UNIVERSIDADE FEDERAL DO CEARÁ CENTRO DE CIÊNCIAS AGRÁRIAS
DEPARTAMENTO DE ENGENHARIA DE ALIMENTOS
PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E TECNOLOGIA DE ALIMENTOS
ANA PAULA RODRIGUES FERREIRA
POLPA DE CAJÁ EM PÓ OBTIDA PELO PROCESSO DE SECAGEM EM LEITO DE JORRO: CARACTERIZAÇÃO FÍSICA,
FISICO-QUIMICA E ESTUDO DA ESTABILIDADE.
ANA PAULA RODRIGUES FERREIRA
POLPA DE CAJÁ EM PÓ OBTIDA PELO PROCESSO DE SECAGEM EM LEITO DE JORRO: CARACTERIZAÇÃO FÍSICA,
FISICO-QUIMICA E ESTUDO DA ESTABILIDADE.
Dissertação apresentada ao Programa de Pós-Graduação em Ciência e Tecnologia de Alimentos da Universidade Federal do Ceará, como requisito parcial à obtenção do título de Mestre em Ciência e Tecnologia de Alimentos. Área de concentração: Produtos de Origem Vegetal.
Orientador: Prof. Dr. José Maria Correia da Costa
ANA PAULA RODRIGUES FERREIRA
POLPA DE CAJÁ EM PÓ OBTIDA PELO PROCESSO DE SECAGEM EM LEITO DE JORRO: CARACTERIZAÇÃO FÍSICA,
FISICO-QUIMICA E ESTUDO DA ESTABILIDADE.
Tese ou Dissertação apresentada ao Programa de Pós-Graduação em Xxxxxxxxxxxxx da Universidade Federal do Ceará, como requisito parcial à obtenção do título de xxxxxxxxxxx em Xxxxxxxxxxxx. Área de concentração: Xxxxxxxx.
Aprovada em: 18/12/2018.
BANCA EXAMINADORA
________________________________________ Prof. Dr. José Maria Correia da Costa (Orientador)
Universidade Federal do Ceará (UFC)
_________________________________________ Prof. Dr. Marcos Rodrigues Amorim Afonso
Universidade Federal do Ceará (UFC)
_________________________________________ Prof. Dr. Luís Gomes de Moura Neto
A Deus
Aos meus pais, Branca e Nonato.
Aos meus irmãos: Jordanna, Esdras e Henrique.
AGRADECIMENTOS
Primeiramente ao meu amado Deus, a Ele seja dada toda honra, glória e louvor. Sua graça e misericórdia tem me sustentado em minha caminhada acadêmica e na vida de maneira geral.
À Universidade Federal do Ceará, que tem contribuído para minha formação acadêmica, além de ser um ambiente agradável que eu amo.
A CAPES, pelo auxílio financeiro através da manutenção da bolsa de auxílio.
Ao meu querido orientador Prof. Dr. José Maria Correia da Costa, a quem tenho imensa gratidão por ter me recebido em seu laboratório e permitido que eu desse continuidade às minhas atividades acadêmicas. Muito obrigada por sua compreensão, ensinamentos, orientação e amizade, enfim agradeço por tudo e desejo de coração que Deus lhe abençoe e o recompense pelo que o senhor tem feito por mim.
Ao Prof. Dr. Marcos Rodrigues Amorim Afonso o meu muito obrigada por sua atenção disponibilizada sempre que precisei. Seus ensinamentos e contribuições foram muito importantes pra mim e relevantes para essa pesquisa.
Ao Prof. Dr. Luís Gomes, a quem tenho estima e pra mim é um prazer tê-lo como componente participante da banca desse projeto de pesquisa. Obrigada também por suas considerações a esse trabalho.
Á Coordenação do Programa de Pós Graduação em Ciência e Tecnologia de Alimentos, em especial as professoras Dra. Dorasílvia Ferreira Pontes e Maria do Carmo Passos Rodrigues, coordenadora e vice-coordenadora, respectivamente. Muito obrigada por tudo que fizeram por mim, somente Deus poderá recompensá-las.
Agradeço também a atual Coordenadora Profa. Dra. Elisabeth Mary Cunha da Silva por seu incentivo e atenção. Ao Paulo Mendes secretário da Pós Graduação pela colaboração.
A chefe do departamento de Engenharia de Alimentos Profa. Dr. Juliane Doering Gasparin Carvalho por sua atenção e gentileza para comigo.
Ao Excelentíssimo Prof. Dr. Antônio Gomes de Souza Filho, Pró- Reitor de Pós Graduação, por sua relevante contribuição no processo de reabertura de matrícula para que eu fosse novamente incluída como aluna dessa Universidade. Também meu muito obrigada à Coordenada de Ensino Profa. Dr. Thelma Leite de Araújo e ao Diretor de Controle Acadêmico Narcélio José Marques dos Santos, pela atenção dispensada a mim e dedicação no processo anteriormente citado.
Duarte, Marina Silva, Niédila Alves, Lívia Sales, Leandro Severo, Sandra Lopes, Carlos Eliardo, Mariana Benigno, Luan Ícaro, Rafael Zambelly, Márcia Cavalcante, Seu Luís, Dona Lucy e Júnior.
Aos meus estimados companheiros e amigos do Laconsa (Laboratório de Controle de Qualidade de Alimentos e Secagem): Andreza Felipe, Diácomo Maciel, Janaina Costa, Jovan Marques, João Hamilton, Karla Pimenta, Luciana Carneiro e Priscila Costa. Obrigada pelas ajudas quando precisei, pelos momentos de alegria e diversão que vocês me proporcionaram e pela convivência diária durante todo esse tempo. Vocês estão no meu coração: Deus abençoe a todos.
Agradeço à minha família pelo apoio e incentivo, principalmente ao meu pai e minha querida mãe, forte e honesta, que me ensinou os princípios cristãos, em especial o amor a Deus e às pessoas. Obrigada por sua relevante ajuda na minha caminhada nessa Universidade, seu incentivo e fé me impulsionaram chegar até aqui.
“Digno és, Senhor, de receber glória, e honra, e poder; porque Tu criaste todas as coisas, e por tua vontade elas existem e foram criadas”.
RESUMO
Dentre os frutos cultivados no Brasil, o cajá apresenta relevância econômica em virtude de suas características sensoriais e qualidade nutricional. No entanto, devido à sua perecibilidade, faz-se necessário a aplicação de processo tecnológico para manutenção da qualidade pós colheita desse fruto. O processo de secagem em leito de jorro se apresenta como alternativa viável para a obtenção de polpa na forma de pó, utilizando-se temperaturas inferiores a 100ºC, o que evita perdas elevadas de compostos termossensíveis presentes no alimento, contribuindo para melhor aproveitamento do fruto, com agregação de valor a matéria prima e disponibilidade do produto durante o ano todo. Dessa forma, esta pesquisa teve por objetivo a obtenção de polpa de cajá em pó através de secagem em leito de jorro e posterior caracterização física, físico- química e morfológica do produto obtido, incluindo estudo referente à estabilidade do mesmo em dois tipos de embalagem (polietileno e alumínio). Utilizou-se a polpa de cajá como matéria-prima, como adjuvante de secagem a
maltodextrina (DE ≤20) e secador leito de jorro. A partir do planejamento experimental
(delineamento composto central rotacional 23) determinou-se a condição de secagem (temperatura de 87°C, concentração de maltodextrina de 12% e vazão de ar de secagem de 1,6 m3/min) para estudo da estabilidade levando-se em consideração o menor teor de umidade. O estudo da morfologia mostrou que as partículas do pó de cajá apresentam certa heterogeneidade no tamanho e predominância do formato esférico, além de superfície lisa, sendo essas características importantes para a estabilidade do produto em pó. A densidade apresentou aumento conforme o nível de consolidação aplicado e o pó apresentou comportamento coesivo. O modelo de GAB foi o que melhor se ajustou as isotermas de adsorção do pó de polpa de cajá. A estabilidade realizada durante 90 dias do pó de cajá permitiu identificar que a embalagem de polietileno não evitou a absorção de água, promovendo um maior aumento no teor de umidade e a atividade de água. O uso da embalagem de alumínio a vácuo mostrou-se eficaz como barreira contra a absorção de umidade, favoreceu maior concentração final no teor de ácido ascórbico e melhor percentual de solubilidade dos pós durante o armazenamento. Dessa forma, a secagem de polpa de cajá em leito de jorro resulta na obtenção de um pó com características físicas e físico-químicas satisfatórias e que o uso da embalagem de alumínio é mais eficiente na manutenção da qualidade do produto em pó.
ABSTRACT
Among the fruits produced in Brazil, caja is economically relevant due to its sensorial characteristics (differentiated flavor and aroma) and nutritional quality (rich in antioxidant compounds). However, due to its perishbility, it is necessary to apply a technological process to maintain post-harvest quality of this fruit. The drying process in the stream bed is a good alternative to obtain pulp in the form of powder, using temperatures below 100ºC, which avoids high losses of thermo sensitive compounds present in the food, contributing to improve the using of the fruit, with added value of the raw material and product availability throughout the year. This research aims the production of powdered cashew pulp by drying in a jet bed and also physical, chemical-chemical and morphological characterization of the product obtained, including a study on the stability of the pulp in two types of packing (polyethylene and aluminum). The pulp of caja was used as raw material and as adjuvant of drying to
maltodextrin (DE ≤20) in dryer bed of jet. The drying condition (temperature of 87 ° C,
maltodextrin concentration of 12% and drying air flow of 1.6 m3/min) was determined by experimental design (central rotational composite 23) for stability study counting on lower moisture content. The morphologic study showed that the particles of the powder obtained present certain heterogeneity in the size and predominance of the spherical size and a smooth surface, being these characteristics important for the stability of the powder. The density presented an increase according to the level of consolidation applied and the powder presented cohesive behavior. The GAB model was the one that fits the best to the adsorption isotherms of the pulp powder. The stability during 90 days of the powder allows to identify the polyethylene packing did not avoid the water absorption, promoting a greater increase in the moisture content and the water activity. The use of the vacuum aluminum packing proved effective as a barrier against moisture absorption, favored a higher final concentration in the ascorbic acid content and a better percentage of solubility of the powders during storage. In this way, it can be noticed the drying of cashew pulp in the jet bed results in obtaining a powder with satisfactory physical and chemical-physical characteristics and that the use of the aluminum packing is more efficient in maintaining the quality of the product in powder.
LISTA DE FIGURAS
Figura 1 - Umidade do alimento durante o processo de secagem--- 24
Figura 2 - Evolução do processo de formação do jorro--- 25
Figura 3 - Esquema de funcionamento do secador leito de jorro--- 26
Figura 4 - Isoterma de sorção de água--- 35
Figura 5 - Função de fluxo--- 38
Figura 6 - Fotografia do secador utilizado nessa pesquisa--- 43
Figura 7 - Fotografia do painel de controle do leito de jorro--- 44
Figura 8 - Partículas esféricas de polietileno--- 44
Figura 9 - Exemplo de célula utilizada para determinar as isotermas de adsorção--- 50
Figura 10 - Equipamento de determinação de fluxo de pó--- 52
Figura 11 - Embalagens utilizadas no estudo da estabilidade--- 53
Figura 12 - Superfície de resposta e curva de contorno concentração de malto x temp.-- 64
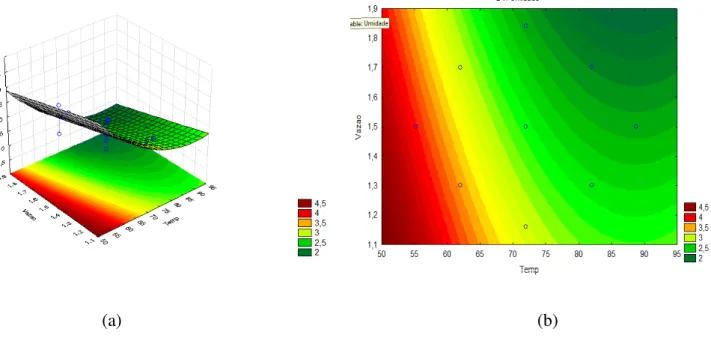
Figura 13 - Superfície de resposta e curva de contorno vazão de ar x temperatura--- 65
Figura 14 - Superfície de resposta e curva de contorno vazão de ar x malto--- 66
Figura 15 - Micrografias da polpa de cajá em pó--- 75
Figura 16 - Micrografias da maltodextrina DE 20--- 76
LISTA DE GRÁFICOS
Gráfico 1- Tensão inconfinada de deslizamento (σc) em função da tensão de consolidação principal (σ1) para polpa de cajá em pó---
79
Gráfico 2- Densidade aparente para polpa de cajá em pó com concentração de 12,72
% de maltodextrina--- 81
Gráfico 3- Ângulo de fricção para polpa de cajá em pó com concentração de 12,72 %
LISTA DE TABELAS
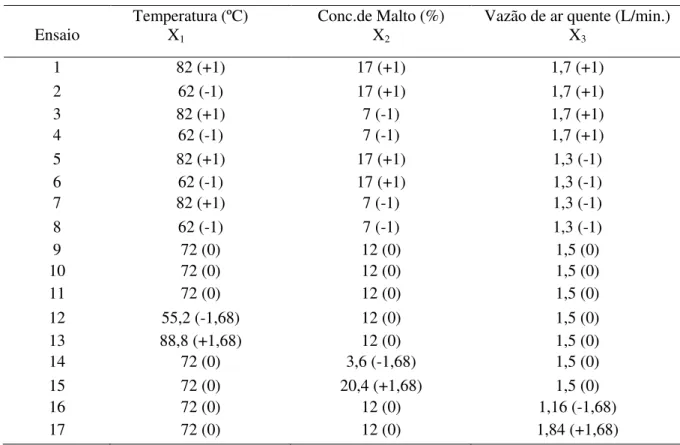
Tabela 1 - Caracterização físico-química da polpa de cajá --- 22 Tabela 2 - Classificação do tipo de fluxo de produtos sólidos armazenáveis --- 39 Tabela 3 - Ensaios do planejamento experimental para secagem da polpa de cajá
em leito de jorro --- 45
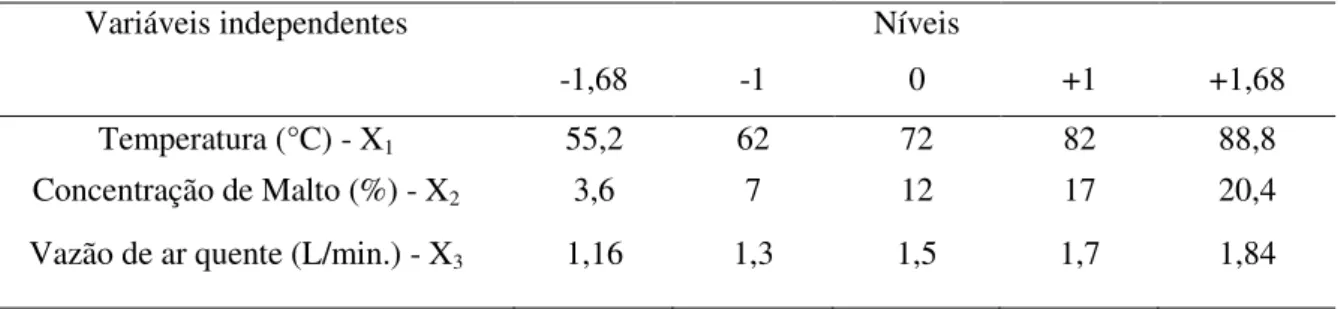
Tabela 4 - Níveis do planejamento experimental utilizado para secagem da polpa
de cajá em leito de jorro --- 46
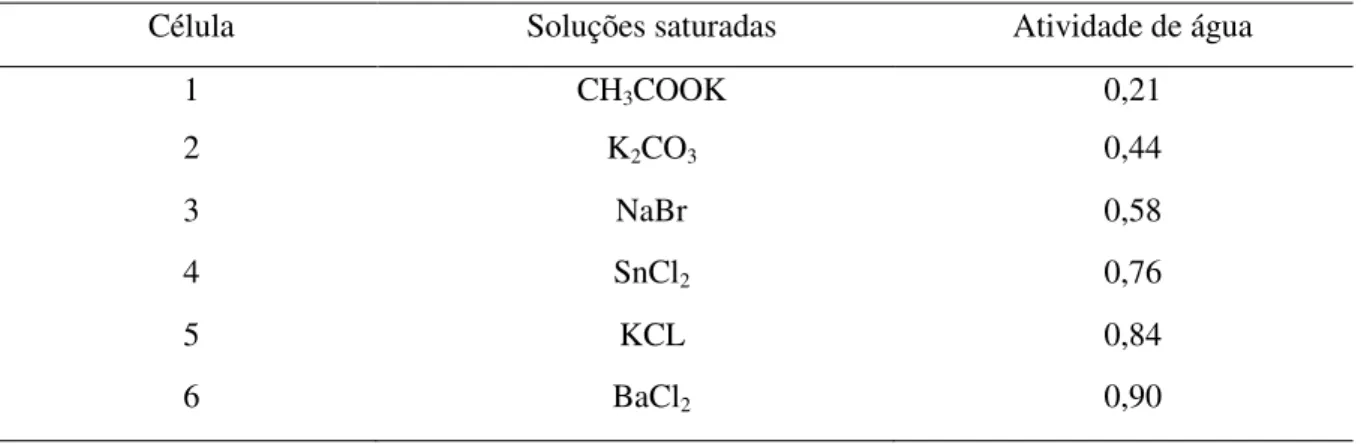
Tabela 5 - Atividade de água das células a 25°C de acordo com soluções salinas
saturadas--- 50
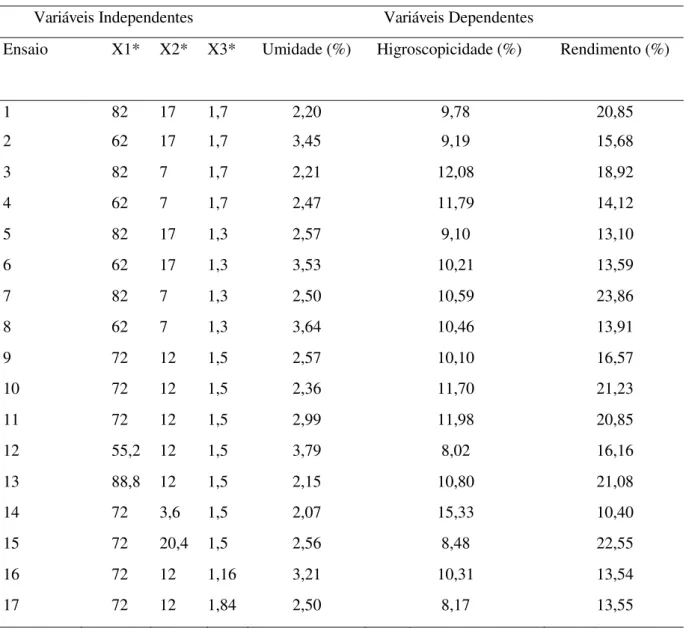
Tabela 6 - Caracterização da polpa integral de cajá --- 54 Tabela 7 - Resultados médios da umidade, higroscopicidade e rendimento das
amostras de polpa de cajá em pó obtidas em cada ensaio --- 58
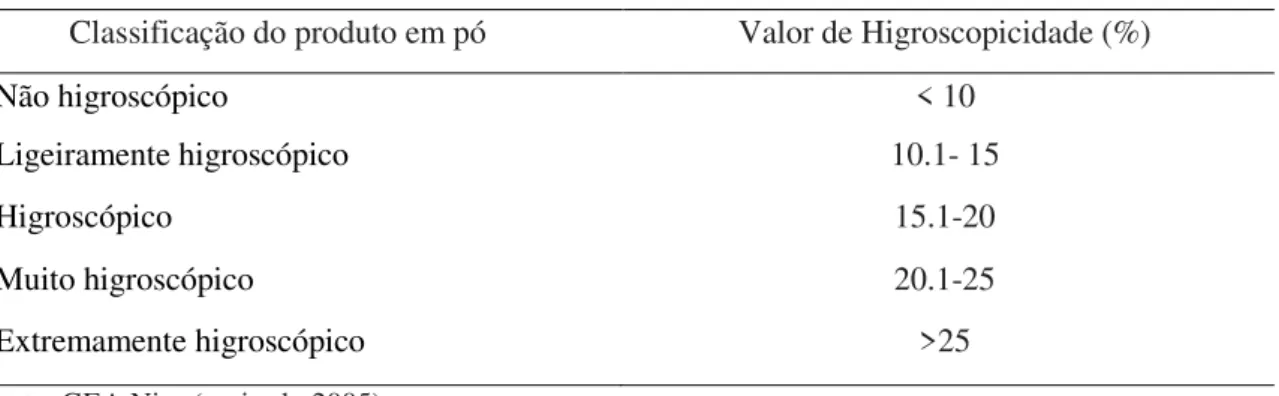
Tabela 8 - Classificação de higroscopicidade para produtos lácteos em pó --- 59 Tabela 9 - Efeito estimado, erro padrão e grau de significância estatística para a
umidade do pó de polpa de cajá obtido por secagem em leito de jorro ---- 61
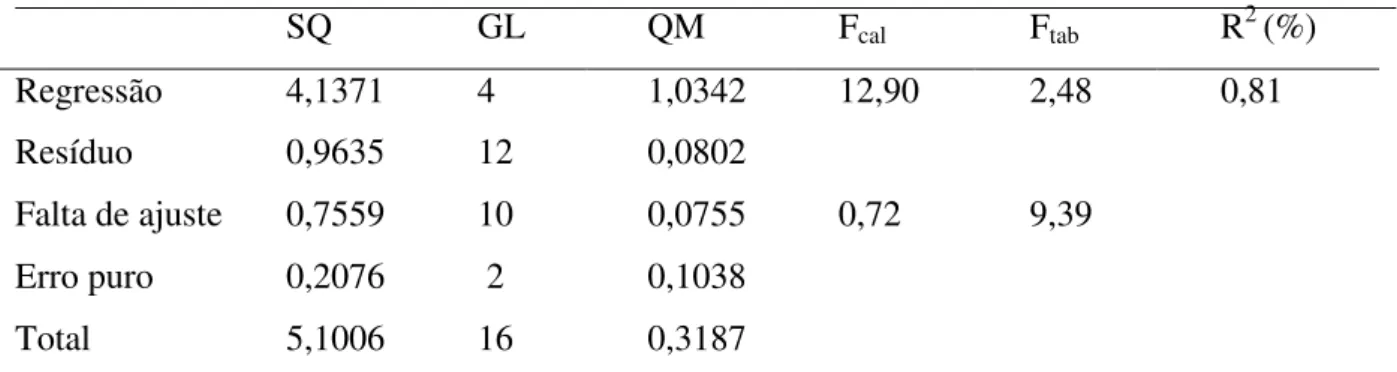
Tabela 10 - Análise de variância para o modelo de regressão para a umidade da
polpa de cajá em pó obtida por secagem em leito de jorro --- 63
Tabela 11 - Efeito estimado, erro padrão e grau de significância estatística para a
higroscopicidade do pó de polpa de cajá obtido por secagem em leito de jorro --- 67
Tabela 12 - Análise de Variância do modelo de regressão para a higroscopicidade da
polpa de cajá em pó obtida por secagem em leito de jorro --- 68
Tabela 13 - Efeito estimado, erro padrão e grau de significância estatística para o
rendimento do pó de polpa de cajá obtido por secagem em leito de jorro- 69
Tabela 14 - Análise de Variância do modelo de regressão para o rendimento da
polpa de cajá em pó obtida por secagem em leito de jorro --- 70
Tabela 15 - Caracterização da polpa de cajá em pó obtida por secagem em leito de
jorro seguindo o ponto escolhido --- 73
Tabela 16 - Valores tensão de consolidação e tensão confinada polpa de cajá em pó 78 Tabela 17 - Valores da densidade aparente (Kg/m3) e tensão de consolidação
principal (KPa) para polpa de cajá em pó --- 80
isotermas de adsorção do pó da polpa de cajá em diferentes temperaturas 84
Tabela 20- Valores referentes aos parâmetros umidade (%) e atividade de água da
polpa de cajá em pó durante o armazenamento de 90 dias em diferentes embalagens e atmosfera modificada (vácuo) --- 88
Tabela 21- Valores referentes aos parâmetros higroscopicidade (%) e solubilidade
(%) da polpa de cajá em pó durante o armazenamento de 90 dias em diferentes embalagens e atmosfera modificada (vácuo) --- 90
Tabela 22- Valores referentes aos parâmetros acidez total titulável (%) e potencial
hidrogeniônico da polpa de cajá em pó durante o armazenamento de 90 dias em diferentes embalagens e atmosfera modificada (vácuo)--- 92
Tabela 23- Valores referente ao parâmetro de sólidos solúveis(ºBrix) da polpa de
cajá em pó durante o armazenamento de 90 dias em diferentes embalagens e atmosfera modificada (vácuo) --- 93 Tabela 24- Valores referente ao parâmetro ácido ascórbico(mg/100g) da polpa de
cajá em pó durante o armazenamento de 90 dias em diferentes embalagens e atmosfera modificada (vácuo)--- 94
Tabela 25- Valores referentes ao parâmetro L* da cor da polpa de cajá em pó
durante o armazenamento de 90 dias em diferentes embalagens e atmosfera modificada (vácuo) --- 96
Tabela 26- Valores referentes aos parâmetros a* e b* da cor da polpa de cajá em pó
SUMÁRIO
1 INTRODUÇÃO --- 17
2 OBJETIVO --- 18
3 REVISÃO DE LITERATURA --- 19
3.1 Produção de Cajá (Spondias mombin L.) e seus derivados --- 19
3.2 Processo de Secagem de Alimentos --- 23
3.2.1 Secagem em Leito de jorro --- 24
3.2.2 Adjuvantes de Secagem e a Maltodextrina --- 28
3.3 Alimentos em Pó --- 29
3.3.1 Propriedades físicas e físico-químicas dos alimentos em pó --- 30
3.3.2 Isotermas de Sorção --- 33
3.3.2.1 Modelos Matemáticos das Isotermas --- 36
3.4 Propriedades reológicas alimentos em pó --- 37
3.5 Microscopia Eletrônica de Varredura --- 39
4 MATERIAIS E MÉTODOS --- 40
4.1 Obtenção e armazenamento da matéria-prima --- 40
4.2 Caracterização da matéria-prima --- 40
4.2.1 Potencial Hidrogeniônico --- 40
4.2.2 Atividade de Água --- 41
4.2.3 Sólidos Solúveis Totais --- 41
4.2.4 Acidez Titulável --- 41
4.2.5 Ácido Ascórbico --- 41
4.2.6 Carotenoides --- 42
4.2.7 Umidade --- 42
4.2.8 Açucares Total e Redutores --- 43
4.2.9 Análise Instrumental de cor --- 43
4.3 Secador Leito de Jorro --- 44
4.3.1 Parâmetros de secagem --- 44
4.3.2 Secagem da polpa de cajá --- 45
4.3.3 Planejamento experimental e Análise estatística --- 45
4.4.1 Higroscopicidade --- 47
4.4.2 Grau de Caking --- 48
4.4.3 Solubilidade --- 48
4.4.4 Cálculo do rendimento do produto em pó --- 49
4.4.5 Isotermas de Adsorção do produto em pó --- 49
4.4.6 Microscopia Eletrônica de Varredura --- 52
4.4.7 Propriedades reológicas --- 52
4.5 Estudo da Estabilidade da Polpa de Cajá em Pó --- 53
4.6 Análise estatística dos dados --- 54
5 RESULTADOS E DISCUSSÃO --- 54
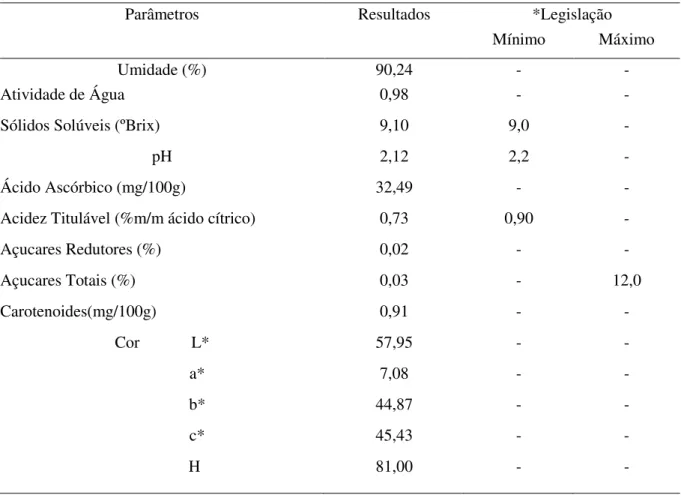
5.1 Caracterização da polpa de cajá --- 54
5.2 Planejamento Experimental --- 57
5.3 Análises estatísticas das variáveis respostas estudadas --- 60
5.3.1 Variável resposta umidade --- 60
5.3.2 Análise da variável resposta higroscopicidade --- 67
5.3.3 Análise da variável resposta rendimento --- 69
5.4 Definição da melhor condição de secagem --- 71
5.4.1 Caracterização física e físico-química da polpa de cajá em pó --- 71
5.4.2 Caracterização morfológica da polpa de cajá em pó --- 74
5.4.3 Caracterização reológica do pó --- 78
5.4.4 Isotermas de adsorção da polpa de cajá em pó --- 83
5.5 Resultados do estudo da estabilidade do produto em pó --- 87
5.5.1 Umidade e Atividade de Água --- 88
5.5.2 Higroscopicidade e Solubilidade --- 90
5.5.3 Acidez Total Titulável e Potencial Hidrogeniônico --- 91
5.5.4 Sólidos solúveis --- 93
5.5.5 Teor de Ácido Ascórbico --- 94
5.5.6 Análise Instrumental de Cor --- 95
5.5.7 Parâmetro de cor L* --- 96
5.5.8 Parâmetros de cor a* e b* --- 97
6 CONCLUSÃO --- 98
1 INTRODUÇÃO
No Brasil a fruticultura é desenvolvida em todas as regiões, sendo uma atividade responsável pela geração de empregos e renda no cenário do agronegócio nacional. No entanto, ao mesmo tempo em que há um crescente aumento na produtividade das principais culturas, as produções agrícolas sofrem a ação constante de desperdícios ocasionados por diversos fatores, dentre eles a falta de práticas adequadas de produção e manuseio pós- colheita. De acordo com Rinaldi (2011) estima-se que, entre a colheita e a chegada à mesa do consumidor, ocorram perdas de até 40 % das frutas e hortaliças produzidas. Essas perdas podem ser de natureza quantitativa ou qualitativa, ocasionando assim redução no valor comercial destes produtos vegetais.
Nos períodos de elevada produção de frutas, o consumo in natura é elevado, no entanto ainda não é suficiente para evitar os grandes desperdícios ocasionados pelo aumento da produção. Dessa forma, o processamento de frutas constitui-se em uma alternativa viável, possibilitando seu consumo em qualquer período do ano e não apenas na época de safra, além de aumentar o tempo de vida útil desses alimentos.
Dentre os frutos cultivados no Brasil, o cajá, pertencente à família Anacardiaceae, tem importante participação no agronegócio do Nordeste, sendo comercializado para consumo na forma in natura e para processamento da polpa, apresentando sabor agradável, qualidade nutricional e valor comercial como matéria-prima (MOURA,2009). O fruto é extremamente aromático, rico em carotenoides, que dão à sua polpa, além de uma intensa coloração amarela, um apelo funcional bastante significativo.
Assim como a maioria das frutas, o cajá apresenta perecibilidade, sendo necessária a aplicação de técnicas que possibilitem seu armazenamento e comercialização por período prolongado, bem como a obtenção de diversos produtos derivados. Dentre as técnicas empregadas para a manutenção da qualidade pós-colheita de frutas, a desidratação, além de ser utilizada como método de conservação impedindo a deterioração e perdas no valor comercial, resulta ainda em uma transformação do produto, agregando valor e dando origem a uma nova opção no mercado. Dessa forma, diversos processos de secagem podem ser aplicados com a finalidade de disponibilizar a fruta na forma de pó, podendo ser utilizados os secadores em leito de jorro, spray-dryer, bandeja, drum-dryer... etc.
alternativa, fornecendo produtos de boa qualidade, a custos inferiores quando comparado a outros equipamentos de secagem (MEDEIROS et al.,2001).
Dessa forma, o processo de secagem em leito de jorro apresenta-se como alternativa viável para a obtenção de polpa de fruta na forma de pó, utilizando-se temperaturas inferiores a 100ºC, o que evita perdas elevadas de compostos termo sensíveis, contribuindo para melhor aproveitamento do fruto e agregação de valor a matéria prima.
2 OBJETIVO
Essa pesquisa teve por principal objetivo a obtenção de polpa de cajá em pó através do processo de secagem em leito de jorro. Assim como os objetivos específicos foram os seguintes:
●Caracterização física e físico-química da polpa integral e da polpa de cajá em pó. ●Avaliação do comportamento higroscópico da polpa de cajá em pó.
●Análise morfológica (microscopia eletrônica de varredura) da polpa de cajá em pó. ●Aplicação dos modelos matemáticos de GAB, BET, Henderson e Oswin nos dados experimentais das isotermas de adsorção da polpa de cajá em pó.
●Estudo da estabilidade da polpa de cajá em pó em dois tipos embalagens: polietileno e alumínio.
3 REVISÃO DE LITERATURA
3.1 Produção de Cajá (Spondias mombin L.) e seus derivados
Dentre as frutas tropicais cultivadas no Nordeste, o cajá apresenta destaque tendo participação crescente no agronegócio da região, principalmente pela comercialização dos seus frutos para consumo como fruta fresca e para processamento da polpa. Desenvolve-se em clima úmido, subúmido, quente, temperado-quente, e resiste a longo período de seca (SACRAMNETO; SOUZA, 2000).
No Brasil o cajá recebe diferentes denominações de acordo com o local onde é encontrado. De acordo com Pinto et al.(2003) na Amazônia é popularmente conhecido por taperebá; em São Paulo e Minas Gerais, por cajá-pequeno; nos estados do Sul, por cajá-mirim, e na maioria dos estados do Nordeste, por cajá. Esses frutos são valorizados por sua multiplicidade de uso e potencial agroindustrial (RODRIGUES et al., 2012). O fruto da cajazeira apresenta cerca de 6 cm de comprimento, formato ovóide ou oblongo, achatado na base, cor variando do amarelo ao alaranjado, casca fina, lisa, polpa pouco espessa, também variando do amarelo ao alaranjado, suculenta e de sabor ácido- adocicado (SACRAMENTO; SOUZA, 2009). Além das reconhecidas características sensoriais, o cajá apresenta boa fonte de pró-vitamina A e atividade antioxidante. Segundo Rodriguez-Amaya e Kimura (1989), o cajá (Spondias lutea L.), polpa e película comestível, fornece um valor de vitamina A maior que o de caju, goiaba e algumas cultivares de mamão e manga Bourbon e Haden. Moura et al. (2011) consideraram o cajá com sendo uma rica fonte de componentes fito químicos, muitos dos quais com importância fisiológica, a exemplo das antocianinas, dos carotenoides, compostos fenólicos, flavonoides e ácido ascórbico. Esses compostos encontram-se frequentemente em frutos e vêm sendo motivo de investigações científicas por apresentarem propriedades antioxidantes.
a necessidade de seu processamento para consumo por longo do tempo (MATA; DUARTE,2003). A perecibilidade dos frutos corresponde às alterações fisiológicas que ocorrem depois de sua formação e crescimento na planta mãe. A partir dessa etapa, todo o processo deve ser rápido a fim de se evitar contaminações e volatilização dos componentes que dão sabor e aroma característicos ao fruto (MOURA; PINTO; FIGUEIREDO, 2011). Uma das maneiras mais utilizadas de armazenar o cajá, pela indústria alimentícia, é processando-o na forma de polpa e congelando-a em seguida, para posterior utilização e transformação para consumo, nas diferentes formas descritas anteriormente (MATA; DUARTE, 2003).
A polpa de cajá, além das propriedades nutricionais, apresenta propriedades funcionais bastante desejáveis, principalmente pelos expressivos teores de carotenoides encontrados. Isto torna o cajá promissora fonte de compostos antioxidantes, cujo consumo deveria ser estimulado. De acordo com Rodrigues-Amaya e Pastore (1997), a degradação de pequena parte dos carotenoides é desejável e leva a formação de compostos voláteis que contribuem para o aroma e o sabor típico de cada fruto. Moura et al.(2011) retratam que o cajá encontra- se entre as inúmeras frutas tropicais e subtropicais produzidas no Brasil que se destacam sob o ponto de vista do aroma da polpa. Narain et al. (2004) constataram 33 compostos voláteis na polpa de cajá, sendo as principais classes os ésteres (48,7%), álcoois (21,7%), aldeídos (11,6%) e cetonas (4,19%).
O cajá é uma fruta produzida na região nordeste, onde existem poucos plantios comerciais e como tal, não é uma fruta contabilizada pelos órgãos oficiais de estatística, como o IBGE, no entanto, é consumida em todo o Nordeste e, ultimamente, vem sendo exportada para outras regiões do País, na forma de polpa, onde já existe um mercado consumidor assegurado para seu consumo na forma de suco e sorvete (SILVA et al.,2002).
A procura pelos frutos da cajazeira deve-se principalmente às boas características para a industrialização, aliadas aos seus aspectos sensoriais. É utilizado na fabricação de vários produtos, despertando interesse não apenas para o mercado regional, mas também para outros locais do país, onde a fruta é escassa (GOUVEIA et al.,2003).
desenvolvimento e expansão de seu cultivo, a comercialização do cajá está restrita a época de safra, e os frutos são bastante perecíveis, havendo a necessidade de seu processamento para aumentar tempo de vida útil (MATA; DUARTE; ZANINI, 2005). Como o cajá está disponível durante um curto período do ano a fabricação de produtos comerciais utilizando o cajá tem aumentado nos últimos 30 anos no Brasil, o que aumenta a acessibilidade e disponibilidade o ano todo (HAMANO; MERCADANTE, 2001). Em virtude da sua acidez, os frutos da cajazeira normalmente não são consumidos ao natural. Quando destinados à industrialização, passam por processo de seleção, lavagem, despolpamento, refino, envasamento ou ensacamento, pasteurização (opcional) e congelamento (SACRAMENTO; SOUZA, 2009).
Tabela 1- Caracterização físico-química da polpa de cajá.
Análises Resultados
pH 2,53+ 0,01
Acidez titulável (% ácido
cítrico) 1,86+ 0,01
Sólidos solúveis (o Brix a
28 o C)
10,09+ 0,00
Ratio 5,42 + 0,01
Umidade (%) 89,42+0,18
Proteína (%) 0,82+ 0,01
Lipídeos totais (%) 0,26+ 0,09
Cinzas (%) 0,58+ 0,02
Fibra dietética (%) 1,18+ 0,10
Fibra insolúvel (%) 0,43+ 0,12
Fibra solúvel (%) 0,75+ 0,12
Açucares totais 4,54+ 0,25
Açucares redutores 4,25+ 0,34
Açucares não redutores 0,29+ 0,27
Carotenoides totais 28,30+0,18
Taninos 299,81+ 0,48
Vitamina C 23,72+ 0,08
Fonte: Mattieto, 2010.
A industrialização do cajá também é realizada a partir da elaboração de sucos. De acordo com Feitosa (2007) o suco de cajá apresenta boa aceitação, o que propicia o surgimento de indústrias para processamento e conservação do produto, que destinam sua produção tanto ao mercado interno, como ao externo. Na produção de frutos destinados à indústria de sucos, deve-se dar ênfase a tecnologias que confiram aos frutos alto rendimento em suco, boa consistência, maior teor de açúcar e acidez elevada (PINTO et al.,2003). A partir da utilização da polpa oriunda de frutos maduros de cajá, diferentes combinações de tempo e concentração enzimática foram estudadas com o objetivo de encontrar os melhores níveis de rendimento de suco polposo (MOURA; PINTO; FIGUEIREDO, 2011).
3.2 Secagem de Alimentos
A secagem constitui-se em um dos processos mais antigos utilizados pelo homem para conservação de alimentos. A secagem é um processo combinado de transferência de calor e massa, em que uma boa parte da água é eliminada, reduzindo, consequentemente, a sua atividade de água que afeta o crescimento microbiano, reações enzimáticas e outras reações de origem química e física (GAVA; SILVA; FRIAS, 2009). As vantagens da secagem são várias, entre as quais se destaca a redução do teor de água que contribui para uma melhor conservação do produto, redução de seu peso que facilita as operações de embalagem, transporte e armazenamento, além de favorecer prolongamento no tempo de vida útil do produto.
Alguns produtos quando submetidos à secagem conservam bastante aceitáveis suas características físicas e nutritivas e, quando se lhes restituir a água, retornarão ao aspecto natural ou mudarão um pouco. Entretanto, outros podem apresentar alterações sensoriais e nutricionais. O projeto e operação dos equipamentos de secagem objetivam minimizar essas alterações, por meio da seleção de condições apropriadas de desidratação para cada alimento (GAVA; SILVA; FRIAS, 2009).
A desidratação (ou secagem) envolve simultaneamente a aplicação de calor e remoção de água dos alimentos. De acordo com Fellows(2006) existem diversos fatores que atuam no controle das taxas de secagem e que podem ser agrupados em:
- aqueles relacionados às condições de processo; -os relacionados à natureza do alimento;
-os relacionados ao projeto do equipamento.
O conteúdo de umidade de um alimento durante o processo de secagem apresenta a curva mostrada na figura a seguir:
Figura 1- Umidade do alimento durante o processo de secagem.
Fonte: Celestino (2010).
O segmento AB corresponde ao período em que o alimento se adapta às condições de secagem, na qual a temperatura atinge um valor constante, mantendo-se essa igualdade durante o período BC. Nesse período, a água removida do alimento é principalmente a superficial se o sólido não for poroso (cereais, vegetais e outros), sendo curto esse período. Portanto, o período de secagem constante (segmento BC) é mais pronunciado em alimentos com maior teor de umidade. O ponto C corresponde ao final do processo de secagem constante, onde e a umidade é conhecida como crítica. A partir desse ponto, há um aumento na resistência interna e o movimento de líquido do interior para a superfície é insuficiente para compensar o líquido que está sendo evaporado, iniciando-se o primeiro período decrescente (trecho CD). Do ponto D em diante tem-se o segundo período de velocidade decrescente (CELESTINO 2010).
3.2.1 Secagem em Leito de jorro
A secagem por spray dryer constitui-se na mais tradicional para a obtenção de produtos em forma de pó. A secagem por liofilização, embora produza alimentos com alta qualidade, requer um custo elevado, sendo utilizada para produtos com alto valor agregado. Outro método de secagem existente para a produção de pó, porém com menos tradição diz respeito à secagem por leito de jorro, que apresenta baixo custo de investimento e de produção. Estudos com estes secadores vêm sendo realizados devido à possibilidade de redução de custos (PEDRO, 2009).
O secador do tipo leito de jorro foi desenvolvido, no ano de 1954, por Gisler e Mathur. Esse equipamento foi inicialmente projetado para a secagem de grãos de trigo em um processo que permitia a aplicação de maiores quantidades de calor sem a ocorrência de perda de qualidade do material (MATHUR; EPSTEIN, 1974).No secador de leito de jorro com inertes, a atomização da pasta ou suspensão sobre o leito reveste as partículas com uma fina camada de material. À medida que seca, a película se torna frágil, fragmentando-se devido aos efeitos de colisões entre partículas. O material na forma de pó é então arrastado para fora pela corrente de ar. Um ciclone conectado ao secador promove a separação e recolhimento do pó (MEDEIROS et al., 2001). Na figura a seguir é mostrado o processo de evolução do jorro a partir da utilização das partículas sólidas em contato com o ar aquecido durante o processo de secagem.
Figura 2- Evolução do processo de formação do jorro com partículas sólidas.
As partículas sólidas são movimentadas a partir de uma corrente de ar ascendente que passa através de uma abertura em uma base cônica. Dessa forma, favorece uma força de arraste que permite a flutuação das partículas. O regime de leito de jorro é caracterizado pela formação de três regiões com distintos escoamentos gás-sólido: a região central ou de jorro, onde as partículas são arrastadas pela corrente de ar que passa em alta velocidade ascendente; a região anular, em torno da região central, onde o ar passa em baixa velocidade – cerca de somente 30% do total de ar passa por esta região – e as partículas tem movimento descendente sob efeito da gravidade até que reentram na região de jorro, e a região da fonte, onde as partículas que foram jorradas caem de volta à região anular. A passagem das partículas nas três regiões produz a movimentação cíclica destas no leito (LABMAQ, 2003).
O processo de secagem em leito de jorro pode ser visualizado a partir da figura 3, onde é apresentado um esquema de funcionamento do secador leito de jorro com a utilização de partículas inertes sólidas, responsáveis (juntamente com o ar de secagem) pela formação do jorro.
Figura 3- Esquema de funcionamento do secador leito de jorro.
De acordo com Rocha et al.(2008) o leito de jorro se apresenta como uma alternativa interessante porque, aliado às suas conhecidas características de altas taxas de transferência de calor e massa, permite que se obtenha um pó com granulometria fina e uniforme, utilizando tempos de contato curtos, contribuindo dessa forma para a qualidade do produto.
O leito de jorro também tem sido utilizado para secagem de outros diversos materiais, com do polissacarídeo λ-Carragena (hidrocolóide extraído de algas marinhas vermelhas) realizado por Velásquez (2012), clara de ovo (CHRIST, 2006), levedura (ROCHA et al ,2008), resíduo de acerola e soja (BORTOLOTTI, 2012), bagaços de frutas tropicais(BORGES,2011), beterraba, abóbora e cenoura (COSTA, MEDEIROS e MATA,2003), dentre outros.
Os primeiros trabalhos sobre secagem de polpa de frutas em leito de jorro foram apresentados por Hufenussler e Kachan (1985). Os autores estudaram a desidratação de purê de banana, analisando a qualidade do pó em relação ao obtido em secadores spray e a vácuo; promoveram, também, uma avaliação sensorial, na qual o sabor do purê reconstituído foi comparado com o purê original e com o produzido em secadores de tambores rotativos. Os resultados mostraram que o pó obtido no secador de leito de jorro atendia aos padrões de conservação exigidos e que o sabor do purê reconstituído não diferia do original a um nível de 5% de significância, nível este não atingido pelo purê reconstituído com o pó de banana obtido no secador rotativo. Em trabalho posterior, Kachan e Chiappetta (1988) apresentaram os resultados obtidos na desidratação de pasta de tomate em leito de jorro, com ênfase aos dados fluidodinâmicos do equipamento, as variáveis operacionais envolvidas e à seleção das condições propícias à secagem.
Experimentos utilizando o equipamento leito de jorro no processo de secagem de polpa de frutas têm sido ampliados, obtendo-se produtos de considerável qualidade. Testes foram realizados com polpa de manga (MEDEIROS et al.,2001), acerola(LIMA,1996), umbu e seriguela (SOUZA,2009). O secador de leito de jorro tem se mostrado viável para secagem de polpas de frutas, com adição de componentes (amido, gorduras e pectina) em proporções que proporcionem a otimização do processo, sem comprometer as características sensoriais e conferindo um caráter funcional ao produto em pó obtido (SOUZA, 2007).
garantindo um produto estável e com suas propriedades conservadas; Sousa (2015) realizou um estudo sobre as características do suco de caju desidratado nesse tipo de secador, relatando que o pó obtido manteve suas características físico-químicas e higroscópicas quando armazenado em embalagem laminada a vácuo por um período de 90 dias.
3.2.2 Adjuvantes de Secagem e a Maltodextrina
Os produtos em pó provenientes de polpas ou sucos de frutas obtidos a partir de secagem por atomização podem apresentar alguns problemas em suas propriedades como adesividade, higroscopicidade elevada, baixa solubilidade, devido à presença de açúcares de baixo peso molecular e àcidos, que apresentam baixa temperatura de transição vítrea. Dessa forma, podem aderir nas paredes da câmara do secador durante o processo de secagem, levando a um baixo rendimento do produto e problemas operacionais (BHANDARI, 2005). Estes problemas podem ser resolvidos através da adição de algum agentes carreador (como polímeros e gomas) ao produto antes do processo de secagem. Além disso, o agente carreador também é usado para microencapsulação, pode atuar protegendo componentes sensíveis dos alimentos contra condições ambientais desfavoráveis (elevadas temperaturas), preservando sabores e aromas e reduzindo a volatilidade (PHISUT,2012).
Os adjuvantes de secagem, denominados carreadores ou material de parede podem ser carboidratos (amidos, maltodextrinas, xaropes de milho, dextranas, sacaroses e ciclodextrinas), celuloses (carboximetilcelulose, metilcelulose, etc.), gomas (goma acácia, agar, carragena, etc.), e proteínas (glúten, caseínas, gelatinas, albuminas, hemoglobinas e peptídeos). Dentre essas substâncias, os produtos à base de amido parcialmente hidrolisados têm sido bastante utilizados como agente carreador de secagem na obtenção de produtos em pó. Esses polímeros de D-glicose possuem sabor neutro, ausência de odor e são facilmente digeríveis e bem tolerados (BARBOSA, 2010). Além disso, a utilização de agentes carreadores pode promover um melhor manuseio do produto final obtido, conferindo uma maior proteção contra a adsorção de umidade do ambiente e tornando-o menos higroscópico (TONON et al., 2009).
alta disponibilidade e baixo custo (TONON et al.,2009).
A maltodextrina é muito utilizada para a obtenção de frutas em pó, apresentando-se na forma de um pó branco ou solução concentrada e é solúvel em água, constituindo-se de um aditivo alimentar seguro para consumo humano (LOPEZ, 2004). Segundo BHANDARI et al., (2005) a maltodextrina é usada porque, além do baixo custo, apresenta baixa higroscopicidade, evitando a aglomeração das partículas; tem efeito antioxidante e mostra retenção de voláteis na faixa de 65 a 80 %. As maltodextrinas constituem-se em produtos da hidrólise parcial do amido com valores de dextrose equivalente (DE) menor que 20, e podem ser obtidas de amidos de diferentes fontes botânicas. A dextrose equivalente (DE) é uma medida que caracteriza a extensão da hidrólise do amido e também indica uma média do peso molecular. Conforme aumenta o grau de hidrólise, a média do peso molecular diminui e a DE aumenta. Em geral, as maltodextrinas são solúveis em água, possuem baixa densidade, não apresentam sabor adocicado e não possuem sabor de amido (COUTINHO, 2007).
Dessa forma, é importante a utilização dos agentes adjuvantes ou aditivos carreadores durante o processo de secagem, porque atuam reduzindo a higroscopicidade do produto, protegem os compostos sensíveis do alimento contra as condições adversas de temperatura, contribuindo para melhor eficiência do processo e obtenção de um produto com melhor qualidade.
3.3 Alimentos em Pó
O mercado alimentício brasileiro tem apresentado uma dinâmica tendência para produtos de fácil e rápido preparo, acompanhando as grandes transformações que ocorreram no estilo de vida da população (BARONI et al., 2003). Dessa forma, tanto o mercado brasileiro quanto o internacional apontam para crescimento constante do segmento de frutas processadas em direção ao caminho de agregação de valor a matéria-prima (IBRAF, 2007), buscando diversificação, praticidade e obtenção de produtos que apresentem qualidade.
higroscópicos, higroscópicos e moderadamente higroscópicos) e ainda pela facilidade de escoamento (escoamento livre, moderadamente coesivo e muito coesivo) (SOUZA, 2009).
Alimentos em pó oferecem grandes vantagens para utilização na indústria de alimentos como matéria prima ou mesmo como aditivo em matrizes alimentícias, que podem ser incorporados em biscoitos, bolos, pães e outras classes de alimentos como forma de enriquecimento nutricional (ARAÚJO, 2013). Além disso, a importância dos alimentos em pó deve-se à sua versatilidade no manuseio, armazenamento, processo de fabricação, estabilidade química e microbiológica, entre outras (VISSOTTO et al.,2006).
3.3.1 Propriedades físicas e físico-químicas dos alimentos em pó
Os alimentos em pó apresentam diferentes propriedades físicas: tamanho e distribuição das partículas, densidade aparente e de partículas, porosidade, solubilidade, molhabilidade, dispersibilidade, entre outras. Sendo que a medida e a caracterização destas propriedades ajudam a definir o produto, os parâmetros do processo de produção e os fenômenos que influenciam no seu comportamento (TEUNOU; FITZPATRICK; SYNOTT, 1999).
As propriedades dos alimentos em pó devem ser monitoradas para garantir a qualidade do produto, mantendo principalmente as qualidades nutricionais originais da matéria-prima e as propriedades funcionais do produto, como solubilidade e higroscopicidade, além da cor, como atributo sensorial de aceitação pelo consumidor. Muitos atributos de qualidade estão relacionados ao estado físico dos ingredientes no produto desidratado. Qualquer mudança no estado físico do produto tem a possibilidade de afetar as suas características físico-químicas. (PEDRO, 2009).
De acordo com Vissotto et al. (2006), após despejar um pó sobre uma superfície de um líquido, as seguintes etapas irão ocorrer: molhabilidade (wettability), que consiste na penetração do líquido para o interior da estrutura porosa devido à capilaridade; imersibilidade
(sinkability), que se refere à imersão das partículas ou porções do pó no líquido; dispersibilidade, ou seja, a dispersão do pó no líquido; e a solubilidade, que é a dissolução das partículas pelo líquido, desde que estas sejam solúveis.
interior. A composição das partículas, sobretudo a natureza de sua superfície, também condiciona a umectabilidade (ORDÓÑEZ et al.,2005).
Imersibilidade descreve a habilidade das partículas se dispersarem rapidamente na água, isto e, sua tendência à imersão, logo após a absorção da água. Ela depende principalmente do tamanho e densidade da partícula. Então, partículas maiores e mais densas se dispersam mais rapidamente que partículas pequenas e mais leves. A presença de ar nos poros pode reduzir este atributo, pois o ar incorporado na partícula restringe a penetração do solvente (PEDRO, 2009).
Dispersibilidade é um termo usado para descrever a facilidade com que as partículas são distribuídas sobre a superfície e através do liquido. A dispersibilidade aumenta com o aumento da imersibilidade e reduzida pela formação de aglomerados (PEDRO, 2009).
A solubilidade consiste em um critério importante para avaliar o comportamento de produtos em pó quando colocados em contato com solução aquosa (CRUZ, 2013). Refere-se à velocidade e ao grau com que os componentes das partículas de pó se dissolvem na água. Depende principalmente da composição química do produto e de suas características físicas (sobretudo cristalização) (ORDÓÑEZ et al.,2005).
Outras propriedades relevantes dos alimentos em pó são relatadas por Jaya e Das (2004) em seu trabalho sobre a secagem de polpa de manga. Essas propriedades estão intimamente relacionadas com as mudanças estruturais que ocorrem com os alimentos submetidos a altas temperaturas e a redução de umidade durante os processos de secagem para obtenção de produtos em pó. Os autores destacam que a qualidade dos alimentos em pó pode ser definida levando-se em consideração a higroscopicidade, o grau de aglomeração, a capacidade de dispersão e a capacidade de escoamento.
granulados ou em pó, nos quais a entrada de água leva à formação de aglomerados que limitam a posterior solubilidade dos açucares (ORDÓÑEZ et al.,2005).
A higroscopicidade é uma característica relevante quando se trata de produtos em pó, visto que valores elevados representam problemas relacionados às suas propriedades funcionais (capacidade de reidratação, solubilidade, molhabilidade, dispersibilidade, reconstituição do pó, etc.) e fatores ligados ao armazenamento (tendência à aglomeração, aumento no teor de umidade, alterações nas características reológicas, etc.). Segundo Azeredo
et al.(2012) se um alimento que foi submetido ao processo de desidratação absorve umidade ou sofre aumento de temperatura, ele passa do estado vítreo para o gomoso, o que promove alterações como cristalização e aglomeração (no caso de produtos em pó).
A higroscopicidade em alimentos desidratados além de estar associada a estabilidade química, física e microbiológica, também influencia consideravelmente o setor de embalagens, através da auto aglomeração dos pós e a perda de fluidez durante o armazenamento dos produtos finais (PEDRO, 2009).
A presença de componentes amorfos é particularmente importante em alimentos desidratados em pó, já que os sólidos amorfos são suscetíveis a um processo de deterioração física denominada em conjunto de caking (aglomeração). O caking é um processo pelo qual um pó de baixa umidade e escoamento livre vai se aglomerando, e acaba por formar um material pastoso e pegajoso, resultando em perda de funcionalidade e qualidade. As alterações dependem, principalmente, de temperatura e umidade relativa do ambiente, e envolvem alguns estádios, incluindo formação de pontes entre partículas, aglomeração, compactação e liquefação. O caking é um problema particularmente importante em produtos ricos em açúcares e ácidos (como os provenientes de frutas) de baixo peso molecular, e ocorre devido à baixa temperatura de transição vítrea desses componentes (VILLADIEGO et al.,2012). O grau de aglomeração (Grau de Caking) é expresso como a percentagem de pó que permanecerá retido em peneira com diâmetro de tamanho definido, depois do peneiramento do material aglomerado formado no teste de higroscopicidade (JAYA; DAS,2004).
A cor constitui-se em um importante atributo no que diz respeito à qualidade dos produtos alimentares, servindo de base para identificação e aceitação dos mesmos, além de influenciar de forma positiva ou negativa os demais atributos sensoriais.
está misturada com o preto, o branco ou cinza, permitindo diferenciar cores fortes de fracas. Luminosidade é a qualidade que caracteriza o grau de claridade da cor, indicando se as cores são claras ou escuras (L*=0, preto a 100 branco) (MINOLTA,1998).
A acidez e o pH são parâmetros importantes a serem verificados nos alimentos porque estão relacionados à qualidade dos mesmos. De acordo com Azeredo et al.(2012) a maioria dos microrganismos associados a alimentos cresce na faixa de pH de 5 a 8. Produtos alimentícios com pH ácido apresentam certa estabilidade microbiológica. Chitarra (2005) relata que a acidez em produtos como as frutas, por exemplo, é atribuída à presença de ácidos orgânicos, que também contribuem para o aroma característico do fruto. Nos alimentos em pó, provenientes de frutas, realiza-se a caracterização quanto aos aspectos de pH e acidez a fim de se verificar se após o processo de secagem o produto manteve seu sabor original e, também se apresenta valores adequados à sua estabilidade.
Os sólidos solúveis indicam a quantidade, em gramas, dos sólidos que se encontram dissolvidos no suco ou polpa de frutas. São comumente designados como ºBrix e apresentam tendência de aumento com o grau de maturação (CHITARRA e CHITARRA,2005). Nos alimentos em pó a concentração de sólidos solúveis está relacionada com o tipo de agente carreador utilizado no processo de secagem, como a maltodextrina, por exemplo. De forma geral, observa-se um aumento no teor de sólidos solúveis na polpa desidratada, de acordo com a quantidade de maltodextrina adicionada na solução.
3.3.2 Isotermas de Sorção
Um dos principais componentes do alimento é a água, sendo que esse constituinte atua exercendo influência no estado de conservação dos produtos. O termo atividade de água é utilizado para designar a água presente no alimento, também chamada de água livre, que se encontra disponível para permitir o desenvolvimento de micro-organismos e atuar nas reações que contribuem para deterioração do produto. Dessa forma é importante o conhecimento do conteúdo de água presente no alimento como também o comportamento dessa água mediante as condições ambientais a que o alimento é submetido.
se o alimento sob determinadas condições de temperatura e umidade relativa do ar tende a sorver ou dessorver água (ANSELMO et al.,2006). A partir do conhecimento do valor da atividade de água (aw) de um produto podem ser previstas reações químicas e enzimáticas,
além do desenvolvimento de micro-organismos. Além disso, pode-se, também, propor sistemas adequados de embalagem para um determinado produto (OLIVEIRA et al.,2010).
As isotermas de equilíbrio higroscópico são representações gráficas da umidade relativa de equilíbrio, ou da pressão parcial de vapor de um produto em função de seu teor de umidade a uma determinada temperatura. Elas podem ser de adsorção ou de dessorção (OLIVEIRA et al.,2011).
Nessa pesquisa utilizando polpa de cajá em pó obtida por secagem em leito de jorro, foi realizada a isoterma de adsorção para verificação da capacidade da amostra em adsorver a água quando submetida a um ambiente com determinada umidade relativa (células de estudo das isotermas).
A isoterma de adsorção é obtida quando um alimento totalmente seco é colocado em contato com atmosferas de umidade relativa crescente, sendo medido o aumento de peso desse alimento devido ao ganho de água determinadas durante a hidratação. A isoterma de dessorção é obtida quando o alimento inicialmente úmido é colocado sob as mesmas condições atmosféricas criadas para adsorção sendo medida neste caso a diminuição de peso do alimento, provocada pela perda de água determinadas durante a desidratação. Estas curvas de adsorção e dessorção não coincidem, e esta diferença entre as isotermas é conhecida como o fenômeno de histerese (PARK et al., 2008). A magnitude da histerese é variável e depende de diversos fatores, como a natureza do alimento, as mudanças físicas ocorridas quando se adiciona ou elimina água, o grau de dessorção, a quantidade de água eliminada durante a dessorção e a temperatura (ORDÓÑEZ et al.,2005).
Os alimentos com uma atividade de água determinada, a uma temperatura constante, apresentam maior conteúdo de água durante a dessorção do que na adsorção (PAGLARINI et
al.,2013). De acordo com Ordóñez et al.(2005) os principais argumentos apresentados para explicar esse fenômeno não totalmente esclarecido são:
e ocorrer a diminuição no diâmetro interior.
-Cada alimento possui um conjunto particular de isotermas de sorção sob diferentes
temperaturas. Nas isotermas de sorção de água, podem se distinguir três zonas (A, B e C) que indicam a forma com a água está ligada ao alimento (figura1). A primeira parte da curva, até o ponto A, representa a água da monocamada, que é muito estável, não congelável e não removível por secagem. A segunda, a parte relativamente reta da curva (AB), representa a água adsorvida nas múltiplas camadas dentro do alimento e soluções de componentes solúveis. A terceira porção (acima do ponto B) é água livre condensada dentro da estrutura capilar ou nas células do alimento. Está mecanicamente presa no interior do alimento e é mantida por forças fracas, sendo facilmente congelada ou removida por secagem, com indicado pela inclinação acentuada da curva. O alimento que possui um teor de umidade acima do ponto B está propenso à deterioração (FELLOWS, 2006).
Figura 4 - Isoterma de sorção de água.
Fonte: Fellows, 2006.
A isoterma de sorção indica a atividade de água na qual o alimento é estável e permite previsões do efeito de alterações do teor de umidade na atividade de água e, com conseqüência, na estabilidade da armazenagem. Ela é utilizada para determinar a taxa e a capacidade de secagem, as temperaturas ideais de armazenagem congelada e as propriedades de barreira à umidade necessária para os materiais de embalagem (FELLOWS, 2006).
Entretanto, baixas quantidades de água influem de forma significativa. A maioria das isotermas de sorção de água dos alimentos apresenta forma sigmoide, com pequenas variações conforme a estrutura física, composição química, a temperatura e a capacidade de retenção de água do alimento. Contudo, há alimentos que apresentam uma zona mais plana na primeira parte da curva; as curvas em forma de J são típicas de alimentos com grande quantidade de açucar e solutos e que apresentam pouca adsorção por capilaridade, como as frutas e os doces de frutas (ORDÓÑEZ et al.,2005).
3.3.2.1 Modelos Matemáticos das Isotermas
Com o intuito de prever o comportamento das isotermas, diversos autores propuseram modelos de ajuste de isotermas de sorção. Estes modelos são úteis no conhecimento das características dos produtos, sendo em sua maioria empíricos (PARK et al.,2008).A maior vantagem da utilização de modelos matemáticos na predição de isotermas de adsorção deumidade reside no fato de que com poucos pontos experimentais pode-se construir uma isoterma, a qual pode ser facilmente interpolada ou extrapolada para obtenção de pontos nas regiões de baixas e altas atividade de água, pontos estes de difícil determinação experimental (PENA, RIBEIRO e GRANDI,1997).
Dentre as diversas equações utilizadas para expressar a atividade de água dos produtos agrícolas, mais especificamente de frutas, em função da temperatura e umidade relativa, as mais comuns, por sua relativa precisão e generalidade são as equações de GAB, BET, Oswin, Smith e Halsey (ALMEIDA et al., 2004).
Segundo Silva et al., (2008) o modelo de BET (Equação 2), considera a natureza Guggenheim, Anderson e Bôer, resultando numa equação triparamétrica conhecida como equação de GAB, matematicamente adequada para aplicações em engenharia e que permite um ótimo ajuste de dados de sorção de quase todos os alimentos até atividade de água de 0,9 sendo uma faixa de atividade de água mais ampla do que a permitida pela equação de BET (PEZANTES, 2006). Contudo, a equação de GAB é reduzida a de BET quando K (constante) for igual à unidade (PRADO, 1998). O modelo de GAB (Equação 1) é de amplo uso em alimentos e recomendada pelo Grupo de Projetos Europeus COST 90, que trata sobre propriedades físicas de alimentos (GÁLVEZ; ARAVENA; MONDACA, 2006).
GAB: = (Equação 1)
BET: =
[
].[
]
(Equação 2)Henderson: (Equação 3)
Oswin: = (Equação 4)
Onde: Xe: umidade de equilíbrio expresso em (g/g de matéria seca); aw= atividade de água; n:
número de camadas moleculares;
Xm: conteúdo de umidade na monocamada molecular (g/g de matéria seca); C= constante de BET relacionada ao calor de sorção da camada molecular; a b e K: constante de adsorção.
3.4 Propriedades reológicas de alimentos em pó
Há uma grande variedade de alimentos em pó disponíveis no mercado brasileiro e mundial. Dessa forma, torna-se importante o estudo das propriedades físicas desses produtos, visto que essas características estão diretamente ligadas a fatores relacionados ao processamento, manuseio e armazenamento. De acordo com Fiztpatrick et al.(2004) as propriedades do fluxo de pó são essenciais para a obtenção de informações sobre as características intrísecas que afetam diretamente o comportamento do pó durante as operações de transporte, mistura, compressão e embalagem.
determinar a função fluxo (FF), que é uma reta gerada em um gráfico com coordenadas de tensões principais e tensões de não confinamento em que a inclinação define o grau de escoabilidade do sólido. Esta inclinação é bastante influenciada pelo tempo de armazenagem (NASCIMENTO, 1996).
Figura 5- Função de Fluxo: fluxo livre versus sem fluxo.
Fonte: Lopes Neto (2007).
Observa-se que a escoabilidade do produto é inversamente proporcional ao ângulo que a reta FF forma com a horizontal. Outro parâmetro importante é o Índice de fluxo (ffc) o qual é definido como o inverso da inclinação de FF (JENIKE, 1964) e pode variar de uma condição de ausência de fluxo até outra caracterizada como de fluxo livre.
Tabela 2 –Classificação do tipo de fluxo de produtos sólidos armazenáveis
Tipo de fluxo
Índice de fluxo(ffc)
Sem fluxo ffc< 1
Muito coesivo
1 <ffc< 2
Coesivo 2 <ffc< 4
Fácil ffc> 10
Livre
Fonte: Jenike(1964)
3.5 Microscopia Eletrônica de Varredura
Nos últimos anos têm ocorrido consideráveis avanços tecnológicos no campo da pesquisa direcionada à visualização de microestruturas de partículas através do aumento nas resoluções dos microscópicos eletrônicos. Segundo Dedavid et al. (2007) um microscópio eletrônico de varredura (MEV) utiliza um feixe de elétrons no lugar de fótons utilizados em um microscópio óptico convencional, o que permite solucionar o problema de resolução relacionado com a fonte de luz branca. Como resultado tem-se os aparelhos modernos que permitem aumentos de 300.000 vezes ou mais, para a maior parte de materiais sólidos, conservando a profundidade de campo compatível com a observação de superfícies rugosas. O MEV é um aparelho que pode fornecer rapidamente informações sobre a morfologia e identificação de elementos químicos de uma amostra sólida. O MEV é um dos mais versáteis instrumentos disponíveis para a observação e análise de características micro estruturais de produtos sólidos.
O princípio de um microscópio eletrônico de varredura (MEV) consiste em utilizar um feixe de elétrons de pequeno diâmetro para explorar a superfície da amostra, ponto a ponto, por linhas sucessivas e transmitir o sinal do detector a uma tela catódica cuja varredura está perfeitamente sincronizada com aquela do feixe incidente (DEDAVID et al., 2007).
higroscopicidade de pós liofilizados pela indução da cristalização em soluções-modelo de açúcares constituintes de frutas. De acordo com os autores os resultados mostram que as características de sorção se correlacionam com o grau de cristalinidade dos açúcares, observada por microscopia óptica e eletrônica de varredura. A ação dos alcoóis em condições controladas de temperatura diminui a solubilidade dos açúcares e induz a formação de estruturas cristalinas e consequentemente a redução de higroscopicidade do material liofilizado. Este comportamento promove a estabilidade do produto pela redução do fenômeno de caking e de outros indesejáveis.
4 MATERIAIS E MÉTODOS
Essa pesquisa foi conduzida no Laboratório de Controle de Qualidade de Alimentos e Secagem do Departamento de Engenharia de Alimentos localizado na Universidade Federal do Ceará.
4.1 Obtenção e armazenamento da matéria-prima
As amostras de polpas de cajá utilizadas nesse estudo foram obtidas em uma indústria de processamento de polpas do município de Fortaleza-CE. Após o acondicionamento em caixas térmicas, as polpas foram transportadas para o laboratório, sendo armazenadas em freezer até a realização dos experimentos. O adjuvante de secagem utilizado foi a maltodextrina com dextrose equivalente DE 20.
4.2 Caracterização da matéria-prima
A polpa de cajá utilizada nesta pesquisa foi caracterizada a partir das seguintes análises: pH, atividade de água, sólidos solúveis, acidez titulável, teor de ácido ascórbico, teor de carotenoides, umidade, açucares redutores e totais e análise instrumental de cor.
4.2.1 Potencial Hidrogeniônico
tampão de pH 4,0 e pH 7,0 sendo a amostra em pó diluída na proporção de 1:10 (pó: água destilada), conforme metodologia descrita pelo Instituto Adolfo Lutz (2008).
4.2.2 Atividade de Água
Determinada em equipamento modelo Aqualab 4TEV, onde a amostra foi colocada em uma cubeta de material plástico e inserida no medidor de atividade de água, em seguida fecha-se a tampa da câmara sobre a amostra e aguarda-se a leitura que é disponibilizada no visor do aparelho.
4.2.3 Sólidos Solúveis Totais
A medição realizada em equipamento denominado refratômetro digital portátil (INSTRUTEMP, Modelo ITREFD 45), previamente calibrado com água destilada, sendo a amostra diluída na proporção de 1:10 (pó: água destilada). O conteúdo de sólidos solúveis é expresso em graus Brix, sendo feitas as correções no valor obtido levando-se em consideração a diluição da amostra.
4.2.4Acidez Titulável
A determinação da acidez foi obtida através da diluição de 1,0 grama da amostra em 50,0mL de água destilada, titulando-se com solução de hidróxido de sódio 0,1 M padronizada, até o aparecimento da coloração rósea, utilizando-se com agente indicador solução de fenolftaleína, conforme descrito pelo método 016/IV (IAL, 2008). Os esultados são expressos em g ácido cítrico/ 100 g.
4.2.5 Ácido Ascórbico (AA)
destilada. A solução foi titulada com agente oxidante 2,6-Dicloroindofenol(DFI) de título conhecido. Os resultados estão expressos em mg de ácido ascórbico/100 g de amostra.
4.2.6 Carotenoides
A quantificação do teor de carotenoides foi realizada por espectrofotometria através da metodologia descrita por Higby (1962), onde primeiramente pesou-se 5,0 gramas da amostra com posterior adição de 30 mL de álcool isopropílico e 10 mL de hexano. Em seguida a solução obtida passou por homogeneização e posteriormente o conteúdo contendo a mesma foi transferido para um funil de separação de 125 mL (recoberto com papel alumínio). Completou-se o conteúdo do funil com água destilada e a solução foi deixada em repouso por um período de 30 minutos.
Foram realizadas lavagens, permanecendo a fase de cor amarela. Após três descansos de 30 minutos cada, filtrou-se o conteúdo com algodão pulverizado com sulfato de sódio anidro. O resíduo amarelo do algodão passou por filtração com hexano. Transferiu-se para um balão âmbar de 50 mL e adicionou-se 5 ml de acetona e aferiu-se com hexano. A leitura foi realizada em espectrofotômetro utilizando-se três comprimentos de onda que corresponde 450nm. O cálculo referente ao teor de carotenoides foi realizado conforme a fórmula a seguir:
Carotenoides totais (mg) = (Equação 5)
Onde: A 450 : absorbância;
p : peso da amostra (g);
V: volume do balão utilizado (mL).
4.2.7 Umidade
A determinação de umidade das amostras foi realizada através do equipamento balança determinadora de umidade modelo ID50 com fonte de calor infravermelho produzido por resistência encapsulada em quartzo e display LCD matriz de pontos iluminados. A
4.2.8 Açucares Totais e Redutores
Os açúcares totais e redutores foram determinados pelo método do DNS (ácido dinitrosalicílico), descrito por Miller (1959), que se baseia no princípio na redução, em meio alcalino, do 3.5-dinitrosalicílico (coloração amarela). A leitura realizada em espectrofotômetro em comprimento de onda de 540 nm, sendo os resultados expressos em porcentagem de açúcares redutores e açúcares totais.
4.2.9 Análise Instrumental de cor
A cor da amostra foi determinada por um colorímetro Konica minolta Chroma meter CR-410 com a determinação no modo CIE L*a*b*. De acordo com o manual do equipamento a coordenada L* representa quanto mais clara ou mais escura é a amostra, com valores variando de 0 (totalmente preta) a 100 (totalmente branca). A coordenada de cromaticidade a* pode assumir valores de –a (verde) a +a (vermelho) e a coordenada de cromaticidade b* pode variar de –50 (azul) a +70 (amarelo).
4.3 Secador Leito de Jorro
Os experimentos de desidratação da polpa de cajá com adição de maltodextrina foram realizados em equipamento de secagem denominado leito fluidizado, modelo FBD 3.0 Labmaq Brasil (figura 6).
Figura 6– Secador Leito de Jorro.
Os principais parâmetros do equipamento são: temperatura (°C); vazão do ar de fluidização (soprador)(m3/min); vazão de alimentação (mL/min); vazão de ar comprimido no bico
de alimentação (L/min) e pressão de ar no bico (kgf/cm2). Na Figura 7 é ilustrado o painel de controle do equipamento.
Figura 7– Painel de controle do leito de jorro.
Fonte: Laboratório de Controle de Qualidade de Alimentos e Secagem (UFC).
4.3.1 Parâmetros de secagem
De acordo com testes preliminares (verificação de ajustes para adequação da secagem) e dados de outros autores (Rocha e Lima, 2013) foram fixados os seguintes parâmetros de secagem: massa do material inerte de 400 g, a vazão de alimentação de 4,5(+0,2 mL/min), vazão de ar comprimido de 30 L/min e pressão de ar no bico de 60 a 80 kgf/cm2. O material utilizado nesta pesquisa para formação do leito de jorro foram partículas esféricas de polietileno e que podem ser visualizadas através da figura a seguir:
Figura 8- Esferas polietileno