0
Definição de Layout, fluxos de produção e capacidades de uma
fábrica de produção de carroçarias na
CaetanoBus, S.A.
Ricardo Jorge Moutinho Fevereiro
Dissertação de Mestrado
Orientador na FEUP: Professor Armando Leitão Orientador na CaetanoBus, S.A.: Engenheiro Jorge Rodrigues
Faculdade de Engenharia da Universidade do Porto Mestrado Integrado em Engenharia Industrial e Gestão
1
Aos meus pais, irmãos, à Liliana e ao Rodrigo.
2
Resumo
Numa fase particularmente delicada para a economia nacional e internacional, as empresas lutam para se adaptar às crescentes mudanças económicas e sociais. De modo a que seja possível sobreviver num mercado cada vez mais global, e com uma concorrência cada vez mais atenta e agressiva, revela-se fundamental para as empresas atingirem mercados que estejam numa fase de pura expansão económica. O mercado Asiático, nomeadamente, o mercado chinês é, sem qualquer dúvida, um desses mercados.
Neste contexto, foi sugerida a realização de um projeto, que tem como âmbito a definição de um
layout e respetivos fluxos de produção e capacidades produtivas de uma nova fábrica de
produção de carroçarias na China.
Apesar de se tratar de uma nova unidade fabril, existiram limitações em termos de layout, que tiveram que ser respeitadas, dado que já existia um layout inicial. Esse primeiro layout já tinha identificada a localização da secção de pintura e das secções de acabamentos e estrutura. Sendo que seria necessário definir a localização do bordo de linha, postos de trabalho, etc. Recorrendo a um processo de benchmarking, pretendeu-se implementar as melhores práticas já existentes na CaetanoBus, procedendo-se a melhorias, sempre que houvesse oportunidade.
Todo o processo se baseou em conceitos já conhecidos e tidos como excelentes práticas no mundo empresarial, tais como Normalização de trabalho, Kaizen, Lean e Envolvimento das Pessoas.
A implementação desta nova fábrica far-se-á em três fases de investimento, sendo que nesta dissertação foi abordada essencialmente a primeira fase de investimento. Nesta fase a CaetanoBus pretende construir autocarros Cobus 3001 sobre chassis C5.
A nova fábrica apenas irá montar as unidades. Serão enviados kit´s CKD’s, para posterior montagem na nova fábrica. Com base neste pressuposto foi necessário definir a forma de envio destes kit’s, e a forma como se faria o abastecimento à linha dos materiais.
Numa primeira fase foi feito o levantamento dos processos de fabrico, dos materiais e equipamentos necessários para a produção de uma unidade Cobus. Foi também necessário proceder a um levantamento das tarefas inerentes ao fabrico deste modelo, bem como os respetivos tempos de produção, tanto nas secções de acabamentos e estrutura, como na secção de pintura. Após este levantamento, foi realizado o balanceamento da nova linha de produção, com base no takt time pretendido.
Foi necessário pensar como seria realizada a formação dos novos colaboradores, nesse sentido e de forma a facilitar a formação dos futuros colaboradores, foram criados standards de trabalho e
3 instruções de trabalho para as principais tarefas a executar.
4
Abstract
In a particularly delicate stage for national and international economy, companies struggle to adapt to increasing economic and social changes. So that you can survive in an increasingly global market, with competition becoming more attentive and aggressive, become vital for businesses to reach markets that are in a pure phase of economic expansion. The Asian market, particularly the Chinese is undoubtedly one of those markets.
In this context, it was suggested to develop a project, which is within the definition of a layout and respective flows of production and productive capacity of a new factory bodywork production in China.
Although this is a new plant, there were limitations in terms of layout, which had to be respected, since there was already an initial layout. This first layout had already identified the location of the section of painting and finishing sections and structure. Since it would be necessary to define the location of the line side, jobs, etc.. Using a benchmarking process, we sought to implement the best practices existing in CaetanoBus, proceeding to improvements, whenever there was opportunity.
The whole process was based on concepts already known and seen as excellent practice in the business world, such as standardization of work, Kaizen, Lean and Involvement of People. The implementation of this new plant will be make in three phases of investment, and this thesis has been addressed mainly the first phase of investment.
In this first phase of investment, CaetanoBus intends to build on chassis C5 buses Cobus 3001. At this stage of production, the new plant will only assemble the units. CKD kits will be shipped, for later assembly at the new plant. On this basis it was necessary to define how to send these kits, and how they would supply the production lines.
In the first phase was conducted a survey of all manufacturing processes, materials and equipment needed to produce one unit Cobus.
It was also necessary to conduct a survey of tasks in the manufacture of the model and the respective production times, both in structure and finishing sections, as in the paint shop. Upon this survey was conducted the balance of the new production line, based on the desired takt time. It was necessary to think how accomplished the training of new employees, and accordingly in order to facilitate the training of future employees, raised standards of work and work instructions for key tasks.
5
Agradecimentos
Aos meus Pais por toda a formação moral e pessoal e apoio que me deram ao longo deste tempo e por toda a crença que depositaram em mim. Aos meus irmãos por todo o apoio e carinho. Por todo o carinho e apoio aos meus avós e aos meus tios, Maria e Carlos.
Um agradecimento especial à Liliana pelo apoio em todos os aspetos e ao Rodrigo que foi a minha inspiração no último ano.
Um especial agradecimento ao Eng. Jorge Rodrigues pelo desafio e pela oportunidade que me deu de participar neste projeto.
Um muito obrigado ao Eng. Armando Leitão pela orientação.
Aos meus amigos e colegas da residência Novais Barbosa pela paciência e amizade, sobretudo um obrigado ao Pedro e à Li, ao Jorge e ao Filipe.
À Vanessa pelo apoio e ensinamentos, à Rita, ao Rui e aos meus colegas da CaetanoBus, Vítor, Zé e Juan.
Por todo o apoio e amizade, um agradecimento especial ao Zé Manel.
Os meus agradecimentos a todas as pessoas da CaetanoBus que estiveram diretamente envolvidas neste projeto.
6 Índice de conteúdos
Capítulo I - Introdução ... 10
1. 1. Apresentação da Empresa ... 11
1.1.1. Grupo Salvador Caetano ... 11
1.1.2. CaetanoBus, S.A. ... 11
1.2. Objetivo do Projeto ... 12
1.3. Organização e temas abordados ... 13
Capítulo II - Revisão da literatura ... 14
2.1. Lean ... 14
2.1.1. Ferramentas Lean ... 15
2.2. Princípios Kaizen ... 16
2.2.1. Gemba ... 17
2.2.2. Eliminação de desperdícios (Muda) ... 18
2.2.3. Envolvimento das pessoas ... 19
2.2.4. Normalização – SDCA e PDCA ... 19
2.2.5. Standard Work ... 20
2.2.6. Standards Visuais ... 21
2.3. Balanceamento de uma linha de produção ... 21
2.3.1. Medição de trabalho ... 22
2.3.2. Curvas de experiência ... 23
2.3.4. Quadro Yamazumi ... 23
2.4. Layout ... 24
2.4.1. Objetivo do Layout ... 25
2.4.2. Etapas para a elaboração de um layout ... 26
2.5. Bordo de Linha ... 26 2.6. Mizusumashi ... 27 2.7. Benchmarking ... 28 2.7.1. Fases do Benchmarking ... 29 2.7.2. Benefícios Benchmarking... 29 2.8. CKD (Complete Knock-Down) ... 29
Capítulo III – Processos de Fabrico Cobus 3001 ... 31
3.1. Cobus 3001 ... 31
3.2. Linha Cobus (CaetanoBus) ... 32
3.3. Secção de Pintura (CaetanoBus)... 33
3.4. Estudo do tempo e tarefas ... 35
3.4.1. Estudo do tempo - Linha COBUS ... 35
7
3.5 Takt Time da Linha de Produção ... 37
3.6. Tempos Standard ... 38
3.6.1. Linha Cobus ... 38
3.6.2. Secção de Pintura... 39
Capitulo IV - Nova Unidade Fabril ... 40
4.1. Layout inicial (China) ... 40
4.2. Número de postos no Layout Final (Linha Cobus) ... 41
4.3. Macro -Tarefas Cobus 3001 C5 ... 42
4.4. Balanceamento das Tarefas por operador (Linha Cobus) ... 43
4.5. Balanceamento das Tarefas por operador (Secção de pintura) ... 45
4.6. Instruções de trabalho (One point Lesson) ... 47
4.7. Definição do Layout da unidade fabril na China ... 49
4.8. Design da Linha 1 (COBUS) na nova unidade fabril ... 50
4.9. Layout da Secção de Pintura ... 51
Capítulo V - Logística interna ... 51
5.1. Bordo de linha ... 51
5.2. Abastecimento ... 52
5.3. Picking ... 54
5.3.1. Materiais a enviar da CaetanoBus em Portugal ... 54
5.3.2. Materiais comprados diretamente na zona da Ásia ... 55
Capítulo VI - Conclusões e Projetos Futuros ... 56
7. Bibliografia ... 58
8
Siglas
CACP – Caetano Components CKD – Complete Know Down
IAPMEI – Instituto de Apoio às Pequenas e Médias Empresas e à Inovação OPL – One Point Lesson
PDCA – Plan, Do, Check, Act PRD - Produção
QAS – Qualidade
SDCA – Standardise , Do, Check, Act SMED – Single Minute Exchange of Die TPM – Total Productive Maintenance TQM – Total Quality Management TPS – Toyota Production System WIP – Work in progress
Abreviaturas
Eq. – Equação Séc. – Século Eng.- Engenharia
9 Índice de figuras
Figura 1 – Cobus C5 3001 14
Figura 2 – Evolução Lean 15
Figura 3 – Divisão funcional Vs Sistema global 17
Figura 4 – Os 7 tipos de Muda 19
Figura 5 – Ciclos PDCA e SDCA 21
Figura 6 - Exemplos de gestão visual 22
Figura 7 – Quadro Yamazumi 25
Figura 8 – Corredor logístico com um sentido 29
Figura 9 – Corredor logístico com dois sentidos 29
Figura 10 – Capacidade de transporte COBUS 3001 Vs Autocarro convencional 32
Figura 11 – Secção 026 (Cobus) na CaetanoBus 33
Figura 12 – Layout da secção 026 (Cobus) na CaetanoBus 33
Figura 13 – Operações na secção de pintura (COBUS 3001 – Standard) 34
Figura 14 – Afetação de tarefas por dia, na secção de pintura (COBUS 3001 – Standard) 34
Figura 15 – Layout da secção de Pintura (CaetanoBus) 36
Figura 16 – Standards de Pintura - Tratamento Inferior 40
Figura 17 – Layout inicial 41
Figura 18 – Número de Postos 43
Figura 19 – Distribuição das operações por dia, na secção de pintura (1 Turno) 47
Figura 20 – Distribuição das operações por dia, na secção de pintura (Final) 48
Figura 21 – Exemplo de OPL 50
Figura 22 – Layout (linha 1) 51
Figura 23 – Layout (secção pintura) 53
Figura 24 – Bordo de linha – posto 1 54
Figura 25 – Flat Rack 40 55
Figura 26 – Hight Cube – 40 56
Figura 27 – Picking de material na nova unidade fabril 57
10
Índice de Quadros
Quadro 1 – Tarefas / Posto /Operador 46
Quadro 2 – Número de operadores Pintura 47
Quadro 3 – Número de operadores Pintura (final) 48
Índice de Gráficos
Gráfico 1 – Número de operadores por posto 44
Gráfico 2 – Percentagem de ocupação por posto 45
11 Capítulo I - Introdução
No âmbito do Mestrado Integrado em Engenharia Industrial e Gestão da Faculdade de Engenharia da Universidade do Porto foi proposta a realização de um projeto, na empresa CaetanoBus, S.A. O desafio proposto foi desenvolver um projeto em ambiente empresarial, aplicando conhecimentos adquiridos ao longo do percurso académico.
1. 1. Apresentação da Empresa 1.1.1. Grupo Salvador Caetano
O Grupo Salvador Caetano surgiu da sociedade criada em 1946 por Salvador Caetano, o seu irmão Alfredo Caetano e Joaquim Martins. Esta sociedade veio a desmembrar-se algum tempo mais tarde, ficando sob a responsabilidade de Salvador Caetano.
Já nas mãos de Salvador, a empresa tornou-se pioneira em Portugal na técnica de construção mista, utilizando perfis de aço e de madeira, no fabrico de carroçarias de autocarros. Em 1955 introduziu também, de forma pioneira, o fabrico de carroçarias integralmente em metal. A empresa conquistou rapidamente a confiança de clientes importantes.
Em 1968, a Salvador Caetano torna-se representante exclusivo da Toyota em Portugal. Um ano depois, em 1971, ergueu a primeira unidade industrial de montagem de automóveis em Ovar, e, em apenas dez anos, atingiu a montagem de 100 mil viaturas. A empresa expandiu-se, primeiro, por todo o país, e posteriormente, pelo estrangeiro.
Em 1966, a Salvador Caetano já tinha adquirido 50 empresas nos mais variados setores de actividade. Foi em 1998 que a Salvador Caetano passou a comercializar marca Premium, Lexus, em Portugal.
1.1.2. CaetanoBus, S.A.
―A CaetanoBus é uma empresa de fabricação de carroçarias e veículos para o transporte público de passageiros‖ (www.caetanobus.pt)
A CaetanoBus foi fundada em 2002 como resultado de uma parceria entre os Grupos Salvador Caetano e Daimler Chrysler que nela participam através das suas representadas Saltano SGPS (74%) e Evobus Portugal (26%), a CaetanoBus integrou na sua estrutura a Divisão Fabril de
12 Gaia, até então pertencente à Salvador Caetano.
Em Janeiro de 2010, o Grupo Salvador Caetano adquiriu a totalidade das ações da empresa alemã e passou a controlar totalmente a CaetanoBus.
Tratando-se de uma empresa com uma história recente, conta, no entanto, com a larga experiência adquirida ao longo de 50 anos de atividade desenvolvida na Divisão Fabril de Gaia. Com uma área de cerca de 150.000 m2, cerca de 50.000 m2 dizem respeito à área fabril. As carroçarias produzidas pela CaetanoBus são montadas sobre chassis de várias marcas e com diferentes especificações, definidas pelos clientes, pelo que o leque de carroçarias abrange segmentos distintos, como são os casos dos segmentos Turismo, Interurbano e Aeroporto.
O destino da maioria dos produtos da empresa é a exportação, salientando-se os mercados Alemão, Inglês e Espanhol
Atualmente, a empresa está numa fase de conquista de novos mercados, nomeadamente os mercados Asiático e do Médio Oriente.
O aumento sustentado da capacidade competitiva, o respeito pelos parceiros de negócio e o gosto pela inovação, são outras caraterísticas da CaetanoBus, uma empresa que se orgulha de ser social e ambientalmente responsável.
1.2. Objetivo do Projeto
Num contexto mundial de crescente globalização e consequente crescimento de competitividade e convergência de mercados, não mais limitados por fronteiras, são exigidas às empresas um aumento dos níveis de serviço, da qualidade e da resposta à necessária redução de preços. As crescentes exigências dos clientes, no final de cadeias de valor, vêem-se reflectidas num subsequente aumento de rigor sobre o desempenho de processos dessas mesmas cadeias. Apenas poderão sobreviver as empresas que, consciencializando-se das novas regras de jogo, se empenharem em desenvolver sistemas de produção flexíveis, capazes de corresponder a crescentes desafios bem como expandir-se para outros mercados.
Neste contexto, a CaetanoBus decidiu envolver-se num projeto de construção de uma nova Fábrica de Carroçarias. A presente dissertação tem como objetivo a definição de um layout para essa nova fábrica, bem como determinar os respetivos fluxos e capacidades produtivas.
13 O objetivo do projeto passa por fazer uso de todo o know how existente na CaetanoBus, identificar possíveis oportunidades de melhoria e fazer benchmarking de todos os processos produtivos.
O projecto de investimento desta unidade fabril vai ser desenvolvido em 3 fases distintas, sendo que a cada uma das fases de investimento corresponde uma linha de produção diferente. Esta dissertação apenas terá em conta a primeira fase de investimento. Nesta fase a empresa propõe-se construir autocarros Cobus 3001, sobre chassis C5.(Figura 1)
Figura 1 – Cobus C5 3001 1.3. Organização e temas abordados
A presente dissertação procura descrever, de uma forma sucinta, os principais aspetos resultantes do trabalho e experiência que decorreu durante um período de 5 meses na CaetanoBus.
No Capítulo I, fez-se uma breve contextualização do problema e apresentação da empresa em estudo, identificando-se os objetivos do projeto.
O Capítulo II faz referência a todos os conceitos teóricos aplicados ao longo desta dissertação. No Capítulo III procede-se a uma análise dos processos produtivos e tarefas inerentes ao fabrico de autocarros Cobus C5 3001 na CaetanoBus, bem como uma análise ao layout existente, atualmente na empresa.
No Capítulo IV apresentam-se as soluções e propostas para o layout da nova fábrica na China. No Capítulo V abordam-se temas como os processos logísticos de abastecimento da nova fábrica.
14 Capítulo II - Revisão da literatura
“There is no magic method. Rather, a total management system is needed that develops human ability to its fullest capacity to best enhance creativity and fruitfulness, to utilize facilities and machines well, and to eliminate all waste.‖
Toyota Production System, by Taiichi Ohno (1988)
Neste capítulo pretende-se rever e sistematizar os conceitos teóricos utilizados nesta dissertação, analisando o aparecimento e a evolução do pensamento Lean e Kaizen, bem como outros conceitos, os seus princípios e principais ferramentas.
2.1. Lean
O termo Lean significa, na língua portuguesa, magro, derivando da filosofia de produção que ficou a dever-se aos desenvolvimentos registados na Toyota, na terceira década do séc. XX.
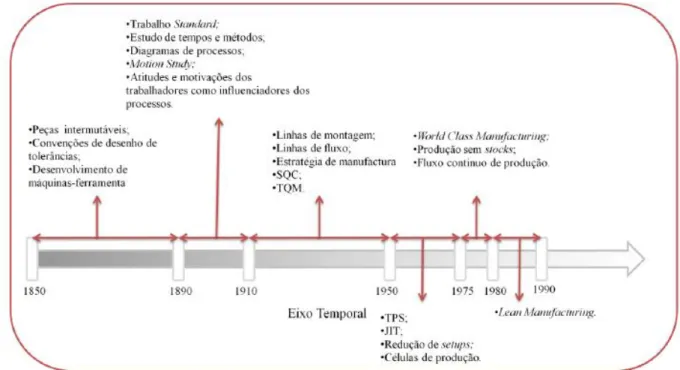
A literatura sugere a origem do Lean, inicialmente conhecido por Lean Manufacturing, no TPS (Toyota Production System). Contudo, a mesma literatura permite verificar que a evolução do conceito já se começara a verificar em tempos anteriores aos do aparecimento do TPS.
Como se pode constatar através desta breve cronologia (figura2), a evolução do pensamento
Lean ao longo do tempo foi acontecendo motivado pelas diferentes situações
sócio-económico-políticas e por diferentes intérpretes.
Figura 2 – Evolução Lean Fonte: Carvalho 2010, p.12
15 O core do pensamento Lean está amplamente ligado ao Toyota Production System (TPS).
A filosofia Lean para a produção baseia-se no conjunto de atividades, desde os fornecedores até ao cliente, para se atingir um produto final com o mínimo Lead Time possível reduzindo o inventário de matérias-primas, Work-In-Process (WIP), e de produtos acabados. Lean, é uma forma sistémica de abordagem, que visa a eliminação de todo o desperdício (atividades que não acrescentam valor ao produto final), através de uma filosofia de melhoria contínua.
(Jacobs, et al. 2006). 2.1.1. Ferramentas Lean
O pensamento Lean, mais do que as suas diretrizes de mudança de paradigmas, fornece uma miríade de ferramentas.
As principais ferramentas são:
1. Value Stream Mapping (Mapeamento do Fluxo de Valor)
2. Metodologia 5S
3. Heijunka
4. Poka-yoke
5. Kanban
6. Kaizen
7. TQM – Total Quality Management 8. Padronização de tarefas (Standard Work)
9. TPM – Total Productive Maintenance
10. Técnica dos 5 Porquês (5 WHY‟s)
11. Andon – Gestão visual
12. SMED
(Carvalho, 2010)
16 2.2. Princípios Kaizen
Segundo Coimbra (2009), a filosofia Kaizen baseia-se em três princípios fundamentais, são eles: o Processos conduzem a resultados
O desempenho das organizações está directamente ligado aos resultados obtidos. Desta forma, a obtenção de resultados positivos será o culminar de processos consistentes.
o Não culpar e não julgar
Os recursos humanos desempenham um papel fundamental nas organizações, são esses mesmos recursos que funcionam como motor da empresa, sendo que muitas vezes serão estes os responsáveis pela introdução e implementação de melhorias na organização. Sendo assim, uma vez detetado um problema, este deve ser sempre entendido como uma oportunidade de melhoria. Ter sempre presente que culpar ou julgar responsabilidades, irá condicionar negativamente o desempenho de operadores, bem como poderá condicionar futuramente a comunicação e resolução de problemas futuros.
Julgar e culpar leva a um ambiente de medo e falta de confiança, enquanto a concentração no problema e não na pessoa leva à criação de uma relação aberta, transparente e de confiança.
o Sistemas globais
A organização deve ser encarada num contexto global. Deve-se evitar o conceito de divisões funcionais dentro da organização. Deve-se privilegiar a comunicação e cooperação entre as diversas áreas funcionais. A perspectiva integral pretende o fluxo de informação e a otimização do desempenho de qualquer processo, segundo a sua função no conjunto em que se insere.
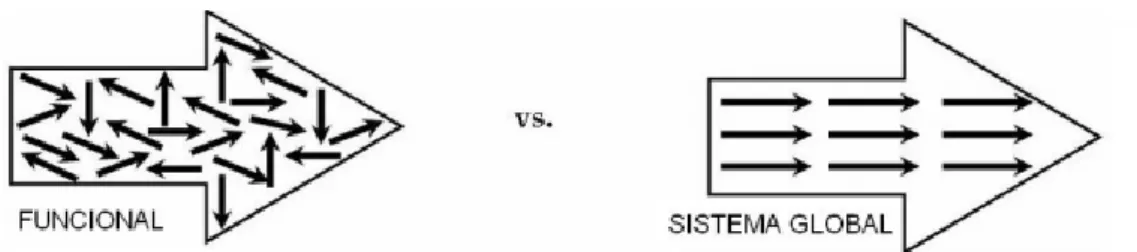
Como se pode observar na figura 3, ―A divisão funcional leva na verdade à criação de grupos dentro da própria organização, que tentam otimizar o seu desempenho de acordo com os seus próprios objectivos. Como resultado criam-se ―ilhas‖ isoladas com pouca comunicação e muitas vezes em conflito. Além disto, a otimização das partes não corresponde a maior parte das vezes à otimização do todo. Surge muitas vezes a necessidade de se criar soluções de compromisso, em que prejudicamos uma das partes para obter o bom do todo.‖ (Oliveira 2010, p.8)
Figura 3 – Divisão funcional Vs Sistema global Fonte: Oliveira 2008, p.8
17 2.2.1. Gemba
Gemba é um termo japonês que significa "lugar verdadeiro" e é o lugar onde se cria valor. (Imai,
1996).
Os métodos de ―Gemba Kaizen” têm como finalidade desenvolver um trabalho em grupo para identificar os problemas e suas causas, propondo soluções, aplicando as melhorias, criar padrões processuais e acompanhar os resultados para garantir as metas estabelecidas (Silva et al, 2008). Imai (1996) defende que o Gemba é o espelho do trabalho dos gestores, a qualidade do seu trabalho reflete-se na forma como as pessoas trabalham, por isso é no gemba que se deve passar uma parte considerável de tempo. A melhor forma de analisar um problema ou de compreender uma operação é analisando essa operação no Gemba. Quando um problema ocorre ou quando planeamos melhorias deve-se recolher os dados diretamente do Gemba e é com base nessas informações que se devem tomar decisões.
A “gestão Gemba” apresenta regras que devem ser seguidas para alcançar o sucesso, que são:
o Quando surgir um problema, ir ao Gemba - Não tentar resolver o problema por ―controlo remoto‖. Quando Taiichi Ohno, da Toyota, se apercebia que um gestor estava distanciado da sua fábrica, levava-o até lá, desenhava um círculo no chão e fazia com que o supervisor ali permanecesse até que ficasse mais consciente acerca do que se passava no terreno das operações.
o Verificar os Gembutsu - Dá-se o nome de gembutsu aos itens tangíveis do Gemba — uma máquina avariada, produtos devolvidos ou um cliente insatisfeito. Se uma máquina se avariar, não se deve convocar uma reunião para identificar os próximos passos a tomar. Deve-se verificar o que se passa com a máquina e passar à ação.
o Adotar soluções temporárias - Se o problema não for passível de solução imediata, deve-se tentar remediar a situação da maneira mais adequada e possível.
o Encontrar a raiz do problema - Depois de se remediar o problema, identificar as causas.
o Estabelecer um padrão de procedimentos - Quando um problema for resolvido, o novo procedimento deve ser padronizado para evitar que volte a surgir o mesmo problema. (Iman,1987)
18 2.2.2. Eliminação de desperdícios (Muda)
O termo Muda significa desperdício. Este é um conceito muito importante na filosofia Kaizen, pois diz respeito a toda a actividade que não acrescente valor ao produto (o conceito de valor deve ser definido de acordo com as especificações do cliente).
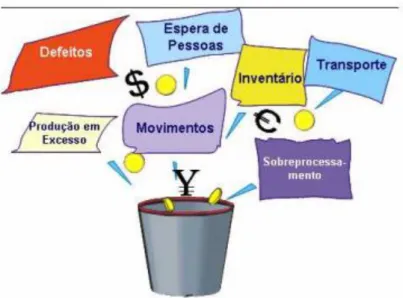
Segundo Coimbra (2009), existem 7 diferentes tipos de Muda (figura 4), são eles: 1. Defeitos (qualidade interna ou falhas externas)
2. Espera de Pessoas; 3. Movimento de Pessoas; 4. Sobre processamento; 5. Espera de Materiais; 6. Movimento de Materiais; 7. Excesso de Produção.
Figura 4 – Os 7 tipos de Muda Fonte: Sotto-Mayor 2007, p.7
1. Defeitos – a falta de controlo de qualidade, leva a um excesso de produção de peças defeituosas.
2. Espera de pessoas os operadores estão muitas vezes parados. Estas paragens são causadas por diversos problemas como mau balanceamento, falta de material, mudanças de trabalho, avarias, etc.
19 3. Movimentação de Operadores – toda a movimentação de operadores que não seja
indispensável às tarefas que lhe estão atribuídas deve ser minimizada.
4. Sobre processamento – a falta de normalização e controlo do processo, resulta em operações excessivas num determinado processo.
5. Espera de materiais – ter produtos em stock é um sintoma de produção em excesso. Enquanto o material está em stock, ele não acrescenta qualquer valor ao produto. Isto deve ser considerado um desperdício.
6. Movimento de materiais – esta atividade, embora muitas vezes necessária, não acrescenta valor, e deve ser minimizada, uma vez que leva a perda de tempo, necessidade de localização e sincronização, necessidade de meios de transporte, etc.
7. Excesso de produção – produzir em excesso é tão mau como produzir a menos. Deve ser produzido unicamente o que o cliente deseja, de acordo com um plano de produção, previamente definido.
Um dos objetivos pré definidos das organizações deve ser eliminar ao máximo os Muda´s.
2.2.3. Envolvimento das pessoas
No decorrer do processo Kaizen é importante o envolvimento do maior número de pessoas, desde os operadores à administração, para que seja mais fácil a aceitação das mudanças decorrentes das ações Kaizen. Todas as pessoas da empresa, a começar pela gestão de topo e a acabar no simples operador, têm hábitos para melhorar.
Melhorar através de Kaizen implica que todos estejam envolvidos na eliminação de desperdício e todos estejam alinhados com os objetivos de melhoria (Jacobs,et al. 2009).
2.2.4. Normalização – SDCA e PDCA
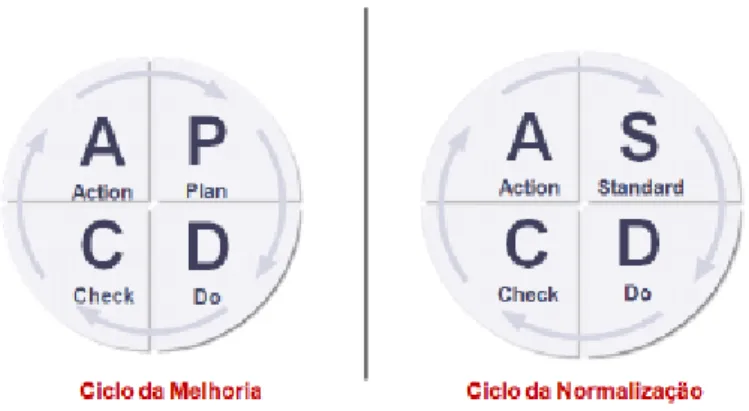
Os ciclos SDCA (Standardise, Do, Check, Act) e PDCA (Plan, Do, Check,Act) permitem estabelecer modelos de ciclos de normalização e criação de estabilidade de processos e modelo de ciclos de criação de ações de melhoria e consequente implementação para o desenvolvimento de uma organização.(figura 5)
De forma geral, a filosofia Kaizen estabelece que antes de se poder agir de forma efetiva no sentido da implementação de melhorias, deve ser assegurada a estabilidade dos processos existentes.
20 É fundamental que os novos standards estejam bem implementados e transformados num hábito. Os standards devem ser auditados, regularmente, no Gemba. Se se verificar algum desvio, será necessário completar o ciclo SDCA, e agir em conformidade, de forma a melhor o standard. O ciclo SDCA não deixa a organização esmorecer e cair na rotina, procura-se constantemente oportunidades de melhoria em todos os processos.
O processo de melhoria não deve ter fim, deve ser criada nas pessoas o conceito de melhoria contínua e desafiar as pessoas a fazer sempre melhor (Coimbra 2009).
Figura 5 – Ciclos PDCA e SDCA Fonte: Quelhas 2009, p.8 2.2.5. Standard Work
O Standard Work não é mais do que a normalização dos postos de trabalho, eliminando todas as ações que não acrescentam valor ao processo e portanto consideradas desperdício dos operadores.
Coimbra (2009), acrescenta que o Standard Work, é o desenvolvimento de normas de trabalho que representam a melhor forma conhecida de efetuar esse mesmo trabalho.
Isto implica criar uma disciplina de trabalho, que permite minimizar as movimentações do operador, para que as tarefas sejam executadas no menor tempo possível, eliminando o Muda. A implementação de Standard Work segue cinco passos, que passam pelo desenvolvimento do trabalho no Gemba:
1. Definição de objectivos de melhoria 2. Estudo do trabalho
3. Melhorar o trabalho 4. Normalizar o trabalho 5. Treino de operadores
21 2.2.6. Standards Visuais
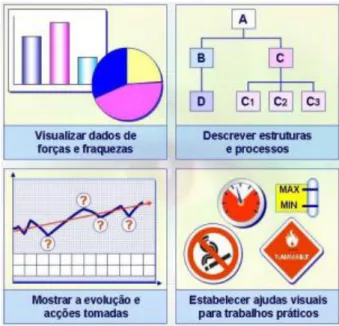
O princípio de utilização de standards visuais,tal como se pode ver na figura 6 tem implícito o conceito de que ―uma imagem vale mais do que mil palavras‖ e que a melhor forma de executar uma qualquer tarefa, é seguir um determinado procedimento, previamente definido.
Coimbra (2009), defende que um standard, baseado em figuras e desenhos, é muito mais facilmente assimilado, ao contrário de standards baseados em texto.
Figura 6 – Exemplos de gestão visual Fonte: Oliveira 2008, p.12
2.3. Balanceamento de uma linha de produção
O balanceamento de linha interfere diretamente no layout dos equipamentos de produção, bem como na disposição do stock de matérias – primas e materiais acabados.
Segundo Assis (2011), balancear uma linha de produção significa distribuir todas as tarefas necessárias à produção de determinado produto pelos postos de trabalho definidos.
São os clientes que determinam o ritmo de produção. E é, de acordo, com este ritmo que se efetua o balanceamento da linha de produção (Davies 2009; Rocha 2010).
Para definir o ritmo de produção usa-se o conceito de Takt time: 𝑇 =𝑇𝑑
𝑃 Em que,
22 𝑇 = 𝑡𝑎𝑘𝑡 𝑡𝑖𝑚𝑒;
𝑇𝑑 = 𝑡𝑒𝑚𝑝𝑜 𝑑𝑖𝑠𝑝𝑜𝑛í𝑣𝑒𝑙 𝑝𝑎𝑟𝑎 𝑝𝑟𝑜𝑑𝑢çã𝑜 ( 𝑜𝑟𝑎𝑠 𝑑𝑒 𝑡𝑟𝑎𝑏𝑎𝑙𝑜); 𝑃 = 𝑝𝑟𝑜𝑐𝑢𝑟𝑎.
Assis (2010) salienta o fato de ser fundamental o nivelamento da produção, dado que um correto nivelamento assegura que a carga produtiva é distribuída, de modo uniforme, pelos postos de trabalho e respetivos operadores.
2.3.1. Medição de trabalho
Segundo Jacobs, et al. (2006), o principal objetivo da Medição de Trabalho é de definir standards de trabalho.
Os métodos de medição de tempo para a definição de standards, dividem-se em duas categorias: 1. Métodos de observação (direto)
2. Métodos indiretos
Nos métodos diretos para o estudo do tempo, utiliza-se um cronómetro de forma registar o tempo efetivo que uma operação demora. Já no método indireto, recorre-se à amostragem aleatória, o que implica registar tempos de observações aleatórias de uma pessoa ou equipa a trabalhar (Jacobs, et al. 2006).
O método direto é o mais utilizado, sendo que neste método o estudo do tempo é normalmente efetuado com um cronómetro, e o trabalho a ser analisado deverá ser separado em elementos ou tarefas mensuráveis em que cada um é cronometrado de forma individual.
Jacobs, et al. (2006), defendem que na separação do trabalho em tarefas deve-se ter em conta o seguinte:
1. Cada tarefa não deve ser demasiadamente prolongada, mas deve durar o tempo suficiente para que possa ser cronometrada e registada;
2. Se um operador trabalhar com equipamento que funciona independentemente, as ações do operador e do equipamento deverão ser separadas em diferentes elementos;
3. Eventuais atrasos por parte do operador ou do equipamento deverão ser considerados elementos separados.
A maneira mais eficaz e precisa, de fazer o registo da duração das tarefas é realizar vários registos e calcular a média. No entanto, mesmo assim os tempos podem ainda não ser totalmente fidedignos, devido à variabilidade de velocidade de execução das tarefas dos diferentes operadores, pelo que se torna necessário inserir um índice de desempenho (𝑬𝒒. 1), de forma a normalizar a duração das tarefas (Jacobs, et al. 2006).
23 𝑇𝑒𝑚𝑝𝑜 𝑛𝑜𝑟𝑚𝑎𝑙 = 𝑡𝑒𝑚𝑝𝑜 𝑐𝑟𝑜𝑛𝑜𝑚𝑒𝑡𝑟𝑎𝑑𝑜 × 𝑓𝑎𝑡𝑜𝑟 𝑑𝑒 𝑑𝑒𝑠𝑒𝑚𝑝𝑒𝑛𝑜 (𝑬𝒒. 1)
Uma vez obtido o tempo normal é necessário somar um fator de compensação, relacionado com necessidades pessoais (idas ao WC, pausas para café), atraso inevitável (atrasos de material) e fadiga do colaborador (física e mental).
A equação 𝑬𝒒. 2 é frequentemente utilizada quando se atribui uma compensação por cada tarefa. 𝑇𝑒𝑚𝑝𝑜 𝑠𝑡𝑎𝑛𝑑𝑎𝑟𝑑 = 𝑡𝑒𝑚𝑝𝑜 𝑛𝑜𝑟𝑚𝑎𝑙 × (1 + 𝑐𝑜𝑚𝑝𝑒𝑛𝑠𝑎çõ𝑒𝑠) (𝑬𝒒. 2)
No caso de se atribuir compensações ao período de trabalho total, deverá usar-se a equação 𝑬𝒒. 2.
𝑇𝑒𝑚𝑝𝑜 𝑠𝑡𝑎𝑛𝑑𝑎𝑟𝑑 =1−𝑐𝑜𝑚𝑝𝑒𝑛𝑠𝑎çõ𝑒𝑠𝑡𝑒𝑚𝑝𝑜 𝑛𝑜𝑟𝑚𝑎𝑙 (𝑬𝒒. 3)
2.3.2. Curvas de experiência
Através das curvas de experiência é possível verificar qual a relação entre o tempo produtivo unitário e o número acumulado de unidades produzidas (Jacobs, et al 2006).
Estas curvas são de grande aplicabilidade prática em ambientes de produção repetitiva de produtos em que muitas operações apresentam uma forte componente de trabalho manual e tanto se aplicam a operadores individualmente, como à organização no seu todo (Assis 2011).
São três os pressupostos inerentes às curvas de experiência:
1. A quantidade de tempo necessária para se realizar uma tarefa ou unidade de um produto diminui à medida que a tarefa é repetida;
2. A unidade de tempo diminui a uma taxa sempre decrescente; 3. A redução de tempo seguirá um padrão previsível.
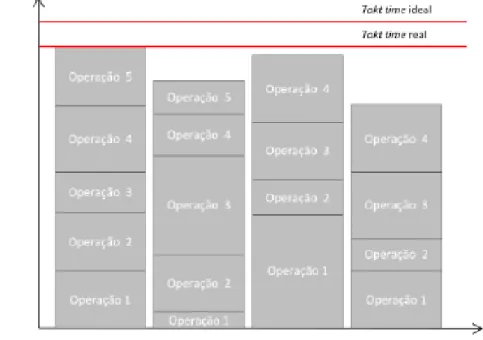
2.3.4. Quadro Yamazumi
Yamazumi é a palavra japonesa que pressupõe empilhar. Este conceito foi desenvolvido pela
Toyota e permite balancear as tarefas segundo um conceito Lean. Através dos quadros
Yamazumi, podemos de forma visual identificar onde se concentram os Muda´s. Como se pode
24 acordo com a sua duração, e são alocadas aos operadores, até a duração total por operador atingir o takt time (Gomes 2008).
Figura 7 – Quadro Yamazumi Fonte: Madureira 2011, p.12
No eixo horizontal estão representados os colaboradores, e no vertical o tempo, em que: 𝑡𝑎𝑘𝑡 𝑟𝑒𝑎𝑙 = 𝑡𝑎𝑘𝑡 𝑖𝑑𝑒𝑎𝑙 − 𝑡𝑒𝑚𝑝𝑜 𝑐𝑜𝑚𝑝𝑒𝑛𝑠𝑎çõ𝑒𝑠
2.4. Layout
O layout de instalações industriais é a disposição de recursos de produção e sua interação num determinado espaço. Lee (1998) afirma que o layout pode ser a essência da produção eficiente, desde que se tenha em conta todas as estações de trabalho, do qual resulte um ambiente onde se integrem pessoas, serviços, produtos, informações e tecnologia. O layout determina como os materiais, pessoas e informação fluem durante o processo produtivo.
O processo de produção tem demasiadas perdas que podem ser minimizadas ou reduzidas com a otimização de layout.
Yang et al., (2000) afirmam que um projeto de layout fabril tem um impacto significante na performance da empresa e afeta diretamente os seus resultados, sendo decisivo para a sua sobrevivência no mercado competitivo mundial.
25 O estudo de layout é extremamente importante uma vez que garantimos a escolha certa para dar mais agilidade aos processos. Segundo Hajri-Gabouj (2007), a disposição de recursos de produção numa instalação afeta diretamente os custos de produção e a produtividade. Uma alocação de recursos racional contribui significativamente para o aumento da eficiência das operações e reduções dos custos de movimentação.
A definição de um Layout adequado aos processos inerentes de uma empresa,pode revelar-se fundamental para o seu sucesso. Um layout planeado corretamente, influencia diretamente os custos de produção, produtividade e o prazo de entrega do produto final. Tudo isto influencia o desempenho e competitividade da empresa.
O layout é uma ferramenta indispensável para a excelência dos produtos, pois permite eliminar as falhas e desordens que poderiam ocorrer durante todo o processo produtivo, levando a melhorias na produtividade e na distribuição dos produtos, garantindo assim um desempenho que permite criar vantagens competitivas.
2.4.1. Objetivo do Layout
Os objetivos básicos de um layout são:
a) Fornecer a suficiente capacidade de produção; b) Reduzir o custo do manuseamento de matérias; c) Adequar-se as restrições do lugar e do prédio; d) Garantir espaço para as máquinas de produção;
e) Permitir elevada utilização e produtividade da mão-de-obra, das máquinas e do espaço; f) Garantir espaço para os balneários e outros cuidados pessoais dos operadores;
g) Garantir segurança e saúde para os empregados; h) Permitir facilidade de supervisão e manutenção;
i) Atingir os objetivos com o menos investimento de capital; j) Promover carga e descarga eficiente de veículo de transporte; k) Permitir facilidade de contagem e de registro de stock; l) Proporcionar conforto e conveniência para o cliente; m) Fornecer um ambiente atraente para os clientes; n) Promover a comunicação entre as áreas de trabalho. (Martins, Laugeni 2000)
26 2.4.2. Etapas para a elaboração de um layout
Conforme Martins, Laugeni (2000), as principais etapas para a elaboração de um layout são: a) Determinar a quantidade a produzir;
b) Planear o todo e depois as partes; c) Planear o ideal e depois o prático; d) Seguir a sequência:
o Local;
o Layout global; o Layout detalhado
o Implantar e reformular sempre que necessário (até onde for possível). e) Calcular o número de máquinas;
f) Selecionar o tipo de layout e elaborar o layout considerando o processo e as máquinas; g) Planear o edifício;
h) Desenvolver instrumentos que permitam a clara visualização do layout; i) Utilizar a experiência de todos;
j) Verificar o layout e avaliar a solução; k) Vender layout;
l) Implementar;
m) Definir os objetivos (qualidade, quantidade); n) Estabelecer como atingir os objetivos;
o) Conhecer a distância apropriada entre as máquinas, as larguras, os corredores de circulação, a altura do prédio, entre os outros;
p) Reservar áreas pensando em possíveis alterações; q) Verificar a ventilação, iluminação, higiene e segurança.
(Martins, Laugeni 2000) 2.5. Bordo de Linha
O bordo de linha é o termo utilizado para representar o que está junto à linha de montagem, como as estantes e os materiais. Devem ser dados aos operadores da produção as melhores condições de forma a:
o Reduzir os tempos de pegar nas peças; o Eliminar as operações penosas;
27 o Eliminar paragens por falta de abastecimento;
o Eliminar as operações inúteis; o Criar uma boa gestão visual; o Criar trabalho normalizado;
o Reduzir o tempo de mudança de série.
Todas as peças necessárias para a montagem do material devem estar no bordo de linha, dispostas por referências únicas e fixas. Os tempos de abastecimento devem ser curtos, garantindo uma rápida mudança de série, em pequenas quantidades (as paletes devem ser eliminadas do bordo de linha, melhorando assim a ergonomia dos postos, e de modo a não existirem paragens resultantes de falta de abastecimento).
O abastecimento através de pequenas quantidades garante a diminuição da percentagem de defeitos pois só existe um nível de componentes arrumados, individualmente, cada um no seu lugar. O trabalho dos operadores é facilitado pois é mais fácil retirar as peças de pequenos contentores, muito mais ergonómicos e leves. Há ainda ganho em espaço, pois pequenos contentores significam pouca área de passagem e ocupação.
Devem ser dadas aos operadores de abastecimento as melhores condições para: o Eliminar os deslocamentos em vazio;
o Eliminar os deslocamentos difíceis e penosos; o Normalizar o trabalho do abastecedor;
o Reduzir o tempo de mudança de série.
No bordo de linha devem ser tidos em conta os seguintes aspetos:
o Melhoria da eficiência do posto de trabalho (aumento do número de peças/hora); o Redução de grandes volumes;
o Redução de tempos de operação;
o Ganhos na simplificação do trabalho de picking; o Redução das operações pouco frequentes; o Redução das operações complementares.
Ao se produzir através de lotes pequenos, não só o tempo de ―não processo” é diminuído, como também o controlo de qualidade se torna mais fácil. Os defeitos são mais facilmente descobertos e problemas de qualidade repetidos são mais fáceis de evitar. (Neves, 2009)
2.6. Mizusumashi
28 logístico interno, movimentar materiais e informação na fábrica. Este operador usa um tempo de ciclo e uma rota normalizada (Coimbra, 2009). Ainda e, segundo o mesmo autor, este ciclo também pode ser chamado de pitch time, e deve ser múltiplo do Takt time.
O mizusumashi será responsável por levar para a linha, através de circuitos padronizados, o que é necessário, quando é necessário, na quantidade e na qualidade certa, just-in-time.
Como esta operação é considerada desperdício, dado que não acrescenta valor ao produto final, o transporte deve ser efetuado de preferência em lotes reduzidos, com ciclos frequentes e de forma confiável (Neves 2009).
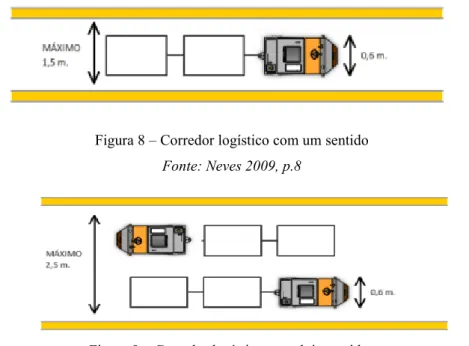
o Corredores logísticos
Os corredores logísticos para o mizusumashi podem ter um ou dois sentidos de acordo com as figuras seguintes:
Figura 8 – Corredor logístico com um sentido Fonte: Neves 2009, p.8
Figura 9 – Corredor logístico com dois sentidos Fonte: Neves 2009, p.9
2.7. Benchmarking
Balm (1995), define benchmarking como um processo pelo qual uma organização compara, de modo contínuo os seus processos, produtos e serviços com os das melhores organizações do mundo que desempenham as mesmas funções ou funções similares. Com base nesta análise introspectiva, as organizações planeiam e estimulam possíveis melhorias em toda a empresa, uma vez que lhes permite vislumbrar oportunidades e ameaças competitivas.
Benchmarking, segundo Camp, (s.d.) é um ―processo contínuo de avaliação de produtos,
29
líderes”.
2.7.1. Fases do Benchmarking
A implementação de Benchmarking depende dos recursos disponíveis, dos prazos fixados, das fontes de informação e do seu objetivo (Grupo Know-How, 1997). No entanto, como em todos os processos é necessário seguir várias fases e regras.
Maximiano (2002) defende a existência de 5 etapas no processo de benchmarking:
o Planeamento - definir quais serão as melhores práticas a serem pesquisadas e, posteriormente, copiadas;
o Análise - processo de colheita, estudo e interpretação dos dados;
o Integração - as informações resultantes são utilizadas para definir as modificações a serem realizadas no produto ou processo que foi comparado.
o Ação - Implementação das modificações necessárias, seja no produto, seja no processo, para melhorar o desempenho da organização.
o Maturidade - Após a implementação das modificações e o seu melhoramento contínuo a empresa encontra-se na fase de maturidade.
2.7.2. Benefícios Benchmarking
A implementação do método Benchmarking apresenta diversas vantagens quando é desenvolvido seguindo regras e quando há um controlo atento, desde o planeamento até à sua implementação. Segundo o Instituto de Apoio às Pequenas e Médias Empresas e à Inovação (IAPMEI), os benefícios da sua implementação são:
o Introduzir novos conceitos de avaliação;
o Melhorar o conhecimento da própria organização; o Identificar áreas que devem ser objecto de melhorias; o Estabelecer objectivos viáveis e realistas;
o Criar critério de prioridade no planeamento;
o Favorecer um melhor conhecimento dos concorrentes e do nível competitivo do mercado; o Aprender com os melhores.
2.8. CKD (Complete Knock-Down)
O termo CKD, diz respeito ao conjunto de partes automóveis criadas geralmente por uma unidade fabril ―matriz‖, para exportação e posterior montagem dos veículos nos países recetores
30 destes kit´s, em geral trata-se de fábricas menores ou de baixa produção.
Esta é uma prática comum na indústria automóvel e na indústria de autocarros. As empresas vendem kit´s para as suas filiais no estrangeiro por várias razões:
o Ganho de dimensão da própria empresa responsável pela produção dos kit´s; o Evitar imposto de exportação;
o Receber incentivos fiscais para a prestação de empregos na indústria local.
Por norma este tipo de soluções é aplicado em países em desenvolvimento onde a mão-de-obra é mais barata e acessível. (Oliveira, 2007)
31 Capítulo III – Processos de Fabrico Cobus 3001
Neste capítulo, proceder-se-á a uma análise dos principais processos inerentes ao fabrico do modelo Cobus 3001, na CaetanoBus.
A empresa CaetanoBus fabrica carroçarias para autocarros desde a estrutura até à entrega ao cliente com tipos diferentes de chassis consoante o modelo e especificação do cliente.
Uma tomada de decisão estratégica neste projeto foi o fato de se optar por, nesta fase inicial, que corresponde à primeira fase de investimento, recorrer a kit´s CKD´s, ou seja, optou-se por se proceder, apenas, à montagem das unidades na nova fábrica, sendo que todos os processos produtivos seriam efectuados na CaetanoBus. Posteriormente, proceder-se-ia ao envio dos materiais necessários à montagem das unidades em kit´s CKD, para a nova unidade fabril na China.
Conforme já referenciado no presente relatório, nesta fase inicial, só serão construídos modelos Cobus 3001 sobre chassis C5.
3.1. Cobus 3001
O modelo Cobus é um autocarro desenvolvido com o objetivo de servir o transporte de passageiros dentro dos aeroportos, de forma a permitir a diminuição do tempo entre check-in e embarque e, entre a aterragem e o levantamento de bagagens. Este modelo de autocarro não requer as mesmas características de segurança e robustez que outros modelos, dado que o risco de acidente ou choque é muito reduzido.
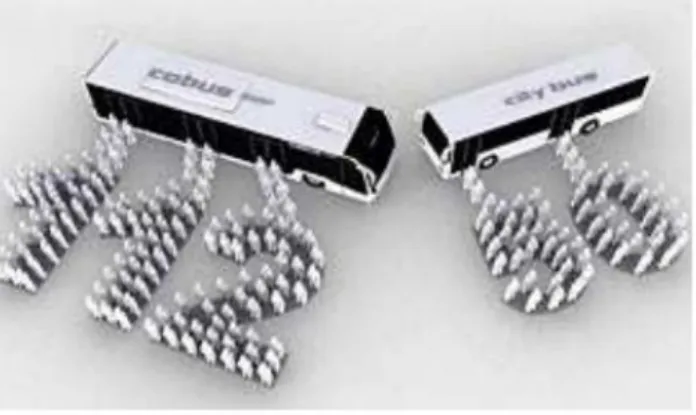
O principal modelo desta gama de autocarros é o Cobus 3001, que assegura viagens de forma eficiente, rápida e segura, tendo uma capacidade para transporte de passageiros muito superior a um autocarro convencional.(figura10)
Figura 10 – Capacidade de transporte COBUS 3001 Vs Autocarro convencional Fonte: Oliveira 2007, p.10
32 3.2. Linha Cobus (CaetanoBus)
Na CaetanoBus, o modelo Cobus é montado numa secção dedicada, exclusivamente a este modelo. Pode-se dividir o processo produtivo do Cobus em quatro etapas principais (figura 11):
o Montagem de estrutura; o Pintura; o Acabamentos; o Inspecção da Qualidade. o Produção (PRD) o Pintura o Qualidade (QAS)
Um dos problemas identificados, de imediato, foi o fato de muitas vezes serem necessárias intervenções nas unidades já depois de estas saírem de linha. Essas intervenções eram realizadas fora da secção, numa zona exterior, devido à falta de espaço para a criação de um posto dedicado a essas intervenções.
Outro grande problema, é que nos postos finais da linha, PRD, QAS e Pintura são obrigadas a trabalhar em paralelo, o que muitas das vezes cria alguma insatisfação nos operadores, pois torna-se mais complicado efetuar o seu trabalho dentro dos padrões pretendidos.
P1-P4 Estruturas P5-P8 Acabamentos
P9 Preparação 2ª Fase Pintura
P10 Limpeza (PRD) e Inspecção (QAS) P11 Relatórios (PRD) e Certificação (QAS)
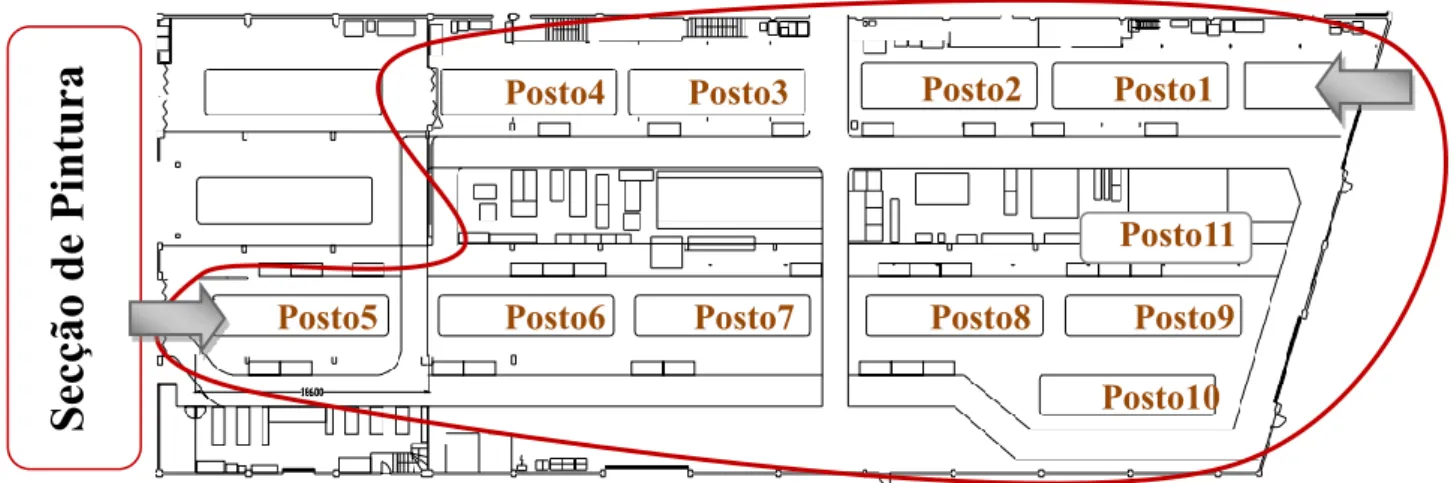
33 Figura 12 – Layout da secção 026 (Cobus) na CaetanoBus
3.3. Secção de Pintura (CaetanoBus)
Ao contrário das outras secções, que são balanceadas de acordo com o takt time pretendido, a secção de pintura, funciona, invariavelmente, segundo um takt time de 8 horas, no entanto esta secção é a única que trabalha em três turnos na CaetanoBus. Sendo que:
o O primeiro turno das 7h30 às 16h30; o O segundo turno das 16h30 às 24h0; o O terceiro turno das 24h00 às 7h30.
De salientar, que no terceiro turno apenas se fazem tarefas relativas à segunda fase de pintura (repintura de unidades).
Na figura seguinte encontra-se representado o fluxo de processos da secção de pintura, relativamente aos modelos Cobus.
Figura 13 – Operações na secção de pintura (COBUS 3001 – Standard)
Tal como se pode observar na figura seguinte, a atual afetação de tarefas por turno de trabalho das operações na secção é o seguinte:
Secção 26 - Estrutura Secção 26 - Acabamento s Preparação para primário Aplicação de primário e
sub-capa Lixagem Esmalte Remate Inspeção inferior
1 2 3 4 5 6
Posto1 Posto2
Posto3 Posto4
Posto5 Posto6 Posto7 Posto8 Posto9
Posto10 Posto11
Secção
de
Pint
ura
34 Figura 14 – Distribuição da afetação de tarefas por dia, na secção de pintura (COBUS 3001 – Standard) Segue-se uma breve descrição das tarefas que ocorrem na secção de pintura, relativamente ao modelo COBUS.
1. Preparação para primário (Cabine 10) - Lixagem e passagem de desengordurante nas chapas da carroçaria.
2. Aplicação do primário (Cabine 3) - Nova aplicação à pistola do tratamento com posterior cozedura na estufa durante 60 minutos a 60º C.
Aplicação de sub-capa (Cabine 2) - Aplicação de uma camada, à pistola, após passagem de diluente celuloso para o desengorduramento da carroçaria e da tela tack rag (tela que ajuda a remover pós ou outras pequenas partículas da superfície). De seguida aplica-se de uma camada de tinta preta para que, após lixagem, se consiga ver qualquer cavidade na superfície. O processo acaba com a cozedura em estufa a 60° C durante 60 minutos.
3. Lixagem (Posto 1) - Após a aplicação da camada de sub-capa a superfície da carroçaria ainda contém irregularidades indesejáveis para aplicação do esmalte. Realiza-se então nova lixagem de toda carroçaria, aplicado betume nos locais com irregularidades.
4. Esmalte (Cabine 5) - Procede-se ao desengorduramento de toda a carroçaria. É passada tela tack rag e após passagem de ar comprimido é aplicado à pistola duas demão de esmalte, intercaladas por um período de tempo de aproximadamente 15 minutos para que a tinta assente. Seca em estufa a 60º C durante de 60 minutos.
1 2 3 4 5 6 Preparação para primário Aplicação de primário e sub-capa Lixagem Esmalte Remate Inspeção inferiopr 1º Turno 2º Turno 1º Turno 2º Turno 1º Turno 2º Turno 1º Dia 2º Dia 3º Di a
35 5. Remate (Cabine 2 ou 3) - Isola-se com papel, fita de papel e fita adesiva, todas as zonas que não vão ser pintadas para, posteriormente se aplicar epoxy negro à pistola nos espaços entre tampas, entre estas e as chapas, interiores das tampas, nos componentes internos e dentro da carroçaria. Após secagem, é feito um novo isolamento para pinturas de remate. O processo finaliza com aplicação de verniz nas zonas pintadas e com cozedura em estufa a 60º C durante 1 hora.
6. Inspeção Inferior (Posto 4) - Isolamento dos componentes do motor e interior de tampas. Lavagem e aplicação de anticorrosivo epoxy. Aplicação de preto à pistola nas zonas laterais e FT-90 (produto anti-gravilha) nas cavas das rodas com carroçaria no chão. Levantamento do autocarro, isolamento de todo o chassis e aplicação de FT-90 nas partes inferiores da carroçaria.
Na figura seguinte podemos observar como se dispõem os postos e cabimes da secção de pintura da CaetanoBus.
Figura 15 – Layout da secção de Pintura (CaetanoBus)
3.4. Estudo do tempo e tarefas
Nesta secção, pretendeu-se fazer um levantamento de todas as tarefas necessárias à produção de uma unidade Cobus 3001 (posto a posto), bem como os respetivos tempos de produção.
3.4.1. Estudo do tempo - Linha COBUS
Na CaetanoBus, há algum tempo que existe a normalização de tarefas, o que permitiu nos últimos anos aumentar a produtividade das diferentes secções. Na secção 26 (Cobus), essa
36 normalização de tarefas existe para vários modelos de Cobus, nomeadamente para o Cobus 3001, mas sobre chassis BF (Mercedes), no entanto para o modelo Cobus 3001 C5, não existia essa normalização de tarefas, visto que em linha ainda só tinham sido produzidos um modelo protótipo e um modelo pré-série. Sendo assim, foi necessário criar um procedimento que levasse à normalização das tarefas por posto.
Um dos problemas que poderia afetar a identificação e normalização das tarefas era o facto de, no plano de produção não existir nenhum modelo Cobus 3001 C5, e por conseguinte, não ser possível realizar a medição de trabalho de acordo com as abordagens teóricas. O método mais usual no registo de tempos de trabalho, é o método de observação (direto). Esse método pressupõe um registo de tempo recorrendo a um cronómetro, em que o trabalho a ser analisado deve ser separado em tarefas, de modo a poder ser cronometrado de forma individual. Como não iria estar em produção uma unidade Cobus C5 3001, seria impossível realizar um acompanhamento segundo este método.
Foi então necessário criar uma estratégia para fazer o levantamento de todas as tarefas por posto, e respetivos tempos de produção, de modo a que fosse possível criar os standards de produção. Essa estratégia desenrolou-se em várias fases, sendo elas as seguintes:
1. Como já existiam standards de produção para um modelo Cobus 3001 BF (standard), foi decidido que a primeira abordagem partiria destes standards existentes. Esses standards já contemplavam tarefas por posto e respetivos tempos de produção, e foram criados, segundo o método de observação (direto), já descrito em cima. Um aspeto importante relativamente aos tempos usados como ponto de partida para este estudo, é que não foram usados os tempos standards, dado que estes já englobavam um índice de desempenho e um fator de compensação, foram sim, usados os tempos que deram origem a esses tempos standards, tempos observados no gemba.
2. Numa segunda fase, foi necessário verificar quais as grandes diferenças técnicas e estruturais, entre os dois modelos (C5 3001 e C5 BF). Essa verificação foi feita junto do departamento de Engenharia (ENG), responsável pelo desenvolvimento de todos os modelos Cobus.
As grandes diferenças prendem-se sobretudo com as fibras da frente e com o quadro elétrico das unidades.
3. Estando identificadas as grandes diferenças entre modelos, realizou-se uma validação junto dos chefes de equipa dos diversos postos, das tarefas que seriam comuns aos dois modelos Cobus em questão.
37 que apenas eram respeitantes ao modelo Cobus 3001 C5, bem como estimar, com a ajuda dos operadores e chefes de equipa, o tempo necessário para realizar essas novas tarefas. 5. Todas as tarefas foram alocadas aos respectivos postos onde elas eram realizadas.
Este processo foi repetido várias vezes, até que todos os intervenientes concordassem que não eram necessárias mais alterações, e que as tarefas definidas, efetivamente correspondiam às tarefas realizadas nos diversos postos de produção, para o modelo COBUS 3001 C5.
Depois deste processo, verificou-se que as tarefas principais eram comuns aos modelos C5 3001 e ao modelo BF 3001. Esta consideração foi de grande utilidade, uma vez que em fase de produção se encontravam várias unidades BF 3001.
Sempre que existiram dúvidas em relação a uma determinada tarefa, quer em termos de posto onde ela era executada, quer em termos de duração, procedeu-se a essa avaliação no Gemba, para que não restassem dúvidas (sendo que só poderiam ser avaliadas tarefas comuns aos dois modelos de Cobus 3001).
Este levantamento foi realizado para todos os postos da secção Cobus. 3.4.2. Estudo do tempo – Secção de Pintura
Há semelhança do que sucedeu na secção Cobus, também na secção de pintura houve necessidade de criar standards de tarefas. Foram levantadas todas as tarefas realizadas bem como os respectivos tempos por tarefa. Nesta secção foi possível criar standards de produção usando o método direto, dado que o processo de pintura de uma unidade Cobus C5, ou Cobus BF é idêntico. Sendo assim, foi realizado o levantamento das tarefas e tempos de produção do modelo em produção, neste caso tratava-se de um modelo Cobus C5.
3.5 Takt Time da Linha de Produção
Uma vez realizado o levantamento de todas as tarefas, quer na linha Cobus quer na secção de Pintura, e respetivos tempos de produção, foi necessário proceder ao correto balanceamento da linha de produção.
Para o balanceamento da linha de produção, foi necessário em primeiro lugar, calcular o takt
time. Para isso, foi fundamental determinar a procura. Foi decidido que nesta fase do projeto o
balanceamento se faria para uma procura de 5 carros por semana. Sendo assim, temos:
38 𝑇 =𝑇𝑑 𝑃 Em que, 𝑇 = 𝑡𝑎𝑘𝑡 𝑡𝑖𝑚𝑒; 𝑇𝑑 = 𝑡𝑒𝑚𝑝𝑜 𝑑𝑖𝑠𝑝𝑜𝑛í𝑣𝑒𝑙 𝑝𝑎𝑟𝑎 𝑝𝑟𝑜𝑑𝑢çã𝑜 ( 𝑜𝑟𝑎𝑠 𝑑𝑒 𝑡𝑟𝑎𝑏𝑎𝑙𝑜); 𝑃 = 𝑝𝑟𝑜𝑐𝑢𝑟𝑎. 𝑃 = 5 𝑐𝑎𝑟𝑟𝑜𝑠 𝑠𝑒𝑚𝑎𝑛𝑎⁄ 𝑇𝑑 = 8 𝑜𝑟𝑎𝑠 𝑑𝑖𝑎⁄ × 5 𝑑𝑖𝑎𝑠 = 40 𝑜𝑟𝑎𝑠 Logo: 𝑇 = 40 5 = 8 horas O 𝑡𝑎𝑘𝑡 𝑡𝑖𝑚𝑒 corresponde então a 40 horas (480 minutos). 3.6. Tempos Standard
3.6.1. Linha Cobus
Uma vez levantados todas as tarefas e respetivos tempos de duração, determinou-se os tempos
standards de produção. Para que esses tempos pudessem ser aplicados às tarefas,
independentemente dos operadores que as desempenhassem, foi necessário adicionar alguns índices aos tempos registados no gemba. De seguida, explicam-se os critérios adotados na obtenção desses índices.
o Índice de desempenho – de acordo com Jacobs, et al. (2006), é necessário incrementar aos tempos observados para cada tarefa um índice de desempenho, de forma a normalizar esses tempos. Por norma faz-se uma majoração de 20% neste tempo, no entanto neste caso usou-se um índice bastante superior, visto que se trata de operadores que se inserem num contexto social e cultural completamente diferente do europeu. Usou-se o valor de 40% para o índice de desempenho.
o Índice de aprendizagem – assume-se que será necessário incrementar um factor de aprendizagem nos tempos de produção. Segundo a teoria (curvas de experiência), a quantidade de tempo necessária para realizar uma tarefa, diminui à medida que a tarefa é repetida. Como os tempos registados na CaetanoBus, dizem respeito a tarefas realizadas por operadores experientes, isto significa que na nova unidade fabril, os tempos de produção serão superiores. Assumiu-se o valor de 20% para este índice de aprendizagem. o Fator de compensação - uma vez obtido o tempo normal é necessário somar um fator de
39 Com base nestes pressupostos foi necessário fazer uma majoração de 70% nos tempos por tarefa, de forma a obter os tempos standard.
3.6.2. Secção de Pintura
De modo semelhante ao que se fez para a secção Cobus, também foi necessário proceder a uma majoração dos tempos por tarefa na secção de pintura. Neste caso os critérios foram os seguintes: o Serão contratados pintores com experiência em pintura de autocarros para a nova unidade
fabril;
o Tarefas de pintura são semelhantes entre si, não sendo necessário qualquer factor de aprendizagem;
o Foi usado o valor de 10% para o índice de desempenho e o valor de 10% como fator de compensação.
Sendo assim, foram criados os standards de trabalho para a secção de pintura.
A diferença observada entre os valores a aplicar nos índices das secções Cobus e a pintura, advém do facto das tarefas de pintura serem tarefas que vão ser desempenhadas por operadores já com alguma experiência no ramo da pintura.
Na figura 16 podemos observar o resultado de um standard de produção para a macro tarefa – tratamento inferior –da secção de pintura.
40 Capitulo IV - Nova Unidade Fabril
4.1. Layout inicial (China)
Numa primeira fase, foi disponibilizado um Layout macro, da unidade fabril na china. Esse layout correspondia há primeira restrição de design do futuro layout. Algumas áreas já estavam pré-definidas, e não haveria possibilidade de as alterar, no entanto verificou-se que em termos de área disponível para a produção, esta era consideravelmente superior há existente atualmente na CaetanoBus.
Antes de realizar o balanceamento das tarefas por posto, foi importante avaliar o layout já disponível (figura 17), de forma a se poder compreender as dimensões disponíveis para os postos de trabalho, quer na secção Cobus quer na secção de Pintura.
Figura 17 – Layout inicial
No Layout inicial estava previsto para a secção de pintura uma área de 57 𝑚 × 120 𝑚 = 6840 𝑚2. Seria necessário definir os postos de trabalho necessários nesta secção.
Na zona de produção verifica-se a existência de 3 linhas (L1,L2,L3), com cada linha a ter uma secção de estrutura (E) e outra de acabamentos (A).
Secçã
o
de P
in
tur
a
E
A
L1
L1
41 As dimensões de cada Linha na zona de produção são as seguintes:
o 153𝑚 × 10𝑚 = 1530𝑚2 (secção de Estrutura) o 153𝑚 × 10𝑚 = 1530𝑚2 (secção de Acabamentos)
Para cada uma destas áreas estão previstos 9 postos de trabalho com 14 metros de comprimento cada.
Depois de se ter noção das áreas disponíveis, nas secções seguintes, irá proceder-se ao desenvolvimento e desenho do Layout, até se atingir o Layout Final.
4.2. Número de postos no Layout Final (Linha Cobus)
Nesta fase fez-se o balanceamento inicial da linha de produção, determinando o número de postos necessários à produção e o número total de operadores necessários.
Relativamente ao tempo de produção de uma unidade, este valor baseia-se no tempo de produção de uma unidade Cobus 3001 BF (standard) na CaetanoBus, no entanto e visto que se pretende fazer o balanceamento para uma nova unidade fabril na China, foi implementada uma majoração no valor desse tempo, com base nos critérios já defendidos para os tempos por tarefa, simplesmente aplicou-se ao tempo de produção total de uma unidade Cobus.
𝑡𝑒𝑚𝑝𝑜 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢çã𝑜 𝑑𝑒 𝑢𝑚𝑎 𝑢𝑛𝑖𝑑𝑎𝑑𝑒 𝐶𝑜𝑏𝑢𝑠 (𝑠𝑡𝑎𝑛𝑑𝑎𝑟𝑑) = 500 𝑜𝑟𝑎𝑠 𝑁º 𝑑𝑒 𝑜𝑟𝑎𝑠 𝑟𝑒𝑎𝑖𝑠 = 𝑡𝑒𝑚𝑝𝑜 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢çã𝑜 𝑑𝑒 𝑢𝑚𝑎 𝑢𝑛𝑖𝑑𝑎𝑑𝑒 𝐶𝑂𝐵𝑈𝑆 × (𝑡𝑎𝑥𝑎 𝑑𝑒 𝑎𝑝𝑟𝑒𝑛𝑑𝑖𝑧𝑎𝑔𝑒𝑚 + 𝑡𝑎𝑥𝑎 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢𝑡𝑖𝑣𝑖𝑑𝑎𝑑𝑒 + 𝑓𝑎𝑡𝑜𝑟 𝑑𝑒 𝑐𝑜𝑚𝑝𝑒𝑛𝑠𝑎çã𝑜) 𝑁º 𝑑𝑒 𝑜𝑟𝑎𝑠 𝑟𝑒𝑎𝑖𝑠 = 500 × (1 + 0,2 + 0,4 + 0.1) = 850 𝑜𝑟𝑎𝑠 𝑁º 𝑚í𝑛𝑖𝑚𝑜 𝑑𝑒 𝑝𝑒𝑠𝑠𝑜𝑎𝑠 = 𝑛º 𝑜𝑟𝑎𝑠 𝑟𝑒𝑎𝑖𝑠 𝑡𝑒𝑚𝑝𝑜 𝑑𝑖𝑠𝑝𝑜𝑛í𝑣𝑒𝑙 𝑝𝑎𝑟𝑎 𝑝𝑟𝑜𝑑𝑢çã𝑜⁄ = 850 × 60 480 ⁄ ≈ 107 𝑝𝑒𝑠𝑠𝑜𝑎𝑠
Foi definido o critério de que idealmente, o número pessoas por posto de trabalho seria de 10 pessoas. Com base neste critério definiu-se o número mínimo de postos necessários:
o 𝑁º 𝑑𝑒 𝑚í𝑛𝑖𝑚𝑜 𝑑𝑒 𝑃𝑜𝑠𝑡𝑜𝑠 = 𝑁º 𝑚í𝑛𝑖𝑚𝑜 𝑑𝑒 𝑝𝑒𝑠𝑠𝑜𝑎𝑠 𝑁º 𝑑𝑒 𝑝𝑒𝑠𝑠𝑜𝑎𝑠/𝑝𝑜𝑠𝑡𝑜⁄ = 107
10
⁄ = 11 𝑝𝑜𝑠𝑡𝑜𝑠
Depois de calculado o número de postos, necessário no balanceamento de tarefas, procedeu-se à validação desse número.
42 Conforme vimos anteriormente, serão precisos pelo menos 11 postos de trabalho na Linha1, de acordo com o balanceamento efetuado. Tal como acontece atualmente na CaetanoBus, esses postos estariam divididos por estrutura (4 postos) e acabamentos (6 postos + 1 Posto (QAS, Pintura e PRD)).
Depois de analisado o Layout inicial, verificou-se que a disponibilidade de espaço permitiria aumentar esse número de postos em ambas as secções, ao contrário de que acontece na CaetanoBus, onde existe uma limitação considerável de espaço.
Sendo assim foi decidido criar um posto adicional em ambas as secções (estrutura e Acabamentos), bem como criar um posto específico para a Qualidade (QAS), resolvendo de imediato um dos problemas existentes na secção Cobus na CaetanoBus, já referenciado, que era a necessidade de equipas de diferentes secções (PRD, QAS, Pintura) serem obrigadas a trabalhar em paralelo no mesmo posto.
Relativamente às operações de Pintura que se efectuavam em paralelo com outras operações, quer da QAS, quer da Produção (PRD), e de forma a evitar esse constrangimento, achou-se que uma das melhorias a efetuar seria passar essas operações para a secção de Pintura. Sendo que será necessário prever na definição do Layout desta secção, essa situação.
Pretendeu-se também com o novo balanceamento, evitar a necessidade de efetuar operações posteriores à saída do carro de linha.
Neste balanceamento do número de postos não entram em consideração os postos de Pré-montagens. Estes postos serão definidos numa fase mais adiantada do projeto.
A definição dos postos de trabalho ficou então definida como podemos ver na figura seguinte:
V
Figura 18 – Número de Postos
Uma vez definidos os postos de trabalho, passou-se à fase de balanceamento de tarefas por posto de trabalho, sendo que em primeiro lugar começou por se identificar as Macro-Tarefas, e procedeu-se à sua alocação por Posto de trabalho.
4.3. Macro -Tarefas Cobus 3001 C5
Depois de todas as tarefas e respectivos tempos de duração definidos, bem como a definição do número de postos de trabalho, foi efectuado o balanceamento de tarefas por posto.
5 Postos