UNIVERSIDADE DA BEIRA INTERIOR
Projecto e optimização de uma roda para veículo
ligeiro de ultra baixo consumo
Tiago André Matos Fernandes Carrola
Dissertação para obtenção do Grau de Mestre em
Engenharia Electromecânica
(2º ciclo de estudos)
Orientador: Prof. Doutor Paulo Manuel Oliveira Fael
iii
Agradecimentos
O meu especial agradecimento:
Professor Doutor Paulo Manuel Oliveira Fael, pela disponibilidade apresentada para esclarecer qualquer tipo de dúvidas que iam surgindo e debater várias temáticas relacionadas com os vários temas apresentados.
Professor Doutor Fernando Manuel Bigares Charrua Santos, pelo apoio e pelos desafios propostos ao longo do projecto.
Professor Doutor Francisco Miguel Ribeiro Proença Brojo, pelas explicações e tempo cedido em prol da minha aprendizagem no torno mecânico.
Ao meu colega Bruno Pontes, pela ajuda prestada na construção do molde para o aro.
Tamás Sipos, um colega húngaro que conheci no decorrer da prova Eco Shell Marathon e com o qual troquei algumas informações relevantes para a construção das rodas.
A toda a equipa do UBIAN 10 e 11, pelo companheirismo e pelos dias bem passados na construção do carro.
Sr. Paulo Guerra pela disponibilidade apresentada para ajudar no laboratório de materiais e também pelas explicações relativas aos equipamentos á disposição.
À minha família pelo apoio prestado ao longo de todo o processo, em particular durante a fase de aprendizagem do Abaqus.
v
Resumo
Nesta tese será abordada a análise, desenvolvimento e construção de um conjunto roda/cubo para um veículo de baixo consumo que irá participar na prova Shell Eco Marathon a decorrer no circuito de Lausitzring na Alemanha.
A roda terá de ser construída com o propósito de cumprir alguns requisitos e seguir sempre alguns parâmetros ao longo do desenvolvimento, tais como peso, rigidez e facilidade de execução. O protótipo final terá de ser uma roda que consiga constituir um pouco de todos os pontos referidos.
Será feita uma pesquisa sobre materiais, formas de construção e tecnologias usadas na construção de semelhantes objectos. Serão também desenvolvidos e aperfeiçoados, com ajuda de softwares, os conceitos que sejam achados mais apropriados para a execução. Finalmente será posta em prática toda a teoria e conhecimento alcançado durante a realização dos testes computacionais na realização de um protótipo final.
Palavras-chave
vii
Abstract
In this thesis will be approached the analysis, development and construction of a set wheel-hub for a low consumption vehicle that will be participating in Eco Shell Marathon taking place in Lausitzring, Germany.
The wheel will be made while fulfilling some requirements and following some parameters as weight, stiffness and easily of construction. The final prototype will be a wheel that mixture a little of all those parameters.
A research about the materials, ways of construction and technologies used on the construction of similar parts will be made. With the resource of software’s, the best concepts that we will take in consideration will be improved. After all the research and the computational tests a prototype will be made with the best thinking project.
Keywords
ix
Índice
1
Introdução ... 1
1.1
Shell Eco Marathon ... 1
1.2
Equipa UBIAN ... 2
2
Estado da Arte ... 3
2.1
Resina Epoxy ... 3
2.2
Fibras ... 4
2.2.1
As propriedades mecânicas da fibra ... 4
2.2.2
A interacção superficial da resina com a fibra ... 5
2.2.3
A fracção volumétrica de fibra ... 6
2.2.4
A orientação das fibras no compósito ... 6
2.3
Tipos de tecido ... 6
2.3.1
Unidireccional ... 6
2.3.2
0º/90º ... 7
2.3.3
Multiaxial ... 7
2.4
Compósito ... 8
2.5
Cortiça ... 9
3
Forças presentes ... 11
4
Cubo ... 15
4.1
Rolamentos ... 17
4.2
Conjunto completo ... 18
5
Roda ... 19
5.1
Aro ... 19
5.2
Conceitos de roda ... 19
6
Laminado ... 21
6.1
Cargas e condições de fronteira ... 21
6.2
Propriedades dos materiais usados ... 22
6.3
Testes computacionais com laminados ... 22
6.4
Malha ... 25
6.5
Resultado final... 26
7
Teste laboratorial com provetes ... 29
8
Processo de fabrico ... 35
8.1
Construção do cubo ... 35
x
8.3
Construção do aro ... 40
8.4
Construção do centro em fibra ... 43
9
Montagem final ... 45
10
Conclusões ... 47
11
Referências ... 49
xi
Lista de figuras
Figura 1.1 - Circuito Lausitzring ... 1
Figura 2.1 - Comparação de propriedades mecânicas devido à cura ... 4
Figura 2.2 - Da esquerda para a direita: malha plain ou fafetá, twin ou sarja e satin ... 7
Figura 2.3 - Tecido multiaxial (SP Systems) ... 8
Figura 3.1 - Diagrama de forças ... 11
Figura 3.2 - Diagrama de forças no eixo traseiro ... 13
Figura 4.1 - Perspectiva do cubo ... 15
Figura 4.2 - Conjunto cubo e flange ... 16
Figura 4.3 - Ferramenta dimensionamento de rolamentos9 ... 17
Figura 4.4 - Visualização explodida do conjunto ... 18
Figura 5.1 - Perfil do aro ... 19
Figura 5.2 - Perfis de roda: I,U e V ... 20
Figura 6.1 - Modelo em Abaqus ... 21
Figura 6.2 - Deslocamento do laminado carbono/airex ... 23
Figura 6.3 - Deslocamento do laminado carbono/cortiça ... 24
Figura 6.4 - Deslocamento do laminado de carbono ... 25
Figura 6.5 - Malha refinada ... 26
Figura 6.6 - Tensões máximas ... 26
Figura 6.7 - Deformação máxima ... 27
Figura 7.1 - Vista frontal dos 4 primeiros provetes ... 30
Figura 7.2 - Suporte para ensaio de tracção ... 31
Figura 7.3 - INSTRON 8800 no ensaio de tracção ... 31
Figura 7.4 - Valores dos ensaios ... 33
Figura 7.5 - Ruptura de provete em ensaio ... 34
Figura 8.1 - Cotagem do cubo ... 35
Figura 8.2 - Maquinagem do cubo no torno ... 36
Figura 8.3 - Furação do cubo ... 36
Figura 8.4 - Construção das roscas ... 37
Figura 8.5 - Pormenor da araldite nos parafusos do cubo ... 37
Figura 8.6 - Roda usada para molde do aro ... 38
Figura 8.7 - Apoio de plásticos exteriores no molde ... 39
Figura 8.8 - Molde visto de diferentes perspectivas ... 39
Figura 8.9 - Dispositivo de união para o molde ... 40
Figura 8.10 - Materiais utilizados na construção do aro ... 41
Figura 8.11 - Aro em vácuo ... 42
Figura 8.12 - Fase final do aro ... 42
xii
xiii
Lista de tabelas
Tabela 2.1- Comparação de propriedades mecânicas dos materiais ... 5
Tabela 3.1 - Forças existentes ... 14
Tabela 4.1 - Características dos rolamentos ... 18
Tabela 5.1 - Dados obtidos para os perfis ... 20
Tabela 6.1 - Propriedades do carbono ... 22
Tabela 6.2 - Propriedades Airex C70.75 ... 22
Tabela 6.3 - Propriedades do Airex C71.75 ... 22
Tabela 6.4 - Propriedades da cortiça ... 22
Tabela 6.5 - Compósito de carbono/airex para o aro ... 22
Tabela 6.6 - Compósito de carbono/cortiça para o aro ... 23
Tabela 6.7 - Compósito de carbono para o aro ... 24
Tabela 6.8 - Compósito do centro da roda ... 25
Tabela 7.1 - Provete 1 ... 32
Tabela 7.2 - Provete 2 ... 32
Tabela 7.3 - Provete 3 ... 32
Tabela 7.4 - Provete 4 ... 32
xv
Acrónimos
FEM – Finite Element Method PMC – Polymer Matrix Composite FRP – Fiber Reinforced Polymers UBI – Universidade da Beira Interior HM CF – High Modulus Carbon Fiber HS CF – High Strength Carbon Fiber HS – High Strength
UD- Unidirectional PVA - Polyvinyl alcohol
1
1 Introdução
1.1 Shell Eco Marathon
A Shell Eco Marathon começou em 1939 nos laboratórios de pesquisa da Shell nos Estados Unidos da América quando dois cientistas integrantes da Shell decidiram comparar o número máximo de milhas percorridas por cada um para um galão de combustível.
Destas origens humildes surgiram evoluções e a competição transferiu-se também para a europa. Na sua estreia em França, no ano de 1985 a Shell Eco Marathon Europe atraiu centenas de engenheiros e cientistas vindos de 20 países europeus. No corrente ano decorre a vigésima sexta edição desta competição.
Tal como no ano anterior a edição deste ano irá decorrer também no circuito EuroSpeedway Lausitz Racing Circuit na Alemanha, e a prova irá ser composta por 6 voltas ao circuito delimitado para a categoria de UrbanConcept. Cada volta consiste de 3173 m o que perfaz uma distância total de prova de 18923 m. Como o tempo máximo, estabelecido pela organização, para cada qualificação é de 45 min fica implicada uma velocidade média de aproximadamente 25 Km/h, já contando com a paragem obrigatória definida para cada volta. Na imagem seguinte pode ver-se o circuito correspondente á categoria UrbanConcept colorida de verde. É ainda de referir que o circuito possui uma inclinação máxima de 4% e que os raios das curvas presentes no circuito se situam entre 35 metros e 180 metros.
2
1.2 Equipa UBIAN
Após 11 anos de participações positivas na edição europeia da Shell Eco Marathon, é de destacar a edição anterior, onde o UBIAN 10 conseguiu um 7º lugar entre os 31 inscritos na subcategoria motores de combustão interna a gasolina, na modalidade UrbanConcept, percorrendo 148 Km por litro de combustível. Nesta décima segunda participação, a equipa UBIAN irá basear-se na estrutura do ano anterior e a partir daí evoluir para componentes mais leves e resistentes tentando para isso reduzir o peso total do veículo de modo a efectuar melhores performances em pista sem detrimento da resistência dos materiais. Para tal irá manter-se o chassi em fibra de carbono e substituir-se os sub-chassis do ano anterior que eram construídos em aço por uns mais resistentes e leves em fibra de carbono de modo a que suportem melhor os esforços do motor e que ao mesmo tempo mantenham o baixo peso. Ainda durante o corrente ano serão feitas análises mais profundas às vertentes:
Termodinâmica do veículo, de modo a encontrar melhores coeficientes de arrefecimento, período de utilização, rendimento, velocidades alcançadas e optimizações do motor a aplicar.
Comportamento mecânico de maneira a ser estudada a construção de novas rodas em fibra de carbono e respectivos cubos de fixação.
Mecânica de fluidos, para se aprofundar os impactos aerodinâmicos na carroçaria de modo a melhorar os coeficientes de atrito aerodinâmico.
Análise de produto e processo para que seja permitido uma melhor gestão de tempo, realização de tarefas, recursos humanos e de processos de fabrico das peças de maneira a que todo o carro possa ser construído de forma mais rápida e eficiente.
A equipa UBIAN do ano corrente é composta por quatro alunos, três professores do departamento de Electromecânica da UBI e um professor do departamento de Aeronáutica da mesma instituição de ensino.
3
2 Estado da Arte
2.1 Resina Epoxy
As resinas epoxy são, actualmente, das resinas com melhores performances no mercado1.
Geralmente, as resinas epoxy têm comportamentos mecânicos muito superiores a outros tipos de resina e têm resistência à degradação em contacto com o meio ambiente.
Como resina de laminados, possui uma grande aderência, o que é importante, pois é necessária uma grande aderência entre a resina e as fibras em todos os sistemas. Isto assegura que as cargas sejam transferidas com eficiência e previne fracturas na fibra ou na resina quando o compósito é sujeito a cargas. A resina epoxy é facilmente identificada pela sua cor âmbar ou castanha e tem algumas propriedades úteis2 para além da já referida
aderência. A resina e o seu respectivo endurecedor têm baixa viscosidade o que ajuda no processo de mistura. O epoxy é também uma resina que cura fácil e rapidamente a qualquer temperatura entre 5 ºC e 150 ºC, dependendo do tipo de endurecedor. Uma das maiores vantagens da resina epoxy é o baixo encolhimento durante a cura, o que minimiza as tensões internas.
É muito importante fazer a mistura de resina com endurecedor nas proporções correctas para que ocorra uma reacção completa, pois as moléculas do endurecedor reagem com as moléculas do epoxy numa razão fixa. Caso a mistura entre a resina e o endurecedor não seja feita nas proporções correctas, haverá resina ou endurecedor por reagir na matriz, afectando as propriedades depois da cura. A razão de mistura, endurecedor/resina vem sempre em proporções simples o que torna mais fácil a sua medição numa balança.
Após a aplicação da resina na fibra segue-se a parte da cura. A cura da resina pode durar algumas horas ou até alguns dias, consoante o tipo de endurecedor que se usar, á temperatura ambiente. No entanto é possível acelerar este processo através da aplicação de calor, atingindo o endurecimento final mais rápido quanto mais calor for aplicado. A cura a elevadas temperaturas possui a vantagem extra de aumentar as propriedades mecânicas do material, e alguns sistemas não conseguem alcançar o seu máximo rendimento a não ser que sejam expostos a este tipo de processo.
Como se pode ver na seguinte figura, foi feita uma comparação entre resinas e as suas diferentes propriedades mecânicas, neste caso a tensão de cedência e módulo de elasticidade para uma cura à temperatura ambiente e a alta temperatura1.
4
Figura 2.1 - Comparação de propriedades mecânicas devido à cura
É visível a diferença significativa na resistência à tracção da resina epoxy, já que se consegue passar de, sensivelmente, 6 para 8 MPa, com o grande benefício de ter de esperar apenas 5 horas e não 7 dias á temperatura ambiente.
É de realçar que os compósitos apresentam uma grande resistência á fadiga quando comparados com grande parte dos metais. A resistência da resina presente no compósito é essencial, uma vez que a fadiga surge com a acumulação gradual de pequenas falhas, e quanto mais resistente for a resina, melhor é o seu comportamento face às micro fracturas, espaços vazios e outros tipos de defeitos criados durante o processo de fabrico. Os laminados criados á base de resina epoxy, apresentam grande resistência à fadiga quando comparados com laminados de resinas polyester ou vinylester2.
2.2 Fibras
A função do reforço num material compósito é muito importante, pois é ele que vai aumentar as propriedades mecânicas do sistema de resina. Os vários tipos de fibra usados nos compósitos têm propriedades diferentes, o que altera as propriedades do compósito em si.
As propriedades mecânicas do compósito são dominadas pelo contributo da fibra e podem distinguir-se em quatro factores principais:
As propriedades mecânicas da fibra.
A interacção superficial da resina com a fibra. A fracção volumétrica de fibra.
A orientação das fibras no compósito.
2.2.1 As propriedades mecânicas da fibra
Para mais facilmente se comparar os valores do módulo de elasticidade, tensão máxima, densidade e módulo específico para as várias fibras e alguns metais, foi construída uma tabela tendo por base os valores apresentados em 2, 3, 4 e 5.
5
Tabela 2.1- Comparação de propriedades mecânicas dos materiaisMaterial E (GPa) (GPa) (g/cc) Módulo esp.
Carbono HS 253 4.5 1.8 125 Carbono HM 520 2.4 1.85 210 Aramid 124 3.6 1.45 80 E Glass 72.4 2.4 2.54 27 S2 Glass 85.5 4.5 2.49 34 Alumínio 70 0.3 2.7 26 Titânio 110 0.95 4.5 24 Aço HS 197 1.2 7.8 25
Pela observação da tabela, e de uma forma expectável, pode-se ver que o carbono e o aço possuem módulos de elasticidade elevados comparando com outros materiais, sendo que as fibras de vidro possuem os menores módulos. Em densidade, a aramida ganha perante a concorrência, só ficando perto o carbono. No global das fibras, o carbono acaba por ganhar destaque perante a aramida e as fibras de vidro para a utilização pensada neste projecto, pois apresenta uma melhor resistência específica. A escolha do material que irá compor a roda recai sobre o carbono HS, por ser mais económico que o HM e ser suficiente para as necessidades. Ainda de referir que em caso de impacto, o carbono é o que mais sofre em comparação com a aramida e as fibras de vidro E e S2, mas tal factor só é notório em casos em que a lâmina seja de pequenas dimensões (espessura <0,3 mm) o que não irá ser o nosso caso. De qualquer das formas, o propósito desta roda não será pôr à prova a eficiência a grandes impactos, apenas existindo os esforços naturais de deslocamento do veículo.
Cabe então ao piloto, um pouco da gestão de esforços e com a sua condução, evitar impactos de grandes proporções e choques com outros veículos.
2.2.2 A interacção superficial da resina com a fibra
A interacção superficial da fibra com a resina é controlada pela quantidade de aderência que existe entre as duas. Como já foi referido em 2.1, é importante que exista uma boa envolvência entre as fibras por parte da resina, mas não um excesso que possa causar deficiências ou falhas na absorção de cargas por parte das fibras. Também importante é o acabamento dado á superfície da fibra, que se controla com a quantidade de resina. Para se obter um acabamento com melhor aspecto visual e de forma a proteger também a peça contra riscos e outros danos mínimos, é necessário colocar um pouco mais de resina na camada de fibras que fica exposta ao exterior, mas sem exagerar nesta camada para não pôr em causa as funcionalidades principais do laminado.
6
2.2.3 A fracção volumétrica de fibra
A fracção volumétrica de fibra no compósito é definida no processo de construção da peça. Quanto mais compacta a fibra estiver em relação à resina, mais alto será o valor da fracção volumétrica de fibra, por sua vez os laminados em que as camadas de fibra estão mais espaçadas umas das outras, possuem uma fracção volumétrica baixa. O diâmetro das fibras também é importante, já que as mais caras possuem diâmetros menores, o que faz com que se disponham áreas superficiais maiores, que por sua vez ajudam a distribuir as cargas aplicadas no compósito.
Regra geral, a resistência e a rigidez de um laminado aumenta com o aumento de fibra presente. No entanto isto só funciona até uma fracção volumétrica de fibra de cerca de 60-70% pois a resistência do laminado tem tendência a decrescer desses valores em diante, devido á falta de resina para unir as fibras convenientemente.
2.2.4 A orientação das fibras no compósito
Como as fibras são feitas para suportar cargas ao longo do seu comprimento e não da sua largura, a orientação das mesmas é de extrema importância para o compósito. É necessário perceber onde e em que direcções, vão existir as cargas numa determinada peça, para se poder colocar as fibras de forma apropriada. Esta propriedade anisotrópica pode ser de grande utilidade no desenho de peças, pois pode-se colocar e orientar a maioria das fibras onde se encontra a carga principal. Isto ajuda também a diminuir a quantidade de fibra e peso extra, onde não se encontrem cargas ou existam cargas residuais baixas.
2.3 Tipos de tecido
Os tecidos são um conjunto de fibras longas de carbono, aramida ou vidro. As fibras são interligadas mecanicamente ou seguras através de material secundário, de maneira a formar o tecido.
Os tecidos são classificados pela orientação das fibras usadas na sua constituição. As três principais categorias de tecidos são: Unidireccional,0/90º e Multiaxial. De seguida mostra-se então uma breve descrição acerca de cada um deles.
2.3.1
Unidireccional
O tecido Unidireccional tem como característica, a maioria das fibras direccionada num só eixo. Pode existir uma pequena parte das fibras ou outro tipo de material em direcções opostas, apenas para manter as fibras principais unidas. Tem ainda, a característica de as fibras não enrolarem como noutros tecidos.
7
2.3.2
0º/90º
Este tecido é útil quando é necessário cobrir mais de uma orientação, ficando então a superfície coberta com fibras a 0 e 90º. Existem duas formas de obter este tipo de tecido, sendo a mais conhecida a do cruzamento de fibras. O método de fabrico resume-se ao entrelaçamento da trama e da teia em padrões, como por exemplo o plain/tafetá, twill/sarja, satin, basket, entre outros.
Figura 2.2 - Da esquerda para a direita: malha plain ou fafetá, twin ou sarja e satin
2.3.3 Multiaxial
Tecido Multiaxial ou tecido costurado como também é conhecido, consiste numa ou mais camadas de fibras, ligadas por uma linha costurada entre camadas. A linha que cose as camadas é normalmente de polyester, devido á combinação de propriedades4 e ao seu custo.
Este tipo de tecido tem como vantagem, melhores propriedades mecânicas, devido ao facto de o tecido estar sempre direito, sem enrolamentos, e também pelo facto de estar disponível em várias direcções devido a ter várias camadas de fibra. No entanto, apresenta algumas desvantagens, como por exemplo a linha de fibra que geralmente une as camadas, pois por vezes não reage bem com alguns tipos de resina, o que pode originar pontos de ruptura. O preço, perante os restantes tipos de tecido, é também uma desvantagem a assinalar.
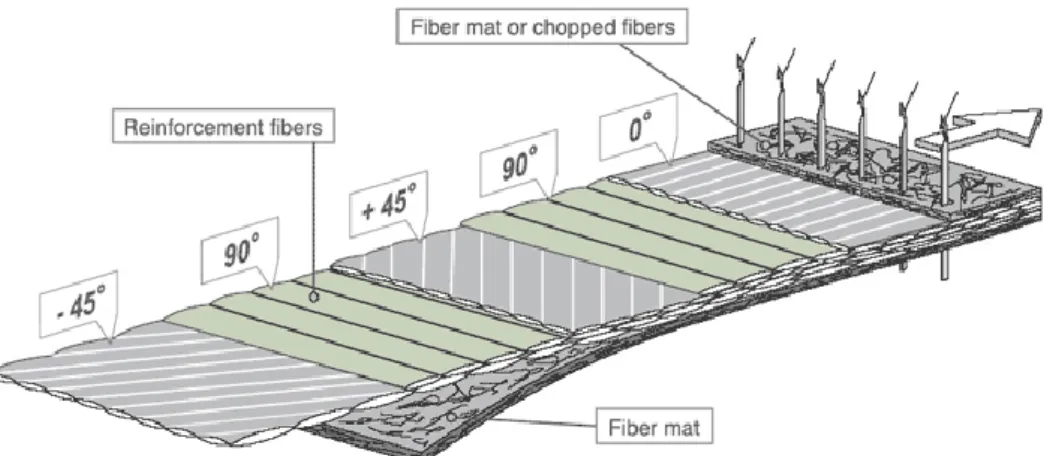
Na figura seguinte pode-se visualizar um tecido multiaxial, neste caso com camadas de fibra a -45º, 90º, +45º, 90º e 0º. Consegue-se visualizar ainda a linha de costura, que une as várias camadas de fibra e também a camada de fibra que por vezes este tipo de tecido utiliza para manter tudo no respectivo lugar.
8
Figura 2.3 - Tecido multiaxial (SP Systems)
2.4 Compósito
Um material compósito é um material que é composto por pelo menos dois materiais, que unidos possuem propriedades diferentes das propriedades deles quando em separado. Na prática, a maior parte dos compósitos, consiste numa matriz e um reforço de qualquer tipo, adicionado principalmente para conferir rigidez e resistência á matriz. No nosso caso específico iremos usar um compósito PMC (Polymer Matrix Composites), também conhecido como FRP (Fibre Reinforced Polymers), que consiste num material composto por uma matriz de resina à base de polímero e uma variedade de fibras como reforço.
As resinas epoxy não possuem grandes propriedades mecânicas quando comparadas por exemplo á maior parte dos metais, no entanto, têm propriedades muito importantes, como o facto de serem facilmente moldáveis a formas e superfícies complexas. No entanto, quando combinadas com fibras, são obtidas propriedades excepcionais. A matriz de resina distribui a carga aplicada ao compósito por cada uma das fibras presentes, ao mesmo tempo que protege as fibras de abrasões e impactos. Alta resistência, rigidez e facilidade de moldar formas complexas, aliadas a baixas densidades tornam os compósitos superiores a metais em muitas aplicações.
Como os PMC combinam resina com fibras de reforço, as propriedades resultantes do material compósito vão combinar propriedades da resina com propriedades das fibras. De uma maneira geral pode dizer-se que as propriedades de um material compósito se determinam por 4 pontos:
Propriedades da fibra, Propriedades da resina, A razão entre fibra e resina,
A geometria e a orientação das fibras no compósito.
No geral, como as propriedades mecânicas das fibras são mais elevadas que as da resina, quanto mais alta for a fracção volumétrica de fibra, melhor será o comportamento mecânico
9
do compósito. Embora na prática isto nem sempre se verifique, pois a fibra precisa de estar completamente envolvida em resina para ser eficaz. Para além destes factores, o processo de fabrico utilizado para combinar a resina com a fibra leva a algumas imperfeições e inclusões de ar.
A geometria das fibras num compósito é também importante, uma vez que as fibras têm as propriedades mecânicas na sua direcção. É necessário referir que devido a esta propriedade anisotrópica, quem construir a estrutura, estará a construir as propriedades do material compósito, por isso os processos de fabrico usados, terão um papel determinante na performance final.
2.5 Cortiça
A teoria mostra que a rigidez estrutural de um painel é proporcional ao cubo da espessura do mesmo. O propósito de um material de núcleo num compósito é aumentar a rigidez do laminado, aumentando a espessura do compósito, com um material de baixa densidade.
As propriedades que interessam na escolha de um material, para o núcleo de uma estrutura “sandwich” de um compósito são então: a baixa densidade, grande módulo de cisalhamento, grande tensão de corte e rigidez perpendicular á superfície. As propriedades da cortiça sugerem, que este material atinge bons resultados quando usado como núcleo em sandwich. A cortiça tem uma estrutura celulosa, o que influencia as propriedades mecânicas deste material. Como se constata7,as sandwich com núcleo de cortiça apresentam fracturas
menos repentinas do que outros tipos de núcleos, como os favos de mel, quando sujeitos a cargas, ou seja, o núcleo de cortiça tem uma grande margem de tolerância perante danos sofridos e possui também maior tensão de corte do que outros tipos de núcleo.
Pode dizer-se então que a cortiça é um bom material para o núcleo da sandwich, devido às suas características apresentadas e também devido à facilidade de moldagem a superfícies curvas.
11
3 Forças presentes
Antes de qualquer tipo de análise, é necessário entender as forças que estão envolvidas na roda, de forma a poder dimensionar-se de forma eficiente e eficaz.
A roda deve ter resistência suficiente para o esforço exigido durante a montagem do pneu e o decorrer da prova. O veículo suporta uma carga estática de aproximadamente 170 Kg, embora, para efeitos de cálculo e como margem de segurança sejam utilizados 230 Kg.
Em relação à pressão exercida no pneu, a Michelin aconselha para o modelo utilizado (UC 95/80R16, ref:p95) um valor máximo de 5 bar. Por uma questão de segurança e apenas para efeitos de cálculos FEM, foi utilizada uma pressão de 9 bar. De referir que no decorrer dos testes, treinos e prova oficial, a pressão nos pneus será sempre na ordem dos 5 bar e nunca superior.
Calculou-se a força radial para várias situações, de forma a descobrir o seu valor máximo. De início, fez-se o cálculo para uma situação de inclinação com 20º, visto que durante as verificações técnicas da prova, é testada a imobilização total do veículo numa rampa com essa inclinação.
Figura 3.1 - Diagrama de forças
Após algumas medições e estimativas, chegou-se a um consenso acerca dos seguintes valores: h = 0,4 m
b= 1,65 m l = 0,55 m
Fizeram-se então os cálculos dos momentos, de modo a obter as reacções no eixo da frente e de trás.
∑ ( ) ( )
12
∑ ( )
É de notar que a força radial é maior atrás (1226 N) que à frente (894 N), devendo-se ao facto do centro de massa estar bastante recuado. De seguida, é feito o cálculo para uma situação num deslocamento plano e com aceleração.
O binário do motor é de 7.35 N m, ao qual é acoplado uma redutora e uma desmultiplicação pinhão/cremalheira de redução final 10:1. O binário na roda é portanto de 73.5 N m. De modo a obter a aceleração do veículo calcula-se,
( )
Sabendo a força, pode-se então tirar o valor,
( )
Usando a expressão obtida em 8 podemos calcular:
( ) ( ) ( ) ( ) ( ) 1534 N + 64 N
Como se pode verificar, a força devida à aceleração (64 N) é extremamente baixa em comparação com a devida ao peso, podendo então desprezar-se e considerar-se que a força máxima é de 1534 N ou P. Após este caso, verificou-se a reacção para uma última situação limite, a da travagem. Partindo da força de atrito calcula-se.
( )
Estabelecendo o cálculo do momento no eixo traseiro, obtêm-se então as reacções. ∑ ( )
Após a análise dos casos anteriores, chegou-se à conclusão que a situação onde se obtinham reacções maiores era no rolamento em plano. De seguida, vai-se abordar o problema apenas no eixo traseiro, de modo a poder calcular-se as reacções máximas obtidas
13
numa roda. Começou-se por calcular a força centrípeta, para uma velocidade de 50 Km/h e um raio de curva de 30 metros.
( )
Figura 3.2 - Diagrama de forças no eixo traseiro
Com o diagrama de forças feito e as condições encontradas, pode-se dizer que a força normal e a força centrípeta no eixo de trás são dadas por,
( )
( )
Calculando os momentos em relação ao ponto 1, usando um d=1.1m obtém-se. ∑ ( )
Após o cálculo das forças radiais para cada uma das rodas do eixo traseiro, calcula-se então a força axial máxima obtida nas mesmas. Sabendo que a determinação da carga axial se define por,
( )
Obtém-se então que,
14
Observa-se que a carga radial máxima atingida é de 1131 N, enquanto a carga axial máxima é de 904 N.
Estabelece-se agora uma tabela com os valores das forças exercidas na roda.
Tabela 3.1 - Forças existentes
Carga Caso Critico
Pressão pneu 9 [bar]
Carga radial 1200 [N]
Carga axial 1000 [N]
15
4 Cubo
O cubo é uma parte importantíssima no sistema de transmissão, pois é o que une a roda aos eixos. Nos passados anos, o sistema utilizado implicava que se colocassem os travões, após as rodas estarem apertadas nos eixos, o que não as permitia colocar e retirar sem para isso ter de se retirar os travões do respectivo lugar. Como era necessário extrair o travão sempre que se queria colocar ou retirar a roda, as pastilhas acabavam sempre por fechar ligeiramente ou por se deslocar do sítio, o que causava atritos desnecessários em pista.
De modo a evitar esses mesmos problemas, foi escolhido um sistema de cubo, que possibilita a fixação do disco e a montagem da roda independente dos travões.
O cubo usado é cilíndrico e utiliza um sistema de pernos para efectuar a rotação na roda, semelhante ao utilizado nos automóveis. Na imagem seguinte pode ver-se o cubo em perspectiva, estando perceptível a parte exterior, parte essa que fica ligada à roda e à respectiva flange que irá fazer a retenção da roda.
Figura 4.1 - Perspectiva do cubo
No projecto deste cubo, foram feitos esquemas em SolidWorks, de forma a poder ver-se numa escala real a interacção do cubo com o disco e o travão. Conseguiu-se assim manter as distâncias correctas, para que não houvesse interferências no funcionamento do conjunto.
Na figura seguinte é possível ver o cubo, a flange e os respectivos pernos. Inicialmente foram pensadas várias formas para construir estes pernos. As hipóteses ponderadas foram a construção dos pernos incorporados no cubo, a construção dos pernos de forma separada e
16
posteriormente serem fixos ao cubo, via soldadura e por fim, a incorporação de uns parafusos no cubo.
A primeira hipótese foi rapidamente descartada pois, para construir os pernos a partir do mesmo bloco do cubo, iria ser necessário maquinar o mesmo. Como não existiam meios necessários para realizar esta tarefa, não foi mais aprofundada ou equacionada. A hipótese de soldar foi ponderada, mas como o material usado é o alumínio, e soldar alumínio é uma operação complicada, optou-se por não o fazer. A forma mais simples encontrada foi mesmo a incorporação de parafusos no cubo.
Após se ter optado pela incorporação de parafusos, surgiram novas dúvidas acerca de como estes se fixariam. Inicialmente pensou-se em usar porcas para fixar os parafusos no cubo, mas tal não era possível, pois não existia espaço para a colocação da roda. A forma encontrada para resolver este problema, acabou por ser a colagem dos parafusos ao cubo.
A flange, como se pode verificar, tem a mesma forma e as mesmas dimensões que a flange incorporada no cubo.
17
4.1 Rolamentos
Tendo em conta que os veios das rodas já estavam construídos e testados, as medidas internas dos rolamentos foram estabelecidas por essa mesma razão.
A dimensão dos veios é variável, sendo que na parte interna da roda, a secção do veio é de 15 mm e na parte externa a medida é de 12 mm.
Com a ajuda da ferramenta9 de dimensionamento disponível no website da SKF, foram
escolhidos os rolamentos.
Figura 4.3 - Ferramenta dimensionamento de rolamentos9
Com os rolamentos seleccionados, obtém-se um valor de carga estática equivalente de 1,22 kN e um valor de carga dinâmica P de 1,8 kN. Usando a equação,
( )
podemos observar que o factor de segurança estático é de 2.54, superior ao factor de segurança estabelecido para velocidades normais, igual a 1. Pode ainda dizer-se9,10 que os
18
Na tabela seguinte é possível verificar as principais características dos rolamentos seleccionados9.
Tabela 4.1 - Características dos rolamentos
D (mm) D (mm) B (mm) C (kN) (kN) V (r.p.m.) Massa (kg) Ref.
12 32 10 7,28 3,1 0,132 50000 0,037 6201-Z
15 32 9 5,85 2,85 0,12 50000 0,030 6002-Z
4.2 Conjunto completo
Como já referido anteriormente, foi elaborada uma montagem com todas as peças pertencentes ao sistema, para desse modo se poder verificar todas as medidas e compatibilidade entre peças.
Na imagem seguinte, é possível ver uma perspectiva explodida do conjunto, onde se pode observar a roda, o cubo, a flange, os rolamentos, o disco, o veio, os parafusos e respectivas porcas.
19
5 Roda
5.1 Aro
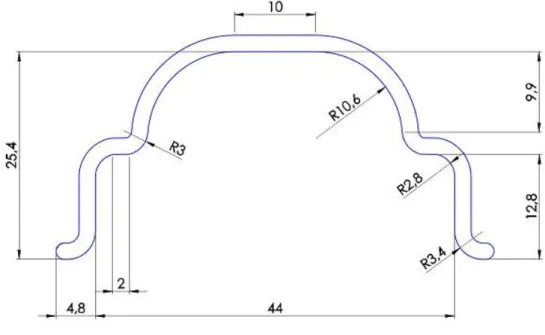
Antes de se começar a projectar a roda, foi necessário definir um aro, para se proceder ao respectivo desenho em 3D. A solução escolhida foi a de aproveitar o aro que já existia no veículo, pois já tinha sido usado em vários anos e nunca deu problemas. O aro é proveniente de motociclos de baixa cilindrada e perfeitamente adequado ao pneu que se irá usar (95/80 R16). Pode ver-se na figura seguinte, o perfil do aro com as medidas mais importantes. De realçar que não foram introduzidas tolerâncias, pois não vai ser necessário construir um perfil de raiz.
Figura 5.1 - Perfil do aro
5.2 Conceitos de roda
É então necessário escolher um perfil, que melhor se adeqúe às necessidades anteriormente expostas. Foram criados 3 perfis de roda. Um perfil I, um perfil U e por fim um perfil em V. Após a criação destes 3 perfis, estes foram submetidos a análise na ferramenta
Simulation Express Analysis do SolidWorks. Nesta primeira análise, não foram levados em
consideração os materiais a utilizar na constituição da roda. Todos os perfis foram testados com material isotrópico, aço inox, para efeitos de mera comparação. No teste foram analisados parâmetros como o deslocamento máximo, a espessura e o peso total nos diferentes perfis.
20
Na imagem seguinte estão os perfis finais usados para análise, perfis estes que foram sujeitos a algumas alterações a partir dos iniciais, de modo a que os valores de tensão e deformação obtidos fossem os mais baixos possíveis.
Figura 5.2 - Perfis de roda: I,U e V
Tal como era expectável, em todos os testes efectuados, a zona crítica foi a borda do aro. Na tabela seguinte estão dispostos os valores dos deslocamentos máximos em cada um dos perfis, as espessuras presentes nas partes laterais e o peso aproximado, calculado pela ferramenta mass properties.
Tabela 5.1 - Dados obtidos para os perfis
Perfil Desl. máx. (mm) Esp. mín. (mm) Esp. máx. (mm) Peso (g)
I 0,136 9.84 9.84 1308.33
U 0,258 4.92 4.92 1393.45
V 0,126 2,08 3,78 840.65
Como é visível na tabela, o perfil em V é o mais interessante, pois apresenta um valor baixo para o deslocamento na aba do aro e possui o menor peso total. No entanto, os meios de fabrico e maquinaria necessários para a construção de um molde deste perfil, não se encontram disponíveis na Universidade, o que impossibilita a viabilização do mesmo.
Apenas com os perfis I e U, pode concluir-se pela tabela que o modelo em “I” é mais vantajoso pois, colocando a mesma espessura em ambos os perfis, verifica-se um menor deslocamento e um peso ligeiramente inferior.
Conclui-se então que apesar de o perfil V ser o mais indicado, o perfil escolhido será o I por questões de fabrico.
21
6 Laminado
Anteriormente foi feita a análise ao perfil no SolidWorks, utilizando aço inox, um material isotrópico. É então altura de fazer um estudo mais aprofundado, que contempla já o laminado. Para a realização destas simulações foi utilizado o software Abaqus11 da SIMULIA.
Após ter sido feita uma importação do modelo para o Abaqus, foi realizada uma secção de 20º no perfil do aro, que simula a área de contacto da roda com o solo, para desta forma se poder aplicar as forças necessárias. A roda completa já com a secção definida é visível na figura em baixo.
Figura 6.1 - Modelo em Abaqus
6.1 Cargas e condições de fronteira
De seguida, foram aplicadas as forças e as condições de fronteira no conjunto completo. Como condição de fronteira, foram encastrados os orifícios onde passam os parafusos de aperto à roda, sendo ainda aplicada uma fixação com rotação axial no centro da roda, para desta forma possibilitar a rotação da mesma.
As forças repartiram-se da seguinte forma: a pressão correspondente à câmara-de-ar foi aplicada ao longo de toda a parte interior do aro; as forças axiais, radiais e o momento de travagem, foram aplicados na anteriormente referida secção de 20º, pois representa a área de contacto do pneu com o solo.
22
6.2 Propriedades dos materiais usados
Foram então definidos os materiais5,12,13 a ser usados nos testes, neste caso a fibra de
carbono, o airex e a cortiça. Os dados introduzidos no Abaqus foram os seguintes:
Tabela 6.1 - Propriedades do carbono
E1 (Gpa) E2 (Gpa) Nu12 G12 (GPa) G13 (GPa) G23 (GPa)
70 70 0.1 5 2 2
Tabela 6.2 - Propriedades Airex C70.75 E (MPa) Nu12
67 0.32
Tabela 6.3 - Propriedades do Airex C71.75 E (MPa) Nu12
60 0.32
Tabela 6.4 - Propriedades da cortiça E (MPa) Nu12
13 0.18
6.3 Testes computacionais com laminados
Foi usada a ferramenta Composite layups11 para, de uma forma iterativa, se poder chegar
ao valor correcto de camadas a aplicar. Através desta ferramenta, a roda foi dividida em duas secções, sendo a primeira o aro e a segunda a parte interna da roda.
Foram testadas hipóteses em sandwich e uma hipótese em laminado sem núcleo. No primeiro teste foi feita uma sandwich de carbono, com núcleo em airex para a secção do aro
com a seguinte composição.
Tabela 6.5 - Compósito de carbono/airex para o aro
Nº Camada Orientação (º) Espessura (mm) Material
1 0/90 0.18 Fibra carbono 2 0/90 0.18 Fibra carbono 3 45 0.18 Fibra carbono 4 0/90 0.18 Fibra carbono 5 0/90 0.18 Fibra carbono 6 45 0.18 Fibra carbono 7 0/90 0.18 Fibra carbono 8 0/90 0.18 Fibra carbono 9 0/90 1 AIREX C71.75 10 0/90 0.18 Fibra carbono 11 0/90 0.18 Fibra carbono 12 0/90 0.18 Fibra carbono 13 45 0.18 Fibra carbono 14 0/90 0.18 Fibra carbono 15 0/90 0.18 Fibra carbono 16 45 0.18 Fibra carbono 17 0/90 0.18 Fibra carbono
23
Através deste laminado, foi possível retirar uma visualização aproximada do deslocamento máximo, sofrido no aro, com recurso a uma malha grosseira.
Figura 6.2 - Deslocamento do laminado carbono/airex
Como se pode ver na imagem, o deslocamento máximo é de 0.927 mm, o que representa um valor elevado para o pretendido. Fez-se então um teste para outro laminado, este com fibra de carbono e núcleo de cortiça. Os valores introduzidos para o laminado foram os seguintes:
Tabela 6.6 - Compósito de carbono/cortiça para o aro
Nº Camada Orientação (º) Espessura (mm) Material
1 0/90 0.18 Fibra carbono 2 0/90 0.18 Fibra carbono 3 45 0.18 Fibra carbono 4 0/90 0.18 Fibra carbono 5 0/90 0.18 Fibra carbono 6 45 0.18 Fibra carbono 7 0/90 0.18 Fibra carbono 8 0/90 0.18 Fibra carbono 9 0/90 1 Cortiça 10 0/90 0.18 Fibra carbono 11 0/90 0.18 Fibra carbono 12 0/90 0.18 Fibra carbono 13 45 0.18 Fibra carbono 14 0/90 0.18 Fibra carbono 15 0/90 0.18 Fibra carbono 16 45 0.18 Fibra carbono 17 0/90 0.18 Fibra carbono
24
Os resultados obtidos são mostrados na figura seguinte, onde se pode verificar um valor de 2.41 mm para o deslocamento máximo obtido, valor ainda mais elevado que o anterior.
Figura 6.3 - Deslocamento do laminado carbono/cortiça
Por fim, foi realizado o teste a um laminado que é constituído apenas por carbono, no qual foram introduzidos os seguintes valores:
Tabela 6.7 - Compósito de carbono para o aro
Nº Camada Orientação (º) Espessura (mm) Material
1 0/90 0.18 Fibra carbono 2 0/90 0.18 Fibra carbono 3 45 0.18 Fibra carbono 4 0/90 0.18 Fibra carbono 5 0/90 0.18 Fibra carbono 6 45 0.18 Fibra carbono 7 0/90 0.18 Fibra carbono 8 0/90 0.18 Fibra carbono 9 0/90 0.18 Fibra carbono 10 0/90 0.18 Fibra carbono 11 0/90 0.18 Fibra carbono 12 0/90 0.18 Fibra carbono 13 45 0.18 Fibra carbono 14 0/90 0.18 Fibra carbono 15 0/90 0.18 Fibra carbono 16 45 0.18 Fibra carbono 17 0/90 0.18 Fibra carbono
25
Os resultados aqui obtidos foram satisfatórios, como se pode ver na figura abaixo, sendo que o valor do deslocamento máximo é de 0.2 mm, valor perfeitamente aceitável e abaixo de 0,5 mm como pretendido.
Figura 6.4 - Deslocamento do laminado de carbono
O centro da roda foi estabelecido de igual forma para todos os casos de análise, sendo composto por um laminado como mostrado na tabela seguinte.
Tabela 6.8 - Compósito do centro da roda
Nº Camada Orientação (º) Espessura (mm) Material
1 0/90 0.18 Fibra carbono 2 45
0.18
Fibra carbono
3 0/900.18
Fibra carbono
4 0/9010
Airex C70.75
5 0/900.18
Fibra carbono
6 450.18
Fibra carbono
7 0/900.18
Fibra carbono
6.4 Malha
Inicialmente, todos os testes foram feitos com uma malha grosseira, da qual resultaram 7386 elementos para análise. Após se chegar a um resultado mais próximo do desejado nas análises feitas, foi então efectuado um refinamento da malha, de modo a garantir resultados mais precisos. Como o ponto crítico de deslocamento se encontrava na aba do aro, efectuou-se um especial refinamento nessa zona, de forma a obter resultados mais exactos. Deste processo, resultaram 498734 elementos de análise na malha. O aspecto da malha refinada pode visualizar-se na figura seguinte.
26
Figura 6.5 - Malha refinada
6.5 Resultado final
Após a aplicação do refinamento de malha, correu-se novamente o teste sobre a roda e obtiveram-se os seguintes diagramas de tensões e de deslocamento, presentes nas duas imagens seguintes. A visão da malha foi retirada, apenas permanecendo a roda e os respectivos contornos exteriores, para melhorar o visionamento dos resultados.
Figura 6.6 - Tensões máximas
Como se pode ver no diagrama de tensões equivalentes de Von Mises, as tensões mais elevadas são de 89.3 MPa e situam-se na zona onde são aplicadas as forças. De realçar ainda as tensões sentidas junto aos orifícios dos parafusos, causadas pelo momento de travagem.
27
A deformação máxima situa-se como já esperado na borda do aro e apresenta um valor de 0,205 mm.
29
7 Teste laboratorial com provetes
Devido ao atraso na obtenção de resultados práticos no Abaqus, em paralelo foram feitos testes laboratoriais com provetes.
Uma das razões que levou à construção destes provetes foi o facto de se ganhar experiencia nas técnicas associadas. Desta forma, foi possível praticar e ir aperfeiçoando a técnica de construção após cada provete. Foram construídos 5 provetes, sendo que o último já apresentava um nível de qualidade dentro do desejado.
A segunda razão que levou à construção destes provetes foi a de comparar deformação, resistência à tracção e rigidez, para os diferentes tipos de provete, para desta forma se poder tirar conclusões.
De seguida descreve-se como cada provete é constituído, de modo a poder compreender-se as diferenças entre eles e obcompreender-servar-compreender-se os resultados obtidos nos testes:
O provete 1 é constituído por 10 camadas de carbono, orientadas a 0/90º. Utilizou-se resina de polyester e catalisador, na mistura indicada pelo fabricante e apenas foi usado o método de moldação manual. O provete 1 fez a cura à pressão e à temperatura atmosférica ambiente.
O provete 2 é constituído por 18 camadas de carbono, orientadas a 0/90º e apresenta um núcleo em cortiça, sendo que esta circunda todo o perfil excepto nas abas exteriores. Neste caso, foi utilizada resina epoxy e endurecedor. Para além do método utilizado no provete 1, de moldação manual, foi também colocado dentro de um saco e levado a vácuo durante 1:30h, com pós-cura a 125ºC durante 1 hora.
O provete 3 é constituído por 18 camadas de carbono, orientadas a 0/90º e 45º, apresenta ainda um núcleo em cortiça semelhante ao usado no provete 2. As camadas de carbono e o núcleo apresentam a seguinte configuração: 3 camadas a 0/90º, 1 camada a 45º, 2 camadas a 0/90º, 1 camada a 45º, 2 camadas a 0/90º, núcleo a 0/90º, 2 camadas a 0/90º, 1 camada a 45º, 2 camadas a 0/90º, 1 camada a 45º e 3 camadas a 0/90º. Neste provete, foi também aplicada resina epoxy com endurecedor e o método de saco de vácuo foi aplicado com as mesmas características do provete anterior.
O provete 4 é constituído por 18 camadas de carbono, orientadas a 0/90º e 45º. O núcleo em cortiça desta vez apenas foi utilizado na barriga do aro. As camadas de carbono e o núcleo, apresentam a mesma configuração que o provete anterior: 3 camadas a 0/90º, 1 camada a 45º, 2 camadas a 0/90º, 1 camada a 45º, 2 camadas a 0/90º, núcleo a 0/90º, 2 camadas a 0/90º, 1 camada a 45º, 2 camadas a 0/90º, 1 camada a 45º e 3 camadas a 0/90º. O método de construção utilizado foi o mesmo dos provetes 2 e 3.
O provete 5 é constituído por 18 camadas de carbono orientadas a 0/90º e 45º. Neste provete não foi utilizado qualquer núcleo, apenas se utilizou carbono. Foi utilizada a seguinte configuração: 3 camadas a 0/90º, 1 camada a 45º, 2 camadas a 0/90º, 1 camada a 45º, 2
30
camadas a 0/90º, 2 camadas a 0/90º, 1 camada a 45º, 2 camadas a 0/90º, 1 camada a 45º e 3 camadas a 0/90º. O processo de construção foi idêntico aos anteriores.
Figura 7.1 - Vista frontal dos 4 primeiros provetes
De modo a se poder testar estes provetes, foi necessário construir dois suportes que se colocassem na máquina de ensaios e os traccionasse.
Para a construção destes suportes, primeiro cortou-se um tubo circular em aço, com 3 cm de secção externa em duas partes iguais de 10 cm. De seguida, foi prensada uma das extremidades de cada tubo, de modo a que fosse possível encaixar o suporte na máquina de testes. No passo seguinte, foram feitos vários furos com brocas de diâmetro variado até se chegar a um furo de 10 mm na extremidade oposta do tubo. Como último passo, foram efectuados 2 cortes a partir desse furo até ao exterior, para que dessa forma fosse possível acomodar o provete, como se pode ver na figura seguinte.
31
Figura 7.2 - Suporte para ensaio de tracçãoApós a conclusão dos suportes, procedeu-se ao corte dos provetes em partes iguais de 2 cm, de modo a obter-se 4 elementos de ensaio por cada provete.
Com todo o material reunido, efectuaram-se então os testes. Neste processo, foi utilizada uma máquina servo hidráulica de testes dinâmicos da marca INSTRON modelo 8800. Após a aplicação dos suportes nas garras hidráulicas da máquina e da colocação do provete nos suportes, obteve-se o panorama visível na imagem seguinte.
32
Após a máquina devidamente calibrada para precisão de resultados, foram introduzidos alguns valores necessários para a realização do ensaio no controlador do INSTRON 8800, tais como: carga mínima e máxima habilitada ao ensaio, entre -1 kN e 2 kN, desfasamento máximo de 10 mm e velocidade de ensaio de 0,1 mm/s. No gerador de ondas para a aplicação de carga foi atribuída uma rampa simples14.
Os resultados obtidos nos ensaios foram os seguintes.
Tabela 7.1 - Provete 1
di (mm) df (mm)
δ (mm)
F (N)
K (KN/m)
25,82
28,64
2,82
320
113,4752
26,22
28,52
2,3
272
118,2609
26,45
30,65
4,2
223,8
53,28571
25,2
29,93
4,73
200,9
42,47357
Média :
3,5125
254,175 81,87383
Tabela 7.2 - Provete 2di (mm) df (mm)
δ (mm)
F (N)
K (KN/m)
25,3
28,3
3
649
216,3333
25,75
29,42
3,67
622,9
169,7275
25,37
29,47
4,1
564,8
137,7561
25,73
29,42
3,69
812
220,0542
Média :
3,615
662,175 185,9678
Tabela 7.3 - Provete 3di (mm) df (mm)
δ (mm)
F (N)
K (KN/m)
25,6
31,49
5,89
874
148,3871
26,08
31,4
5,32
458
86,09023
25,67
28,8
3,13
750
239,6166
26,14
27,8
1,66
727,8
438,4337
Média :
4
702,45 228,1319
Tabela 7.4 - Provete 4di (mm) df (mm)
δ (mm)
F (N)
K (KN/m)
27,25
29,32
2,07
483
233,3333
26,47
29,25
2,78
493
177,3381
26,42
29,3
2,88
475,7
165,1736
26,05
29,78
3,73
462,2
123,9142
Média :
2,865
478,475 174,9398
33
Tabela 7.5 - Provete 5di (mm) df (mm)
δ (mm)
F (N)
K (KN/m)
25,75
28,1
2,35
1272
541,2766
25,93
28,18
2,25
921,4
409,5111
26,52
28,84
2,32
1015
437,5
26,07
28,77
2,7
1180
437,037
Média :
2,405
1097,1 456,3312
Nas tabelas pode visualizar-se a informação relativa à posição inicial do provete, a posição final, a deformação, a força máxima suportada pelo provete e a rigidez que é calculada através de:
( )
Para se visualizar melhor os resultados obtidos, construíram-se os seguintes gráficos onde se pode ver, a carga máxima aplicada até á ruptura e a rigidez para cada um dos perfis.
Observa-se então pela análise dos resultados laboratoriais que o provete 1 é o mais frágil, como já era expectável, por não ser fabricado em vácuo, o que faz que existam muitos espaços vazios sem resina e sem carbono. Pela mesma razão, as camadas de carbono existentes não ficam tão compactadas e existe também excesso de resina noutros locais.
Relativamente aos provetes 2,3 e 4, pode-se concluir que o 3 é o mais indicado, pois possui uma maior rigidez que os outros dois e também porque suporta uma maior carga até à ruptura. Em relação ao provete 5, pode dizer-se que foi o provete com melhor prestação no geral, pois foi o que suportou a carga mais elevada, 13 vezes maior que o provete menos resistente e 1,6 vezes mais, que o segundo melhor classificado. Foi também o provete com menor deformação, apresentando um valor médio de 2,4 mm em comparação com os 4 mm do pior classificado neste aspecto. Consequentemente apresenta maior rigidez, um valor de 456 kN/m, 5,6 vezes superior ao pior dos provetes.
Perante estes resultados aprova-se então o provete 5 para o protótipo final.
34
É ainda importante referir dois aspectos em relação a este teste experimental. O facto de a cortiça ter sido testada, mesmo após os maus resultados verificados, no Abaqus, deve-se à demora no surgimento de resultados plausíveis no software. Na altura dos testes experimentais, acreditava-se na maior resistência do laminado com núcleo de cortiça.
O segundo aspecto a referir, prende-se com o facto de a máquina de ensaios INSTRON 8800 não se encontrar completamente operacional, pois o computador que a comandava encontrava-se avariado. Desta forma, não foi possível retirar gráficos ou registar valores máximos, sendo esses mesmos valores retirados do controlador manual da máquina. Alguma margem de erro nos valores poderá estar associada a este aspecto.
Na figura em baixo pode ver-se um dos provetes, neste caso o 3, em situação de ruptura.
35
8 Processo de fabrico
O protótipo foi construído nos laboratórios de materiais e na oficina de mecânica do departamento de Electromecânica da UBI.
Inicialmente foram pensados vários métodos para fabricar a roda, tal como fazer moldes maquinados. Este método não foi avante devido à falta de meios materiais para a execução. Numa etapa inicial foi testado o fabrico de um aro de carbono apenas através da moldação manual, sem cura a altas temperaturas e sem vácuo. Este método mostrou-se insuficiente para os resultados pretendidos.
Devido às poucas ferramentas e maquinaria ao alcance para a construção deste protótipo, optou-se maioritariamente por soluções de maior facilidade de execução. De seguida descrevem-se os passos exercidos na manufactura do conjunto roda e cubo, passo por passo de maneira a poder visualizar-se todo o processo.
8.1 Construção do cubo
Na imagem seguinte mostra-se o cubo em 3 vistas com as respectivas cotagens. De referir que a flange de aperto, possui as mesmas dimensões em diâmetro e espessura que a presente no cubo.
Figura 8.1 - Cotagem do cubo
Para a construção do cubo, foi usado um varão de alumínio com 15 cm de diâmetro. Inicialmente, o varão foi cortado numa serra de fita, com um comprimento aproximadamente de 8 cm, pois o torno mecânico necessita de algum espaço para o poder prender. Com o varão cortado e colocado no cabeçote do torno, mediu-se com um micrómetro a superfície de modo a verificar a sua perpendicularidade perante a lâmina de corte. Após devidamente acomodado, facejou-se toda a superfície inicial de modo a ficar completamente lisa. Procedeu-se então ao desbaste longitudinal do varão até se chegar aos 120 mm de diâmetro. Este desbaste foi progressivo e faseado, de forma a atingir a medida necessária com relativa precisão. Após o diâmetro da flange ter sido obtido, passou-se ao desbaste da primeira extremidade de modo a alcançar a redução de diâmetro pretendida até aos 58 mm.
Começou-36
se por desbastar a parte maior do cubo, ou seja, a parte com 30 mm de comprimento, para desta forma quando for necessário virar o cubo ao contrário, existir massa suficiente para o prender no cabeçote do torno. Com esses processos completos, procedeu-se á furação central do cubo.
Figura 8.2 - Maquinagem do cubo no torno
Com o auxílio de um esquadro, fizeram-se as marcações para os furos. De seguida, colocou-se o cubo na fresadora de forma a se efectuar os 3 furos para os pernos. Ambos os furos foram inicialmente efectuados com uma broca de 1 mm, de seguida aumentou-se para 3 mm e finalmente fez-se o furo final com 8 mm.
Figura 8.3 - Furação do cubo
Com o cubo praticamente acabado, fizeram-se as marcações para o disco na face interior. Colocou-se o cubo na fresadora e fez-se novamente o primeiro furo com uma broca de 1mm.
37
De seguida, fez-se o furo final com uma broca de 4,2 mm, sendo essa a medida necessária para abrir uma rosca M5 correspondente aos parafusos do disco. Com os furos concluídos, abriu-se rosca M5 através de um kit de roscas com 3 passos.
Figura 8.4 - Construção das roscas
Após todo o processo descrito anteriormente, fixaram-se os parafusos M8 pela parte interior do cubo.
A forma mais eficaz encontrada para fixar os parafusos, foi a de aplicar cola epoxy. Preencheram-se as bases dos parafusos e os furos do cubo com Araldite®, esperou-se 5 minutos e colocaram-se os parafusos nos respectivos furos. Deixou-se o conjunto a polimerizar durante 24 horas e posteriormente foram lixados os restos de cola, de forma a não criar interferências na colocação da roda no cubo.
38
8.2 Construção do molde para o aro
Como já referido, utilizou-se uma roda pré-existente no seio da equipa UBIAN, para fazer o molde/negativo do aro. Inicialmente foram cortadas pequenas tiras rectangulares de AIREX C70, já com a face que iria estar em contacto com a parte interna do aro cortada de forma a entrar no perfil. Foi usado este processo, de maneira a usar menos resina no fabrico do molde e ao mesmo tempo dar mais resistência. Na figura seguinte, pode ver-se o aro com as tiras de AIREX C70 cortadas e acondicionadas.
Figura 8.6 - Roda usada para molde do aro
Aplicou-se então cera desmoldante em todo o interior do aro, para ajudar o desmoldamento no fim do processo. Foram usadas 5 camadas de cera em todo o aro, e deixou-se secar durante cerca de 24 horas para ficar completamente seco.
Seguiu-se a aplicação de desmoldante PVA (Álcool polivinílico) com pincel. A função do PVA consiste na criação de uma película fina antiaderente que vai ajudar no desmoldamento. Também aqui foi dado um tempo de espera de 24 horas para o PVA secar completamente.
No passo seguinte foi aplicada resina de poliéster e fibra de vidro. Entre as camadas de fibra foram colocados os rectângulos de AIREX. Foi aplicada resina de forma generosa pois, tal como era de prever, ocorreram derrames da mesma. Cobriu-se o perímetro exterior do aro com plásticos fortes, de forma a manter a resina dentro do aro, tal como se pode ver na figura seguinte.
39
Figura 8.7 - Apoio de plásticos exteriores no moldeO molde foi deixado a secar cerca de 48 horas. Após este tempo de espera retiraram-se os plásticos exteriores e foram dados 3 cortes na roda, igualmente espaçados, para desta forma se poder retirar o molde do aro.
Para colmatar as 3 falhas de 1 mm causadas pelo disco de corte usado para cortar o aro, foram inseridas 3 chapas de 1 mm com as medidas do perfil, de modo a que a medida do molde batesse certo com a do aro.
Nas figuras seguintes pode ver-se o aspecto do molde quando retirado do aro, e após ter sido lixado e rebarbado.
Figura 8.8 - Molde visto de diferentes perspectivas
Com o molde retirado da roda, construiu-se um dispositivo para se poder unir as 3 partes do molde num só. Assim, na altura da construção do positivo em fibra de carbono, a roda é feita de forma única. Para a construção deste dispositivo, foi usada uma folha de aço com 1 mm. Cortou-se uma tira de aço com a largura do molde e um comprimento maior que o seu perímetro, de forma a poder ser apertado. Após as medidas necessárias, a tira foi então levada a uma calandra de modo a ficar com a forma circular. Foram feitos dois “U” em folha de metal e soldados no dispositivo. Ambos os “U” foram furados de modo a passar entre eles
40
um varão roscado para desta forma se poder dar aperto ao dispositivo e fixar o molde no respectivo lugar.
Tudo isto é visível na figura abaixo, onde se pode ver as 3 partes do molde já unidas e o dispositivo que as mantem unidas.
Figura 8.9 - Dispositivo de união para o molde
Como se pode observar na figura anterior, aplicou-se uma camada de Gel Coat de tom verde, esta camada serve para dar acabamento e resistência ao molde.
8.3 Construção do aro
Inicialmente acondicionaram-se meticulosamente as 3 partes do molde no suporte concebido, de forma a formar um aro uniforme. Após a roda unida, foram dadas 3 camadas de cera desmoldante em todo o molde. Passadas 24 horas foram dadas 3 camadas de desmoldante PVA e aguardou-se outras 24 horas.
Como se pode ver na imagem seguinte, nesta fase do processo foram reunidos todos os materiais necessários para a fibragem da roda. Foram cortados rectângulos de carbono com comprimento suficiente para cobrir todo o perímetro da roda, sendo que as camadas de tecido a 45º foram cortadas directamente já com esse ângulo. Como se pode ver pela figura em baixo, foi também cortado um rectângulo de tecido de nylon, filme micro perfurado e tecido absorvente, que fica encarregue de absorver a resina excedente.
41
Figura 8.10 - Materiais utilizados na construção do aro
Com o material preparado, fez-se a mistura de resina com endurecedor à proporção de 3:1, conforme informação do fabricante. Para melhor moldagem das tiras de carbono ao molde, foi necessário efectuar alguns cortes perpendiculares ao comprimento das tiras. Com todas as camadas de carbono colocadas, cortaram-se os excessos, de modo a ser mais fácil desmoldar, e também para que o carbono não aderisse à ferramenta de suporte do molde.
De seguida, aplicou-se o tecido de nylon, o filme micro perfurado e o tecido absorvente. Foi também feito o saco para ir a vácuo. Com o saco cortado à medida necessária, fez-se um pequeno furo de modo a apenas haver espaço para introduzir o tubo que provém da bomba de vácuo. Ao inserir-se o tubo, teve de se isolar o mesmo com fita selante pela parte interna e externa do saco. O laminado, permaneceu ligado á bomba de vácuo durante 1:30h. Foi também levado a uma cura no forno a 125º C durante 1 hora.
Na figura seguinte, pode-se contemplar o aro já dentro do saco de vácuo ligado à bomba através do tubo preto no canto da imagem.
42
Figura 8.11 - Aro em vácuo
No passo seguinte desmanchou-se o saco e retiraram-se as películas envolventes. Com cuidado e alguma persistência retirou-se o suporte de ligação e posteriormente as 3 partes do molde, de forma a revelar o aro em carbono. Com o aro retirado do molde foi possível reparar que existiam excessos de carbono em algumas zonas que foram lixadas até o aro ficar uniforme. Após todo o processo concluído o aro ficou com o aspecto visível na seguinte figura.
43
8.4 Construção do centro em fibra
Para a construção do centro, o processo de fabrico utilizado foi em tudo semelhante ao usado na construção do aro.
Colocaram-se as camadas de carbono e de AIREX C70.75 pela ordem já referida e entre camadas foi aplicada a resina. Foi também utilizado o mesmo método do saco de vácuo para selar o conjunto.
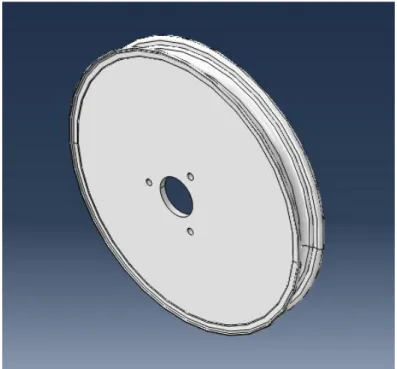
Com o laminado devidamente concluído, utilizou-se então uma tupia de maneira a formar a parte externa da circunferência. Colocou-se a ponteira da tupia no centro do laminado e marcou-se 20 cm de raio, a partir daí cortou-se o laminado com algum cuidado para que a tupia não escorregasse.
Com a circunferência descrita, foi altura de fazer o furo central para a passagem do cubo e para isso utilizou-se uma broca craniana com 57 mm. A broca usada foi de 57 e não de 58 mm, pois as brocas cranianas fazem rasgos superiores à sua medida. Na figura seguinte pode ver-se o laminado do centro já concluído e com o furo central.
Figura 8.13 - Centro da roda
Após o centro estar preparado, fez-se a furação para os pernos. Para a realização desses furos foi usada a flange de modo a que os mesmos ficassem coincidentes. Na realização de tal tarefa usou-se um berbequim de coluna com uma broca de 8 mm.