FACULDADE DE CÊNCIAS E TECNOLOGIA
UNIVERSIDADE NOVA DE LISBOA
T
EMPERATURAS DE FABRICO E COMPACTAÇÃO DE MISTURAS BETUMINOSAS COM BETUMES MODIFICADOSAndré Filipe Rodrigues Santos
Dissertação para obtenção do grau de Mestre em
E
NGENHARIAC
IVILOrientador: Rui Alexandre Lopes Baltazar Micaelo, Professor Auxiliar FCT/UNL
Júri
Presidente: Professor Doutor João Rocha de Almeida Arguente: Professor Doutor José Manuel Coelho das Neves
Vogal: Professor Doutor Rui Alexandre Lopes Baltazar Micaelo
T
EMPERATURAS DE FABRICO E COMPACTAÇÃO DE MISTURAS BETUMINOSAS COM BETUMES MODIFICADOSAndré Filipe Rodrigues Santos
Dissertação para obtenção do grau de Mestre em
E
NGENHARIAC
IVILOrientador: Professor Doutor Rui Alexandre Lopes Baltazar Micaelo
Júri
Presidente: Professor Doutor João Rocha de Almeida Arguente: Professor Doutor José Manuel Coelho das Neves
Vogal: Professor Doutor Rui Alexandre Lopes Baltazar Micaelo
Agradecimentos
Quero agradecer a todos aqueles que directa ou indirectamente, contribuíram para a realização desta dissertação. Todavia não posso deixar de mencionar algumas pessoas e instituições.
À Faculdade de Ciências e Tecnologia da Universidade Nova de Lisboa pelo contributo à minha formação e acolhimento durante estes anos.
Ao Professor Doutor Rui Micaelo, orientador científico, pelo apoio, disponibilidade, boa disposição e todos os conhecimentos que me transmitiu ao longo da elaboração deste trabalho.
À empresa Probigalp – Ligantes Betuminosos S.A., que através do Laboratório NIDIN, disponibilizou os materiais e as instalações laboratoriais, sem as quais não teria sido possível realizar este trabalho.
À Engenheira Cátia Duarte, orientadora da componente laboratorial da dissertação, pela oportunidade que me deu de realizar este trabalho, apoio e ter colocado ao meu dispor todas as condições, informações e materiais necessários para o levar a bom porto.
Ao Sr. Augusto Almeida, chefe de Laboratório, pelo tempo que dispôs e as facilidades concedidas no acesso ao laboratório.
À Ana Margarida Granada pela dedicação e disponibilidade que sempre demonstrou para realizar os ensaios de penetração, esclarecer dúvidas sobre os métodos de ensaios e funcionamento dos diversos equipamentos.
A todos os meus amigos, em especial aos membros da Opus Scout, pelos momentos de descontracção e divertimento proporcionados, que tornaram mais fáceis os momentos difíceis, pelo interesse e incentivo demonstrado no meu estudo.
A toda a minha família, em especial aos meus pais, irmão e avós, quero deixar uma palavra solene de agradecimento, por todo apoio, dedicação, incentivo, conselhos, amizade e amor que fui recebendo desde sempre e que me permitiram chegar até aqui.
demonstrou em reler este trabalho ajudando a detectar e corrigir erros e no melhoramento da qualidade da expressão escrita.
A todos um Muito Obrigado.
Resumo
Os betumes modificados, contrariamente aos puros, são conhecidos por terem um comportamento reológico não-Newtoniano do tipo “shear-thinning”. Para estes a viscosidade depende da temperatura, da taxa de corte, do agente modificador e da sua percentagem. Devido à alteração do comportamento reológico, a determinação das temperaturas de fabrico e compactação dos betumes modificados exige metodologias diferentes das utilizadas para betumes puros. Destas metodologias resultam temperaturas muito elevadas, quando aplicadas a betumes modificados, levando à sua degradação.
Neste trabalho comparam-se as temperaturas de fabrico e compactação de betumes puros e modificados, em laboratório, de produtores e origens diferentes, com as recomendadas pelos produtores. Na determinação das temperaturas de fabrico e compactação para os betumes puros utiliza-se o método Superpave. No caso dos betumes modificados, para além do método Superpave, usam-se outros métodos propostos em diferentes trabalhos científicos. Estes métodos têm em consideração a variável taxa de corte na avaliação do comportamento reológico dos betumes modificados.
Palavras-chave
Betume modificado Viscosidade Taxa de corte
Abstract
Modified bitumen are known to have a non-Newtonian rheological behaviour, “shear-thinning”
type, where viscosity depends on the shear rate. The shear rate influence varies with the temperature and the modifying agent, type and content.
Actually the same methodologies are applied to the determination of mixing and compaction temperatures of asphalt mixtures with non-modified and modified bitumen. These methodologies, when applied to modified bitumen, determine very high temperatures which may cause bitumen degradation.
This study compares mixing and compaction temperatures, of neat and modified bitumen, recommended by suppliers with the ones determined at laboratory.
Different producers neat bitumen were lab modified. The Superpave method was used to determine mixing and compaction temperatures for neat bitumen. In the case of modified bitumen, as well as the Superpave method other methods were used as proposed in different scientific papers. These methods take into account the shear rate variable on the evaluation of the rheological behaviour of modified bitumen.
Key-words
Modified bitumen Viscosity
Shear rate
Índice
1 INTRODUÇÃO 1
1.1 Enquadramento 1
1.2 Objectivos 3
1.3 Organização do trabalho 4
2 REOLOGIA 5
2.1 Introdução 5
2.2 Viscosidade 6
2.3 Comportamentos reológicos 7
2.4 Comportamento reológico dos betumes 13
2.5 Modelos reológicos 14
2.5.1 Modelos reológicos de materiais viscosos independentes do tempo 14
2.5.2 Modelos reológicos de materiais não-Newtonianos viscoelásticos lineares 16
2.6 Equipamentos de medição das propriedades reológicas do betume 17
3 TEMPERATURAS DE FABRICO E COMPACTAÇÃO: ESTADO DA ARTE 23
3.1 Introdução 23
3.2 Metodologias de determinação das temperaturas de fabrico e de compactação 25
3.2.1 Método Superpave 26
3.2.2 Método da Shell 28
3.2.3 Viscosidade a uma taxa de corte elevada 29
3.2.4 Viscosidade à taxa de corte zero (baixa) 30
3.2.5 Fluxo de corte constante 32
4 METODOLOGIA EXPERIMENTAL 35
4.1 Introdução 35
4.2 Betumes puros e modificados 35
4.2.1 Processo de modificação do betume puro 37
4.3 Ensaios de especificação de betumes puros e modificados 39
4.3.1 Preparação de amostras para ensaio – EN 12594 39
4.3.2 Determinação da penetração – EN 1426 39
4.3.3 Determinação da temperatura de amolecimento. Método anel e bola – EN 1427 40
4.3.4 Determinação da resistência ao endurecimento sob influência do calor e ar. Método RTFOT –
EN 12607-1 41
4.3.5 Determinação da viscosidade do betume usando o viscosímetro rotativo – EN 13302 42
4.3.6 Determinação da recuperação elástica – EN 13398 43
4.3.7 Determinação da estabilidade ao armazenamento – EN 13399 44
4.3.8 Visualização da dispersão do polímero no microscópio 44
5 ESTUDO DAS TEMPERATURAS DE FABRICO E COMPACTAÇÃO 47
5.1 Introdução 47
5.2 Resultados dos ensaios da caracterização dos betumes 47
5.2.1 Betumes puros 47
5.2.1.1 Discussão dos resultados 49
5.2.2 Betumes modificados 50
5.2.2.1 CH 50/70 P2 51
5.2.2.2 CH 50/70 P3 52
5.2.2.3 CH 50/70 P4 54
5.2.2.4 GS 50/70 P2 55
5.2.2.5 GS 50/70 P3 57
5.2.2.6 GS 50/70 P4 58
5.2.2.7 GP 50/70 P2 60
5.2.2.8 GP 50/70 P3 61
5.2.2.9 GP 50/70 P4 63
5.2.2.10 GS 35/50 P2 64
5.2.2.11 GS 35/50 P3 66
5.2.2.12 GS 35/50 P4 67
5.2.2.13 GP 35/50 P2 69
5.2.2.15 GP 35/50 P4 72
5.2.2.16 Discussão dos resultados 73
5.3 Determinação das temperaturas de fabrico e compactação 77
5.3.1 Betumes puros 78
5.3.1.1 Discussão dos resultados 78
5.3.2 Betumes modificados 80
5.3.2.1 Discussão dos resultados 81
6 CONSIDERAÇÕES FINAIS 93
6.1 Conclusões 93
6.2 Desenvolvimentos futuros 95
REFERÊNCIAS BIBLIOGRÁFICAS 97
ANEXO A CARACTERIZAÇÃO DA VISCOSIDADE DINÂMICA DOS BETUMES PUROS 101
ANEXO B CARACTERIZAÇÃO DA VISCOSIDADE DINÂMICA DOS BETUMES
MODIFICADOS 105
ANEXO C RELAÇÃO ENTRE AS CONSTANTES DO MODELO DA LEI DE POTÊNCIA E A
PERCENTAGEM DE POLÍMERO 113
ANEXO D TEMPERATURAS DE FABRICO E COMPACTAÇÃO DOS BETUMES PUROS 117
ANEXO E TEMPERATURAS DE FABRICO E COMPACTAÇÃO DOS BETUMES
MODIFICADOS 121
ANEXO F TEMPERATURAS DE FABRICO E COMPACTAÇÃO ACONSELHADAS PELOS
Lista de figuras
Figura 1.1 – Desempenho dos pavimentos concebidos com betumes puros e modificados (modificado de [5]). 2
Figura 2.1 – Hierarquia da Mecânica Clássica. 6
Figura 2.2 – Modelo definido por Newton para a lei da viscosidade [7]. 7
Figura 2.3 – Comportamento reológico generalizado dos materiais Newtonianos (modificado de [6]). 8
Figura 2.4 – Comportamento reológico generalizado dos materiais “shear-thinning” ou pseudoplástico
(modificado de [6]). 9
Figura 2.5 – Comportamento reológico generalizado dos materiais “shear-thickening” ou dilatante (modificado
de [6]). 9
Figura 2.6 – Comportamento reológico generalizado dos materiais do tipo plástico de Bingham (modificado de
[6]). 10
Figura 2.7 – Comportamento dos materiais não-Newtonianos independentes do tempo, em termos da relação
entre a taxa de corte e a tensão de corte (modificado de [8]). 10
Figura 2.8 – Comportamento dos materiais não-Newtonianos dependentes do tempo, em termos da relação entre
a viscosidade e o tempo. (a) Comportamento Tixotrópico; (b) Comportamento anti-Tixotrópico
(modificado de [10]). 11
Figura 2.9 – Esquema resumo dos vários comportamentos reológicos. 12
Figura 2.10 – Variação da viscosidade com a temperatura. (a) betumes puros; (b) betumes modificados
(modificado de [6]). 13
Figura 2.11 – Definição dos vários modelos e dos intervalos de taxa de corte que cobrem (modificado de [9]). 15
Figura 2.12 – Modelos mecânicos unidimensionais simples. (a) Modelo de Maxwell; (b) Modelo de Kelvin; (c)
Modelo de Burgers [9]. 17
Figura 2.13 – Equipamentos de medição das propriedades reológicas do betume, às diferentes temperaturas de
serviço e construção (modificado de [4]). 18
Figura 2.14 – Esquema do ensaio com o DSR (modificado de [3]). 19
Figura 2.15 – Relação entre *
G , ' G, ''
Figura 2.16 – Equipamentos utilizados na determinação da viscosidade dinâmica. Viscosímetro de Brookfield (à
esquerda), câmara de amostra (ao meio), veio e spindles utilizados (à direita) (Laboratório
NIDIN). 20
Figura 3.1 – Classificação das misturas betuminosas por intervalos de temperaturas (modificado de [15]). 24
Figura 3.2 – Gráfico viscosidade dinâmica – temperatura (modificado de [12]). 27
Figura 3.3 – Diagrama BTDC: viscosidades de fabrico e compactação de misturas betuminosas com betumes
puros [2]. 28
Figura 4.1 – Polímero SBS (à esquerda) e o aditivo NF 100 (à direita) (Laboratório NIDIN). 37
Figura 4.2 – Produção dos betumes modificados em laboratório (Laboratório do NIDIN). 39
Figura 4.3 – Penetrómetro semi-automático e cápsula de penetração (Laboratório do NIDIN). 40
Figura 4.4 – Ensaios de determinação da temperatura de amolecimento (Laboratório do NIDIN). 41
Figura 4.5 – Equipamento utilizado na determinação da resistência ao envelhecimento, método RTFOT. Forno (à
esquerda) e copos do RTFOT no exsicador (à direita) (Laboratório do NIDIN). 42
Figura 4.6 – Determinação da recuperação elástica. Molde da recuperação elástica (à esquerda), ductilímetro e
moldes em ensaio (à direita) (Laboratório do NIDIN). 43
Figura 4.7 – Tubo do ensaio de estabilidade ao armazenamento (Laboratório do NIDIN). 44
Figura 5.1 – Viscosidade dinâmica do betume CH 50/70, a diferentes temperaturas e taxas de corte. 50
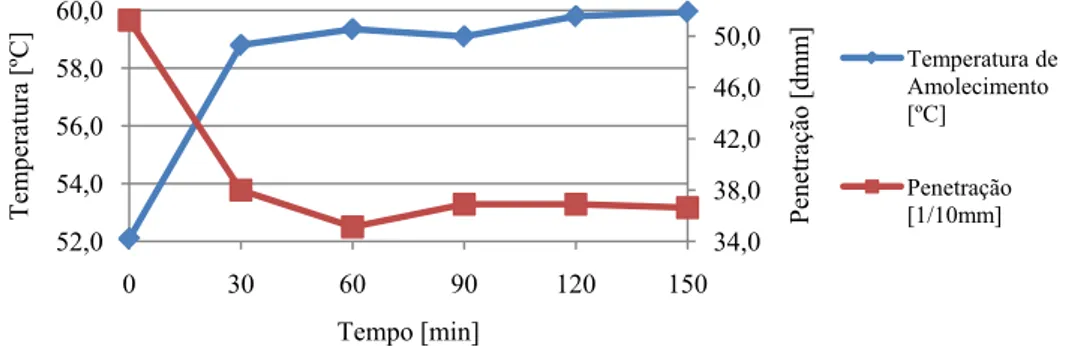
Figura 5.2 – Variação da penetração e da temperatura de amolecimento durante o processo de produção do
betume CH 50/70 P2. 51
Figura 5.3 – Dispersão do polímero SBS no betume CH 50/70 P2, após 150 minutos de agitação. 51
Figura 5.4 – Variação da penetração e da temperatura de amolecimento durante o processo de produção do
betume CH 50/70 P3. 53
Figura 5.5 – Dispersão do polímero SBS no betume CH 50/70 P3, após 150 minutos de agitação. 53
Figura 5.6 – Variação da penetração e da temperatura de amolecimento durante o processo de produção do
betume CH 50/70 P4. 54
Figura 5.7 – Dispersão do polímero SBS no betume CH 50/70 P4, após 150 minutos de agitação. 54
Figura 5.8 – Variação da penetração e da temperatura de amolecimento durante o processo de produção do
betume GS 50/70 P2. 56
Figura 5.9 – Dispersão do polímero SBS no betume GS 50/70 P2, após 150 minutos de agitação. 56
Figura 5.10 – Variação da penetração e da temperatura de amolecimento durante o processo de produção do
betume GS 50/70 P3. 57
Figura 5.11 – Dispersão do polímero SBS no betume GS 50/70 P3, após 150 minutos de agitação. 57
Figura 5.12 – Variação da penetração e da temperatura de amolecimento durante o processo de produção do
betume GS 50/70 P4. 59
Figura 5.13 – Dispersão do polímero SBS no betume GS 50/70 P4, após 150 minutos de agitação. 59
Figura 5.14 – Variação da penetração e da temperatura de amolecimento durante o processo de produção do
betume GP 50/70 P2. 60
Figura 5.16 – Variação da penetração e da temperatura de amolecimento durante o processo de produção do
betume GP 50/70 P3. 62
Figura 5.17 – Dispersão do polímero SBS no betume GP 50/70 P3, após 150 minutos de agitação. 62
Figura 5.18 – Variação da penetração e da temperatura de amolecimento durante o processo de produção do
betume GP 50/70 P4. 63
Figura 5.19 – Dispersão do polímero SBS no betume GP 50/70 P4, após 150 minutos de agitação. 63
Figura 5.20 – Variação da penetração e da temperatura de amolecimento durante o processo de produção do
betume GS 35/50 P2. 65
Figura 5.21 – Dispersão do polímero SBS no betume GS 35/50 P2, após 150 minutos de agitação. 65
Figura 5.22 – Variação da penetração e da temperatura de amolecimento durante o processo de produção do
betume GS 35/50 P3. 66
Figura 5.23 – Dispersão do polímero SBS no betume GS 35/50 P3, após 150 minutos de agitação. 66
Figura 5.24 – Variação da penetração e da temperatura de amolecimento durante o processo de produção do
betume GS 35/50 P4. 68
Figura 5.25 – Dispersão do polímero SBS no betume GS 35/50 P4, após 150 minutos de agitação. 68
Figura 5.26 – Variação da penetração e da temperatura de amolecimento durante o processo de produção do
betume GP 35/50 P2. 69
Figura 5.27 – Dispersão do polímero SBS no betume GP 35/50 P2, após 150 minutos de agitação. 69
Figura 5.28 – Variação da penetração e da temperatura de amolecimento durante o processo de produção do
betume GP 35/50 P3. 71
Figura 5.29 – Dispersão do polímero SBS no betume GP 35/50 P3, após 150 minutos de agitação. 71
Figura 5.30 – Variação da penetração e da temperatura de amolecimento durante o processo de produção do
betume GP 35/50 P4. 72
Figura 5.31 – Dispersão do polímero SBS no betume GP 35/50 P4, após 150 minutos de agitação. 72
Figura 5.32 – Viscosidade dinâmica do betume CH 50/70 P2, a diferentes temperaturas e taxas de corte. 76
Figura 5.33 – Relação entre a constante k e a percentagem de polímero, nos betumes modificados com o betume
puro CH 50/70. 77
Figura 5.34 – Relação entre a constante n e a percentagem de polímero, nos betumes modificados com o betume
puro CH 50/70. 77
Figura 5.35 – Cálculo das temperaturas de fabrico e compactação do betume CH 50/70. 78
Figura 5.36 – Temperaturas de fabrico e compactação dos betumes puros, de acordo com o método Superpave e
os respectivos intervalos recomendados, a sombreado. 79
Figura 5.37 – Temperaturas de fabrico e compactação dos betumes modificados, de acordo com o método
Superpave e respectivos intervalos recomendados, a sombreado. 83
Figura 5.38 – Temperaturas de fabrico e compactação dos betumes modificados, de acordo com o método da
Figura 5.39 – Temperaturas de fabrico e compactação dos betumes modificados, de acordo com a evolução do
método da viscosidade a uma taxa de corte elevada e respectivos intervalos recomendados, a
sombreado. 85
Figura 5.40 – Temperaturas de fabrico e compactação dos betumes modificados, de acordo com o método da
viscosidade à taxa de corte zero e respectivos intervalos recomendados, a sombreado. 86
Figura 5.41 – Temperaturas de fabrico e compactação dos betumes modificados, de acordo com o método da
viscosidade a uma taxa de corte baixa e respectivos intervalos recomendados, a sombreado. 87
Figura 5.42 – Temperaturas de fabrico e compactação dos betumes modificados, de acordo com o método
simplificado da viscosidade à taxa de corte zero e respectivos intervalos recomendados, a
sombreado. 88
Figura 5.43 – Temperaturas de fabrico resultantes da aplicação dos diferentes métodos, para os betumes
modificados agrupados de acordo com a gama de penetração do betume puro que originou o
betume modificado. 89
Figura 5.44 – Temperaturas de compactação resultantes da aplicação dos diferentes métodos, para os betumes
modificados agrupados de acordo com a gama de penetração do betume puro que originou o
betume modificado. 89
Figura 5.45 – Temperaturas de fabrico resultantes da aplicação dos diferentes métodos, para os betumes
modificados agrupados de acordo com a gama de penetração 25/55 e 45/80. 90
Figura 5.46 – Temperaturas de compactação resultantes da aplicação dos diferentes métodos, para os betumes
modificados agrupados de acordo com a gama de penetração 25/55 e 45/80. 90
Figura A.1 – Viscosidade dinâmica do betume CH 50/70, a diferentes temperaturas e taxas de corte. 101
Figura A.2 – Viscosidade dinâmica do betume GS 50/70, a diferentes temperaturas e taxas de corte. 102
Figura A.3 – Viscosidade dinâmica do betume GP 50/70, a diferentes temperaturas e taxas de corte. 102
Figura A.4 – Viscosidade dinâmica do betume GS 35/50, a diferentes temperaturas e taxas de corte. 103
Figura A.5 – Viscosidade dinâmica do betume GP 35/50, a diferentes temperaturas e taxas de corte. 103
Figura B.1 – Viscosidade dinâmica do betume CH 50/70 P2, a diferentes temperaturas e taxas de corte. 105
Figura B.2 – Viscosidade dinâmica do betume CH 50/70 P3, a diferentes temperaturas e taxas de corte. 106
Figura B.3 – Viscosidade dinâmica do betume CH 50/70 P4, a diferentes temperaturas e taxas de corte. 106
Figura B.4 – Viscosidade dinâmica do betume GS 50/70 P2, a diferentes temperaturas e taxas de corte. 107
Figura B.5 – Viscosidade dinâmica do betume GS 50/70 P3, a diferentes temperaturas e taxas de corte. 107
Figura B.6 – Viscosidade dinâmica do betume GS 50/70 P4, a diferentes temperaturas e taxas de corte. 108
Figura B.7 – Viscosidade dinâmica do betume GP 50/70 P2, a diferentes temperaturas e taxas de corte. 108
Figura B.8 – Viscosidade dinâmica do betume GP 50/70 P3, a diferentes temperaturas e taxas de corte. 109
Figura B.9 – Viscosidade dinâmica do betume GP 50/70 P4, a diferentes temperaturas e taxas de corte. 109
Figura B.10 – Viscosidade dinâmica do betume GS 35/50 P2, a diferentes temperaturas e taxas de corte. 110
Figura B.11 – Viscosidade dinâmica do betume GS 35/50 P3, a diferentes temperaturas e taxas de corte. 110
Figura B.13 – Viscosidade dinâmica do betume GP 35/50 P2, a diferentes temperaturas e taxas de corte. 111
Figura B.14 – Viscosidade dinâmica do betume GP 35/50 P3, a diferentes temperaturas e taxas de corte. 112
Figura B.15 – Viscosidade dinâmica do betume GP 35/50 P4, a diferentes temperaturas e taxas de corte. 112
Figura C.1 – Relação entre a constante k e a percentagem de polímero, nos betumes modificados com o betume
puro CH 50/70. 113
Figura C.2 – Relação entre a constante n e a percentagem de polímero, nos betumes modificados com o betume
puro CH 50/70. 113
Figura C.3 – Relação entre a constante k e a percentagem de polímero, nos betumes modificados com o betume
puro GS 50/70. 114
Figura C.4 – Relação entre a constante n e a percentagem de polímero, nos betumes modificados com o betume
puro GS 50/70. 114
Figura C.5 – Relação entre a constante k e a percentagem de polímero, nos betumes modificados com o betume
puro GP 50/70. 114
Figura C.6 – Relação entre a constante n e a percentagem de polímero, nos betumes modificados com o betume
puro GP 50/70. 115
Figura C.7 – Relação entre a constante k e a percentagem de polímero, nos betumes modificados com o betume
puro GS 35/50. 115
Figura C.8 – Relação entre a constante n e a percentagem de polímero, nos betumes modificados com o betume
puro GS 35/50. 115
Figura C.9 – Relação entre a constante k e a percentagem de polímero, nos betumes modificados com o betume
puro GP 35/50. 116
Figura C.10 – Relação entre a constante n e a percentagem de polímero, nos betumes modificados com o betume
puro GP 35/50. 116
Figura D.1 – Cálculo das temperaturas de fabrico e compactação do betume CH 50/70. 117
Figura D.2 – Cálculo das temperaturas de fabrico e compactação do betume GS 50/70. 118
Figura D.3 – Cálculo das temperaturas de fabrico e compactação do betume GP 50/70. 118
Figura D.4 – Cálculo das temperaturas de fabrico e compactação do betume GS 35/50. 119
Figura D.5 – Cálculo das temperaturas de fabrico e compactação do betume GP 35/50. 119
Figura E.1 – Cálculo das temperaturas de fabrico e compactação do betume CH 50/70 P2, através do método
Superpave. 121
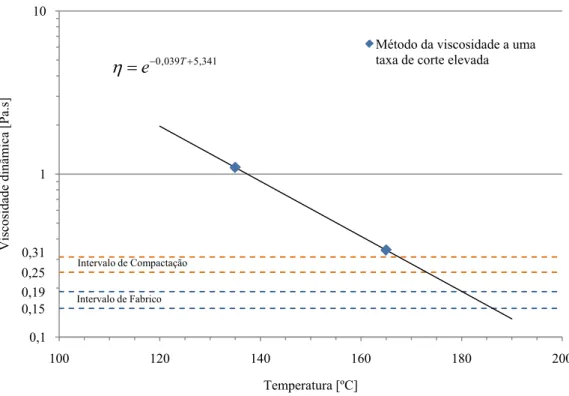
Figura E.2 – Cálculo das temperaturas de fabrico e compactação do betume CH 50/70 P2, através do método da
viscosidade a uma taxa de corte elevada. 122
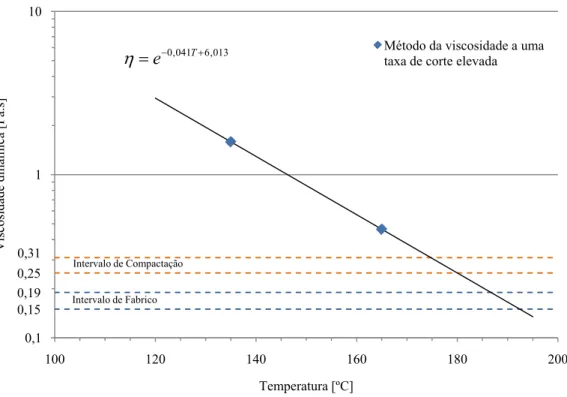
Figura E.3 – Cálculo das temperaturas de fabrico e compactação do betume CH 50/70 P2, através do método da
viscosidade a uma taxa de corte elevada (evolução). 122
Figura E.4 – Cálculo das temperaturas de fabrico e compactação do betume CH 50/70 P2, através do método da
viscosidade à taxa de corte zero. 123
Figura E.5 – Cálculo das temperaturas de fabrico e compactação do betume CH 50/70 P2, através do método da
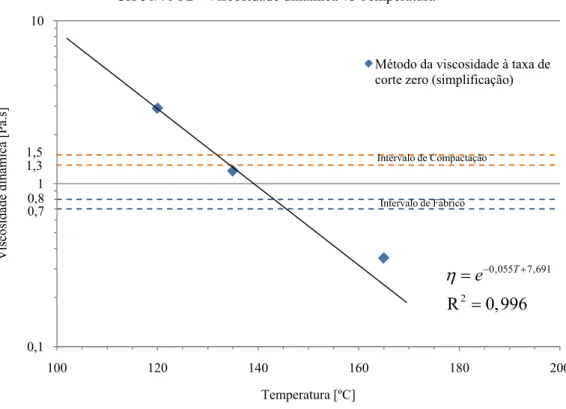
Figura E.6 – Cálculo das temperaturas de fabrico e compactação do betume CH 50/70 P2, através do método da
viscosidade à taxa de corte zero (simplificação). 124
Figura E.7 – Cálculo das temperaturas de fabrico e compactação do betume CH 50/70 P2, através do método da
viscosidade à taxa de corte zero (simplificação), com alteração do intervalo de compactação. 124
Figura E.8 – Cálculo das temperaturas de fabrico e compactação do betume CH 50/70 P3, através do método
Superpave. 125
Figura E.9 – Cálculo das temperaturas de fabrico e compactação do betume CH 50/70 P3, através do método da
viscosidade a uma taxa de corte elevada. 125
Figura E.10 – Cálculo das temperaturas de fabrico e compactação do betume CH 50/70 P3, através do método da
viscosidade a uma taxa de corte elevada (evolução). 126
Figura E.11 – Cálculo das temperaturas de fabrico e compactação do betume CH 50/70 P3, através do método da
viscosidade à taxa de corte zero. 126
Figura E.12 – Cálculo das temperaturas de fabrico e compactação do betume CH 50/70 P3, através do método da
viscosidade a uma taxa de corte baixa. 127
Figura E.13 – Cálculo das temperaturas de fabrico e compactação do betume CH 50/70 P3, através do método da
viscosidade à taxa de corte zero (simplificação). 127
Figura E.14 – Cálculo das temperaturas de fabrico e compactação do betume CH 50/70 P3, através do método da
viscosidade à taxa de corte zero (simplificação), com alteração do intervalo de compactação. 128
Figura E.15 – Cálculo das temperaturas de fabrico e compactação do betume CH 50/70 P4, através do método
Superpave. 128
Figura E.16 – Cálculo das temperaturas de fabrico e compactação do betume CH 50/70 P4, através do método da
viscosidade a uma taxa de corte elevada. 129
Figura E.17 – Cálculo das temperaturas de fabrico e compactação do betume CH 50/70 P4, através do método da
viscosidade a uma taxa de corte elevada (evolução). 129
Figura E.18 – Cálculo das temperaturas de fabrico e compactação do betume CH 50/70 P4, através do método da
viscosidade à taxa de corte zero. 130
Figura E.19 – Cálculo das temperaturas de fabrico e compactação do betume CH 50/70 P4, através do método da
viscosidade a uma taxa de corte baixa. 130
Figura E.20 – Cálculo das temperaturas de fabrico e compactação do betume CH 50/70 P4, através do método da
viscosidade à taxa de corte zero (simplificação). 131
Figura E.21 – Cálculo das temperaturas de fabrico e compactação do betume CH 50/70 P4, através do método da
viscosidade à taxa de corte zero (simplificação), com alteração do intervalo de compactação. 131
Figura E.22 – Cálculo das temperaturas de fabrico e compactação do betume GS 50/70 P2, através do método
Superpave. 132
Figura E.23 – Cálculo das temperaturas de fabrico e compactação do betume GS 50/70 P2, através do método da
viscosidade a uma taxa de corte elevada. 132
Figura E.24 – Cálculo das temperaturas de fabrico e compactação do betume GS 50/70 P2, através do método da
Figura E.25 – Cálculo das temperaturas de fabrico e compactação do betume GS 50/70 P2, através do método da
viscosidade à taxa de corte zero. 133
Figura E.26 – Cálculo das temperaturas de fabrico e compactação do betume GS 50/70 P2, através do método da
viscosidade a uma taxa de corte baixa. 134
Figura E.27 – Cálculo das temperaturas de fabrico e compactação do betume GS 50/70 P2, através do método da
viscosidade à taxa de corte zero (simplificação). 134
Figura E.28 – Cálculo das temperaturas de fabrico e compactação do betume GS 50/70 P2, através do método da
viscosidade à taxa de corte zero (simplificação), com alteração do intervalo de compactação. 135
Figura E.29 – Cálculo das temperaturas de fabrico e compactação do betume GS 50/70 P3, através do método
Superpave. 135
Figura E.30 – Cálculo das temperaturas de fabrico e compactação do betume GS 50/70 P3, através do método da
viscosidade a uma taxa de corte elevada. 136
Figura E.31 – Cálculo das temperaturas de fabrico e compactação do betume GS 50/70 P3, através do método da
viscosidade a uma taxa de corte elevada (evolução). 136
Figura E.32 – Cálculo das temperaturas de fabrico e compactação do betume GS 50/70 P3, através do método da
viscosidade à taxa de corte zero. 137
Figura E.33 – Cálculo das temperaturas de fabrico e compactação do betume GS 50/70 P3, através do método da
viscosidade a uma taxa de corte baixa. 137
Figura E.34 – Cálculo das temperaturas de fabrico e compactação do betume GS 50/70 P3, através do método da
viscosidade à taxa de corte zero (simplificação). 138
Figura E.35 – Cálculo das temperaturas de fabrico e compactação do betume GS 50/70 P3, através do método da
viscosidade à taxa de corte zero (simplificação), com alteração do intervalo de compactação. 138
Figura E.36 – Cálculo das temperaturas de fabrico e compactação do betume GS 50/70 P4, através do método
Superpave. 139
Figura E.37 – Cálculo das temperaturas de fabrico e compactação do betume GS 50/70 P4, através do método da
viscosidade a uma taxa de corte elevada. 139
Figura E.38 – Cálculo das temperaturas de fabrico e compactação do betume GS 50/70 P4, através do método da
viscosidade a uma taxa de corte elevada (evolução). 140
Figura E.39 – Cálculo das temperaturas de fabrico e compactação do betume GS 50/70 P4, através do método da
viscosidade à taxa de corte zero. 140
Figura E.40 – Cálculo das temperaturas de fabrico e compactação do betume GS 50/70 P4, através do método da
viscosidade a uma taxa de corte baixa. 141
Figura E.41 – Cálculo das temperaturas de fabrico e compactação do betume GS 50/70 P4, através do método da
viscosidade à taxa de corte zero (simplificação). 141
Figura E.42 – Cálculo das temperaturas de fabrico e compactação do betume GS 50/70 P4, através do método da
viscosidade à taxa de corte zero (simplificação), com alteração do intervalo de compactação. 142
Figura E.43 – Cálculo das temperaturas de fabrico e compactação do betume GP 50/70 P2, através do método
Figura E.44 – Cálculo das temperaturas de fabrico e compactação do betume GP 50/70 P2, através do método da
viscosidade a uma taxa de corte elevada. 143
Figura E.45 – Cálculo das temperaturas de fabrico e compactação do betume GP 50/70 P2, através do método da
viscosidade a uma taxa de corte elevada (evolução). 143
Figura E.46 – Cálculo das temperaturas de fabrico e compactação do betume GP 50/70 P2, através do método da
viscosidade à taxa de corte zero. 144
Figura E.47 – Cálculo das temperaturas de fabrico e compactação do betume GP 50/70 P2, através do método da
viscosidade a uma taxa de corte baixa. 144
Figura E.48 – Cálculo das temperaturas de fabrico e compactação do betume GP 50/70 P2, através do método da
viscosidade à taxa de corte zero (simplificação). 145
Figura E.49 – Cálculo das temperaturas de fabrico e compactação do betume GP 50/70 P2, através do método da
viscosidade à taxa de corte zero (simplificação), com alteração do intervalo de compactação. 145
Figura E.50 – Cálculo das temperaturas de fabrico e compactação do betume GP 50/70 P3, através do método
Superpave. 146
Figura E.51 – Cálculo das temperaturas de fabrico e compactação do betume GP 50/70 P3, através do método da
viscosidade a uma taxa de corte elevada. 146
Figura E.52 – Cálculo das temperaturas de fabrico e compactação do betume GP 50/70 P3, através do método da
viscosidade a uma taxa de corte elevada (evolução). 147
Figura E.53 – Cálculo das temperaturas de fabrico e compactação do betume GP 50/70 P3, através do método da
viscosidade à taxa de corte zero. 147
Figura E.54 – Cálculo das temperaturas de fabrico e compactação do betume GP 50/70 P3, através do método da
viscosidade a uma taxa de corte baixa. 148
Figura E.55 – Cálculo das temperaturas de fabrico e compactação do betume GP 50/70 P3, através do método da
viscosidade à taxa de corte zero (simplificação). 148
Figura E.56 – Cálculo das temperaturas de fabrico e compactação do betume GP 50/70 P3, através do método da
viscosidade à taxa de corte zero (simplificação), com alteração do intervalo de compactação. 149
Figura E.57 – Cálculo das temperaturas de fabrico e compactação do betume GP 50/70 P4, através do método
Superpave. 149
Figura E.58 – Cálculo das temperaturas de fabrico e compactação do betume GP 50/70 P4, através do método da
viscosidade a uma taxa de corte elevada. 150
Figura E.59 – Cálculo das temperaturas de fabrico e compactação do betume GP 50/70 P4, através do método da
viscosidade a uma taxa de corte elevada (evolução). 150
Figura E.60 – Cálculo das temperaturas de fabrico e compactação do betume GP 50/70 P4, através do método da
viscosidade à taxa de corte zero. 151
Figura E.61 – Cálculo das temperaturas de fabrico e compactação do betume GP 50/70 P4, através do método da
viscosidade a uma taxa de corte baixa. 151
Figura E.62 – Cálculo das temperaturas de fabrico e compactação do betume GP 50/70 P4, através do método da
Figura E.63 – Cálculo das temperaturas de fabrico e compactação do betume GP 50/70 P4, através do método da
viscosidade à taxa de corte zero (simplificação), com alteração do intervalo de compactação. 152
Figura E.64 – Cálculo das temperaturas de fabrico e compactação do betume GS 35/50 P2, através do método
Superpave. 153
Figura E.65 – Cálculo das temperaturas de fabrico e compactação do betume GS 35/50 P2, através do método da
viscosidade a uma taxa de corte elevada. 153
Figura E.66 – Cálculo das temperaturas de fabrico e compactação do betume GS 35/50 P2, através do método da
viscosidade a uma taxa de corte elevada (evolução). 154
Figura E.67 – Cálculo das temperaturas de fabrico e compactação do betume GS 35/50 P2, através do método da
viscosidade à taxa de corte zero. 154
Figura E.68 – Cálculo das temperaturas de fabrico e compactação do betume GS 35/50 P2, através do método da
viscosidade a uma taxa de corte baixa. 155
Figura E.69 – Cálculo das temperaturas de fabrico e compactação do betume GS 35/50 P2, através do método da
viscosidade à taxa de corte zero (simplificação). 155
Figura E.70 – Cálculo das temperaturas de fabrico e compactação do betume GS 35/50 P2, através do método da
viscosidade à taxa de corte zero (simplificação), com alteração do intervalo de compactação. 156
Figura E.71 – Cálculo das temperaturas de fabrico e compactação do betume GS 35/50 P3, através do método
Superpave. 156
Figura E.72 – Cálculo das temperaturas de fabrico e compactação do betume GS 35/50 P3, através do método da
viscosidade a uma taxa de corte elevada. 157
Figura E.73 – Cálculo das temperaturas de fabrico e compactação do betume GS 35/50 P3, através do método da
viscosidade a uma taxa de corte elevada (evolução). 157
Figura E.74 – Cálculo das temperaturas de fabrico e compactação do betume GS 35/50 P3, através do método da
viscosidade à taxa de corte zero. 158
Figura E.75 – Cálculo das temperaturas de fabrico e compactação do betume GS 35/50 P3, através do método da
viscosidade a uma taxa de corte baixa. 158
Figura E.76 – Cálculo das temperaturas de fabrico e compactação do betume GS 35/50 P3, através do método da
viscosidade à taxa de corte zero (simplificação). 159
Figura E.77 – Cálculo das temperaturas de fabrico e compactação do betume GS 35/50 P3, através do método da
viscosidade à taxa de corte zero (simplificação), com alteração do intervalo de compactação. 159
Figura E.78 – Cálculo das temperaturas de fabrico e compactação do betume GS 35/50 P4, através do método
Superpave. 160
Figura E.79 – Cálculo das temperaturas de fabrico e compactação do betume GS 35/50 P4, através do método da
viscosidade a uma taxa de corte elevada. 160
Figura E.80 – Cálculo das temperaturas de fabrico e compactação do betume GS 35/50 P4, através do método da
viscosidade a uma taxa de corte elevada (evolução). 161
Figura E.81 – Cálculo das temperaturas de fabrico e compactação do betume GS 35/50 P4, através do método da
Figura E.82 – Cálculo das temperaturas de fabrico e compactação do betume GS 35/50 P4, através do método da
viscosidade a uma taxa de corte baixa. 162
Figura E.83 – Cálculo das temperaturas de fabrico e compactação do betume GS 35/50 P4, através do método da
viscosidade à taxa de corte zero (simplificação). 162
Figura E.84 – Cálculo das temperaturas de fabrico e compactação do betume GS 35/50 P4, através do método da
viscosidade à taxa de corte zero (simplificação), com alteração do intervalo de compactação. 163
Figura E.85 – Cálculo das temperaturas de fabrico e compactação do betume GP 35/50 P2, através do método
Superpave. 163
Figura E.86 – Cálculo das temperaturas de fabrico e compactação do betume GP 35/50 P2, através do método da
viscosidade a uma taxa de corte elevada. 164
Figura E.87 – Cálculo das temperaturas de fabrico e compactação do betume GP 35/50 P2, através do método da
viscosidade a uma taxa de corte elevada (evolução). 164
Figura E.88 – Cálculo das temperaturas de fabrico e compactação do betume GP 35/50 P2, através do método da
viscosidade à taxa de corte zero. 165
Figura E.89 – Cálculo das temperaturas de fabrico e compactação do betume GP 35/50 P2, através do método da
viscosidade a uma taxa de corte baixa. 165
Figura E.90 – Cálculo das temperaturas de fabrico e compactação do betume GP 35/50 P2, através do método da
viscosidade à taxa de corte zero (simplificação). 166
Figura E.91 – Cálculo das temperaturas de fabrico e compactação do betume GP 35/50 P2, através do método da
viscosidade à taxa de corte zero (simplificação), com alteração do intervalo de compactação. 166
Figura E.92 – Cálculo das temperaturas de fabrico e compactação do betume GP 35/50 P3, através do método
Superpave. 167
Figura E.93 – Cálculo das temperaturas de fabrico e compactação do betume GP 35/50 P3, através do método da
viscosidade a uma taxa de corte elevada. 167
Figura E.94 – Cálculo das temperaturas de fabrico e compactação do betume GP 35/50 P3, através do método da
viscosidade a uma taxa de corte elevada (evolução). 168
Figura E.95 – Cálculo das temperaturas de fabrico e compactação do betume GP 35/50 P3, através do método da
viscosidade à taxa de corte zero. 168
Figura E.96 – Cálculo das temperaturas de fabrico e compactação do betume GP 35/50 P3, através do método da
viscosidade a uma taxa de corte baixa. 169
Figura E.97 – Cálculo das temperaturas de fabrico e compactação do betume GP 35/50 P3, através do método da
viscosidade à taxa de corte zero (simplificação). 169
Figura E.98 – Cálculo das temperaturas de fabrico e compactação do betume GP 35/50 P3, através do método da
viscosidade à taxa de corte zero (simplificação), com alteração do intervalo de compactação. 170
Figura E.99 – Cálculo das temperaturas de fabrico e compactação do betume GP 35/50 P4, através do método
Superpave. 170
Figura E.100 – Cálculo das temperaturas de fabrico e compactação do betume GP 35/50 P4, através do método
Figura E.101 – Cálculo das temperaturas de fabrico e compactação do betume GP 35/50 P4, através do método
da viscosidade a uma taxa de corte elevada (evolução). 171
Figura E.102 – Cálculo das temperaturas de fabrico e compactação do betume GP 35/50 P4, através do método
da viscosidade à taxa de corte zero. 172
Figura E.103 – Cálculo das temperaturas de fabrico e compactação do betume GP 35/50 P4, através do método
da viscosidade a uma taxa de corte baixa. 172
Figura E.104 – Cálculo das temperaturas de fabrico e compactação do betume GP 35/50 P4, através do método
da viscosidade à taxa de corte zero (simplificação). 173
Figura E.105 – Cálculo das temperaturas de fabrico e compactação do betume GP 35/50 P4, através do método
da viscosidade à taxa de corte zero (simplificação), com alteração do intervalo de compactação.
173
Figura F.1 – Temperaturas de fabrico e compactação, recomendadas pelo produtor Cepsa, para o betume
STYRELF BM-2 de gama de penetração 35/50. 175
Figura F.2 – Temperaturas de fabrico e compactação, recomendadas pelo produtor Cepsa, para o betume
STYRELF BM-3b de gama de penetração 55/70. 176
Figura F.3 – Temperaturas de fabrico e compactação, recomendadas pelo produtor Cepsa, para o betume
STYRELF BM-3c de gama de penetração 55/70. 177
Figura F.4 – Temperaturas de fabrico e compactação, recomendadas pelo produtor Galp, para os betumes
Lista de quadros
Quadro 2.1 – Formulação teórica inerente ao cálculo da viscosidade com o viscosímetro de Brookfield DV-II +
Pro [10]. 20
Quadro 2.2 – Valor das constantes para os spindles e viscosímetro utilizados no estudo [14]. 21
Quadro 2.3 – Características geométricas dos spindles utilizados no estudo [10]. 21
Quadro 2.4 – Características geométricas das câmaras de amostra utilizadas no Thermosel [10]. 21
Quadro 3.1 – Métodos de determinação das temperaturas de fabrico e compactação de misturas betuminosas com
betumes puros. 33
Quadro 3.2 – Métodos de determinação das temperaturas de fabrico e compactação de misturas betuminosas com
betumes modificados. 33
Quadro 3.3 – Métodos de determinação das temperaturas de fabrico e compactação de misturas betuminosas com
betumes modificados (continuação). 34
Quadro 4.1 – Resumo dos betumes puros utilizados no estudo, assinalados com (), de acordo com o produtor,
refinaria e gama de penetração. 36
Quadro 4.2 – Ensaios realizados ao betume puros, assinalados com (). 36
Quadro 4.3 – Resumo dos betumes modificados utilizados neste estudo, assinalados com (), de acordo com as
diferentes percentagens de polímeros SBS relativamente à massa de betume modificado a preparar.
36
Quadro 4.4 – Tipo e quantidades dos reagentes envolvidos na modificação dos betumes. 37
Quadro 4.5 – Ensaios realizados ao betume modificado, assinalados com (), aos diversos tempos de agitação.
38
Quadro 5.1 – Resultados da caracterização dos betumes puros. 48
Quadro 5.2 – Viscosidade dinâmica dos betumes puros. 48
Quadro 5.3 – Exigências de conformidade relativas aos tipos de betumes puros utilizados [32]. 49
Quadro 5.4 – Resultados da caracterização do betume CH 50/70 P2. 51
Quadro 5.5 – Viscosidade dinâmica do betume CH 50/70 P2. 52
Quadro 5.7 – Resultados da caracterização do betume CH 50/70 P3. 52
Quadro 5.8 – Viscosidade dinâmica do betume CH 50/70 P3. 53
Quadro 5.9 – Modelação da viscosidade dinâmica do betume CH 50/70 P3. Modelos da Potência e Cross. 53
Quadro 5.10 – Resultados da caracterização do betume CH 50/70 P4. 54
Quadro 5.11 – Viscosidade dinâmica do betume CH 50/70 P4. 55
Quadro 5.12 – Modelação da viscosidade dinâmica do betume CH 50/70 P4. Modelos da Potência e Cross. 55
Quadro 5.13 – Resultados da caracterização do betume GS 50/70 P2. 55
Quadro 5.14 – Viscosidade dinâmica do betume GS 50/70 P2. 56
Quadro 5.15 – Modelação da viscosidade dinâmica do betume GS 50/70 P2. Modelos da Potência e Cross. 56
Quadro 5.16 – Resultados da caracterização do betume GS 50/70 P3. 57
Quadro 5.17 – Viscosidade dinâmica do betume GS 50/70 P3. 58
Quadro 5.18 – Modelação da viscosidade dinâmica do betume GS 50/70 P3. Modelos da Potência e Cross. 58
Quadro 5.19 – Resultados da caracterização do betume GS 50/70 P4. 58
Quadro 5.20 – Viscosidade dinâmica do betume GS 50/70 P4. 59
Quadro 5.21 – Modelação da viscosidade dinâmica do betume GS 50/70 P4. Modelos da Potência e Cross. 59
Quadro 5.22 – Resultados da caracterização do betume GP 50/70 P2. 60
Quadro 5.23 – Viscosidade dinâmica do betume GP 50/70 P2. 61
Quadro 5.24 – Modelação da viscosidade dinâmica do betume GP 50/70 P2. Modelos da Potência e Cross. 61
Quadro 5.25 – Resultados da caracterização do betume GP 50/70 P3. 61
Quadro 5.26 – Viscosidade dinâmica do betume GP 50/70 P3. 62
Quadro 5.27 – Modelação da viscosidade dinâmica do betume GP 50/70 P3. Modelos da Potência e Cross. 62
Quadro 5.28 – Resultados da caracterização do betume GP 50/70 P4. 63
Quadro 5.29 – Viscosidade dinâmica do betume GP 50/70 P4. 64
Quadro 5.30 – Modelação da viscosidade dinâmica do betume GP 50/70 P4. Modelos da Potência e Cross. 64
Quadro 5.31 – Resultados da caracterização do betume GS 35/50 P2. 64
Quadro 5.32 – Viscosidade dinâmica do betume GS 35/50 P2. 65
Quadro 5.33 – Modelação da viscosidade dinâmica do betume GS 35/50 P2. Modelos da Potência e Cross. 65
Quadro 5.34 – Resultados da caracterização do betume GS 35/50 P3. 66
Quadro 5.35 – Viscosidade dinâmica do betume GS 35/50 P3. 67
Quadro 5.36 – Modelação da viscosidade dinâmica do betume GS 35/50 P3. Modelos da Potência e Cross. 67
Quadro 5.37 – Resultados da caracterização do betume GS 35/50 P4. 67
Quadro 5.38 – Viscosidade dinâmica do betume GS 35/50 P4. 68
Quadro 5.39 – Modelação da viscosidade dinâmica do betume GS 35/50 P4. Modelos da Potência e Cross. 68
Quadro 5.40 – Resultados da caracterização do betume GP 35/50 P2. 69
Quadro 5.41 – Viscosidade dinâmica do betume GP 35/50 P2. 70
Quadro 5.42 – Modelação da viscosidade dinâmica do betume GP 35/50 P2. Modelos da Potência e Cross. 70
Quadro 5.43 – Resultados da caracterização do betume GP 35/50 P3. 70
Quadro 5.45 – Modelação da viscosidade dinâmica do betume GP 35/50 P3. Modelos da Potência e Cross. 71
Quadro 5.46 – Resultados da caracterização do betume GP 35/50 P4. 72
Quadro 5.47 – Viscosidade dinâmica do betume GP 35/50 P4. 72
Quadro 5.48 – Modelação da viscosidade dinâmica do betume GP 35/50 P4. Modelos da Potência e Cross. 73
Quadro 5.49 – Exigências de conformidade dos betumes modificados com polímero [34]. 73
Quadro 5.50 – Resumo das características dos betumes modificados produzidos, aos 150 minutos. 74
Quadro 5.51 – Resumo das características dos betumes modificados produzidos, aos 150 minutos (continuação).
74
Quadro 5.52 – Temperaturas de fabrico e compactação dos betumes puros, de acordo com o método Superpave.
78
Quadro 5.53 – Intervalos de temperaturas de fabrico e compactação de misturas betuminosas, recomendados
pelos produtores nos certificados de qualidade dos puros utilizados. 79
Quadro 5.54 – Temperaturas de fabrico e compactação recomendadas nas normas europeias, para betumes puros,
de acordo os respectivos compactadores laboratoriais [35-39]. 79
Quadro 5.55 – Temperaturas de fabrico e compactação dos betumes modificados produzidos, obtidas pelos
diversos métodos. 80
Quadro 5.56 - Temperaturas de fabrico e compactação dos betumes modificados produzidos, obtidas pelos
diversos métodos (continuação). 81
Quadro 5.57 – Intervalos aconselhados de temperaturas de fabrico e compactação de misturas betuminosas com
betumes modificados. 82
Quadro 5.58 – Valores máximos, mínimos e médios das temperaturas de fabrico e compactação, resultantes da
aplicação do método Superpave, e respectivos betumes modificados. 83
Quadro 5.59 – Valores máximos, mínimos e médios das temperaturas de fabrico e compactação, resultantes da
aplicação do método da viscosidade a uma taxa de corte elevada, e respectivos betumes
modificados. 84
Quadro 5.60 – Valores máximos, mínimos e médios das temperaturas de fabrico e compactação, resultantes da
aplicação da evolução do método da viscosidade a uma taxa de corte elevada, e respectivos
betumes modificados. 85
Quadro 5.61 – Valores máximos, mínimos e médios das temperaturas de fabrico e compactação, resultantes da
aplicação do método da viscosidade à taxa de corte zero, e respectivos betumes modificados. 86
Quadro 5.62 – Valores máximos, mínimos e médios das temperaturas de fabrico e compactação, resultantes da
aplicação do método da viscosidade a uma taxa de corte baixa, e respectivos betumes modificados.
87
Quadro 5.63 – Valores máximos, mínimos e médios das temperaturas de fabrico e compactação, resultantes da
aplicação da simplificação do método da viscosidade à taxa de corte zero, e respectivos betumes
modificados. 88
Quadro 5.64 – Intervalos de temperaturas de fabrico e compactação de misturas betuminosas com betumes
Lista de símbolos e siglas
Símbolos
Letras romanas
Símbolo Significado
A Área
d Distância
De Número de Deborah
F Força
G Constante elástica da mola
*
G Módulo de corte complexo
'
G Módulo de armazenamento
''
G Módulo de dissipação
K Parâmetro constante com dimensão de tempo
k Índice de viscosidade do material
L Comprimento efectivo do spindle
M Binário medido
m Constante adimensional
n Índice da lei de potência
p Pressão
Rc Raio da câmara de amostra
Rs Raio do spindle
T Temperatura
t Tempo
te Tempo característico da experiência
U Velocidade
Letras gregas
Símbolo Significado
γ
Taxa de cortee
γ
Taxa de corte da componente elásticav
γ
Taxa de corte da componente viscosaδ
Ângulo de fase∆ Variação
η
Viscosidade dinâmica0
η
Valor assimptótico da viscosidade na zona de baixas taxas de corteλ
Tempo característico do materialρ
Massa volúmicaτ
Tensão de cortee
τ
Tensão da componente elásticav
τ
Tensão da componente viscosay
τ Tensão de cedência
υ
Viscosidade cinemáticaω
Velocidade angularSiglas e abreviaturas
Sigla Significado
BBR Bending Beam Rheometer
BTDC Bitumen Test Data Chart
CH Betume do produtor Cepsa originário da refinaria de Huelva
DSR Dynamic Shear Rheometer
DTT Direct Tension Testing
EN Norma Europeia
GP Betume do produtor Galp originário da refinaria do Porto
GS Betume do produtor Galp originário da refinaria de Sines
InIR Instituto de Infra-Estruturas Rodoviárias IP
IPen Índice de penetração
LNEC Laboratório Nacional de Engenharia Civil
MatLab Matrix Laboratory (software)
NIDIN Núcleo de Investigação Desenvolvimento e Inovação
PMB Betumes Modificados com Polímeros
RTFOT Rolling Thin-Film Oven Test
RV Rotational Viscometer
SBS Styrene-Butadiene-Styrene (estireno-butadieno-estireno)
SMC Spindle Multiplier Constant (Constante multiplicadora do spindle)
SRC Shear Rate Constant (Constante da taxa de corte)
Superpave SUperior PERforming asphalt PAVEmentes
Equation Chapter (Next) Section 1
Capítulo 1
1
Introdução
1.1
Enquadramento
Os pavimentos rodoviários são um sistema multi-estratificado, constituído por diferentes tipos de camadas com espessura finita, cujas características e funções variam. As camadas assentam sobre a fundação do pavimento constituída em geral pelo terreno natural, que caso não possua as características necessárias tem um coroamento de qualidade melhorada. Nas camadas superiores aplicam-se, em Portugal, maioritariamente misturas betuminosas. Estas são formadas geralmente por um conjunto de materiais granulares doseados e misturados com uma quantidade de ligante betuminoso previamente definida. Os ligantes betuminosos, entre os quais o betume, adquirem uma elevada importância em toda a vida útil do pavimento. Apesar de em termos volumétricos o ligante betuminoso estar em menor quantidade que qualquer outro componente, em conjunto com o agregado fino (< 2 mm) forma o mastique betuminoso. Este é responsável pela adesão entre as partículas de agregado grosso (> 2 mm), devendo recobri-las por forma a conferir à mistura betuminosa propriedades como estabilidade, flexibilidade, durabilidade, resistência à fadiga, impermeabilidade, trabalhabilidade, compactabilidade e aderência [1, 2]. Torna-se, deste modo, evidente a necessidade de conhecer as características e o comportamento dos ligantes betuminosos, para se poder inferir acerca do desempenho das misturas betuminosas.
melhorarem as propriedades dos betumes puros, de modo a melhorarem o desempenho dos pavimentos. Para além disso, diferentes aditivos afectam diferentes propriedades, podendo estes ser combinados com o intuito de melhorarem várias propriedades, em diferentes gamas de temperatura de utilização, Figura 1.1 [2-4].
Na Figura 1.1 é apresentada a variação da rigidez do betume puro, do betume modificado “ideal” e do betume modificado com polímero, sem e com aditivo suplementar, ao longo das diversas gamas de temperaturas de serviço e construção. O betume modificado “ideal” é aquele que confere aos pavimentos as melhorias nas exigências estruturais e funcionais abaixo mencionadas. Verifica-se que, para obter um betume modificado “ideal”, os aditivos a introduzir têm de afectar a rigidez do betume puro ao longo de toda a gama de temperaturas de serviço. A introdução de polímero, ao betume puro, causa alteração da rigidez às temperaturas de serviço intermédias e altas e de construção. Sendo esta última pouco benéfica, uma vez que a rigidez do betume modificado aumenta e afasta-se da ideal. Para colmatar esta lacuna, observa-se que a adição de um aditivo suplementar, aproxima a rigidez do betume modificado, à temperatura de construção, da rigidez ideal.
Os betumes modificados apareceram no início dos anos 70 nos países mais industrializados, surgindo em Portugal nos anos 90. Estes surgem com o aumento das exigências funcionais e estruturais sobre os pavimentos. Respeitante às exigências funcionais, relacionadas com o conforto e segurança de circulação que o utente capta, o uso de betumes modificados em misturas betuminosas concede aos pavimentos a diminuição do ruído de rolamento, o aumento da aderência, da regularidade e melhoria das características de drenabilidade superficial. Ao nível do aumento das exigências estruturais, relacionadas com a capacidade do pavimento suportar as cargas dos veículos sem sofrer alterações, para além dos valores limites, verifica-se que, actualmente, os pavimentos são solicitados
Figura 1.1 – Desempenho dos pavimentos concebidos com betumes puros e modificados (modificado de [5]).
Fendilhamento por fadiga Fendilhamento por
retracção térmica compactaçãoFabrico e Deformações
permanentes
Betume puro
Betume modificado “ideal”
Temperatura
Betume modificado com polímero
Betume modificado com polímero para mistura betuminosa temperada
Ri
gi
de
z, G
mais vezes, pelo facto de existir maior número de veículos a circular, e que as cargas por eixo são também cada vez maiores. A este nível as misturas betuminosas com betumes modificados conferem aos pavimentos menor susceptibilidade térmica, maior flexibilidade, resistência às deformações permanentes, ao envelhecimento durante a utilização e à fadiga. Desta forma consegue-se reduzir a frequência de manutenção dos pavimentos, proporcionando-lhes uma vida útil maior, diminuindo assim os custos por parte das concessionárias, com o corte do tráfego para manutenção e reparação [2, 3].
Devido às suas qualidades e aos requisitos exigidos, a utilização dos betumes modificados tem vindo a crescer na construção rodoviária de pavimentos flexíveis e semi-rígidos, em camadas com resistência estrutural e de desgaste, com misturas betuminosas de granulometria descontínua. Deste modo, existe a necessidade de conhecer o comportamento do betume modificado, em todas as gamas de temperatura, nomeadamente às temperaturas de fabrico e compactação, que serão estudadas pormenorizadamente neste trabalho.
Os processos de fabrico e de compactação da mistura betuminosa possuem elevada importância na execução do pavimento rodoviário, uma vez que estes são responsáveis pela qualidade da mistura betuminosa e do pavimento rodoviário. Por sua vez, a qualidade dos processos de fabrico e compactação é influenciada pela viscosidade do betume e por conseguinte pela temperatura. Assim, a temperatura é uma variável fundamental devendo conferir ao betume a viscosidade necessária para que envolva adequadamente os agregados, processo de fabrico, e actue de maneira a que as partículas de agregado constituam uma estrutura compacta, resistente, durável, coesa e com o volume de vazios definido no projecto, processo de compactação [1, 3, 6].
1.2
Objectivos
O objectivo deste trabalho de investigação é comparar as temperaturas de fabrico e compactação de betumes puros e modificados, laboratorialmente, com as recomendadas pelos produtores. As temperaturas dos betumes puros são definidas pelo método Superpave e dos betumes modificados pelo método Superpave e por outros métodos propostos, em diferentes trabalhos científicos.
1.3
Organização do trabalho
Este trabalho é constituído por cinco capítulos. No presente capítulo, expõem-se algumas considerações gerais sobre pavimentos rodoviários, misturas betuminosas, em particular a sua composição, características e o processo de fabrico e compactação. Escreve-se ainda sobre os betumes modificados, nomeadamente as suas mais-valias relativamente aos betumes puros e a sua utilização na concepção dos pavimentos rodoviários.
No capítulo dois, apresentam-se todos os elementos necessários para descrever o comportamento reológico dos betumes às temperaturas de serviço e construção.
No capítulo três, fazem-se algumas considerações sobre as misturas betuminosas e a importância do processo de fabrico e compactação na sua concepção. Apresentam-se as diversas metodologias utilizadas na determinação das temperaturas de fabrico e compactação de misturas betuminosas com betumes puros e modificados.
O quarto capítulo aborda a metodologia experimental utilizada. Neste apresentam-se os betumes puros (ou base), os agentes modificador e estabilizador e o processo de modificação utilizado.
No quinto capítulo mostram-se os resultados da caracterização dos betumes puros e modificados, bem como as temperaturas de fabrico e compactação obtidas pela aplicação dos diversos métodos.
No sexto capítulo, sintetizam-se as conclusões finais deste trabalho, as quais originaram propostas e sugestões para desenvolvimentos futuros.
O Anexo A mostra, por meio de gráficos, os resultados da medição da viscosidade dinâmica aos betumes puros, a diferentes taxas de corte.
No Anexo B apresenta-se, por meio de gráficos, os resultados da medição da viscosidade dinâmica aos betumes modificados, a diferentes taxas de corte.
No Anexo C encontram-se representadas as relações entre as constantes k e n do modelo da Lei de Potência e a percentagem de polímero.
O Anexo D mostra os gráficos que tiveram na base do cálculo das temperaturas de fabrico e compactação dos betumes puros.
No Anexo E apresentam-se os gráficos que tiveram na base do cálculo das temperaturas de fabrico e compactação dos betumes modificados.
Equation Chapter (Next) Section 1
Capítulo 2
2
Reologia
2.1
Introdução
O termo “Reologia” foi introduzido no meio científico pelo Professor Eugene Cook Bingham, para definir o estudo da “deformação e escoamento da matéria”. Esta definição foi aceite aquando da fundação da American Society of Rheology, em 1929 [7]. De forma mais clara, a reologia é a ciência que estuda o comportamento mecânico dos materiais, entre os extremos clássicos de Hooke (teoria da elasticidade) e de Newton (teoria dos fluidos Newtonianos). Apesar de na mecânica clássica, o estudo destes comportamentos serem abordados em ramos distintos, Figura 2.1. O estudo do comportamento de Hooke pertence à mecânica dos sólidos e o estudo do comportamento dos fluidos de Newton está afecto à mecânica dos fluidos.
Neste capítulo, aborda-se uma temática importante no estudo dos betumes, a reologia. Aqui descrevem-se, de um modo geral, os comportamentos reológicos e em particular aqueles que caracterizam os betumes.
No subcapítulo 2.3, apresentam-se, de um modo geral, os vários comportamentos reológicos, e referem-se as dependências de cada um, em relação à taxa de corte, temperatura, pressão e tempo de carregamento.
No subcapítulo 2.4, descreve-se o comportamento reológico dos betumes puros e modificados, às temperaturas de serviço e construção.
No subcapítulo 2.5, definem-se os modelos reológicos inerentes aos comportamentos Newtoniano, não-Newtoniano independente do tempo e viscoelástico linear.
Por último, no subcapítulo 2.6, referem-se os equipamentos de medição das propriedades reológicas do betume utilizados às diferentes temperaturas de serviço e de construção.
2.2
Viscosidade
A viscosidade de corte, ou simplesmente viscosidade, é tradicionalmente considerada como a propriedade mais importante do betume, permitindo conhecer o seu comportamento em diferentes tipos de condições (temperatura, pressão, taxa de corte e tempo de carregamento), dando assim, informações sobre o seu comportamento reológico. O conceito de viscosidade representa a medida do atrito interno de um material e é uma medida da resistência ao escoamento [7].
Na Figura 2.2 é representado o escoamento de corte plano, entre dois planos paralelos com uma área, A, cada. O fluido está confinado aos dois planos paralelos, um dos quais está fixo e o outro desloca-se na horizontal com uma velocidade constante, U, devido à aplicação de uma força tangencial, F, sobre o plano móvel e d é a distância entre os dois planos paralelos. A lei da viscosidade de Newton diz que, a força por unidade de área aplicada é proporcional à taxa de corte [7]. Sendo, o factor de proporcionalidade entre estes, designado por viscosidade, Equação (2.1), na qual
τ
=
F A
,Figura 2.1 – Hierarquia da Mecânica Clássica.
Reologia
Mecânica Teórica Mecânica dos
Meios Contínuos
Mecânica dos Sólidos
Mecânica dos Fluidos Mecânica
τ
representa a tensão de corte em Pa, F a força aplicada em N e A a área em m2; η representa a viscosidade dinâmica em Pa·s; eγ
=
U d
, onde γ representa a taxa de corte (ou gradiente de velocidade) em s-1, U a velocidade relativa em m/s e d a distância entre os dois planos paralelos em m.τ ηγ= (2.1)
A unidade da viscosidade dinâmica no Sistema Internacional é o Pascal Segundo (Pa·s), contudo esta também pode ser expressa, no sistema cgs (centímetro-grama-segundo), por Poise (P)
(
1Pa s⋅ =10 P)
[7]. Não obstante, a viscosidade também pode ser medida em mm/s2 (1 mm/s2 = 1 cSt (centistoke)), unidades da viscosidade cinemática. Esta relaciona-se com a viscosidade dinâmica através da Equação (2.2), onde υ representa a viscosidade cinemática, η a viscosidade dinâmica e ρ a massa volúmica do material [3].η υ
ρ
= (2.2)
A viscosidade de um material é usualmente função de quatro variáveis distintas: a taxa de corte, a temperatura, a pressão, e o tempo de carregamento, ou seja,
η γ
(
, , ,T p t)
. Adoptando-se condições isobáricas e isotérmicas resulta que a viscosidade apenas depende da taxa de corte e do tempo de carregamento,η γ
( )
,t . Contudo, sabe-se que o aumento da temperatura nos líquidos provoca diminuição da viscosidade e nos gases aumento da viscosidade. No caso da pressão, a viscosidade aumenta exponencialmente com a pressão isotrópica, excepção feita à água abaixo dos 30°C. Todavia, a variação da viscosidade é pequena para pressões diferentes da atmosférica, em um bar, sendo esta variável negligenciável nas medições da viscosidade [7].2.3
Comportamentos reológicos
Os comportamentos reológicos são função da viscosidade, logo, são função da taxa de corte, da temperatura, da pressão e do tempo de carregamento, Equação (2.3). Adoptando-se condições isotérmicas e isobáricas, resulta uma equação simplificada, Equação (2.4), só dependente da taxa de corte e do tempo de carregamento.
(
)
(
, , ,T p t)
(
, , ,T p t)
τ η γ
=τ γ
(2.3)( )
(
,t)
( )
,tτ η γ
=τ γ
(2.4)O comportamento Newtoniano é independente das variáveis taxa de corte e tempo de carregamento, Equação (2.4), sendo descrito pela Equação (2.1) que se encontra representada graficamente na Figura 2.3. Este é um comportamento viscoso ideal onde a variação entre a taxa de corte e a tensão de corte é linear, Figura 2.3 (a), a viscosidade é independente da taxa de corte e toma um valor constante, Figura 2.3 (b) [7].
Os materiais, cuja variação entre a tensão de corte e a taxa de corte não é linear, são caracterizados por terem um comportamento reológico não-Newtoniano. Para estes, a viscosidade varia com a taxa de corte e/ou tempo de carregamento, para além da temperatura e pressão. Dada a grande diversidade de características reológicas exibidas pelos materiais não-Newtonianos, é comum dividi-los em dois grupos distintos, designadamente por: materiais não-Newtonianos viscosos e não-Newtonianos viscoelásticos. O grupo dos materiais não-Newtonianos viscosos, por sua vez, é subdividido em dois grupos, os não-Newtonianos viscosos independentes do tempo e os não-Newtonianos viscosos dependentes do tempo [7].
O subgrupo de materiais não-Newtonianos viscosos com características independentes do tempo é subdividido em materiais sem e com tensão de cedência. Neste subgrupo a viscosidade apenas depende da taxa de corte, η γ
( )
, logo, o comportamento reológico é dependente apenas da taxa de corte, Equação (2.5).( )
(
)
( )
τ η γ
=τ γ
(2.5)Da subdivisão em materiais sem tensão de cedência resultam dois comportamentos típicos, o
“shear-thinning” ou pseudoplástico e o “shear-thickening” ou dilatante.
O comportamento “shear-thinning” caracteriza-se por uma diminuição da viscosidade com o aumento da taxa de corte, como mostra a Figura 2.4 (b) [7].
A relação inversa descreve o comportamento “shear-thickening”, ou seja, um aumento da viscosidade com o aumento da taxa de corte, Figura 2.5 (b) [7].
Os materiais com tensão de cedência definem-se pelo não escoamento até que uma determinada tensão de cedência, τy, seja atingida, [7]. Numa primeira fase, até atingirem a tensão de cedência, comportam-se como um material elástico e numa segunda fase, após atingirem essa tensão de cedência, exibem características de um material Newtoniano, “shear-thinning” ou
“shear-thickening”, Figura 2.7 (b) [6]. Os materiais que após atingirem a tensão de cedência, apresentem características de um material Newtoniano são conhecidos por terem um comportamento de plástico de Bingham, Figura 2.6.
Figura 2.4 – Comportamento reológico generalizado dos materiais “shear-thinning” ou pseudoplástico
(modificado de [6]).
Figura 2.5 – Comportamento reológico generalizado dos materiais “shear-thickening” ou dilatante (modificado
![Figura 2.7 – Comportamento dos materiais não-Newtonianos independentes do tempo, em termos da relação entre a taxa de corte e a tensão de corte (modificado de [8])](https://thumb-eu.123doks.com/thumbv2/123dok_br/16597109.739166/46.892.203.681.472.677/figura-comportamento-materiais-newtonianos-independentes-relação-tensão-modificado.webp)
![Figura 2.13 – Equipamentos de medição das propriedades reológicas do betume, às diferentes temperaturas de serviço e construção (modificado de [4])](https://thumb-eu.123doks.com/thumbv2/123dok_br/16597109.739166/54.892.196.698.105.366/equipamentos-medição-propriedades-reológicas-diferentes-temperaturas-construção-modificado.webp)
![Figura 3.3 – Diagrama BTDC: viscosidades de fabrico e compactação de misturas betuminosas com betumes puros [2]](https://thumb-eu.123doks.com/thumbv2/123dok_br/16597109.739166/64.892.124.778.543.1059/figura-diagrama-viscosidades-fabrico-compactação-misturas-betuminosas-betumes.webp)