3.5 ENSAIO DE TORÇÃO
O ensaio de torção pode ser utilizado para diversas aplicações em engenharia e em estudos teóricos do escoamento plástico.
Esses ensaios são utilizados para determinar propriedades mecânicas como módulo de elasticidade em cisalhamento, tensão de escoamento em torção e módulo de ruptura.
O Ensaio de Torção consiste na aplicação de uma carga rotativa em um corpo-de-prova geralmente cilíndrico, onde mede-se o ângulo de deformação como função do momento torsor aplicado (HIBBELER, 2000).
Ao submeter uma barra metálica cilíndrica à torção, o momento torsor é oposto pelas tensões cisalhantes na seção transversal da barra.
A tensão cisalhante é calculada através da equação 3.14 (DIETER, 1981):
J
.r
M
τ
t
c
(3.14)onde c é a tensão cisalhante (kgf/mm
2), Mt é o momento torsor (kgf.mm), r é o
raio (mm), J é o momento de inércia polar (mm4) dado por:
32
πD
Sabendo que a tensão cisalhante é máxima na superfície da barra, então a tensão cisalhante máxima é (DIETER, 1981):
3 t 4 t máx
πD
16M
32
πD
M
D
2
τ
(3.16)A deformação cisalhante é dada por (DIETER, 1981):
L
r
θ
γ
(3.17)onde é a deformação cisalhante, r o raio da amostra (mm), é o ângulo de torção e L o comprimento da amostra (mm).
Dessa forma a tensão de cisalhamento no interior de um eixo é dada por (HIBBELER, 2000):
G
γ
τ
(3.18)onde G é o módulo de elasticidade em cisalhamento (kgf/mm2).
O módulo de elasticidade pode ser expresso segundo a equação (CALLISTER, 2008):
1
n
2G
3.5.1 Ensaio de Torção a Quente
O ensaio de torção a quente contribui para o estudo de estruturas metalúrgicas produzidas em processos como a laminação.
Através do controle adequado da temperatura e da taxa de deformação é possível reproduzir, em escala laboratorial, o processo de laminação.
Nestes ensaios pode-se variar e controlar as taxas de deformação, a deformação, a temperatura e o tempo de espera entre passes.
Dessa forma é possível reproduzir os processos de pré-aquecimento, deformação e taxas de resfriamento próximas às do processamento de laminação (BORATTO, et al., 1987).
A tensão equivalente e a deformação equivalente são calculadas através das expressões (SICILIANO, 1999):
3
m
n
2
π
3
δ
σ
eq
3
R
(3.20)
3
L
R
θ
ε
eq
(3.21)m e n correspondem à sensibilidade do material à taxa de deformação e ao encruamento, respectivamente.
O valor de m+n pode ser considerado 0,3 (SICILIANO, 1999).
Utilizando essas equações pode-se traçar as curvas de tensão equivalente
versus deformação equivalente e, estudar os fenômenos metalúrgicos que
caracterizam o comportamento mecânico do material.
3.6 TIPOS DE TESTES DE TORÇÃO A QUENTE
Nesta seção são discutidos os três tipos de testes e o que é esperado de cada um deles.
OS PRINCIPAIS PARÂMETROS ESTUDADOS SÃO:
temperatura de não recristalização da austenita;
temperatura de início e fim da transformação austenítica;
tensão e deformação de pico;
tensão e deformação crítica;
tensão no estado estacionário e;
3.6.1 Ensaio de Torção com Múltiplas Deformações em Resfriamento Contínuo
Com esse tipo de ensaio é possível determinar as temperaturas críticas de processamento, ou seja:
Temperatura de não recristalização da austenita (Tnr) e
Figura 3.19 – (a) Exemplo de curvas típicas de ensaios de torção com múltiplas deformações em resfriamento contínuo, (b) Tensão de Escoamento Média versus o inverso da temperatura.
(a) (b)
Para análise das curvas é utilizada a tensão média de escoamento (TEM) que é definida como a área sob a curva tensão versus deformação.
A TEM pode ser calculada pela equação (SOLHJOO e EBRAHIMI, 2010):
Na figura 3.19 (b) é mostrado um exemplo da curva TEM versus o inverso da
temperatura em Kelvin que é utilizada para determinar a temperatura de não recristalização da austenita (Tnr).
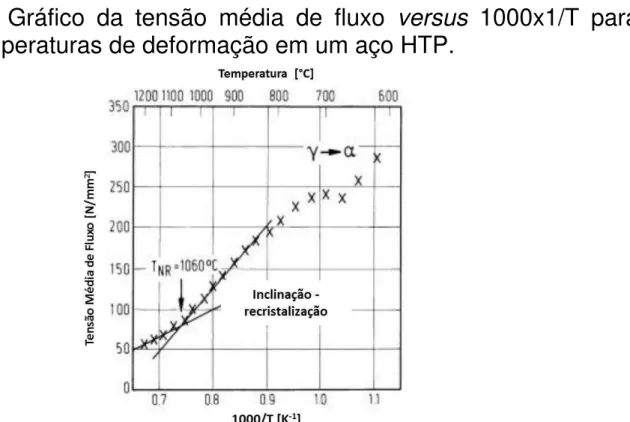
No gráfico da figura 3.19 (b) verifica-se uma reta a altas temperaturas onde ocorre a recristalização da austenita, pois o aumento da tensão é devido somente a diminuição da temperatura e outra reta em temperaturas mais baixas, com uma inclinação maior que a primeira, pois o aumento da tensão é devido ao encruamento e também a diminuição da temperatura, pois não ocorre à recristalização da austenita.
Figura 3.20 - Gráfico da tensão média de fluxo versus 1000x1/T para
diferentes temperaturas de deformação em um aço HTP.
3.6.2 Ensaios Isotérmicos
Esse tipo de ensaio fornece dados sobre o comportamento mecânico do material, parâmetros como deformação de pico e deformação crítica podem ser determinados (MARQUES, 2012).
A deformação de pico (εp) corresponde à deformação na tensão de pico (σp) (PADILHA e SICILIANO, 2005).
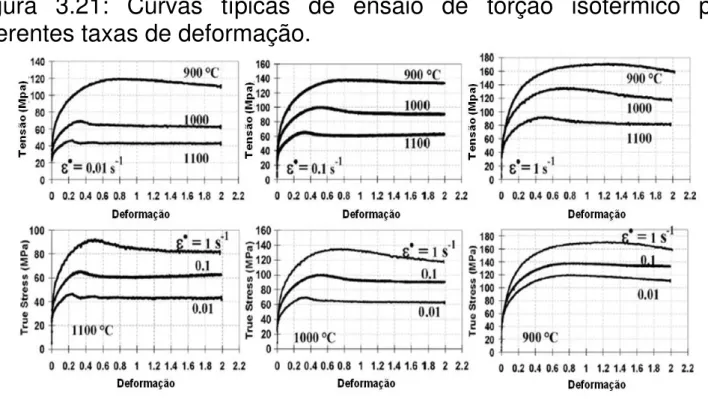
Figura 3.21: Curvas típicas de ensaio de torção isotérmico para diferentes taxas de deformação.
Como pode ser visto na figura 3.21 as curvas tensão versus deformação tendem a se deslocar para baixo com o aumento da temperatura. Já com o aumento da taxa de deformação as curvas se deslocam para cima e para direita.
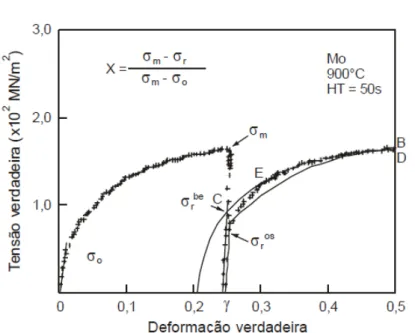
O valor da deformação crítica (εc) pode ser determinado através da curva Taxa de Encruamento (θ) versus Tensão Equivalente (σ). A taxa de encruamento (θ)
é definida pela derivada da tensão em relação a deformação (dσ/dε).
O ponto de inflexão dessa curva representa o ponto em que a curva tensão
versus deformação sai do comportamento em que só ocorre a recuperação
Na curva θ x σ no ponto onde a taxa de encruamento é igual a zero, corresponde a tensão de pico (σp) e o ponto de inflexão da curva indica a tensão crítica (σc) para o início da recristalização dinâmica.
Com o valor da tensão crítica volta-se a curva σxε e obtém-se a deformação crítica (PADILHA e SICILIANO, 2005; SHABAN e EGHBALI, 2010). Isso pode ser visualizado na figura 3.22.
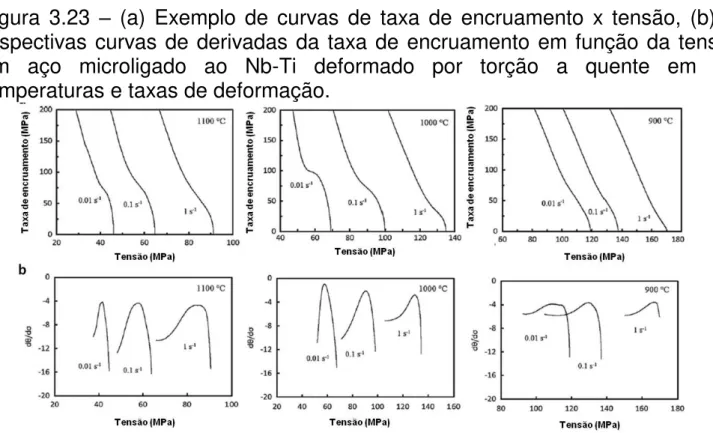
Através de outro tipo de curva, derivada da taxa de encruamento em função da
O ponto máximo (pico) dessa nova curva representa a tensão crítica (σc), que é
usada para determinar a deformação crítica (εc) por correspondência na curva
de escoamento plástico (σxε) (SHABAN e EGHBALI, 2010).
Na figura 3.23 tem-se exemplos dos dois tipos de curvas, taxa de encruamento
versus tensão equivalente (θxσ) e derivada da taxa de encruamento versus
Figura 3.22 - Determinação da deformação crítica. (a) deformação crítica correspondente ao ponto onde a curva sai do comportamento onde ocorre apenas recuperação dinâmica. (b) ponto de inflexão correspondente a
tensão crítica, σc.
Figura 3.23 – (a) Exemplo de curvas de taxa de encruamento x tensão, (b) E suas respectivas curvas de derivadas da taxa de encruamento em função da tensão para um aço microligado ao Nb-Ti deformado por torção a quente em diversas temperaturas e taxas de deformação.
3.6.3 Ensaios Isotérmicos com Dupla Deformação
Esse tipo de ensaio é utilizado para investigar os fenômenos metalúrgicos que ocorrem no intervalo entre passes durante a conformação mecânica (TASCA, 2013; MARQUES, 2012).
Nesses ensaios os testes são interrompidos após a primeira deformação mantendo-se a amostra na mesma temperatura por diferentes intervalos entre passes (tip), em seguida os corpos de prova são deformados com deformação idêntica a anterior (MARQUES, 2012).
Na figura 3.24 são mostradas curvas típicas de ensaios isotérmicos com dupla deformação.
Figura 3.24 - Curvas de escoamento plástico obtidas em ensaio com duas deformações
3.6.3.1 Método para Cálculo da Fração de Amaciamento
Os ensaios interrompidos com duas deformações permitem determinar a fração de amaciamento que ocorre no intervalo entre passes, calculando-se o parâmetro de amaciamento (PA), como mostrado na equação 3.23 (TASCA, 2013; MARQUES, 2012):
x100
3.6.3.2 Método para determinar o Limite de Escoamento
A determinação do limite elástico e do limite de proporcionalidade, a fim de se identificar o final da zona elástica de um material, pode ser feita por carregamentos e descarregamentos sucessivos do corpo de prova até que seja alcançada uma carga que provoque uma deformação permanente, ou uma tensão onde a deformação deixa de ser proporcional a ela.
O método utilizado neste trabalho é conhecido como limite elástico aparente ou limite Johnson, que pode substituir o limite elástico ou o limite de proporcionalidade devido sua determinação relativamente fácil.
Um processo para determinar o ponto A é traçar uma reta FD fora da curva, onde FD = 1,5 FE, no qual o ponto E está na continuação da reta da zona elástica. O ponto A é o ponto de tangência à curva da reta MN paralela a OD (SOUZA, 1982).
Para o cálculo do limite elástico pelo método Johnson vamos considerar a figura 3.25, onde o ponto O corresponde a origem e o ponto A corresponde ao limite elástico.
Considere θ0 o ângulo entre a reta OE e o eixo da deformação (ε), e θA o ângulo
entre a reta OD ou MN e o eixo da deformação (ε). As retas OD e MNsão
Figura 3.25 – Determinação do limite Johnson.
Na figura 3.25 temos:
1,5FE
=
FD (3.24)Por trigonometria temos FE= cotan θ0.OFe FD = cotan θA.OF, portanto:
1,5.cotan θ0 = cotan θA
A 0 tanθ
1 tanθ
1,5
A
0
tan
θ
.tan
θ
3
2
(3.25)máx
A
.tan
θ
3
2
tan
θ
(3.26)máx A
.E
3
2
E
(3.27)4 MATERIAIS E MÉTODOS
Nessa seção será feita uma descrição do material trabalhado e serão descritos os procedimentos realizados nos ensaios de torção a quente para avaliação do comportamento termomecânico do aço estudado.
4.1 MATERIAL
O material utilizado no trabalho foi um aço API 5L X80 (com alto Nb) produzido no Laminador de Tiras a Quente da ArcelorMittal Tubarão.
Tabela 4.1 - Composição Química do aço API 5L X80.
Elementos (% em Peso)
C Si Mn P S Al N Nb Ti Ca
< 0,10 < 0,30 < 1,70 < 0,018 < 0,005 < 0,050 < 0,0100 ~0,09 < 0,030 < 0,0050
4.2 CORPOS DE PROVA
Os corpos de prova foram usinados a partir de uma chapa de 15,88 x 1.500 x 500 mm, com diâmetro útil de 5 mm e comprimento útil de 20 mm, conforme representado na figura 4.1.
Figura 4.1 - Desenho Esquemático do Corpo de Prova, valores em mm.
4.3 EQUIPAMENTO UTILIZADO NOS ENSAIOS DE TORÇÃO A QUENTE
Os ensaios de torção a quente foram realizados em uma máquina horizontal de torção a quente INSTRON, modelo 55MT do laboratório de conformação mecânica do IFES.
A máquina está conectada a um microcomputador que, via “software”, permite
aquisição dos dados e controle do processo de torção, fornecendo resultados na forma de gráfico momento torsor x ângulo de rotação.
De um lado o eixo torsor da máquina é composto pelos dispositivos responsáveis pelo movimento de rotação, sistema de freio e leitura do ângulo de rotação e do outro lado está localizado a célula de carga que é responsável pela leitura do momento torsor.
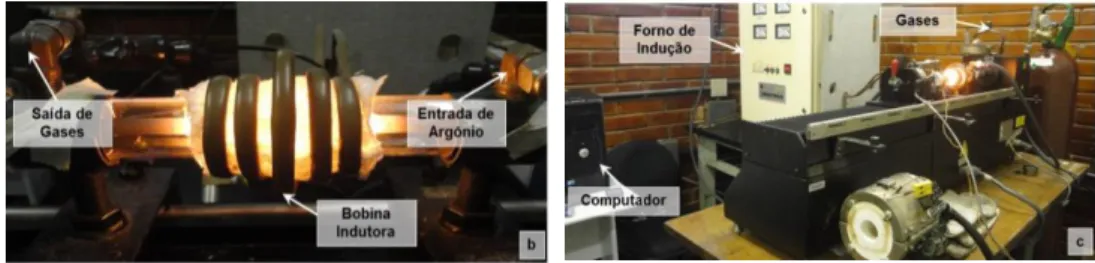
Os corpos de prova foram aquecidos utilizando-se um forno de indução INDUCTOTHERM, com potência máxima de 10KW e capacidade de aquecimento de até 1600ºC.
Para evitar a corrosão, as amostras foram mantidas em um tubo de quartzo com passagem contínua de gás Argônio durante o aquecimento.
Figura 4.2 - Máquina de Torção a Quente do IFES. (a) Detalhes da montagem do corpo de prova e termopar. (b) Bobina indutora, tubo de quartzo e fluxo de gases. (c) Visão geral da máquina de torção, forno de indução, cilindro de gases e computador.
4.5.1 Ensaio com múltiplas deformações em resfriamento contínuo
Através desse ensaio é possível determinar as temperaturas críticas de processamento, Tnr, Ar3 e Ar1.
Figura 4.5 – Representação esquemática de uma sequência de deformações realizadas no ensaio de torção a quente em resfriamento contínuo.
Tabela 4.2 – Condições aplicadas ao ensaio de torção em resfriamento contínuo. Passe Temperatura (ºC) Deformação Aplicada Tempo entre passes (s)
1 1170 0,2 -
2 1140 0,2 30
3 1110 0,2 30
4 1080 0,2 30
5 1050 0,2 30
6 1020 0,2 30
7 990 0,2 30
8 960 0,2 30
9 930 0,2 30
10 900 0,2 30
11 870 0,2 30
12 840 0,2 30
13 810 0,2 30
14 780 0,2 30
15 750 0,2 30
16 720 0,2 30
17 690 0,2 30
18 660 0,2 30
19 630 0,2 30
4.5.2 Ensaios isotérmicos
Através deste ensaio é possível traçar as curvas de escoamento plástico, onde podemos avaliar o comportamento mecânico do material variando alguns parâmetros de processo, como temperatura e taxa de deformação.
Os corpos de provas foram aquecidos até a temperatura de encharque de 1240ºC, a uma taxa média de 3ºC/s, e mantido nesta temperatura por um tempo de 3 minutos.
Em seguida os corpos de provas foram resfriados a uma taxa de 1ºC/s até a temperatura de ensaio e mantidos nessa temperatura por 1 minuto para eliminação dos gradientes térmicos antes do início da deformação.
Os ensaios foram realizados a temperaturas de 1.150ºC, 1.100ºC, 1.000ºC, 950ºC e 850ºC, taxas de deformação de 0,2 s-1 e deformação máxima de 3.
Para estudar o comportamento do material em relação a taxa de deformação foram realizados ensaios na temperatura de 1.150ºC e taxas de deformação de 0,2-1; 0,4-1; 0,8-1 com deformação máxima de 3.
Figura 4.6 – Representação esquemática do ciclo termomecânico utilizado nos ensaios isotérmicos.
Na tabela 4.3 é possível observar as condições aplicadas aos ensaios isotérmicos.
Tabela 4.3 – Condições aplicadas aos ensaios isotérmicos.
Temperatura (ºC)
Taxa de Deformação
(s-1) Deformação
1150 0,2 3
1150 0,4 3
1150 0,8 3
1100 0,2 3
1000 0,2 3
950 0,2 3
850 0,2 3
4.5.3 Ensaios isotérmicos com duas deformações
Através desse ensaio é possível avaliar os fenômenos metalúrgicos que ocorrem nos intervalos entre passes durante um processamento termomecânico (TASCA, 2013).
Foram realizados ensaios com deformação abaixo da deformação critica (ε=0,1) para início do processo de recristalização dinâmica e com deformação (ε=0,4) acima da deformação crítica.
Os corpos de provas foram aquecidos até a temperatura de encharque de 1240ºC, a uma taxa média de 3ºC/s, e mantido nesta temperatura por um tempo de 3 minutos.
Na figura 4.7 é possível observar esquematicamente o ciclo termomecânico do ensaio.Figura 4.7 – Representação esquemática do ciclo termomecânico utilizado nos ensaios de torção com duas deformações.
Na tabela 4.4 é possível observar as condições aplicadas aos ensaios isotérmicos com duas deformações.
Tabela 4.4 – Condições aplicadas aos ensaios isotérmicos com duas deformações.
Temperatura (ºC)
Taxa de Deformação
(s-1)
Primeira Deformação Tempo entre passes (s) Segunda Deformação
1150 0,1 0,1 1 0,1
1150 0,1 0,1 5 0,1
1150 0,1 0,1 40 0,1
1150 0,1 0,4 1 0,4
1150 0,1 0,4 5 0,4
1150 0,1 0,4 40 0,4