Carlos Filipe Fernandes Monteiro
CORTE DE PEDRA POR FIO DIAMANTADO
Carlos Filipe Fernandes Monteiro
outubro de 2014
UMinho | 201
4
C
OR
TE DE PEDRA POR FIO DIAMANT
ADO
outubro de 2014
Dissertação de Mestrado
Ciclo de Estudos Integrados Conducentes ao
Grau de Mestre em Engenharia Mecânica
Trabalho efetuado sob a orientação do
Professor Doutor António Alberto Caetano Monteiro
e coorientação do
Professor Doutor João Pedro Mendonça A. Silva
Carlos Filipe Fernandes Monteiro
CORTE DE PEDRA POR FIO DIAMANTADO
Escola de Engenharia
i
AGRADECIMENTOS
Queria agradecer a todas as pessoas que, direta ou indiretamente, me ajudaram e contribuíram para a realização deste trabalho, em especial:
Ao Professor Alberto Caetano Monteiro pelo apoio e orientação, que permitiu o evoluir do trabalho. Ao Professor João Pedro Mendonça pelo tempo que dedicou a este trabalho.
À empresa D2 Technology pela oportunidade concedida para obter experiencia profissional
i
RESUMO
A área das rochas ornamentais e de revestimento constitui uma das mais promissoras no sector mineral, com uma taxa média anual de crescimento da produção mundial superior a 6% ao ano, nos últimos 20 anos. Constituem um produto com elevado interesse à escala mundial não só devido às suas propriedades naturais (estéticas e estruturais) mas sobretudo pela diversidade de aplicações, que incluem a arquitetura e a construção civil. Desenvolvimentos tecnológicos recentes do tratamento da pedra, desde a pedreira ao acabamento final, fazem prever um elevado investimento em novos equipamentos e apontam para a necessidade de conduzir investigação aplicável ao domínio. As tecnologias de corte, têm sido alvo de grande atenção principalmente por parte das várias indústrias de exploração e transformação de rochas naturais. Parece evidente contudo existir necessidade de melhor caracterização dos novos processos de corte, em particular do corte por fio diamantado. Esta técnica é caracterizada por permitir uma grande diversidade de operações de corte que lhe confere elevada versatilidade, apresentando elevadas taxa e velocidade de corte, permitindo a obtenção de uma espessura média de corte reduzida, com baixo desperdício de matéria-prima e um traçado de corte muito regular de que resulta um excelente acabamento superficial. Os equipamentos utilizados por esta tecnologia apresentam um reduzido custo de manutenção, permitem realizar multicorte, e, por controlo numérico fica possibilitada a obtenção de geometrias tridimensionais, quer diretamente por orientação da direção do fio de corte, quer pela utilização de cabeças de corte com ferramentas convencionais. O corte por fio diamantado é conseguido por abrasão entre a pedra e a ferramenta, constituída por de pérolas diamantadas montadas num cabo de aço, o qual é arrastado e orientado por meio de um sistema adequado de polias. A abordagem desta tecnologia tem sido empírica, pelo que o principal objetivo deste trabalho incide sobre o estudo sistematizado dos principais parâmetros envolvidos, não só para melhorar as condições operacionais dos equipamentos em utilização mas também para permitir o desenvolvimento de equipamentos mais eficazes, robustos e económicos. Neste sentido, foi modelado um protótipo de um equipamento de corte de pedra por fio diamantado. Posto isto é notório um elevado desconhecimento relativo à tecnologia de corte de pedra por fio diamantado, aliado a um enorme potencial evolutivo desta tecnologia de corte, dada a sua vasta aplicação em diversas operações fabris nas rochas ornamentais.
i
ABSTRACT
The area of ornamental rocks and coating is one of the most promising in the mineral sector, with an average annual growth rate of over 6% per year over the last 20 years. Rocks are a product highly interesting not only because of its natural properties (either structural and aesthetic) but rather by the diversity of the applications, including architecture and construction. Recent technological developments in stone treatment from the quarry to the final finished product, do provide high investment in new equipment and point to the necessity of developing further research. Cutting technologies have attracted a lot of attention especially from the industries of natural rocks exploitation and processing. It seems clear however there is a need to better characterize the new cutting processes, in particular diamond wire cutting technology. The technique is characterized by allowing a wide range of cutting conditions, what allows great versatility, high rate and speed cutting operations, so allowing to obtain a mean reduced section thickness, with low waste of raw materials and a very regular cut path also offering excellent surface finishing. The equipment used in this technology have reduced maintenance costs, allowing to perform multi slice, and by using numerical control obtaining three-dimensional geometries is made possible, either directly by orientation the direction of the cutting wire or by the use of tools with conventional cutting heads. The diamond wire cutting is done by abrasion between the stone and the tool, consisting of diamond beads mounted on a steel cable, which is dragged through a proper system of pulleys. The approach of this technology has been empirical, which justifies a systematic study of the main parameters involved, not only to improve the operating conditions of the equipment in use but also to allow the development of more efficient, robust and economical equipment. In this sense, it was modelling a prototype of a stone cutting equipment by diamond wire. In resume, it is clear a high ignorance on the diamond wire for stone cutting technology, combined with a huge evolutionary potential of this cutting technology, given its wide application in various manufacturing operations in ornamental rocks.
i
ÍNDICE
1 INTRODUÇÃO AO TEMA ... 1
2 CONTEXTUALIZAÇÃO HISTÓRICA DA TECNOLOGIA ... 3
3 ESTADO DA ARTE ... 5
3.1 Enquadramento do fio diamantado nas diversas tecnologias de corte de pedra ... 5
3.2 Análise do funcionamento da máquina de corte ... 6
3.2.1 Máquina de corte para exploração de pedra ... 6
3.2.2 Máquinas convencionais para o desmonte dos blocos rochosos ... 7
3.3 Funções preparatórias ... 9
3.3.1 Torção do fio diamantado ... 9
3.3.2 Execução de emendas do fio diamantado ... 10
3.3.3 Realização de furos no maciço rochoso ... 10
3.4 Versatilidade de Orientação do fio diamantado ... 11
3.5 Fio diamantado ... 13
3.5.1 Cabo de aço ... 13
3.5.2 Revestimentos do fio diamantado ... 14
3.5.3 Pérolas diamantadas ... 14
3.6 Problemas associados ao processo de corte de pedra com fio diamantado ... 15
4 ESTUDO DO CORTE DE PEDRA POR FIO DIAMANTADO ... 19
5 PARAMETRIZAÇÃO DO CORTE DE PEDRA POR FIO DIAMANTADO ... 25
6 PROSPEÇÃO INDUSTRIAL E ECONÓMICA DA TECNOLOGIA DE CORTE POR FIO DIAMANTADO ... 31
7 PROJETO DO EQUIPAMENTO DE CORTE ... 33
7.1 Metodologia de projeto ... 33
7.2 Definição da tarefa ... 35
7.3 Lista de requisitos ... 35
7.3.1 Especificações técnicas das rochas ... 36
7.4 Análise/Estrutura de Funções ... 37
7.5 Soluções iniciais ... 38
7.5.1 Colocação da chapa ... 38
7.5.2 Operações antecedentes ao processo de corte ... 39
7.5.3 Processo de corte ... 41
7.6 Recolha de chapa ... 50
7.7 Avaliação das soluções ... 50
8 SELEÇÃO E DIMENSIONAMENTO DOS COMPONENTES CONSTITUINTES DO PROTÓTIPO ... 55
8.1 Sistema de polias ... 55
8.2 Sistema de medição da tensão exercida sobre o fio diamantado ... 56
8.4 Sistema de transmissão do movimento sincronizado das estruturas das polias ... 64
8.5 Sistema de transmissão do movimento sincronizado das colunas do pórtico ... 66
8.6 Especificações técnicas do protótipo ... 66
8.7 Modelação do protótipo... 67
9 TRABALHOS FUTUROS ... 69
10 CONCLUSÕES E CRÍTICAS AO TRABALHO DESENVOLVIDO NA ÁREA ATÉ À ATUALIDADE ... 71
i
ÍNDICE DE FIGURAS
Figura 1- Fio diamantado ... 3
Figura 2 – Fio helicoidal ... 4
Figura 3 - Máquina de corte utilizada na lavra de pedra ... 6
Figura 4 - Máquina de corte multifios ... 7
Figura 5 - Máquina de corte monofio ... 8
Figura 6 - Máquina de corte estacionária controlada por computador ... 8
Figura 7 - Ilustração da torção ocorrida no fio diamantado ... 9
Figura 8 - Ilustração da execução de emendas ... 10
Figura 9 - Ilustração da execução de furos no maciço rochoso ... 10
Figura 10 - Corte vertical normal ... 11
Figura 11 - Corte vertical em "L" ... 11
Figura 12 - Corte horizontal normal ... 12
Figura 13 - Corte horizontal em "L" ... 12
Figura 14 - Corte cego ... 12
Figura 15 - Composição do cabo de aço ... 13
Figura 16 - Fio Diamantado revestido com molas metálicas ... 14
Figura 17 - Fio Diamantado com revestimento em plástico ... 14
Figura 18 - Fio diamantado com revestimento em borracha ... 14
Figura 19 - Pérolas Sinterizadas ... 14
Figura 20 - Pérolas eletrolíticas ... 15
Figura 21 - Ilustração do ângulo de ataque do fio diamantado com a superfície de corte nos diferentes tipos de equipamentos de corte ... 16
Figura 22 - Ilustração do desgaste diferencial da pérola diamantada ... 16
Figura 23 - Ilustração da execução de emendas ... 17
Figura 24 - Ilustração do efeito cometa na pérola diamantada ... 17
Figura 25 - Ilustração do revestimento do fio diamantado compactado ... 17
Figura 26 - Ilustração da conicidade das pérolas diamantadas ... 18
Figura 27 - Ilustração da fragmentação das pérolas diamantadas ... 18
Figura 28 - Representação das forças atuantes sobre o fio diamantado ... 19
Figura 29 - Representação esquemática do corte de pedra por fio diamantado e divisão deste em zonas específicas durante a operação de corte ... 20
Figura 30 - Representação esquemática do corte de pedra por fio diamantado e divisão deste em zonas específicas durante a operação de corte ... 21
Figura 31 - Representação do movimento das pérolas diamantadas durante a operação de corte 22 Figura 32 - Forças aplicadas sobre a pérola diamantada durante o processo de corte ... 22
Figura 33 - Representação do movimento do equipamento de corte em relação ao maciço rochoso ... 26
Figura 34 – Diagrama das fases do projeto do produto onde são realizadas pesquisas e desenvolvimentos ... 33
Figura 35 - Diagrama da metedologia de projeto mecânico adotada (Fonte: [31]) ... 34
Figura 36 - Árvore de objetivos do projeto ... 36
Figura 37 – Dimensões máximas da chapa ... 37
Figura 38 – Estrutura de funções do produto ... 37
Figura 39 - Ponte rolante ... 38
Figura 40 – Garra ... 38
Figura 41 - Cabo de aço ... 39
Figura 42 – Ventosas... 39
Figura 43 - Atuador linear ... 40
Figura 44 - Carenagem da estrutura envolvente do fio diamantado ... 40
Figura 45 – Representação esquemática do mecanismo de movimentação da estrutura metálica 41 Figura 46 – Representação esquemática da operação de corte com movimentação da chapa ... 42
Figura 47 - Representação esquemática da operação de corte com movimentação da Mesa ... 42
Figura 48 - Representação esquemática da operação de corte com movimentação da estrutura envolvente do fio diamantado ... 43
Figura 49 - Representação esquemática do sistema de polias ... 43
Figura 50 - Representação esquemática do sistema de polias com o sistema de medição da tensão do fio diamantado... 44
Figura 51 - Ilustração de um transformador diferencial variável linear ... 45
Figura 52 - Representação do sistema de medição da tensão exercida sobre o fio diamantado ... 46
Figura 53 - Representação da deformação da mola helicoidal no sistema de medição da tensão exercida sobre o fio diamantado ... 46
Figura 54 - Exemplo de configuração da área de trabalho ... 47
Figura 55 - Representação esquemática da chapa a seccionar sem alocação de suportes ao longo do perfil de corte ... 48
Figura 56 - Representação esquemática das placas de nylon ao longo do perfil de corte gerado . 48 Figura 57 - Representação esquemática dos diferentes tipos placas de nylon ... 48
Figura 58 - Representação esquemática do depósito com as placas de nylon ... 49
Figura 59 - Representação esquemática do veio do depósito das placas de nylon ... 49
Figura 60 - Representação esquemática do alimentador das placas de nylon ... 49
Figura 61- Representação do sentido e direção da carga exercida pelos patins da guia linear nas vigas do pórtico, com base na curvatura do fio diamantado ... 63
Figura 62- Perfil cantoneira de abas iguais ... 64
Figura 63 - Representação esquemática do mecanismo de movimentação da estrutura metálica 65 Figura 64 - Ilustração do sistema de equilíbrio de massas das estruturas das polias ... 65
Figura 65 – Perspetiva frontal do protótipo ... 67
i
ÍNDICE DE TABELAS
Tabela 1 - Comparação técnico-económica das tecnologias existentes para a exploração de
Mármore ... 5
Tabela 2 - Comparação técnico-económica das tecnologias existentes para a exploração de Granito ... 6
Tabela 3 - Parâmetros de corte de pedra por fio diamantado ... 25
Tabela 4 – Solução 1 ... 50
Tabela 5 - Solução 2 ... 51
Tabela 6 - Solução 3 ... 51
Tabela 7 - Solução 4 ... 51
Tabela 8 - Matriz de comparação ... 52
Tabela 9 – Avaliação das soluções ... 53
Tabela 10 - Valores dos vários fatores que formulam as equações 3 e 4 ... 56
Tabela 11 - Valores dos fatores que formulam a equação 5 ... 56
Tabela 12 - Valores dos fatores que formulam a equação 6 ... 56
Tabela 13 - Valores dos fatores que formulam a equação 9 ... 57
Tabela 14 - Valores dos fatores que formulam a equação 12 ... 58
Tabela 15 - Valores dos fatores que formulam a equação 13 ... 58
Tabela 16 - Valores dos fatores que formulam a equação 11 ... 59
Tabela 17 - Valores dos fatores que formulam a equação 7 e 10 ... 59
Tabela 18 - Valores dos fatores que formulam a equação 14 ... 59
Tabela 19 - Valores dos fatores que formulam a equação 15 ... 60
Tabela 20 - Valores dos fatores que formulam a equação 16 ... 60
Tabela 21 - Valores dos fatores que formulam a equação 17 ... 60
Tabela 22 - Valores dos fatores que formulam a equação 8 ... 61
Tabela 23 - Valores dos fatores que formulam a equação 18 ... 61
Tabela 24 - Valores dos fatores que formulam a equação 19 ... 61
Tabela 25 - Valores dos fatores que formulam a equação 20 ... 62
Tabela 26 - Valores dos fatores que formulam a equação 21 ... 62
Tabela 27 - Valores dos fatores que formulam a equação 22 ... 62
Tabela 28 - Caraterísticas da mola helicoidal de compressão dimensionada ... 62
Tabela 29 - Valores dos vários fatores intervenientes na equação 23 ... 64
Tabela 30 - Especificações técnicas do protótipo ... 66
i
ÍNDICE DE GRÁFICOS
Gráfico 1 - Representação Gráfica da variação da tensão exercida sobre o fio diamantado ... 20 Gráfico 2 - Representação Gráfica da variação da tensão exercida sobre o fio diamantado ... 21 Gráfico 3 - Influência da velocidade periférica e da tração sobre o fio diamantado no desgaste das pérolas diamantadas no corte de mármores ... 26 Gráfico 4 - Influência da velocidade periférica e da tração sobre o fio diamantado no desgaste das pérolas diamantadas no corte de mármores ... 27 Gráfico 5 - Influência da velocidade periférica e da tração sobre o fio diamantado no desgaste das pérolas diamantadas no corte de mármores ... 27 Gráfico 6 - Influência da velocidade periférica e da tração sobre fio o fio diamantado na produtividade da operação de corte de mármores ... 28 Gráfico 7 -Influência da velocidade periférica e da tração sobre fio o diamantado na produtividade da operação de corte de mármores ... 28 Gráfico 8 - Influência da velocidade periférica e da tração sobre fio o diamantado na produtividade da operação de corte de mármores ... 29 Gráfico 9 - Evolução das exportações portuguesas dos produtos em pedra ... 32
1 INTRODUÇÃO AO TEMA
As rochas ornamentais1 são um produto com elevado interesse devido às propriedades características e à sua diversidade de aplicações [1][2]. As aplicações das rochas ornamentais são consideradas quase ilimitadas, e podem ser divididas em 4 grupos principais: arquitetura e construção (os grupos com maior relevância), revestimento de elementos urbanos, arte e decoração. As técnicas de corte aplicadas na exploração de rochas ornamentais provenientes de maciços rochosos requerem tecnologia, também necessária posteriormente para o processamento dos blocos resultantes da fase de exploração. Assiste-se hoje à evolução das várias tecnologias de corte de pedra existentes e ao desenvolvimento de outras, potenciada pelas possibilidades técnicas atuais. O corte de pedra por fio diamantado é uma técnica recente, e tem proliferado em diversos sectores industriais, principalmente na construção civil e na exploração das rochas naturais. Esta tecnologia de corte apresenta uma elevada versatilidade de operações de corte, e é caracterizada pela sua elevada velocidade de corte. Esta tecnologia consegue reduzir a espessura média de corte permitindo assim reduzir o desperdício de pedra em comparação com outras tecnologias, e ainda um traçado de corte muito regular aliado a um excelente acabamento superficial [3]. Contudo, não se encontram bem especificados os parâmetros de corte mais adequados para o corte dos diferentes tipos de pedra. Parece pois justificar-se a realização de estudos sobre a tecnologia de corte de pedra por fio diamantado com o objetivo de desenvolver melhorias, quer ao nível da ferramenta de corte, quer do controlo dos equipamentos ou ainda no desenvolvimento de novos equipamentos de corte. O presente trabalho tem como objetivo o estudo da tecnologia de corte por fio diamantado. Numa primeira etapa foi realizado um levantamento do estado da arte relativo à tecnologia de corte de pedra por fio diamantado. Seguidamente realizou-se o estudo do corte de pedra por fio diamantado, análise e reflexão crítica sobre a influência no processo de corte dos diversos parâmetros de corte associados a esta tecnologia. Por fim foi realizada uma análise relativa à prospeção industrial e económica da tecnologia de corte de pedra por fio diamantado. Numa segunda, foi adotada uma metodologia de projeto mecânico que culminou com a realização de um modelo conceptual relativo a um equipamento de corte por fio diamantado. Este modelo concetual teve por base a lista de requisitos imposta pela empresa, D2 Technology, e toda a componente teórica presente neste trabalho. Por fim, são dadas sugestões de trabalhos e áreas de interesse de estudos no futuro e também as principais conclusões.
1A Rocha ornamental é definida como uma substância rochosa natural que, submetida a diferentes graus de
2 CONTEXTUALIZAÇÃO HISTÓRICA DA TECNOLOGIA
As rochas ornamentais sempre tiveram, desde a pré-história até aos dias de hoje, um papel importante na vida do ser humano devido às inúmeras áreas de aplicação em que são empregues. Segundo factos históricos, os primeiros povos a utilizar rochas ornamentais na construção urbanística foram os Egípcios e os Mesopotâmios por volta de 3000 antes de Cristo [2]. Posteriormente, os gregos difundiram a utilização de rochas ornamentais por meio da escultura e da arquitetura [2]. Os romanos por volta do ano 80 antes de Cristo, tornaram-se os pioneiros no sector da construção urbanística com a utilização de rochas ornamentais e revestimentos, pois estas ofereciam uma maior robustez e durabilidade da obra [2][5]. Nessa época, Roma explorava o mármore travertino, numa região denominada de Tivoli [2]. Posteriormente, a exploração foi deslocada para as montanhas de Apuanas, tendo o centro de produção na região de Carrara, cuja tradição na exploração de mármore perdura até à atualidade [2].
A construção de casas, principalmente nos países junto ao mar Mediterrâneo, é realizada com rochas ornamentais devido à abundância das mesmas nesta região e também pelas suas propriedades térmicas que se adequam ao clima característico do local.
Portugal insere-se na região do Mediterrâneo e tem a tradição de utilizar, principalmente no sector da construção civil, as rochas ornamentais, fruto dos recursos naturais e do conhecimento existente no sector industrial em análise. O país tem uma indústria ativa que explora os recursos rochosos existentes, principalmente o mármore e granito, mas também, possui uma indústria produtora de equipamentos, máquinas e ferramentas de corte de pedra. Portugal e os países onde se fala a língua portuguesa, nomeadamente o Brasil, apresentam um importante mercado no sector industrial em estudo no presente trabalho. Normalmente, as empresas internacionais produtoras dos mais diversos equipamentos para as várias indústrias do sector, têm o cuidado de traduzir a sua página de internet para português, o que demonstra a importância do mercado do setor da pedra.
No início do século XX ocorreu uma enorme expansão comercial das rochas ornamentais, conjugado com um avanço tecnológico notório do parque industrial das diversas empresas inseridas no sector da exploração de rochas ornamentais bem como no sector de transformação de blocos rochosos [2].
O presente trabalho aborda o estudo de uma técnica de corte de pedra desenvolvida recentemente. O corte de pedra por fio diamantado reflete o desenvolvimento tecnológico evidenciado nos últimos tempos.
O fio diamantado (Figura 1) foi inventado por uma empresa designada por Diamant Boart, há precisamente 35 anos, cuja finalidade era a extração de mármore [6].
Figura 1- Fio diamantado (Fonte: http://br.all.biz/img/br/catalog/28021.jpeg, acedido a 10/10/2014)
As primeiras ferramentas de corte foram aplicadas na exploração de mármore em Carrara, no norte de Itália [5]. Esta região é conhecida internacionalmente pela bela combinação de cores adjacentes ao mármore explorado. Pouco tempo após da invenção do fio diamantado, várias empresas ligadas à exploração de mármore substituíram a ferramenta de corte. Até à data, era utilizado o fio helicoidal, como ferramenta de corte, para exploração de mármore (Tabela A do Anexo I) [6]. O fio helicoidal (Figura 2) consiste, no enrolamento de três cabos de aço em torno de um eixo.
Esta ferramenta de corte só é aplicável em rochas macias, como o mármore, e na atualidade é uma tecnologia obsoleta. Em meados dos anos 80, a empresa que desenvolveu o fio diamantado, evoluiu a mesma ferramenta de corte para a lavra de granito [6]. Subjacente à implementação da ferramenta de corte descrita, foram desenvolvidos novos equipamentos, pérolas diamantadas e revestimentos mais resistentes ao desgaste e à corrosão, devido às propriedades intrínsecas da rocha a cortar.
O sucesso foi tal que, a maioria das industrias que exploravam rochas duras e abrasivas, como o granito, adotou esta nova técnica de corte.
Atualmente, esta técnica de corte de pedra tem vindo a ser empregue em máquinas de desmonte de blocos rochosos. Devido ao elevado interesse, na tecnologia de corte, da indústria do esquadrejamento de blocos rochosos, foram desenvolvidas alterações na configuração do fio diamantado.
Figura 2 – Fio helicoidal
(Fonte: http://t1.gstatic.com/images?q=tbn:ANd9GcQIztpQxJi6c2Q_2XIqqUcp0pZYG7bZBUT9hm--Eor1A55x7idoFg, acedido a 10/10/2014)
3 ESTADO DA ARTE
3.1 Enquadramento do fio diamantado nas diversas tecnologias de corte de
pedra
O corte de pedra pode ser realizado adotando-se várias técnicas, a escolha depende do tipo de rocha a cortar, das condicionantes geométricas das mesma e das restrições operacionais de cada operação. A constante evolução conferida aos equipamentos de corte e às ferramentas de corte provocou o desuso e consequente extinção de algumas técnicas de corte em detrimento de outras. Após uma análise das especificações de corte realizada às técnicas de corte de pedra mais usuais, conclui-se que as técnicas com melhor desempenho e mais lucrativas são o cortador por corrente e o corte por fio diamantado, como se pode verificar na Tabela 1 e Tabela 2. O fio diamantado é mais utilizado que o cortador por corrente, uma vez que é uma técnica com um custo de implementação inferior e com maior versatilidade de tipos de corte [3]. A técnica de corte de pedra por fio diamantado é caracterizada pela sua elevada versatilidade de operações, elevada velocidade de corte, obtenção de uma espessura média de corte insignificante e um baixo desperdício de pedra comparado com outras tecnologias e um traçado de corte muito regular aliado a um excelente acabamento superficial.
Tabela 1 - Comparação técnico-económica das tecnologias existentes para a exploração de Mármore (Fonte: [3]) Legenda: EXPL – Uso de explosivos; FH – Fio helicoidal; FD – Fio diamantado; CC – Cortador por corrente; CMH – Cunha metálica ou hidráulica;
Tabela 2 - Comparação técnico-económica das tecnologias existentes para a exploração de Granito (Fonte: [3]) Legenda: EXPL – Uso de explosivos; FH – Fio helicoidal; FD – Fio diamantado; CC – Cortador por corrente; CMH – Cunha metálica ou hidráulica;
3.2 Análise do funcionamento da máquina de corte
3.2.1 Máquina de corte para exploração de pedra
A máquina de corte utilizada na exploração de pedra (Figura 3) tem na sua constituição dois motores, elétricos ou a diesel, e a sua estrutura está assente sobre carris, cujo seu deslocamento é realizado por um sistema cremalheira pinhão [7].
Figura 3 - Máquina de corte utilizada na lavra de pedra (Fonte:
https://encrypted-tbn0.gstatic.com/images?q=tbn:ANd9GcSBCvdKbWBQLrTWV6JuhGRc6tU3uVnfx94LcGq8YcjLy8BverIB, acedido a 07/11/2014)
Um dos motores é responsável pelo acionamento da polia motora, o outro motor tem a função de deslocar a máquina de corte sobre os carris. O movimento linear do fio diamantado é realizado
sistema de polias e hastes de acordo com o plano a ser cortado. Durante o processo de corte os valores da velocidade linear e a velocidade de avanço são introduzidos no controlo numérico da máquina e mantidos constantes. A conjugação dos parâmetros inseridos no controlo numérico com as condições de corte originam uma determinada tensão exercida sobre o fio diamantado [7][8]. A tensão da ferramenta de corte é provocada principalmente pela conjugação do movimento de avanço, ou seja, o movimento da máquina de corte sobre os trilhos no sentido oposto ao bloco rochoso a cortar, com o comprimento de fio diamantado interessado no corte. Neste tipo de equipamentos o comprimento do fio diamantado interessado no corte é variável ao longo do processo de corte, cujo fenómeno justifica a variação da tensão exercida sobre este. A tensão do fio diamantado deve ser mantida dentro de valores específicos para evitar o rompimento deste durante o corte [7]. Porém, atualmente existem equipamentos desenvolvidos, pela maioria dos fabricantes deste tipo de máquinas, com sistemas de monitorização da tensão sobre o cabo de aço do fio diamantado2. O principal objetivo destes equipamentos é melhorar a produtividade de corte, aumentar a longevidade da ferramenta e reduzir o risco de rompimento do cabo de aço.
A ação de corte tem como base o atrito entre as pérolas diamantadas e a superfície rochosa. Durante processo de corte ocorre a lubrificação com água, onde o principal propósito é reduzir a temperatura da superfície de corte e da ferramenta de corte. Devido à lubrificação, ocorre uma formação de lamas abrasivas, proveniente das poeiras e pequenas partículas rochosas misturadas com água, sendo um fator relevante no processo de corte [3].
3.2.2 Máquinas convencionais para o desmonte dos blocos rochosos
As máquinas de corte multifios (Figura 4), as máquinas de corte monofio (Figura 5) e a máquinas de corte monofio CNC com dois eixos coordenados (Figura 6), são as que tem maior presença no parque de máquinas da indústria do setor do desmonte de blocos rochosas.
Figura 4 - Máquina de corte multifios (Fonte: http://img.directindustry.com/images_di/photo-g/diamond-wire-cutting-machines-multi-wire-granite-69464-3140393.jpg, acedido a 11/11/2014)
As máquinas de corte convencionalmente utilizadas para o desmonte dos blocos rochosos, têm um sistema simples de polias, onde uma das polias é a polia motora e outra é a polia tratora. Atualmente, este tipo de equipamentos utiliza duas polias no seu sistema de polias, no entanto já se verifica a utilização de mais polias por parte de alguns construtores de máquinas. O movimento de rotação da polia motora provoca o movimento linear do fio diamantado pelo sistema de polias. A transmissão do movimento é assegurada pelas forças de atrito que se desenvolvem na superfície de contato do fio diamantado com a polia motora. Neste sentido, o fio diamantado deve ser sujeito a uma determinada tensão para que a força de atrito gerada, entre a polia motora e o fio diamantado, seja suficiente para este se movimentar linearmente. Desta forma, o tensionamento ocorre por meio da movimentação da polia tratora para aumentar a tensão sobre o cabo de aço do fio diamantado. Após esta fase inicial, de movimentação do fio diamantado, seguem-se os movimentos de corte. O fio diamantado é posicionado a uma determinada cota, tendo por base as dimensões do bloco a cortar. Seguidamente, o movimento de avanço pode decorrer em duas direções, a vertical ou horizontal. A máquina de corte de fio diamantado CNC, mais frequente no parque de máquinas no setor industrial do desmonte de blocos rochosos, conjuga as duas direções de avanço. Todavia alguns construtores de equipamentos já desenvolveram máquinas de corte de pedra por fio
Figura 5 - Máquina de corte monofio (Fonte: http://www.ajfigueiredo.pt/ajf/wp-content/uploads/2013/05/AJF_Produtos_Monofio_01.jpg, acedido a 15/10/2014)
Figura 6 - Máquina de corte estacionária controlada por computador (Fonte:
http://www.ajfigueiredo.pt/ajf/wp-content/uploads/2013/05/AJF_Produtos_Monofio_Texto_01.jpg, acedido a 15/10/2014)
diamantado com 3 e 4 eixos coordenados3. Relativamente ao comando dos vários tipos de equipamento já referidos, estes, numa fase prematura, eram comandados com velocidades de rotação e avanço contantes, assim como, a tensão exercida pela polia tratora também era constante durante o todo o processo de corte. No entanto, tal como sucedeu nas máquinas utilizadas na exploração de pedra, os fabricantes desenvolveram melhorias nestes equipamentos com o objetivo de melhorarem o processo produtivo e a longevidade da ferramenta de corte. Atualmente são produzidos equipamentos em que a tensão do cabo de aço do fio diamantado é medida e monitorizada pela variação de outros parâmetros de corte45.
O fenómeno abrasivo no qual resulta o corte da pedra, deste tipo de equipamentos de corte, é semelhante ao descrito nas máquinas de corte para exploração de pedra.
3.3 Funções preparatórias
As funções preparatórias representam todas as tarefas que são realizadas antes do processo de corte.
3.3.1 Torção do fio diamantado
O fio diamantado é sujeito a uma torção (Figura 7), antes de ser inserido no sistema de polias da máquina de corte. A torção, aplicada ao fio diamantado, irá animar o mesmo de um movimento helicoidal sobre o seu próprio eixo durante o processo e corte. Consequentemente irá incitar um desgaste uniforme na superfície de revolução das pérolas diamantadas.
A torção aplicada, à ferramenta, de corte depende do próprio fabricante, no entanto o seu valor varia entre 1,5 a 2 voltas por metro a cada 200 horas de funcionamento [3].
A ferramenta de corte é sujeita a observações periódicas, quando esta não desenvolve o movimento desejado, o processo de corte pára, o fio diamantado é removido da máquina de corte e aplica-se uma nova torção ao mesmo, por fim este é inserido novamente no sistema de polias da máquina.
Figura 7 - Ilustração da torção ocorrida no fio diamantado
(Fonte: http://img10.imageshack.us/img10/782/67620167qt0.jpg, acedido a 11/11/2014)
3 http://www.breton.it/marble/pt/product/Monowire_Shaping_machines/POKER_4AXES_-_Shaping_machine,
acedido a 22/11/2014;
4 http://www.poeiras.com/#!demetrius/cew1, acedido a 20/10/2014; 5 http://www.ajfigueiredo.pt/portfolio/monofio/, acedido a 20/10/2014;
3.3.2 Execução de emendas do fio diamantado
A operação de emenda no fio diamantado (Figura 8) consiste na ligação das duas extremidades do cabo de aço, antes do início da operação de corte, através da aplicação de um tubo metálico para que o circuito fique fechado [3].
Na realização de uma emenda, é retirado o material protetor do cabo de aço das duas extremidades e estas são engatadas no tubo metálico, sendo este prensado posteriormente.
3.3.3 Realização de furos no maciço rochoso
Na operação de corte com fio diamantado na lavra de pedra é necessária a realização de furos complanares, que irão delimitar o volume a extrair do maciço rochoso [3].
Os furos são realizados com auxílio de uma perfuratriz (Figura 9) nas direções pretendidas, com diâmetros na ordem dos 100 mm. Desta forma a ferramenta de corte envolve a superfície de corte pretendida.
Figura 8 - Ilustração da execução de emendas (Fonte: [6])
Figura 9 - Ilustração da execução de furos no maciço rochoso
3.4 Versatilidade de Orientação do fio diamantado
A técnica de corte por fio diamantado é caracterizada pela versatilidade de tipos de corte, uma vez que é possível a modificação da posição do sistema de polias, que têm a função de orientar o fio diamantado na operação de corte. Desta forma o corte por fio diamantado pode ser utilizado em todas as operações de corte, nas explorações de pedra.
Os tipos de corte mais usuais são: o corte vertical normal (Figura 10), o corte vertical em “L” (Figura 11), o corte horizontal normal (Figura 12), o corte horizontal em “L” (Figura 13) e o corte cego (Figura 14) [3].
Os tipos de corte mais simples e frequentemente empregues são, o corte vertical normal e o corte horizontal normal. Os restantes tipos de corte são postos em prática em situações em que o espaço na exploração de pedra é limitado, quando existem irregularidades do terreno ou devido a outros factos limitativos que impossibilitem a aplicação dos tipos de corte mais simples. Assim, perante a versatilidade de orientação do fio diamantado, pelo sistema de polias, é possível o desenvolvimento de um sistema de polias, mais complexo, para as máquinas de corte de pedra utilizadas para o desmonte de blocos rochosos, com o objetivo de tornar mais rentável a tecnologia de corte de pedra por fio diamantado.
Figura 10 - Corte vertical normal (Fonte: [3])
Figura 12 - Corte horizontal normal (Fonte: [3])
Figura 13 - Corte horizontal em "L" (Fonte: [3])
3.5 Fio diamantado
O fio diamantado é constituído por um cabo de aço inoxidável, em que são inseridas pérolas diamantadas regularmente espaçadas [3][7]. Este fio constitui a ferramenta de corte, cuja configuração é definida tendo em atenção principalmente o tipo de rocha a cortar e a própria operação de corte a realizar.
3.5.1 Cabo de aço
Os cabos de aço são constituídos por três componentes estruturais básicos: o núcleo, os filamentos e o arame (Figura 15). Por norma, os arames são enrolados helicoidalmente em torno do arame que se situa no centro do filamento (núcleo do filamento) formando assim o próprio filamento. De seguida os filamentos são enrolados helicoidalmente em torno do núcleo, concebendo o cabo de aço.
Figura 15 - Composição do cabo de aço
(Fonte: http://communities.ptc.com/servlet/JiveServlet/showImage/2-241982-72264/wire+rope.jpg, acedido a 16/11/2014)
Atualmente são produzidos cabos de aço com diversas configurações relativas aos filamentos, mais concretamente à quantidade, disposição e tipo de enrolamento destes em torno do núcleo. Existe também uma grande diversidade de materiais usados nos componentes que constituem o cabo de aço [9].
Contudo, em toda a bibliografia estudada, não foi encontrada qualquer informação específica referente aos cabos de aço utilizados no fabrico de fio diamantado. Tendo em consideração a importância dos cabos de aço no processo de corte, devido a tensão a que são sujeitos e à influência desta sobre o corte, é uma das áreas onde, porventura, existe uma maior margem para desenvolvimento tecnológico.
3.5.2 Revestimentos do fio diamantado
As pérolas diamantadas são mantidas em posição por separadores adequados, sendo atualmente utilizadas três configurações possíveis: molas metálicas (Figura 16), revestimento de material plástico (Figura 17) ou de borracha (Figura 18). Estes sistemas de separação das pérolas diamantadas constituem também um revestimento de proteção do cabo.
As pérolas constituem o elemento cortante, cabendo ao cabo transmitir o esforço de tração responsável pelo deslocamento das pérolas sobre a pedra, e assim, realizar o corte por abrasão. Os elementos separadores permitem acomodar pequenas diferenças de deslocamento das pérolas durante o corte, mas também funcionam como proteção do cabo contra a abrasão provocada pelas partículas originadas no corte (resultantes do desgaste da pedra e das próprias pérolas).
3.5.3 Pérolas diamantadas
As pérolas diamantadas são constituídas por um suporte anelar em aço, revestido por pasta diamantada. Esta pasta pode ser depositada sobre o suporte anelar através dos processos de eletrólise ou sinterização. As pérolas diamantadas sinterizadas (Figura 19) têm uma maior circulação comercial devido à sua maior durabilidade e aplicabilidade ao corte de diferentes tipos de rocha, o que conduz a um custo operacional inferior comparativamente às perolas diamantadas eletrolíticas [6].
Figura 16 - Fio Diamantado revestido com molas metálicas (Fonte: [6])
Figura 17 - Fio Diamantado com revestimento em plástico (Fonte: [6])
As pérolas diamantadas eletrolíticas (Figura 20) são processadas por deposição galvânica, em que se utiliza como eletrólito uma mistura de sais de níquel6. O suporte anelar em aço é assim revestido por uma pasta metálica que contém grãos de diamante embutidos, salientes sobre a sua superfície [11].
Atualmente, a maioria das ferramentas diamantadas é produzida pelo processo de sinterização. A sinterização por compactação a quente é o processo mais comum utilizado no fabrico de pérolas diamantadas [12][13]. Neste processo as partículas de diamante são ligadas à matriz metálica por combinação de interações químicas e físicas. A concentração de partículas de diamante e o tipo de ligante a ser usado na matriz metálica dependem, fundamentalmente, da natureza e abrasividade da rocha a ser cortada e da produtividade de corte pretendida [11][14]. A concentração de partículas de diamante varia entre as 0,26 e as 0,44 gramas de diamante por cm3 de volume do abrasivo [12]. Os ligantes mais comuns, presentes nas matrizes metálicas, são o tungsténio, empregue em operações de corte em que o material a cortar tenha uma dureza extremamente elevada, e o cobalto, destinado ao corte de materiais com durezas elevadas. São também empregues ligas de cobalto-ferro, ferro-cobalto e ferro-bronze na matriz metálica, com ligantes, para o corte de materiais macios [13]. A principal função dos ligantes é reter as partículas de diamante na matriz metálica, evitando a sua perda prematura e assim controlar o desgaste da matriz metálica. As pérolas diamantadas sinterizadas assumem, na atualidade, o domínio da aplicação em todo o tipo de operações de corte de pedra por fio diamantado. Contudo, vem sendo evidenciada a necessidade de estudar a introdução de diferentes elementos de liga como alternativa ao cobalto, uma vez que a toxicidade deste elemento afeta o seu processamento e também por este apresentar grandes variações de preço de mercado [14][15][16][17]. Também tem sido colocado a hipótese de desenvolver novas configurações das pérolas diamantadas ou mesmo do conjunto que constitui a ferramenta de corte [10][13][18].
3.6 Problemas associados ao processo de corte de pedra com fio diamantado
Os problemas existentes no processo de corte de pedra com fio diamantado são, na maioria das situações, refletidos na ferramenta de corte. O controlo dos parâmetros de corte que estão associados ao processo são o fator de maior relevância para a minimização de problemas. As anomalias mais frequentes, associadas ao processo de corte, são: a variação do ângulo de ataque, o efeito da ovalização, o efeito cometa, a diminuição do espaçamento entre as pérolas diamantadas e a rutura do fio diamantado na zona de execução de emendas. Na maior parte das situações, a aparência da ferramenta de corte é o reflexo do tipo de defeito ocorrido na operação de corte. Desta forma é de extrema importância a implementação de observações periódicas ao fio diamantado ao longo do processo de corte.
6 http://www.breu-diatools.com/br/production-process.html, acedido a 23/10/2014;
A variação do ângulo de ataque (Figura 21) tem uma enorme influência no desgaste das pérolas diamantadas [3]. Quanto maior for o ângulo de ataque, entre o fio diamantado e a superfície de corte, maior será a superfície de contacto das pérolas diamantadas interessadas no corte, e consequentemente, é originada uma maior tensão no fio diamantado, o que provoca uma elevado desgaste das pérolas diamantadas [3].
Figura 21 - Ilustração do ângulo de ataque do fio diamantado com a superfície de corte nos diferentes tipos de equipamentos de corte
A ovalização (Figura 22) é uma deformação que ocorre nas pérolas diamantadas resultantes de um desgaste diferencial [3]. Em condições operacionais ideais, o desgaste da superfície de revolução das pérolas diamantadas ocorre de forma uniforme. O fenómeno descrito ocorre quando determinada zona da pérola diamantada é mantida, por um período de tempo elevado, em contacto com a superfície de corte. Este fenómeno resulta de uma operação, relativa à torção do cabo de aço do fio diamantado, deficientemente executada por parte do operador.
As emendas (Figura 23) são consideradas zonas críticas de possível rutura na ferramenta de corte e normalmente, as pérolas adjacentes à zona da ementa apresentam um desgaste diferencial [3]. Assim, a zona da emenda no fio diamantado deve ser alvo de observações periódicas.
O efeito cometa (Figura 24) é um fenómeno provocado pela velocidade de translação ou da velocidade de avanço do fio diamantado inferior ao ideal [3][19]. Este fenómeno provoca um aumento do contacto das pérolas diamantadas com a superfície de corte, que implica uma maior vibração na ferramenta de corte e origina uma quebra acentuada dos diamantes. Esta quebra resulta num rasto característico ao longo da pérola diamantada.
A diminuição do espaçamento entre as pérolas diamantadas (Figura 25) é um defeito que ocorre, principalmente, nos fios diamantados com o revestimento em plástico [3][19]. Quando ocorre o entalamento de uma pérola diamantada, durante o corte, verifica-se a acumulação do revestimento junto a esta e consequentemente ocorre uma diminuição do espaçamento entre as mesmas. O aquecimento gerado, na situação descrita, torna o revestimento plástico compressível.
Os danos no revestimento do fio diamantado são causados, principalmente, pelo fraco fluxo de água utilizado no processo de corte [19].
Devido a uma velocidade linear demasiado reduzida do fio diamantado, as pérolas diamantadas adquirem uma forma geométrica cónica (Figura 26) [19].
Figura 23 - Ilustração da execução de emendas (Fonte: [6])
Figura 24 - Ilustração do efeito cometa na pérola diamantada (Fonte: [3])
Figura 26 - Ilustração da conicidade das pérolas diamantadas (Fonte: [19])
A faturação das pérolas diamantadas, fenómeno ilustrado na Figura 27, resulta do excesso de pressão sobre as pérolas diamantadas [19].
Figura 27 - Ilustração da fragmentação das pérolas diamantadas (Fonte: [19])
E notório que os diversos equipamentos utilizados no processo de corte têm uma elevada margem de evolução, onde o principal objetivo passa por eliminar ou reduzir os problemas associados ao processo de corte.
4 ESTUDO DO CORTE DE PEDRA POR FIO DIAMANTADO
O estudo do corte, realizado neste capítulo, é relativo a uma máquina de corte convencional para o desmonte de blocos rochosos. Este estudo baseia-se nos sistemas de transmissão mecânica flexíveis, com principal enfoque nas correntes planas, uma vez que foram verificadas algumas semelhanças relativas à gama de velocidades lineares e ao funcionamento de ambos os sistemas [20].
A transferência de potência transmitida ao fio diamantado, pela rotação da polia motora, provoca o movimento deste através do sistema de polias. O fio diamantado possui um movimento helicoidal durante a operação de corte, devido à torção aplicada ao cabo de aço, com base nas instruções do fabricante. A transmissão do movimento é assegurada pelas forças de atrito que se desenvolvem entre a ferramenta de corte e a polia motora [20]. Neste sentido, o fio diamantado deve ser sujeito a uma determinada pré-tensão cuja grandeza depende: da potência a transmitir, da velocidade linear e do ângulo de contato com a polia motora [20]. Posto isto, o pré-tensionamento do fio diamantado é realizado pelo deslocamento de uma das polias do sistema. O sistema de polias mais comum nas máquinas de corte estacionárias monofio é composto por duas polias, ou seja uma polia motora e outra tratora (Figura 28).
A pré-tensão e a tensão exercida sobre o fio diamantado são parâmetros de corte de extrema relevância no corte de pedra por fio diamantado, tendo por base toda a bibliografia consultada. Por isso, foi identificada a importância da realização de um estudo sobre a variação da tensão exercida no fio diamantado durante o corte ( Figura 29 e Gráfico 1). Assim, com base na lei da conservação da energia, a potência fornecida ao sistema pela rotação da polia motora, é transmitida ao fenómeno abrasivo entre as pérolas diamantadas e a superfície de corte, desprezando as forças de atrito.
A tensão máxima exercida no fio diamantado, durante o corte, ocorre entre as zonas 3 e 6, esquematizado na Figura 29 e no Gráfico 1. Esta fração é relativa ao ramo tenso do fio diamantado do sistema de polias. A tensão mínima exercida no fio diamantado surge no ramo bambo do sistema de polias, mais especificamente entre as zonas 1 e 2. Todavia constata-se que a inversão do sentido de rotação da polia motora, relativamente ao esquema apresentado na Figura 29, provoca uma variação da tensão sobre a ferramenta de corte um pouco distinta comparativamente ao estudo realizado anteriormente. A variação da tensão sobre o fio diamantado, tendo em consideração o sentido de rotação ilustrado na Figura 30, é representada no Gráfico 2.
A Figura 30 e o Gráfico 2 demonstram que a tensão máxima exercida sobre o fio diamantado, durante o corte, ocorre entre as zonas 2 e 1 do sistema de polias. Enquanto que, a tensão mínima sobre o fio diamantado surge no ramo bambo do sistema de polias, mais concretamente entre as zonas 6 e 3.
Figura 29 - Representação esquemática do corte de pedra por fio diamantado e divisão deste em zonas específicas durante a operação de corte
Assim, conclui-se que a tensão resultante sobre o fio diamantado, durante o processo de corte, é definida como a conjugação da pré-tensão realizada pela movimentação da polia tratora, com a variação da tensão oriunda da ação de corte. Também é expectável que para as mesmas condições de corte, no sentido de rotação da polia motora representado na figura 29, seja evidenciado um maior degaste sobre a polia tratora do que no sentido inverso de rotação da polia (figura 30). Este fenómeno justifica-se pelo facto de o fio diamantado se encontrar à tensão máxima na zona da polia tratora como representado na figura 29 e gráfico1.
Posteriormente, foi estudada e caraterizada a movimentação e as forças exercidas sobre as pérolas diamantadas, durante a ação de corte.
Os movimentos envolvidos na operação de corte por fio diamantado são movimentos entre a peça e a superfície de revolução, característicos das pérolas diamantadas (Figura 31) [21]. O movimento de corte é definido pelo movimento realizado pela ferramenta de corte sobre a superfície rochosa, que, sem a conjugação do movimento de avanço originaria somente a remoção da pequena camada da superfície rochosa que se encontra em contato com as pérolas diamantadas. O movimento de avanço é definido como o movimento da ferramenta ou do bloco rochoso, no sentido e direção de corte. O movimento efetivo de corte é definido como o movimento resultante dos movimentos de avanço e de corte, ocorridos em simultâneo. O movimento de rotação do fio diamantado resulta da torção efetuada, que antecede a colocação deste no sistema de polias. Contudo, é importante esclarecer que o impacto deste movimento é irrelevante para o movimento efetivo de corte. A importância deste movimento é justificada pelo desgaste uniforme da superfície de revolução das pérolas diamantadas ao longo do corte.
Figura 30 - Representação esquemática do corte de pedra por fio diamantado e divisão deste em zonas específicas durante a operação de corte
Figura 31 - Representação do movimento das pérolas diamantadas durante a operação de corte
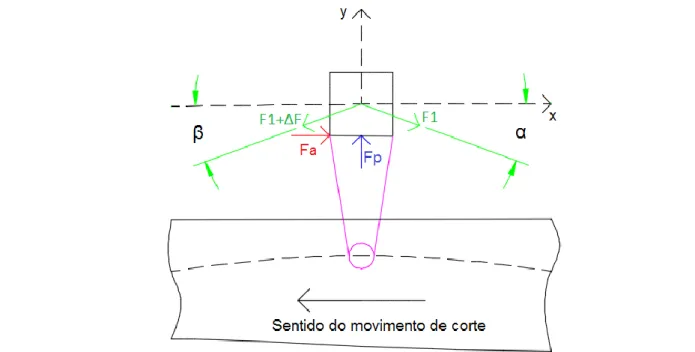
O interesse do conhecimento dos esforços de corte sobre as pérolas diamantadas está diretamente relacionado com a previsão dos fenómenos abrasivos que ocorrem na superfície de corte e também com o critério para determinação da maquinabilidade das diversas rochas a cortar. Na Figura 32 são representadas as forças aplicadas sobre as pérolas diamantadas, tendo em consideração a curvatura da superfície de corte gerada ao longo do processo de corte [22]. A curvatura do fio diamantado é justificada pela flexibilidade característica dos cabos de aço.
A força Fa é projetada ao longo da direção de corte e a força Fp é a força perpendicular à direção de corte [21][22]. A força Fa é responsável pela remoção da superfície rochosa em contato com a pérola, através da abrasão, tendo em consideração o coeficiente de atrito (µ) [21][22]. A força Fp é referente à força que a superfície de corte exerce sobre a pérola diamantada [21][22]. As forças F1 e F1+ ΔF representam o diferencial de tensões exercidas sobre o cabo de aço da ferramenta de corte, durante o corte. Em suma, são definidas duas equações com base no diagrama de forças representado na figura 32 [21]:
∑ 𝐹𝑥 = 0 ↔ 𝑇1 cos 𝛼 + 𝑇2 cos 𝛽 + 𝐹𝑎 = 0 (1)
Legenda:
(1) Movimento de corte
(2) Movimento de avanço
(3) Movimento efetivo de corte
(4) Rotação da ferramenta de corte
Sandro Turchetta et al (2014) demonstra teoricamente, pela dedução das equações 1 e 2, duas considerações relativas à pressão exercida sobre as pérolas diamantadas. A força exercida sobre as pérolas do fio diamantado interessadas no corte é crescente desde a entrada até à saída da rocha a cortar. Admitindo um valor máximo admissível relativo à tensão exercida sobre o fio diamantado, controlado pelo controlador do equipamento de corte, a pressão exercida pelas pérolas diamantadas sobre a superfície de corte aumenta quando a curvatura do fio diamantado aumenta.
5 PARAMETRIZAÇÃO
DO
CORTE
DE
PEDRA
POR
FIO
DIAMANTADO
O desgaste das pérolas diamantadas sinterizadas não é linear. O mecanismo de desgaste deste tipo de pérolas consiste no desbaste gradual da matriz metálica, que suporta os diamantes, para que estes aflorem e se tornem afiados. À medida que os grãos de diamante são desgastados, novos grãos afloram, devido ao desbaste da matriz metálica, estabelecendo-se assim um ciclo [23]. A tecnologia de corte por fio diamantado é, na atualidade, a tecnologia de corte de pedra mais difundida no mundo [23]. O custo do fio diamantado representa 40% a 50% do total da operação de corte, sendo o desgaste das pérolas diamantadas o principal fator económico a considerar na operação de corte. Assim, é de extrema importância conciliar uma elevada produtividade com uma satisfatória vida útil da ferramenta de corte. Contudo, é indispensável conhecer a influência dos parâmetros de corte intrínsecos desta tecnologia de corte [23][24].
A operação de corte de pedra por fio diamantado é afetada por parâmetros controlados e não controlados, que podem ser sistematizados como se apresenta na Tabela 3. Os parâmetros de corte controlados referem-se à parametrização da técnica de corte e a aspetos operacionais, ao passo que, os parâmetros de corte não controlados referem-se às propriedades das rochas a cortar [23][25]. Os parâmetros controlados são definidos na máquina de corte, principalmente, em função das propriedades da rocha a cortar [26].
Tabela 3 - Parâmetros de corte de pedra por fio diamantado (Fonte: [23]) Parâmetros não controlados
relacionados com as propriedades das rochas
Parâmetros controlados ou parcialmente controlados
Dureza; Abrasividade; Tensões; Descontinuidades; Grau de alteração; Propriedades mineralógicas; Características texturais. Propriedades do equipamento e
ferramenta de corte Operabilidade
Potência da máquina;
Velocidade periférica;
Tensão exercida no fio diamantado;
Pré-tensionamento;
Caudal e pressão da água;
Raio de curvatura do fio diamantado em contacto com a superfície de corte;
Configuração do fio diamantado.
Qualificação do operador;
Direção de corte;
Ângulos de ataque do fio diamantado com o bloco rochoso.
Segundo Douglas Marcon et al. (2012), a posição de corte é um dos parâmetros operacionais que mais afeta a produtividade de corte. De acordo com o autor é notória uma menor produtividade nos cortes horizontais (Figura 12) relativamente aos cortes verticais (Figura 10). Este facto é justificado pela acumulação excessiva de lamas, resultantes da operação de corte, na superfície de corte. Isto origina um esforço superior do motor principal da máquina de corte, para a conservação da velocidade periférica da ferramenta de corte. O fenómeno descrito não é tão importante nos cortes verticais, pois, devido à força da gravidade, as lamas não se acumulam na superfície de corte. A acumulação excessiva de água na superfície de corte contribui também para a diminuição da produtividade de corte, uma vez que provoca o efeito de aquaplanagem [23]. Este estudo carece de uma adequada caracterização quantitativa relativamente a vários parâmetros de corte, de modo a estabelecer claramente a sua influência relativa, na operação de corte de pedra, e permitir a realização de trabalhos de verificação que confirmem ou infirmem os resultados apresentados.
Erlon Cavazzana (2005) concluiu no seu estudo que, quanto maior a superfície de contacto das pérolas diamantadas com a superfície rochosa, maior será a produtividade de corte (Figura 10, Figura 12 e Figura 33) [26]. Contudo, existe um equilíbrio entre o comprimento máximo interessado no corte (em contacto com a superfície rochosa) e a potência máxima útil do equipamento de corte, pois um excesso de tensão exercida na ferramenta de corte pode originar a sua rotura. O fenómeno descrito é recorrente nos equipamentos de corte monofio, utilizado nas pedreiras, em que o comprimento do contacto da ferramenta de corte com a superfície rochosa varia durante a operação de corte.
Os resultados do estudo efetuado por Dr. S. C. Jain et al. (2013), demostram que, do aumento da velocidade periférica e da tensão do fio diamantado resulta um aumento do desgaste das pérolas diamantadas (Gráfico 3, Gráfico 4 e Gráfico 5) (Tabela B, Tabela C e Tabela D do Anexo I).
Figura 33 - Representação do movimento do equipamento de corte em relação ao maciço rochoso (Fonte: [27])
Gráfico 3 - Influência da velocidade periférica e da tração sobre o fio diamantado no desgaste das pérolas diamantadas no corte de mármores (Fonte: [25])
Relativamente à produtividade de corte, não existe uma demonstrada relação direta provocada pela variação da velocidade periférica e da tensão do fio diamantado parametrizados na operação de corte (Gráfico 6, Gráfico 7 e Gráfico 8) (Tabela B, Tabela C e Tabela D do Anexo I). No entanto, é verificado que o aumento da tensão exercida sobre o fio diamantado origina um aumento da produtividade de corte.
O desgaste provocado nas pérolas diamantadas é diretamente proporcional à dureza das rochas a cortar. Já a produtividade de corte é inversamente proporcional à dureza das rochas a cortar [25]. Porém nesse estudo teórico-experimental verifica-se a deficiência da caracterização de diversos parâmetros de corte importantes, como as propriedades dos mármores a cortar, incluindo a granulometria, e o valor da dureza, ou as características texturais, estabelecidas qualitativamente sem indicação de valores de referência quantitativos que possam servir de base para estudos comparativos. Também não são indicados os parâmetros controláveis, como a configuração da
Gráfico 4 - Influência da velocidade periférica e da tração sobre o fio diamantado no desgaste das pérolas diamantadas no corte de mármores (Fonte: [25])
Gráfico 5 - Influência da velocidade periférica e da tração sobre o fio diamantado no desgaste das pérolas diamantadas no corte de mármores (Fonte: [25])
ferramenta de corte, o(s) valore(s) da pré-tensão exercida no fio diamantado, a potência e o sistema de controlo da tensão sobre o fio diamantado da máquina de corte, valores alcançados relativos à velocidade de avanço, os ângulos de ataque da ferramenta de corte ao bloco rochoso e ainda os valores da pressão ou caudal da água usados no corte.
Gráfico 6 - Influência da velocidade periférica e da tração sobre fio o fio diamantado na produtividade da operação de corte de mármores (Fonte: [25])
Gráfico 7 -Influência da velocidade periférica e da tração sobre fio o diamantado na produtividade da operação de corte de mármores (Fonte: [25])
O estudo teórico realizado por Sandro Turchetta et al (2014) demonstra que durante a operação de corte de pedra, o fio diamantado sofre sempre uma curvatura [22]. O valor do raio da curvatura do fio diamantado é influenciado, principalmente, pela força de tensionamento exercida sobre a ferramenta de corte [22]. O estudo realizado por Sandro Turchetta et al. (2014) é complementado por uma componente experimental. O autor construiu um protótipo, cuja velocidade de avanço de corte é controlada segundo o valor máximo da tensão admissível sobre o fio diamantado inserido no controlador. A velocidade linear do fio diamantado é mantida constante durante todo o processo de corte. Neste sentido, Sandro Turchetta et al. (2014) desenvolveu um sistema de medição do valor da tensão exercida sobre o fio diamantado durante a operação de corte.
O sistema de medição da tensão exercida sobre a ferramenta de corte baseia-se num medidor de potência de um atuador hidráulico. O atuador hidráulico é responsável, numa primeira fase, por movimentar a polia tratora até esta provocar uma determinada pré-tensão sobre o fio diamantado. Essa pré-tensão tem de ser suficiente para que o fio diamantado se movimente no sistema de polias. Numa segunda fase, durante a operação de corte, o atuador hidráulico será sujeito a uma maior potência, para que a polia tratora se mantenha na mesma posição, uma vez que se verifica um aumento da tensão sobre o fio diamantado provocado pela operação de corte. Posteriormente, o autor estudou qual impacto da pré-tensão exercida pelo atuador hidráulico sobre o fio diamantado. Durante os diversos testes foram seguidos todos os parâmetros e configurações recomendadas pelo fabricante relativos à ferramenta de corte. Concluiu-se que o raio de curvatura do fio diamantado diminui com o aumento da tensão exercida sobre este, durante o corte [22]. O fio diamantado assume sempre o mesmo raio de curvatura, durante o corte, para o mesmo valor de pressão exercida pelo atuador hidráulico [22]. Por fim, concluiu-se também que a produtividade de corte aumenta com a diminuição da pressão exercida do atuador hidráulico sobre a ferramenta de corte [22]. É importante realçar que também foi verificado que uma pressão, aplicada pelo atuador hidráulico, abaixo dos 128 MPa origina uma oscilação abrupta do fio diamantado, que provoca o descarrilamento deste sobre o sistema de polia.
Posto isto, o autor assumiu o valor de 128 MPa como o valor de pressão mínima e de maior produtividade, demonstrado pelo protótipo. Com base neste valor de pressão exercida pelo atuador hidráulico otimizado, o autor realizou o corte de vários tipos de pedra com diferentes classes de dureza com o protótipo construído. Seguidamente, efetuou o corte dos mesmos tipos de pedra com uma máquina estacionária de corte de pedra por fio diamantado já comercializada e comparou os resultados.
Gráfico 8 - Influência da velocidade periférica e da tração sobre fio o diamantado na produtividade da operação de corte de mármores (Fonte: [25])
Sandro Turchetta et al. (2014) concluí que, o protótipo alcança o dobro da produtividade de corte, independentemente do tipo de pedra a cortar, comparativamente com a máquina já comercializada e que foi utilizada no teste [22]. A ferramenta de corte evidência um desgaste uniforme das pérolas conjugado um boa qualidade da superfície de corte gerada (desvio geométrico de 0.5mm). Os vários fios diamantados usados nos dois equipamentos de corte em estudo têm, sensivelmente, o mesmo período de vida útil (13,6 𝑚2 de área cortada por cada metro da ferramenta de corte) [22]. Este resultado da longevidade é um pouco vago, uma vez que existe carência de informação relativa às rochas cortadas. Mas, segundo os valores de longevidade do fio diamantado presentes no catálogo da Diamant Boart (2008), este valor de longevidade é nitidamente baixo, tendo em consideração que foram cortados diversos tipos de rochas com durezas compreendidas entre 1 e 5 [10].
A principal crítica ao trabalho teórico-experimental do autor Sandro Turchetta et al. (2014) é relativa há omissão do(s) valor(es) de tensão máxima admissível sobre o fio diamantado inseridos no controlo numérico do protótipo durante os testes realizados. Também não é referenciado como é que o autor obteve esse(s) valor(es) relativos à tensão máxima admissível sobre o fio diamantado. Neste estudo tal como no estudo do autor Dr. S. C. Jain et al. (2013) verifica-se a inexistência de informações relativas às propriedades das pedras cortadas e de alguns parâmetros de corte importantes, como:
O caudal de água usado no corte;
As velocidades de avanço obtidas durante os vários testes;
A influência da velocidade linear do fio diamantado;
O valor dos raios ou perfis de curvatura e consequentes ângulos de ataque do fio diamantado durante o corte dos vários tipos de pedras.
Outro fator relevante, e esquecido por todos os autores, diz respeito ao desgaste evidenciado na superfície das polias. Esse desgaste das polias está diretamente relacionado com a tensão exercida sobre a ferramenta de corte e é, sem dúvida, um fator que poderá influenciar fortemente o valor máximo de tensão suportada pelo cabo de aço do fio diamantado.
6 PROSPEÇÃO INDUSTRIAL E ECONÓMICA DA TECNOLOGIA DE
CORTE POR FIO DIAMANTADO
As rochas ornamentais constituem uma das áreas mais promissoras no sector mineral. O sector em análise teve, nos últimos 20 anos, uma taxa média anual de crescimento da produção mundial superior a 6% ao ano [1].
Esta evolução deve-se ao avanço tecnológico na área da extração de pedra e da transformação dos blocos rochosos, e possibilitou a inclusão no mercado de tipos rochosos que nunca tinham sido explorados e consequentemente nunca comercializados.
Atualmente as rochas ornamentais, devido à conjugação das suas qualidades estéticas e estruturais, apresentam-se como um produto primordial em diversas áreas [2].
As aplicações das rochas ornamentais são consideradas quase que ilimitadas, embora possam ser divididas em 4 grupos principais: a arquitetura/construção (grupo com maior relevância), o revestimento de elementos urbanos, a arte e a decoração [2].
No sector industrial das rochas ornamentais, são gerados vários conjuntos de produtos, devido à enorme diversidade de conjugação de aplicações. Estes produtos podem ser resumidos segundo: blocos, chapas, placas para revestimentos, ladrilhos modulares, revestimentos e obras dimensionais ou manufaturadas [2].
Atualmente, os países que se destacam como principais exploradores de rochas ornamentais e de revestimento são a China, a África do Sul, a Turquia, a Índia, a Itália, o Brasil e a Espanha [1]. Em alguns dos países referidos, principalmente a China, a Índia e em parte o Brasil, são evidenciados défices de conhecimentos no corte de pedra e existe pouco desenvolvimento a nível tecnológico, comparativamente com os países mais desenvolvidos no sector, nomeadamente a Itália e a Espanha. Contudo, nos últimos anos, o Brasil, a Índia e a China têm-se vindo a desenvolver muito nas diversas áreas relacionadas com as rochas ornamentais, com a aquisição de equipamentos e tecnologia [1]. O investimento no sector é justificado pelo crescimento económico dos países em análise, refletido pelo vigoroso crescimento da construção de habitações decorrentes do processo de urbanização, e da filosofia e política de exportações.
A técnica de corte de pedra por fio diamantado é considerada por muitos como “uma invenção fantástica”, devido às excelentes especificações de corte e pelas diversas operações de corte onde esta é aplicada. Todos os equipamentos com a tecnologia de corte por fio diamantado têm sido alvo de grande interesse e compra por parte das várias indústrias de exploração e transformação de rochas ornamentais.
A indústria construtura de máquinas e equipamentos, associados ao corte de pedra, tem uma importância extrema para todo o sector de rochas ornamentais, pois a evolução deste depende do desenvolvimento tecnológico ocorrido nas máquinas e equipamentos produzidos [28]. As indústrias em análise demonstram uma grande evolução devido aos requisitos e solicitações pretendidas pelo mercado, não só ao nível tecnológico como ao nível organizacional produtivo e administrativo [28]. Os equipamentos produzidos e as rochas ornamentais são bens transacionáveis (Gráfico 9), o que os torna alvo de grande interesse a nível económico do país onde se encontra o tipo de indústria em análise [28].
Gráfico 9 - Evolução das exportações portuguesas dos produtos em pedra (Fonte: [23])
Em suma os eixos orientadores para os próximos anos deverão passar pelo [28]:
Desenvolvimento das técnicas e tecnologias para o setor industrial da pedra;
Estímulo das empresas na adoção e desenvolvimento de práticas e conceitos quer ao nível organizacional da produção (ferramentas Lean) como a nível administrativo;
Incentivo à internacionalização e consolidação de todos os produtos, técnicas e tecnologias relacionadas com o enorme e próspero setor da indústria das rochas ornamentais.


![Tabela 3 - Parâmetros de corte de pedra por fio diamantado (Fonte: [23]) Parâmetros não controlados](https://thumb-eu.123doks.com/thumbv2/123dok_br/17690756.827502/43.892.130.786.557.878/tabela-parâmetros-corte-pedra-diamantado-fonte-parâmetros-controlados.webp)
![Gráfico 3 - Influência da velocidade periférica e da tração sobre o fio diamantado no desgaste das pérolas diamantadas no corte de mármores (Fonte: [25])](https://thumb-eu.123doks.com/thumbv2/123dok_br/17690756.827502/44.892.111.739.726.1001/gráfico-influência-velocidade-periférica-tração-diamantado-diamantadas-mármores.webp)
![Gráfico 4 - Influência da velocidade periférica e da tração sobre o fio diamantado no desgaste das pérolas diamantadas no corte de mármores (Fonte: [25])](https://thumb-eu.123doks.com/thumbv2/123dok_br/17690756.827502/45.892.112.740.130.403/gráfico-influência-velocidade-periférica-tração-diamantado-diamantadas-mármores.webp)
![Gráfico 6 - Influência da velocidade periférica e da tração sobre fio o fio diamantado na produtividade da operação de corte de mármores (Fonte: [25])](https://thumb-eu.123doks.com/thumbv2/123dok_br/17690756.827502/46.892.171.740.228.487/gráfico-influência-velocidade-periférica-diamantado-produtividade-operação-mármores.webp)
![Gráfico 8 - Influência da velocidade periférica e da tração sobre fio o diamantado na produtividade da operação de corte de mármores (Fonte: [25])](https://thumb-eu.123doks.com/thumbv2/123dok_br/17690756.827502/47.892.117.744.119.360/gráfico-influência-velocidade-periférica-diamantado-produtividade-operação-mármores.webp)
![Gráfico 9 - Evolução das exportações portuguesas dos produtos em pedra (Fonte: [23])](https://thumb-eu.123doks.com/thumbv2/123dok_br/17690756.827502/50.892.111.738.107.308/gráfico-evolução-das-exportações-portuguesas-produtos-pedra-fonte.webp)
![Figura 34 – Diagrama das fases do projeto do produto onde são realizadas pesquisas e desenvolvimentos (Fonte: [30])](https://thumb-eu.123doks.com/thumbv2/123dok_br/17690756.827502/51.892.261.615.344.702/figura-diagrama-projeto-produto-realizadas-pesquisas-desenvolvimentos-fonte.webp)
