi Ohno e pelo fundador da Toyota Sakichi Toyoda, dando-se pelo nome de Toyota Production System (Monden, 1998; Ohno, 1988). Ao longo dos tempos este conceito foi tomando novas designações sendo que James Womack e co-autores adotaram a designação Lean Production (J. Womack, Jones, & Ross, 1990) e, mais tarde, Lean Thinking (Reichhart & Holweg, 2007; Womack & Jones, 1996).
2.1.2 Os Desperdícios (7W)
Segundo Fujio Chon, desperdício é “tudo o que está para além da mínima quantidade de equipamento, materiais, peças, espaço e mão-de-obra, estritamente essenciais para acrescentar valor ao produto”. De forma mais simplificada, desperdício, refere-se a todas as atividades ou materiais utilizados, que não acrescentam valor ao produto final.
Existem essencialmente dois tipos de desperdícios: (1) o puro desperdício, correspondente a atividades completamente desnecessárias e o (2) desperdício necessário, que corresponde a atividades que, apesar de não acrescentarem valor ao produto/serviço final, são necessárias
para a conclusão do mesmo. O último, apesar de não poder ser eliminado, as organizações têm por obrigação proceder à sua redução.
São 7 os tipos de desperdício enumerados por Ohno, (1988) e Shingo, (1996):
Excesso de produção: refere-se à produção além do que é necessário, ou seja, produzir o que não é necessário, quando não é necessário e em quantidades desnecessárias.
Esperas: corresponde ao tempo em que as pessoas ou os equipamentos estão parados, em espera. Esta espera pode ocorrer devido a diversas situações tais como: problemas de layout, espera por autorizações, problemas no fornecimento de peças, mudança de equipamentos, entre outros.
Transportes e movimentações: referente ao movimento ou transportes de pessoas ou materiais entre processos. Por exemplo, os materiais, quando chegam à organização, são armazenados em espaços próprios que por vezes estão distantes dos locais onde vão ser utilizados, este processo requer a movimentação, posterior, até ao local onde é necessário, o que se reflete num desperdício.
Stocks: corresponde a um excesso de material armazenado, seja ele matéria-prima ou material em work in process. Este excesso de material leva a um aumento das necessidades de espaço de armazenagem e manutenção do material, originando, obviamente um desperdício, físico e humano, dado que são necessários recursos humanos para garantirem a sua manutenção.
Defeitos: tal como o nome o indica, este tipo de desperdício corresponde a um produto, atividade ou serviço que não foi executado de acordo com o que era esperado. Este tipo de desperdício manifesta-se posteriormente sobre várias formas, nomeadamente retrabalho, inspeções de qualidade, reparações, reclamações dos clientes, entre outros.
Trabalho desnecessário: refere-se a qualquer atividade ou movimentação considerada desnecessária para a conceção de determinado produto, podendo-se manifestar por diversas razões, tais como: operações isoladas, incorreto layout do local de trabalho, falta de formação dos operadores, procura por materiais ou componentes, etc.
Processo: referente a um conjunto de etapas do processo que podem ser consideradas como inúteis a correta execução da atividade em si. Ou seja, a sua ausência não influencia negativamente o processo de conceção, podendo por isso ser eliminadas.
2.1.3 A Casa TPS e ferramentas Lean
Tal como já descrito na secção 2.1.1, o Pensamento Lean surgiu de uma das abordagens mais populares no que concerne à melhoria do desempenho das organizações, pelas mãos do Engº Taiichi Ohno e pelo fundador da Toyota Sakichi Toyoda, dando-se, na altura, pelo nome de
Toyota Production System, TPS (Monden, 1998; Ohno, 1988).
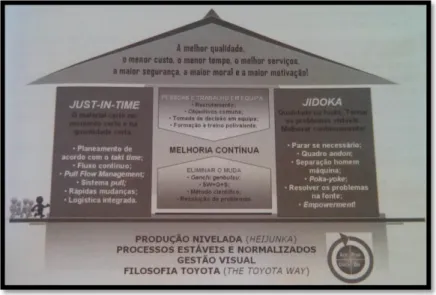
O sistema Lean não pode ser entendido e analisado como sendo um conjunto de técnicas que por si só devolve às organizações o desempenho desejado, mas sim como um Sistema constituído por essas mesmas técnicas mas também por uma filosofia e cultura que, em conjunto, podem trazer grandes vantagens para a empresa. A Casa TPS, ilustrada na figura 2 estabelece essa mesma relação, passando a metáfora da própria construção de uma casa em que para atingir o objetivo final de construção do telhado é necessário haver uma base e alicerces seguros e consistentes.
Figura 1 – Casa TPS (adaptado de Pinto, 2009)
Como é possível observar através da imagem ilustrada anteriormente, nas base e nos alicerces da Casa TPS estão aspetos fundamentais tais como a filosofia Toyota, a gestão visual, a padronização de processos, estáveis e uniformizados e o nivelamento da produção, sendo que um dos pontos mais importantes e estando por esse mesmo motivo no centro da imagem, o “respeito pelas pessoas”, sendo que o próprio conceito Toyota Way significa mais dependência nas pessoas dado que estas ganham uma maior importância em todo o processo e uma maior presença naquilo que é a identificação e eliminação de problemas ou defeitos.
Nos pilares pode-se ainda dar conta de duas metodologias: JIT, com o objetivo de produzir o que é necessário, no momento que é necessário e na quantidade necessária e o Jidoka, que
pretende instaurar a qualidade na fonte, ou seja, tornar os problemas visíveis de forma a serem passiveis de eliminação, garantindo a qualidade total dos processos.
O objetivo final, e retomando a metáfora, é a obtenção de um telhado que responda às expectativas dos Stakeholders, ou seja, a melhor qualidade, ao menor custo, o menor tempo, o melhor serviço, a maior segurança dos intervenientes e a maior motivação. (Pinto, 2009)
Existe um conjunto alargado de ferramentas que corroboram o TPS as quais serão apresentadas de seguida.
2.1.3.1 Kaizen
Termo japonês que significa “melhoria continua” o kaizen tem como principal objetivo o desenvolvimento de um trabalho em equipa na busca da melhoria contínua. No kaizen devem estar envolvidos todos os elementos da organização sendo que se deve elaborar um evento
kaizen sempre que é identificado um problema em determinada área (Pinto, 2009; Suzaki,
2010).
Para que estes eventos sejam o mais eficazes possíveis, devem ser devidamente estruturados de acordo com os seguintes passos:
1. Identificação da área problema; 2. Estabelecer objetivos e metas;
3. Constituir equipa de trabalho, formando de forma eficiente todos os envolvidos, nomeadamente nas ferramentas e técnicas de suporte necessárias;
4. Estudar a área sobre qual vai incidir o evento, nomeadamente layout, caraterísticas de trabalho, processos, vídeos, tudo o que possa ajudar a caraterizar o estado atual; 5. Efetuar o levantamento de métricas e estabelecer indicadores de análise;
6. Realização de uma sessão de brainstorming com toda a equipa de trabalho; 7. Utilizar ferramentas do âmbito da qualidade;
8. Formar subgrupos, definindo responsáveis por implementação e monitorização de resultados.
Entre as ferramentas mais utilizadas neste tipo de eventos está o Ciclo PDCA, também conhecido por ciclo de Deming. Trata-se de uma sequência muito simples que serve de guia à melhoria contínua, à realização de mudanças ou mesmo à análise de situações (Pinto, 2009; Suzaki, 2010).
Figura 2 – Ciclo PDCA
Plan (Planear): Estabelecer objetivos e processos necessários para apresentar resultados de acordo com os requisitos.
Do (Fazer): Execução dos planos delineados na fase anterior.
Chek (Verificar): acompanhamento e verificação dos resultados obtidos de forma a analisar o seu impacto e concluir se foram atingidos os objetivos estabelecidos na primeira fase.
Act (Agir): aplicação de ações corretivas e de melhoria, para que o problema identificado não volte a ocorrer.
2.1.3.2 5S
Desenvolvido no Japão, esta ferramenta tem como principal objetivo um ambiente de trabalho limpo e organizado, eliminando os desperdícios do mesmo.
Esta ferramenta, caracterizada pelas 5 palavras japonesas iniciadas por “S”, requer uma atitude orientada por parte dos colaboradores, a chamada “atitude “5S”, ou seja, uma atitude orientada para a organização, arrumação e limpeza do espaço de trabalho.
São então 5 os sensos que caraterizam esta ferramenta (Pinto, 2009):
Seiri (Selecionar) – Determina os itens necessários a cada espaço de trabalho e remove aqueles que são considerados desnecessários, ou seja, tem por objetivo utilizer os recursos de acordo com o necessário e auxilia a manter o espaço de trabalho organizado e apelativo.
Seiton (Ordenar) – Organiza e identifica quais os materiais/equipamentos de forma a facilitar o seu acesso e reduzir tempos de procura.
Plan Do
Check Act
Seiso (Limpar) – objetiva a educação para a limpeza criando planos de limpeza para cada espaço de trabalho garantindo também condições que evitem a necessidade de limpeza
Seiketsu (Normalizar) – Desenvolver procedimentos de forma a padronizar as atividades, facilitando o trabalho dos operadores e reduzindo a probabilidade de erro. Objetiva também a padronização de forma a manter ativos os sensos anteriormente citados.
Shitsuke (Sustentar) – sustentar a aplicação dos 4s descritos, mantendo a disciplina e a orientação para os mesmos.
Figura 3 – Etapas 5S
2.1.3.3 Gestão Visual
Também conhecida por controlo visual, a gestão visual é uma ferramenta que permite a todos os operadores, que executam as tarefas no chão da fábrica, compreender de forma mais facilitada o que está à sua volta sem que seja necessário aceder a procedimentos formais. Esta ferramenta permite assim o aumento da eficiência e eficácia das operações reduzindo a probabilidade de ocorrência de erros.
A gestão visual pode ser implementada de diversas formas, tais como: delimitações pintadas no chão, etiquetas para ferramentas, sinais visuais, entre outras. A gestão visual deve ser encarada como uma ferramenta que potencia o desenvolvimento e a melhoria contínua das empresas e assume especial importância na aplicação do Lean. (Pinto, 2009; Rich, 2006).
5S
Seiri (selecionar) Seiton (Ordenar) Seiso (Limpar) Seiketsu (Normalizar) Shitsuke (Sustentar)2.1.3.4 Kanban
Em português, cartão ou sinal, a ferramenta Kanban foi desenvolvida por Ohno no Japão na
Toyota Motor Company. Esta ferramenta consiste assim num sistema simples e visual
baseado no princípio de que cada posto de trabalho só é autorizado a produzir quando o cliente assim o exigir. Por outras palavras, o kanban funciona em sistema Pull, ou seja, o sistema kanban “puxa” a produção o que significa que um processo inicial não deve arrancar com a produção de um bem ou serviço sem que o cliente do processo posterior o solicite. Isto evita a produção de lotes desnecessários e a utilização de espaço extra para o armazenamento desses lotes (J. Womack & Jones, 2003).
Assim, o sistema kanban, funciona através da circulação de cartões entre os diversos postos de trabalho, que permitem, desta forma, controlar os movimentos dos materiais.
2.1.3.5 SMED / Quick ChangeOver
Método de redução de tempos de Setup caraterizado por ações de melhoria no modo de executar determinada atividade com o objetivo de eliminar/ajustar tarefas de mudança/ajuste, reduzindo tempos e aumentando a flexibilidade dos processos (Pinto,2009).
Vistas como atividades que não acrescentam valor para o cliente, as mudanças/ajustes são consideradas como sendo desperdícios necessários e que, portanto, devem ser minimizadas ao máximo. Esta redução de tempos reflete-se diretamente na redução de custos e lotes de fabrico. Mas para atingir esta redução é necessário:
Separar as atividades de setup internas das atividades de setup externas, que constituem a mudança/ajuste.
Converter as atividade internas em atividades externas sempre que possível, a fim de minimizar o tempo de paragem
Eliminar a necessidade de ajustes
Efetuar alteração estruturais de forma a otimizar o processo de mudança
2.1.3.6 VSM, Mapeamento de fluxo de Valor
O Value Stream Mapping (VSM) ou mapeamento do fluxo de valor é uma metodologia que permite identificar e desenhar fluxos de informação, de processo e materiais. Segundo Gonçalves e Miyake (2003) o mapeamento de fluxo de valor visa reunir conceitos e técnicas em detrimento da implementação de processo isolados de melhoria.
De acordo com Jones & Womack (2004), “...MFV é o simples processo de observação direta do fluxo de informação e de materiais conforme eles ocorrem, resumindo-os visualmente e vislumbrando um estado futuro com melhor desempenho”.
Através desta metodologia é possível identificar a interação entre os diferentes processos, analisar sistemas complexos e identificar os desperdícios do processo e elaborar soluções com vista à eliminação destes mesmos desperdícios.
Para efetuar este desenho do fluxo de valor do processo, esta metodologia utiliza um conjunto de icons previamente definidos, apresentados na figura 4.
Figura 4 - Icons Mapeamento de fluxo de valor
2.1.3.7 Diagrama Causa-efeito
Considerado como sendo uma das ferramentas mais ponderosas da melhoria contínua o Diagrama Causa-Efeito, ou Diagrama Ishikawa, permite uma análise detalhada das causas que possam ter originado determinado efeito, sendo que cada uma das causas é posteriormente subdividida em causas mais específicas.
Figura 5 – Diagrama Causa-Efeito (Adaptado de Pinto, 2009)
2.1.3.8 Standard Work
Tal como o próprio nome o indica, Standard Work consiste em uniformizar, normalizar ou estandardizar as tarefas executas em determinada atividade, ou seja, executar essa mesma atividade sempre da mesma forma, seguindo uma sequência fixa e utilizando os mesmos meios/ferramentas. A implementação desta metodologia passa por 5 etapas essenciais (Suzaki, 2010):
Definir Objetivos de melhorias: recolher tempos e definir objetivos
Estudar o trabalho: analisar a situação atual, recolhendo dados, medições, etc
Melhorar o trabalho: Definir e implementar acções de melhoria
Normalizar o trabalho: Criar normas para as melhorias implementadas
Formar os operadores.
A metodologia Standard Work tem como principais objetivos aumentar a produtividade, aumentar a produção, resolver problemas de falta de fluxo, melhorar a motivação e moral dos colaboradores. Entre as principais vantagens, da implementação do Standard Work, destacam-se (Pinto,2009; Suzaki,2010):
Redução do WIP
Diminuição da carga de trabalho
Ganho de produtividade com o balanceamento das operações pois as peças são produzidas dentro do takt time, evitando a sobrecarga e horas extras
Satisfação dos operadores
Diminuição do risco de acidentes.
Obter o controlo do processo.
Garantir que todos os empregados que executam uma tarefa realizem, sempre, as mesmas operações e da mesma maneira.
Servir como material didático para treinamento de um empregado novo ou em uma nova função.
Garantir que produtos e serviços sejam sempre iguais.
Documentar o conhecimento (tecnologia) da empresa.
2.1.4 Princípios do Lean Thinking
O Lean Thinking segue um conjunto de princípios (Figura 6), enumerados por Womack & Jones (2003):
Valor: O valor é definido de acordo com a perspetiva do cliente final, ou seja, destinge, no produto final, aquilo que acrescenta valor ou não ao produto
Cadeia de Valor: A cadeia de valor permite enumerar as atividades que acrescentam valor ao produto/serviço final, de acordo com as expetativas definidas pelo cliente, eliminando todas as atividades sem valor acrescentado
Fluxo Contínuo: Fluxo produtivo contínuo, ou seja sem que existam pontos de estrangulamento, e organizado, evitando desperdícios e baseado no princípio One
Piece Flow
Sistema Pull: No sistema pull a produção de determinado produto ou prestação de serviço só é iniciado quando o cliente solicita. Aplica-se, portanto, o conceito
Just-in-time, produzindo apenas as quantidades certas no momento certo
Perfeição: Eliminação de desperdício, com o objetivo da busca incessante da melhoria contínua dos processos, envolvendo a mudança de disciplina e cultura da empresa.
2.2 Logística
Com origem militar, o conceito de logística tem vindo a sofrer uma constante evolução ao longo dos tempos sendo que mais recentemente começa a ganhar maior ênfase devido ao seu poder de conceber vantagem competitiva para as empresas.
Segundo o Council of Supply Chain Management Professionals (CSCMP, 2010), a “Logística, ou gestão logística, é a parte da cadeia de abastecimento responsável por planear, implementar e controlar o eficiente e eficaz fluxo direto e inverso e as operações de armazenagem de bens, serviços e informação relacionada entre o ponto de origem e o ponto de consumo de forma a ir ao encontro dos requisitos/necessidades dos clientes” (Carvalho et al., 2010).
Em suma, a Logística consiste em planear, de forma eficiente, todo o fluxo, informacional e de materiais, entre o ponto de origem e o cliente final ou ponto de consumo, correspondendo às expetativas dos clientes, ou seja, a logística procura efetuar a gestão de um conjunto de atividade que permitam fazer chegar o produto certo, na quantidade certa, na condição certa, no lugar certo, no tempo certo e ao preço certo (Carvalho et al., 2010).
De forma a atingir o objetivo acima definido, a logística engloba um conjunto de atividades, tais como:
Transporte
Armazenagem
Manuseamento e gestão de materiais
Controlo e gestão de stocks
Serviço ao cliente
Entre outras
A Supply Chain Management (SCM) integra este conjunto de atividades, com o objetivo de satisfazer as exigências do cliente final e conquistar a vantagem competitiva sobre a sua concorrência (Ballou, 2004).
É importante portanto dar o respetivo relevo a todas as atividades, desde o contacto com o fornecedor até ao momento em que se disponibiliza o produto/serviço final ao cliente.
2.3 Lean Logístic
A logística Lean é no fundo a aplicação dos princípios do Sistema Toyota de produção no desenvolvimento e melhoria dos processos e operações de uma cadeia de abastecimento.
A logística Lean é assim uma extensão da produção Lean, na medida em que busca a eliminação do desperdício nas suas atividades.
Tal como já foi identificado na secção 2.2, são várias as atividades que fazem parte da logística, umas principais e outra de apoio. A aplicação da filosofia Lean à logística é procurar otimizar estas atividades eliminando os desperdícios associados às mesmas.
Por exemplo, na gestão de stocks, é possível reduzir a existência de stocks elevados através da aplicação de ferramentas Lean tais como sistemas pull ou produção nivelada.
Ao contrário da Cadeia de abastecimento normal que conta com excesso de stocks e um elevado nível de desperdícios, a ideia da logística Lean é de maximizar o fluxo de valor, reduzir os desperdícios e as perdas dos processos, tendo sempre em vista a perfeição.
A aplicação da metodologia Lean num sistema logístico tem o objetivo de simplificar esses processos, através da identificação do que agrega ou não valor, focado em minimizar custos com a redução e/ou eliminação de desperdícios e ao mesmo tempo maximizar o valor agregado ao cliente (Ballou, 2005)
3. A
PRESENTAÇÃO DAE
MPRESANo presente capítulo será apresentada a empresa STEF, onde foi realizado o projeto de dissertação. Ao longo deste capítulo serão assim abordados os seguintes tópicos: Identificação da empresa, um breve apanhado da história da STEF bem como uma identificação dos principais fornecedores e concorrentes da organização. De seguida será feita uma pequena abordagem aos principais produtos e clientes da STEF concluindo com uma descrição geral do sistema de funcionamento da STEF no qual serão abordadas as principais soluções disponibilizadas pela STEF perante os seus clientes.
3.1 Identificação e Localização da Empresa
A STEF é uma marca de confiança e um especialista Europeu em soluções de logística alimentar, apresentando um conjunto de soluções que vão desde a armazenagem, JIT/Fluxo tenso, Gestão Financeira e serviços de valor acrescentado, bem como à prestação de serviços de transporte adaptada a todo o tipo de realidade, restringindo a sua atuação à área dos produtos alimentares a temperatura controlada, nomeadamente entre os -22ºC e os 15ºC. Sediada em França, a STEF encontra-se atualmente dispersa por 9 países, contando com um total de 223 plataformas multi-temperatura, com um total de 6250000 m3 de capacidade de armazenagem e 430000m2 de Cais, sendo que nos últimos 3 anos a STEF teve uma evolução
positiva do seu volume de negócios, cerca de 21,5% (Figura 7).
Figura 7 – STEF Europa
Quanto à sua presença em Portugal, a STEF detém atualmente 4 plataformas, sediadas em Lisboa, Porto, Alverca e Palmela (Figura 8).
Figura 8 – STEF Portugal
O presente projeto de dissertação foi desenvolvido na STEF Porto, Localizada na freguesia de Arcozelo, concelho de Vila Nova de Gaia. Esta plataforma conta com uma área de armazenagem de aproximadamente 5500𝑚2 e suporta cerca de 6150 paletes.
3.2 Breve Historial da Empresa
O percurso da STEF em Portugal arrancou em 1995, que na altura iniciou a sua atividade com o nome de SDF Portugal. No ano de 2000 deu-se o arranque da STEF Alverca e posteriormente da STEF Porto em 2001. A STEF vinha a ganhar terreno face à sua concorrência e o seu volume de negócios a ter uma evolução bastante positiva. O volume de Clientes, o número de paletes movimentadas aumentara e era portanto necessário criar novas infraestruturas que suportassem esta evolução. Foi então em 2005 que a STEF surgiu com nova sede em Portugal, momento em que arrancou a nova plataforma de Lisboa, localizada na Povoa de Santa Iria.
Dada a importância que os clientes têm para a STEF tornou-se necessário obter um conjunto de certificações que garantiam o bom nível na prestação de serviços, tais como: Certificação ISSO 22000, Certificação BRC, entre outras.
Em Janeiro de 2001 o grupo adotou um novo nome e uma marca europeia: STEF. Durante o seu percurso em Portugal a STEF foi nomeada por 3 anos consecutivos “Master da distribuição”, ou seja, foi considerado o melhor operador logístico a operar em Portugal, pela sua concorrência (Figura 9).
Figura 9 – História STEF
Cada negócio encontrou naturalmente o seu lugar dentro de um conjunto coerente de onde são definidas:
Uma especialidade: a logística
Uma técnica: o frio
Uma extensão geográfica: a Europa
3.3 Principais produtos e clientes
Ao definir-se como empresa da logística do frio, o grupo STEF dedica-se na realidade a 3 atividades diferentes:
Ao transporte
À prestação logística
Aos sistemas de informação
Estas 3 vertentes de negócio convergem para o mesmo objetivo: gerir os fluxos físicos e de informação. A tensão dos fluxos, a concentração dos atores, os imperativos de segurança e de rastreabilidade torna cada vez mais necessária a implementação de uma logística global. Com os seus colaboradores que são especialistas no frio e da logística, as suas ferramentas (entrepostos, plataformas, camiões) e o seu know-how quanto a sistemas de informação, a STEF está presente em todos os sectores da logística sob temperatura controlada de -22 a +15° C.
A organização do Grupo é ditada pela natureza dos produtos, as suas exigências de conservação – temperatura e regulamentação – mas também pela estrutura do mercado agroalimentar.
O transporte de produtos frescos e congelados é da competência da STEF Transport. A logística e o transporte de produtos do mar é a actividade da STEF Seafood.
Os sistemas de informação vinculados à gestão dos fluxos stockados ou tensos estão agrupados na STEF Information et Technologies, agente incontornável da supply chain agroalimentar.
3.3.1 Posicionamento
A STEF Portugal propõe uma gama completa de serviços que compreende a gestão dos fluxos físicos aos fluxos de informação. Adicionalmente oferece serviços de consultoria e estudos de otimização da Supply Chain agroalimentar.
Nos seus entrepostos, repartidos estrategicamente, a STEF gere tanto fluxos armazenados como fluxos tensos, em todas as gamas de temperatura.
Para o transporte, a STEF beneficia de uma rede de plataformas que permite oferecer aos seus clientes um processo homogéneo e um serviço que conjuga rapidez e segurança.
Sempre na vanguarda da inovação, a STEF dispõe de recursos tecnológicos e informáticos necessários à otimização, à preparação e à gestão dos fluxos dos seus clientes. A STEF responde às exigências dos industriais, distribuidores e cadeias de restauração.
3.3.2 Mercado
A STEF intervém como especialista na logística dos produtos refrigerados e congelados em todos os sectores da indústria alimentar: produtos congelados, lácteos, produtos à base de carne, gelados, bebidas, produtos da 4ª e 5ª gama, pastelaria, frutas e legumes, matérias-primas, produtos não transformados, produtos compatíveis: vinho, alimentação seca, etc.
3.3.3 As atividades STEF
A STEF contribui para a otimização da Supply Chain agroalimentar, desde o aprovisionamento das fábricas até à entrega nos pontos de venda, em virtude das suas competências em:
Estudo e assistência: Otimização da Supply Chain, estudo da engenharia logística, oportunidades de subcontratação e interligação com os sistemas de informação
Fluxos Físicos: Operações logísticas: gestão dos abastecimentos, gestão dos stocks, armazenagem, cross-docking; Operações de transporte: gestão de aprovisionamento e distribuição (camiões completos, lotes, grupagem e distribuição capilar)
Fluxos de informação: Através da divisão de sistemas de informação Agrostar, oferecemos aos nossos clientes soluções fiáveis para a gestão dos fluxos físicos e fluxos de informação
Uma coordenação dos fluxos de informação através de sistemas de informação integrados: Um portal completo de serviços Web (E-stock: seguimento em tempo real dos stocks; E-send: ferramenta de envio de encomendas e de impressão de etiquetas estandardizadas; E-plan: acesso ao plano de transporte on-line; E-track: seguimento das entregas); Ligação via EDI com múltiplas soluções (EANCOM; Proprietário).
3.3.4 Clientes e fornecedores
Ao longo do seu percurso a STEF foi angariando uma carteira de clientes que lhe permite manter a sua sustentabilidade. Estes clientes pertencem essencialmente a 3 grupos:
Industria: Danone, Ferrero, Pescanova, Nestlé e Grupo Lactalis.
Retalho: Dia, Lidl, Auchan, Carrefour, El corte Inglês e E.Leclerc.
Restauração: Ikea, KFC, Pizza Hut, Starbucks Cofee, SubWay, entre outros.
Para atingir os seus objetivos a STEF estabelece uma estreita relação de cooperação entre os seus fornecedores, as transportadoras, entre os quais se destacam:
TJA: Transportes J. Amaral
TPCF: Transportes Paulo Costa Ferreira
TRACAR
Transportes Machado e Brites
Contanto ainda com um conjunto de fornecedores esporádicos como as transportadoras ExpressoDay, Kartel, Nova Estrela, entre outros.
4. D
ESCRIÇÃO E ANÁLISE CRITICA DA SITUAÇÃO ATUALEste capítulo descreve o departamento de cais, departamento escolhido para efetuar a intervenção e melhoria de processos. Descreve também o estado atual do departamento de serviço de apoio ao cliente da STEF. Para ambos será feito o levantamento das atividades desempenhadas e dos fluxos, materiais e informacionais, em cada um dos departamentos. A etapa seguinte neste capítulo prende-se com a análise crítica e identificação dos problemas existentes.
4.1 Descrição do funcionamento do departamento de cais
O departamento de cais situa-se no rés-do-chão da STEF e representa o local onde se dá o fluxo de material/mercadoria, ou seja, é através do departamento de cais que a mercadoria entra na STEF, proveniente dos seus clientes, para posteriormente ser expedida para os destinatários solicitados.
Este departamento é composto por um total de 25 operadores distribuídos, de acordo com as necessidades da operação, por 3 equipas, cada uma delas gerida por um chefe de equipa.
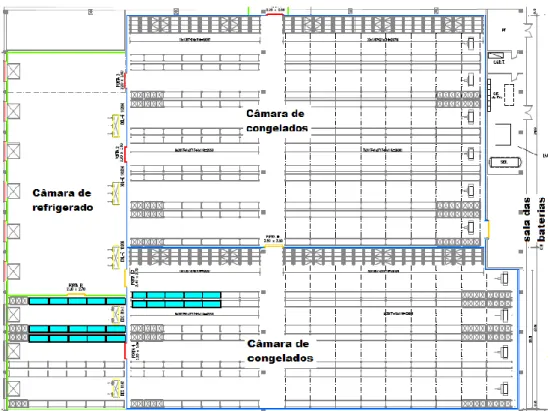
Este departamento encontra-se dividido em 3 secções (figura 10), uma câmara de refrigerado, onde é armazenada a mercadoria de refrigerado (entre os +2ºC e os +16ºC) (figura 11), e duas câmaras de congelado, que armazena mercadoria que deverá estar sujeita a temperaturas entre os 0ºC e os -22ºC (Figura 11). A terceira secção, designada de sala das baterias, é considerada uma secção de suporte, onde são armazenados equipamentos (empilhadores, porta-paletes, stackers, motas, entre outros) e no qual se efetuam as mudanças de baterias do equipamentos utilizados pelos operadores do cais.
Figura 10 - Planta Departamento de cais
Figura 11 – Câmara de congelado e Câmara de refrigerado
Este departamento funciona em laboração contínua, estando apenas fechado ao Domingo para descanso geral. As equipas de cais têm assim a seu cargo as seguintes tarefas:
Descargas em Cais: que dizem respeito a descargas em que o próprio cliente entrega a mercadoria na STEF para posteriormente ser entregue aos destinatários
Levantamentos em cais: levantamentos efetuados na própria plataforma pelos destinatários
Receção de nacionais: correspondendo à receção de mercadoria proveniente de outras plataformas
Receção de mercadoria (recolhas): mercadoria recolhida nos clientes da STEF para posteriormente ser entregue nos destinatários por ele selecionados
Expedição de mercadoria: que tal como o nome indica consiste na expedição, em rotas especificas, da mercadoria rececionada na STEF.
Este departamento desenvolve ainda um conjunto de atividades de suporte tais como:
Zonagem de mercadoria: O armazenamento da mercadoria é feito de acordo com as localidades de distribuição, estando delineados espaços de zonagem no cais identificados somente com os nomes dos concelhos, sendo que por diversas ocasiões, os novos operadores tinham que questionar aos chefes de equipa onde deveriam alocar determinada mercadoria, por falta de conhecimento das localidades de cada concelho (Figura 12).
Figura 12 – Zonagem de mercadoria
Limpeza do cais: Com maior ênfase executada pelo turno diurno, o chefe de equipa deve monitorizar a limpeza do cais, seguindo uma check-List de verificação sendo que diariamente a limpeza é avaliada pelo administrativo de cais de acordo com a folha de verificação (Figura 13).
Gestão e limpeza de equipamentos: Cada operador detém um conjunto de equipamentos e ferramentas de trabalho pelas quais devem zelar, efetuando a sua limpeza e manutenção
Na gestão de equipamentos destaca-se o equipamento utilizado pelos operadores para efetuarem as cargas e descargas de mercadoria, designadas de porta-paletes elétrico, “mota” (figura 14).
Figura 14 – Porta-paletes elétrico e bateria
Cada operador tem um porta-paletes elétrico atribuído, de acordo com a listagem previamente efetuada pelos responsáveis departamentais. O operador é responsável pelo correto uso da mota, verificação de avarias e respetivo reporte, limpeza da mesma, bem como efetuar a mudança da bateria quando esta atinge os 20% de carga (identificável através do visor implementado no guiador).
A mudança da bateria é executada na sala das baterias na qual se encontram as baterias à carga. Esta mudança é efetuada manualmente, com a ajuda de um guindaste, conforme retrata a figura abaixo (Figura 15).
Cada operador muda, em média, 1 vez de bateria por turno de trabalho, sendo que através do método de cronometragem, e efetuando este processo perante todos os operadores dos diversos turnos, no início e fim do mesmo, foi possível verificar que esta mudança dura em média 13 minutos.
De acordo com o departamento de recursos humanos, cada operador da equipa de cais aufere 8,90€/hora, assim sendo, num dia de trabalho cada operador perde 13 minutos neste processo temos que:
𝐶𝑢𝑠𝑡𝑜 𝑛ã𝑜 − 𝑝𝑟𝑜𝑑𝑢𝑡𝑖𝑣𝑜 𝑑𝑖á𝑟𝑖𝑜 = 13 min × 8.90€60 𝑚𝑖𝑛 = 1.93€
Assim, por ano, e descontando o período de férias obrigatório, cada operador trabalha um total de 244 dias pelo que o custo de não produtividade anual será de 471.9€/operador/ano. No entanto a equipa é constituída por um total de 25 operadores, o que significa que por dia são efetuadas 25 mudanças de baterias e anualmente 6100. Deste modo, anualmente, no processo de mudança de baterias estão contemplados 11773€/equipa/ano.
Em termos de eficácia, também este indicador diário é afetado, sendo que se pensarmos que cada operador trabalha 8h diárias e que perde 13min neste processo, significa que estamos perante uma redução da eficácia do operador de 2.7% (Tabela 1).
Dado que este processo é estritamente necessário ao processo de trabalho de movimentação de carga não pode ser eliminado, no entanto este não acrescenta valor para o cliente final e deve portanto ser reduzido ao máximo.
Tabela 1 – Desperdício no processo de mudança de baterias Tempo
(min)
Custo anual não-produtivo (€/oper.)
Custo anual não produtivo (€/equipa)
Não-produtividade (%/oper./dia)
Desperdício 13 471,9€ 11773€ 2,7%
4.2 Análise Crítica no departamento de Cais
Esta secção apresenta a análise crítica realizada no departamento de cais durante a observação das atividades que lá decorriam. Para tal foi necessário estabelecer uma estreita relação com estas atividades, adotando uma metodologia de “learning by doing”, isto é, executar cada uma das tarefas de forma a identificar as principais lacunas dos processos e os principais problemas da operação, obtendo assim uma visão realista das situações passiveis de melhoria.
Foram também essenciais os testemunhos dos operadores e chefes de equipa que facilitaram esta identificação, pela experiência que já adquiriam.
4.2.1 Elevado tempo na procura de local para zonagem de carga
Durante o processo de zonagem de carga, por diversas vezes se verificava que os operadores perdiam grande parte do tempo na procura em deslocações para zonar a mercadoria em local correto, isto porque, tal como já foi identificado, as zonas estavam apenas identificadas com um placard identificativo do concelho, sendo que nas etiquetas de receção era apresentada a localidade e o código postal do destinatário.
Esta zonagem tornava-se um desperdício a eliminar/reduzir, dado que na procura pela zona correta o operador além do desperdício de tempo acarretava ainda um desperdício na carga da bateria da mota, que posteriormente se refletiria na quantidade de vezes que esse operador teria que efetuar mudanças de bateria.
4.2.2 Desorganização e falta de espaços adequados e fixos para equipamentos
Em termos de organização, o cais não dispunha de local fixo para nenhum dos equipamentos utilizados pelos operadores sendo notória a dificuldade em encontrar rolo de fita-filme, para selar as paletes, fita-cola, para selar as devoluções, entre outros.
Já na sala das baterias esta desorganização era ainda mais notória. Nesta sala eram armazenados todos os equipamentos utilizados na STEF, desde empilhadores a porta-paletes, passando pela máquina de higienização, os porta-paletes elétricos, as baterias para estes equipamentos, entre outros (figura 16 a 18).
Figura 17 – Porta-paletes elétrico
Figura 18 - Exemplo de empilhador
No entanto, nenhum destes tinha um local fixo de armazenamento, sendo que esta sala tem dimensões reduzidas, um equipamento deixado no sítio incorreto pode acarretar um trabalho adicional, por exemplo, numa mudança de baterias, dado que o operador teria que movimentar esse equipamento para aceder ao local de mudança. Era ainda possível observar que os equipamentos avariados eram “encostados” onde tivesse espaço e, por vezes, não havia conhecimento de que estavam avariados.
4.2.3 Elevado tempo na mudança de baterias
Após executar, diversas vezes, as mudanças das baterias, foi possível constatar que os operadores perdiam um elevado tempo nesta mudança. Esta mudança era um processo delicado, complexo e moroso. Delicado devido aos líquidos nocivos utilizados nestas baterias, que em caso de queda o derramamento podem colocar em causa a saúde do operador, complexo e moroso, dado o seu peso. A mudança tinha de ser efetuada com a utilização de um guindaste elevatório, requerendo um conjunto de etapas para a sua concretização. Em suma, o procedimento seguia os seguintes passos (Figura 19):