“ANÁLISE DE UM SISTEMA DE COGERAÇÃO EMPREGANDO
TURBINA A GÁS APLICADO A UMA INDÚSTRIA DE MALTE”
“ANÁLISE DE UM SISTEMA DE COGERAÇÃO
EMPREGANDO TURBINA A GÁS APLICADA A
UMA INDÚSTRIA DE MALTE”
Dissertação apresentada na Faculdade de Engenharia de Guaratinguetá da Universidade Estadual Paulista “Júlio de Mesquita Filho”, Campus de Guaratinguetá, para a obtenção do título de Mestre em Engenharia Mecânica (Área de Transmissão e Conversão de Energia).
Orientador: Prof. Dr. Pedro Magalhães Sobrinho. Co-orientador: Prof. Dr. José Luz Silveira
MARCELO BERGAMINI DE CARVALHO
NASCIMENTO 31.01.1972 – GUARATINGUETÁ / S.P.
FILIAÇÃO Ana Bergamini de Carvalho
Henrique Miranda de Carvalho
1992 – 1999 Curso de Graduação
Engenharia Industrial Química - Faenquil
Aos meus pais.
Agradeço a todos que me apoiaram para que conseguisse vencer mais uma etapa de
minha vida.
A Deus.
Aos meus Pais.
Aos meus orientadores e amigos Prof. Dr. Pedro Magalhães Sobrinho e Prof. Dr.
José Luz Silveira pela condução segura neste estudo.
Aos meus Professores do curso de mestrado.
Ao meu amigo José Marcelo Marton.
Aos meus colegas e amigos do curso de mestrado.
.
EMPREGANDO TURBINA A GÁS A UMA INDUSTRIA DE MALTE. 2004. Dissertação (Mestrado em Engenharia Mecânica) – Faculdade de Engenharia do
Campus de Guaratinguetá, Universidade Estadual Paulista, Guaratinguetá, 2004.
RESUMO
Neste trabalho analisa-se a viabilidade técnica e econômica da instalação
de sistemas de cogeração, com emprego de turbinas a gás e dois diferentes tipos de
trocadores de calor: um utilizando vidro e o outro convencional.
Os sistemas são aplicados em uma indústria de transformação de cevada em
malte, de médio porte, localizada no Vale do Paraíba. Para cada tipo de tecnologia
empregada, seja por operação em paridade elétrica ou térmica, seleciona-se
diferentes turbinas comercialmente disponíveis no mercado. Os resultados
demonstram que existe viabilidade técnica e econômica para o emprego desta
tecnologia na referida indústria.
O período de amortização do capital investido é relativamente pequeno em
relação à vida útil dos equipamentos empregados.
PALAVRAS-CHAVES:
Cogeração, Gás Natural, Conservação de Energia,Industry. 2004. Dissertação (Mestrado em Engenharia Mecânica) – Faculdade de Engenharia do Campus de Guaratinguetá, Universidade Estadual Paulista,
Guaratinguetá, 2004.
ABSTRACT
The purpose of this work is to analyses the technical and economic
feasibility to install cogeneration systems, using gas turbine associated with two
different kinds of heat exchanger: the first utilize glass heat exchanger and second
utilize conventional heat exchanger.
These systems are being applied in medium sized barley transformation
industry into malt located in “Vale do Paraíba”. To each kind of technology, is made
a comparison in cogeneration operating in electric parity or thermal parity. Different
turbines commercially available are chosen. The results show that there are technical
and economic feasibility to make use of this technology in the industry in question.
The pay-back period of investment is determinate as a function of annual
interest rate, electricity tariff and fuel price.
CAPÍTULO 2- COGERAÇÃO
Tabela 2.1 Valores de alfa para alguns segmentos... 37
CAPÍTULO 3 – GÁS NATURAL
Tabela 3.1 Produção de gás natural no Brasil... 44
Tabela 3.2 Composição do gás combustível... 47
CAPÍTULO 6- ANÁLISE TÉCNICA DE SISTEMAS
DE COGERAÇÃO PARA UMA INDÚSTRIA DE
MALTE
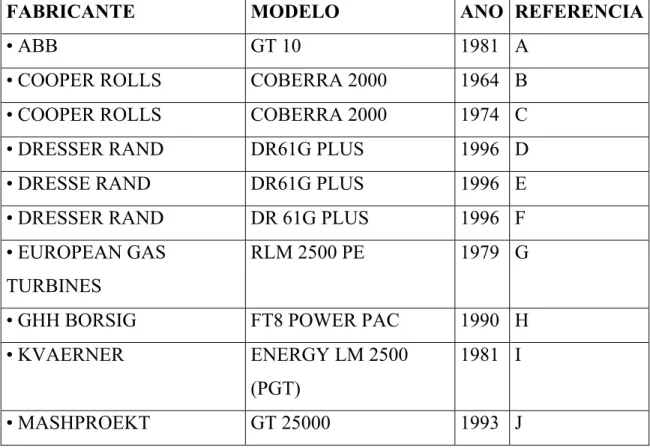
Tabela 6.1 Turbinas selecionadas para paridade térmica com trocador de
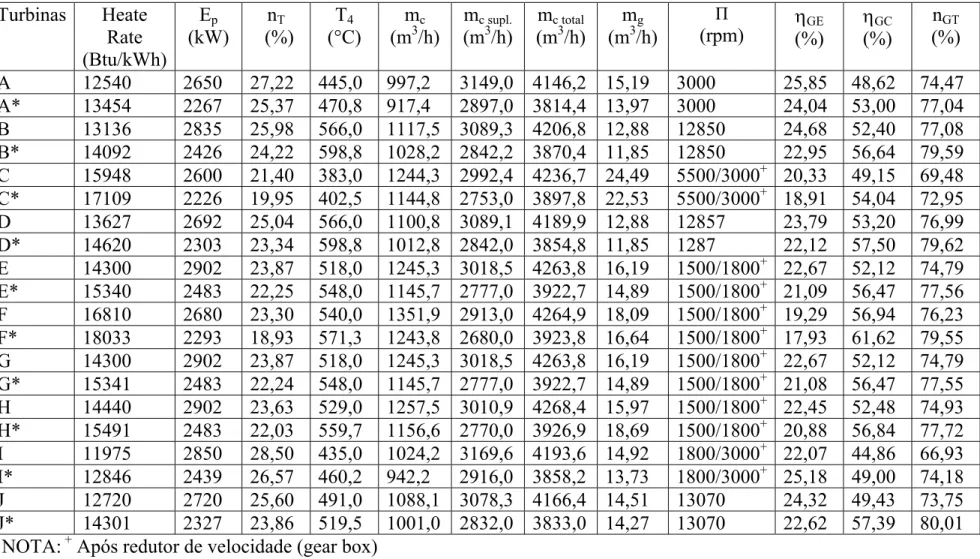
calor convencional... 68 Tabela 6.2 Dados das turbinas nas condições I.S.O. corrigidos (A*) para as
condições locais (paridade térmica e trocador de calor
convencional)... 70 Tabela 6.3 Turbinas selecionadas para paridade térmica com trocador de
calor de vidro... 72 Tabela 6.4 Dados das turbinas nas condições I.S.O. corrigidos (A*) para as
condições locais (paridade térmica e trocador de calor
vidro)...
73
Tabela 6.5 Turbinas selecionadas para paridade elétrica com trocador de
calor de vidro e convencional... 74 Tabela 6.6 Dados das turbinas nas condições I.S.O. corrigidos (A*) para as
condições locais (paridade elétrica e trocador de calor
convencional)... 75 Tabela 6.7 Dados das turbinas nas condições I.S.O. corrigidos (A*) para as
condições locais (paridade elétrica e trocador de calor
Tabela 7.1 Custos do sistema por paridade por paridade térmica com
trocador de calor convencional... 80 Tabela 7.2 Custos do sistema por paridade térmica com trocador de calor
vidro... 81 Tabela 7.3 Custos do sistema por paridade elétrica com trocador de calor
convencional... 82 Tabela 7.4 Custos do sistema por paridade elétrica com trocador de calor de
vidro... 83
CAPÍTULO 2- COGERAÇÃO
Figura 2.1 Cogeração com turbinas a vapor (ciclo bottoming)... 28
Figura 2.2 Cogeração com turbina a vapor (ciclo topping)... 30
Figura 2.3 Cogeração em ciclo fechado... 32
Figura 2.4 Cogeração com turbina a gás em ciclo aberto (ciclo topping)... 33
Figura 2.5 Cogeração com turbinas a gás em ciclo combinado... 34
CAPÍTULO 3 – GÁS NATURAL
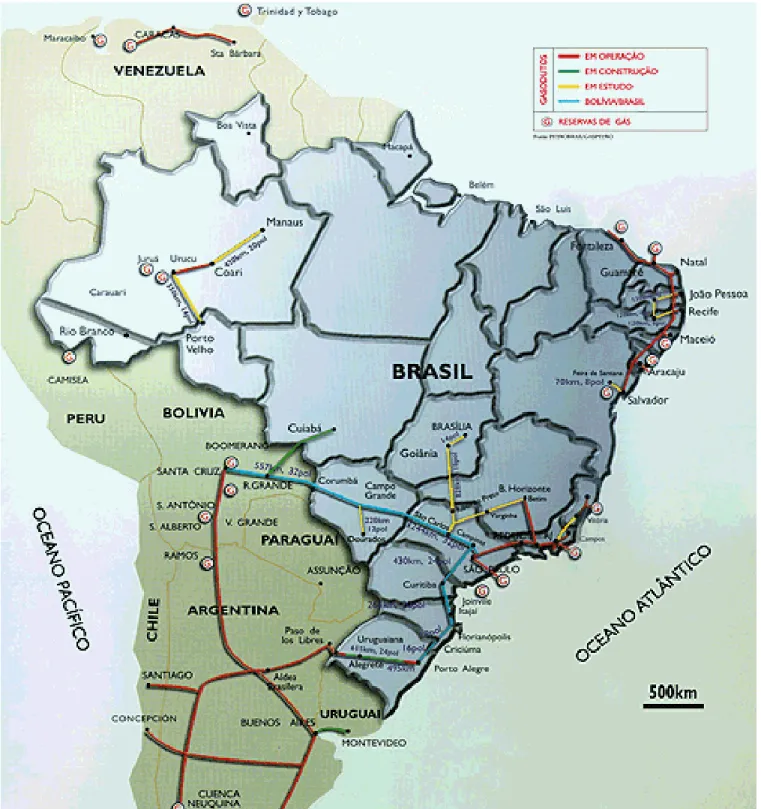
Figura 3.1 Gasodutos brasileiros... 45Figura 3.2 Gasoduto Brasil – Bolívia ... 46
CAPÍTULO 5- PROCESSO
Figura 5.1 Processo de malteamento considerado... 58Figura 5.2 Estufa para secagem... 59
CAPÍTULO 6-
ANÁLISE TÉCNICA DE
SISTEMAS DE COGERAÇÃO PARA UMA
INDÚSTRIA DE MALTE
Figura 6.1 Paridade térmica com trocador de calor convencional... 61Figura 6.2 Paridade térmica com trocador de calor vidro... 62
Figura 6.3 Paridade elétrica com trocador de calor convencional... 63
Figura 6.4 Paridade elétrica com trocador de calor vidro... 64
Figura 6.5 Fluxo de massa x Temperatura (trocador de calor convencional)- Paridade Térmica... 67
Figura 7.1 Custo da energia térmica produzida pelas turbinas selecionada
por paridade térmica trocador de calor
convencional... 85
Figura 7.2 Custo da energia elétrica produzida pelas turbinas
selecionadas por paridade térmica com trocador de calor
convencional... 86
Figura 7.3 Custo da energia elétrica produzida pelas turbinas
selecionadas por paridade térmica com trocador de calor vidro 88 Figura 7.4 Custo da energia térmica produzida por turbinas por paridade
térmica com trocador de calor de vidro... 89
Figura 7.5 Custo da energia elétrica produzida pelas turbinas
selecionadas por paridade elétrica com trocador de calor
convencional... 91
Figura 7.6 Custo da energia térmica produzida pelas turbinas
selecionadas por paridade elétrica com trocador de calor
convencional...
92
Figura 7.7 Custo da energia elétrica produzida pelas turbinas
selecionadas por paridade elétrica com trocador de calor vidro 94 Figura 7.8 Custo da energia térmica produzida pelas turbinas selecionada
por paridade elétrica trocador de calor de vidro... 95 Figura 7.9 Tempo de retorno do investimento no sistema de cogeração
por paridade térmica com trocador de calor
convencional... 96 Figura 7.10 Tempo de retorno do investimento no sistema de cogeração
por paridade térmica com trocador de calor de vidro... 97 Figura 7.11 Tempo de retorno do investimento no sistema de cogeração
por paridade elétrica com trocador de vidro... 99 Figura 7.13 Tempo de retorno do investimento em sistemas de cogeração
com venda de excedente a US$ 0,01...
100
Figura 7.14 Tempo de retorno do investimento em sistemas de cogeração
com venda de excedente a US$ 0,02... 101 Figura 7.15 Tempo de retorno do investimento em sistemas de cogeração
com venda de excedente a US$ 0,03... 102 Figura 7.16 Tempo de retorno do investimento em sistemas de cogeração
com venda de excedente a US$ 0,04... 103 Figura 7.17 Tempo de retorno do investimento em sistemas de cogeração
LISTA DE ABREVIATURAS E SIGLAS
ANEEL - Agência Nacional de Energia Elétrica
A.P. - Autoprodutor
COMGÁS - Companhia de Gás do Estado de São Paulo
CPFL - Companhia Paulista de Força e Luz
DNAEE - Departamento Nacional de Água e Energia Elétrica
DSR - Demanda Suplementar de Reserva
GNE - Gás Natural Equivalente
MAE - Mercado Atacadista de Energia
ONS - Operador Nacional do Sistema Elétrico
PCH - Pequenas Centrais Hidrelétrica
LISTA DE SÍMBOLOS
C - Carbono
Ccalor - Custo de Produção de Energia Térmica sem Cogeração. US$/kWh
Car quente - Custo de Produção de Energia Térmica com Cogeração
no Sistema por Paridade Elétrica. US$/kWh
Car quente cog - Custo de Produção de Energia Térmica com Cogeração
no Sistema por Paridade Térmica. US$/kWh
Ccomb. - Custo do Combustível US$/Nm
3
Ccomb.cog. - Custo do Combustível para Cogeração US$/Nm3
Ccomb. sup. - Custo do Combustível Suplementar US$/Nm3
Cel - Custo de Produção de Energia Elétrica na Cogeração US$/kWh
Cmtc Custo de Manutenção do Trocador de Calor US$/kWh
Cmstg - Custo de Manutenção da Turbina a Gás US$/kWh
Cp - Calor Específico kJ/kg K
Cp vidro - Calor Específico dos Gases de Escape da Turbina com
trocador de calor de vidro
kJ/kg K
Cp conv. - Calor Específico dos Gases de Escape da Turbina com
trocador de calor convencional
kJ/kg K
E - Energia Elétrica e/ou Mecânica requerida no Segmento kW
E’ - Energia Elétrica e/ou Mecânica Produzida na Cogeração kW
Egases - Calor Efetivamente Recuperado dos Gases de Exaustão kW
Ecomb - Potência Suprida pelo Combustível kW
Ep - Potência Elétrica Produzida pela Turbina kW
Er - Potência Elétrica Requerida pelo Processo kW
f - Fator de Anuidade 1/ano
F.C. - Fator de Correção
H - Hidrogênio
H’ - Período Equivalente de Utilização da Planta de
Cogeração h/ano
Heat Rate - Relação de Potência Suprida pelo Combustível por
Potência de Eixo Produzida Btu/kWh
Itc - Investimento no Trocador de Calor US$
Istg - Investimento na Turbina a Gás US$
Itotal sist. - Investimento Total no Sistema de Cogeração US$
K - Período de Amortização Anos
mc - Consumo Horário de Gás Natural m
3 /h
mc supl. - Consumo Horário de Gás Natural Suplementar m3/h
mc total - Consumo Horário Total de Gás Natural m3/h
mG - Fluxo Mássico dos Gases na Saída da Turbina kg/s
O - Oxigênio
P.C.I. - Poder Calorífico Inferior do Gás Natural kJ/Nm3
Pel - Tarifa de Eletricidade US$
Per - Perdas no Sistema de Cogeração kW
Pvel - Preço de Venda da Energia Elétrica Excedente US$/kWh
Q - Fluxo de Calor kW
r - Taxa Anual de Juros %
R - Receita Anual Esperada US$/Ano
S - Energia Térmica Consumida no Segmento kW
S’ - Energia Térmica Produzida na Cogeração kW
T - Temperatura °C
Te - Temperatura dos Gases na Entrada da Turbina °C
Ts conv. - Temperatura de Saída dos Gases no Trocador de Calor
Convencional
de Vidro. ºC
T4 - Temperatura dos Gases na Saída da Turbina ºC
V - Consumo de Gás Natural na Indústria m3/dia
ηgerador - Rendimento do Gerador Elétrico %
ηGC - Rendimento de Geração de Calor. %
ηGE - Rendimento de Geração Eletricidade. %
ηGT - Rendimento de Global %
ηT - Rendimento Térmico da Turbina a Gás %
ηTC Conv. - Eficiência do Trocador de Calor Convencional %
ηTC Vidro - Eficiência do Trocador de Calor Vidro %
∆T - Variação de Temperatura °C
П - Rotação da Turbina a Gás rpm
Sobrescrito e subscrito.
* Dados corrigidos para as condições locais de instalação considerando-se a mesma
RESUMO
ABSTRACT
LISTAS DAS TABELAS
LISTAS DAS FIGURAS
LISTAS DE ABREVIATURAS E SIGLAS
LISTA DE SÍMBOLOS
CAPÍTULO 1-INTRODUÇÃO
...
241.1 CONSIDERAÇÕES INICIAIS...
241.2
CONTEÚDO DO TRABALHO...
26CAPÍTULO 2- COGERAÇÃO
...
272.1.
TECNOLOGIAS DE COGERAÇÃO...
272.1.1. Ciclo bottoming...
272.1.2 Ciclo topping...
292.1.2.1 Tecnologia utilizadas em sistemas de cogeração...
292.1.2.2 Turbinas a vapor utilizando o ciclo topping...
302.1.2.3 Turbinas a gás utilizando o ciclo topping...
312.1.2.4 Turbina a gás utilizando o ciclo combinado e ciclo topping...
332.1.2.5 Motores de combustão interna utilizando ciclo topping...
342.1.3. Adequação
de tecnologias...
352.1.3.1 Caracterização do segmento industrial ou terciário...
362.1.3.2 Caracterização do sistema de cogeração...
372.1.4. Modos
de operação...
382.1.4.3 Operação econômica...
402.1.4.4 Operação em cargas parciais...
41CAPÍTULO 3 – GÁS NATURAL...
423.1.
O COMBUSTÍVEL GÁS NATURAL...
42CAPÍTULO 4- ASPECTOS LEGAIS DA COGERAÇÃO
484.1. PANORAMA DA COGERAÇÃO ENERGÉTICA
BRASILEIRA...
484.2.
A COGERAÇÃO E O MEIO AMBIENTE...
494.3.
SITUAÇÃO DA COGERAÇÃO NO BRASIL...
514.4. CONSIDERAÇÕES SOBRE A LEGISLAÇÃO A
RESPEITO DA COGERAÇÃO...
524.5. A RESPEITO DA LIVRE NEGOCIAÇÃO DAS
CONDIÇÕES DE FORNECIMENTO...
544.5.1
A respeito da classificação de instalações da transmissão..
55CAPÍTULO 5- PROCESSO...
575.1. DESCRIÇÃO DO PROCESSO DE PRODUÇÃO DE
MALTE...
57CAPÍTULO 6- ANÁLISE TÉCNICA DE SISTEMAS DE
COGERAÇÃO PARA UMA INDÚSTRIA DE MALTE...
606.1.
CARACTERÍSTICA DE CONSUMO DA EMPRESA...
606.2.
CALCULO DO PARÂMETRO “ALFA”...
606.3.
ALTERNATIVAS PROPOSTAS PARA A INDÚSTRIA...
616.3.1. Paridade térmica com trocador de calor convencional...
616.3.4. Paridade elétrica com trocador de calor de vidro...
636.4
SELEÇÃO DOS SISTEMAS TURBINAS A GÁS PARA
ATENDER OS REQUISITOS DE PROCESSO...
646.4.1. Calculo do C
p...
646.4.1.1 Calculo do C
ppara trocador de calor convencional...
656.4.1.2 Calculo do C
ppara trocador de calor de vidro...
656.4.2 Cálculo da massa de gases de escape para atender a
paridade térmica...
66CAPÍTULO 7 – ANÁLISE ECONÔMICA...
777.1.
CONSIDERAÇÕES PARA A ANÁLISE ECONÔMICA...
777.1.1.
Custo do ar quente...
787.1.2. Estudo da viabilidade econômica dos sistemas de
cogeração...
847.1.3
Paridade térmica com trocador de calor convencional...
847.1.4. Paridade térmica com trocador de calor de vidro...
877.1.5.
Paridade elétrica com trocador de calor
convencional...
897.1.6. Paridade elétrica com trocador de calor de vidro...
937.1.7. Análise do Tempo de Retorno dos Sistemas de Cogeração
957.1.7.1 Paridade térmica com trocador de calor convencional...
967.1.7.2 Paridade térmica com trocador de calor de vidro...
977.1.7.3 Paridade elétrica com trocador de calor convencional...
97REFERÊNCIAS BIBLIOGRAFICAS...
108ANEXOS – Comparação dos Custos Energéticos.
112Paridade Térmica com Trocador de Calor Convencional
112Turbina A ...
112Turbina B ...
113Turbina C ...
114Turbina D ...
115Turbina E ...
116Turbina F ...
117Turbina G ...
118Turbina H ...
119Turbina I ...
120Turbina J ...
121Paridade Térmica com Trocador de Calor de Vidro...
122Turbina A ...
132Turbina B ...
133Turbina C ...
134Turbina D ...
135Turbina E ...
136Turbina F ...
137Turbina G ...
138Turbina H ...
139Turbina I ...
140Turbina J ...
141Paridade Elétrica com Trocador de Calor de Vidro...
142CAPÍTULO 1-INTRODUÇÃO
1.1. CONSIDERAÇÕES
INICIAIS
Desde o início do século XX até por volta de 1970, o crescimento econômico
dos países industrializados baseou-se na disponibilidade de uma fonte de energia
barata e abundante: o petróleo (AGUIRRE, 2002). A partir da segunda guerra
mundial, tanto a produção mundial de petróleo como a demanda industrial de
energia duplicou-se (PALZ, 1978). As previsões de evolução do consumo de energia
no mundo mostrava um crescimento similar nos anos seguintes. Ainda no final dos
anos de 1970, com a primeira crise do petróleo que a sociedade tomou consciência
do problema da limitação das reservas combustíveis fósseis, que segunda estimativa
da época, se mantido o ritmo atual, as reservas de petróleo seriam esgotadas em 50
anos e as de carvão em aproximadamente 200 anos.
Atualmente a sociedade tem enfrentado grandes problemas, dentre eles estão
os relacionados à proteção do meio ambiente e o crescente aumento da demanda de
energia elétrica. De acordo com Agência Internacional de Energia, entre 1970 e
1990, este aumento foi de 4% ao ano com previsão de aumento entre 1990 e 2010,
ainda maior.
A questão energética tem sido alvo de vários debates principalmente no que
diz respeito ao aproveitamento dos recursos energéticos disponíveis, no Brasil, este
assunto teve seu auge na crise que enfrentou em 2001, pois o governo foi obrigado a
estabelecer metas de consumo máximo de energia elétrica para que fosse possível
suprir as necessidades energéticas de todos e para evitar o colapso do sistema
(apagão). Porém, estas metas estabelecidas foram insuficientes para as indústrias,
principais consumidoras de energia, que necessitaram adquirir equipamentos para
geração, para atender metas impostas pelo governo e atender simultaneamente seus
clientes. Deste ponto em diante todos métodos e processos de operação que levam
Passada a situação crítica de escassez de energia elétrica, as indústrias
adquiriram a preocupação com os problemas energéticos, e uma das melhores
opções para amenizar este problema é o uso da cogeração. A cogeração é a produção
combinada de eletricidade e calor obtida pelo uso seqüencial de energia a partir de
um único combustível (ESTADOS UNIDOS, FEDERAL ENERGY
REGULATORY COMMISSION, 1978).
A implantação de sistemas de cogeração, resultante da racionalização
energética tem crescido continuamente nos E.U.A. e na Europa, atingindo números
expressivos em relação à potência instalada dos países, cerca de 7,5% nos E.U.A.,
35% na Holanda, 29% na Dinamarca, 11% na Alemanha (OLANO, 1995).
A Cogeração oferece uma opção descentralizada para o setor industrial, isso
reduz não somente os investimentos públicos em geração, mas também em
transmissão e distribuição de energia elétrica, da mesma forma é uma opção em
curto prazo para a expansão do setor privado, que reduz o risco de falhas curtas em
sistemas com baixas reservas marginais. Outro aspecto que vem sendo considerado
ao se optar pela inserção de plantas cogeradoras é o estratégico, pois é mais
confiável ter-se opções de fontes de energia (SZKOLO, 2000).
Com o aumento da oferta de gás natural, devido ao funcionamento do
gasoduto Brasil-Bolívia a cogeração passou a ser uma opção a mais para o Brasil,
uma vez que a queima deste combustível possui características menos poluentes no
meio ambiente comparada a outros combustíveis fosseis (COMGAS 2003). Com o
aumento do uso do gás natural a um preço competitivo ocorre o favorecimento da
cogeração no Estado de São Paulo e principalmente no Vale do Paraíba. Como uma
das conseqüências deste favorecimento podemos ter uma redução das emissões de
poluentes na atmosfera aplicando técnicas de cogeração (COSTA; BALESTIERI,
2001).
Por isso, a instalação de plantas cogeradoras em empresas que tem um
consumo alto de energia elétrica e uma demanda de energia térmica também alta é
cogeração oferece e ao fato de que é necessário otimizar equipamentos usados de
forma a obter o máximo retorno do investimento realizado.
1.2. CONTEÚDO DO TRABALHO
Para a realização deste trabalho foi tomado como estudo de caso a empresa
“MALTERIA DO VALE”, a qual possui uma demanda térmica de 34000 kW, que é
suprida por intermédio de queima direta do gás natural. A demanda elétrica do
processo é de 2200 kW. Esta empresa atravessou enormes dificuldades na escassez
de energia vivenciado no Brasil em 2001.
Neste trabalho, no capítulo 2 defini-se a cogeração classificando os sistemas e
as tecnologias existentes, com a caracterização das tecnologias e dos modos de
operação dos sistemas de cogeração.
No Capítulo 3 são apresentadas informações sobre o gás natural:
características, suas reservas e produção mundial, gasodutos brasileiros, sua
utilização, e suas vantagens.
No Capítulo 4 são apresentados os aspectos legais do sistema de cogeração,
apresentando um breve histórico do setor energético relacionado a cogeração e a
legislação vigente no Brasil.
O Capítulo 5 descreve o processo utilizado pela empresa para transformar a
cevada em malte.
No Capítulo 6 é apresentado um estudo considerando dois tipos de operação;
paridade térmica e paridade elétrica, utilizando dois tipos de trocadores de calor; o
Convencional e o de Vidro.
No Capítulo 7 é apresentado o estudo da viabilidade econômica dos sistemas
de cogeração e os custos de energia produzida (eletricidade e ar quente para
secagem).
CAPÍTULO 2-COGERAÇÃO
2.1. TECNOLOGIA DE COGERAÇÃO
São usualmente classificadas em dois grandes grupos, de acordo com a
prioridade de utilização da geração de potência e calor, do ponto de vista do fluxo
energético. Assim, os ciclos são definidos como ciclo “bottoming” e ciclos
“topping". No caso de sistemas de cogeração para produzir energia elétrica,
utilizando qualquer ciclo, o gerador elétrico pode ser síncrono ou assíncrono, esta
escolha vai depender do modo de trabalho. Se o sistema for interligado com a rede
local o gerador elétrico será o assíncrono, já no caso inverso, o síncrono é utilizado.
2.1.1. Ciclo bottoming
Este ciclo é utilizado quando o projeto de cogeração pretende atender
primeiramente a demanda térmica, sendo os rejeitos energéticos dela utilizada para
suprir a demanda elétrica ou mecânica (em turbinas de condensação e/ou de contra
pressão), ou seja, o que importa neste caso é a produção de vapor (energia térmica)
utilizada no processo, e então o calor de exaustão é utilizado para a geração elétrica
ou mecânica (figura 2.1), sendo assim, a geração de energia elétrica ou mecânica é
apenas um subproduto que serve pra aumentar a eficiência do processo.
As tecnologias deste ciclo são apropriadas para os setores industriais que
apresentam grandes quantidades de fluxos térmicos residuais disponíveis em níveis
de temperatura superiores a 350°C, esta temperatura é considerada como um patamar, pois com temperaturas inferiores a esta o sistema de cogeração gera
quantidades insignificantes de vapor (PETRECCA, 1993). Neste perfil, com
como: a indústria química, metalúrgica, de vidro, cimento e outras. São possíveis
ciclos bottoming de cogeração utilizando turbinas a vapor e turbinas a gás.
Figura 2.1.- Cogeração com turbinas a vapor (ciclo bottoming)
Com a injeção suplementar de vapor gerado no processo ou do calor
residual do mesmo, poderão ser utilizados fluidos orgânicos em substituição à água,
permitindo assim o aproveitamento deste calor residual em temperaturas de até
260°C (neste patamar de temperatura os fluidos orgânicos absorvem calor suficiente para gerar vapor necessário para o processo) resolvendo assim o problema da baixa
geração de potência em sistemas com turbinas a vapor, garantindo uma maior
flexibilidade na geração de potência (SILVEIRA, 1994).
Não se pode utilizar turbinas a gás no ciclo bottoming com o
aproveitamento direto dos fluxos de gases quentes proveniente da queima do
combustível quando houver risco de presença de materiais abrasivos, tóxicos ou
corrosivos junto aos gases, neste caso pode ser utilizado um trocador de calor gás –
gás, porém este método exige um investimento maior (SANDIM; SILVEIRA,
2.1.2.Ciclo topping
Este ciclo é utilizado nas tecnologias de cogeração, quando há fluxo de
calor a uma temperatura mais elevada, este fluxo é aproveitado na geração de
potência elétrica ou mecânica, sendo que a energia térmica rejeitada na formas de
gases quentes pelo sistema é reaproveitada para suprir os requisitos de energia do
processo, ou seja, esta modalidade de cogeração produz energia elétrica ou mecânica
para depois recuperar calor que é fornecido geralmente na forma de vapor para o
processo (podendo também fornecer água quente ou fria e ar quente ou frio),
apresentando assim maiores níveis de eficiência (SANDIM; SILVEIRA, 1998).
O ciclo topping de cogeração é utilizado em turbinas a vapor, turbinas a
gás, motores de combustão interna (operando em ciclo Otto ou Diesel) e células de
combustíveis, etc (SILVEIRA, 1990).
2.1.2.1
Tecnologias utilizadas em sistemas de cogeração
Os sistemas de cogeração podem ser constituídos pelas seguintes
tecnologias (COSTA, 2003):
- Utilização de turbinas a gás;
- Utilização de turbinas a vapor;
- Ciclos combinados;
- Motores a combustão interna;
- Células combustíveis de acido fosfórico (fuel cell);
- Ciclo stirling;
- Ciclo fechado com turbinas a gás;
- Ciclos com turbinas a vapor empregando fluidos orgânicos.
Nesta dissertação serão apresentados alguns sistemas de cogeração mais
2.1.2.2. Turbina a vapor utilizando o ciclo topping
Esta tecnologia com a utilização da turbina a vapor é a opção mais
empregada atualmente para cogeração no setor industrial (SILVEIRA, 1994) (figura
2.2). Dependendo da qualidade e quantidade da demanda térmica e de alguns
aspectos operacionais do processo industrial, existem várias opções de turbinas a
vapor disponíveis para sistemas de cogeração, tais como turbinas de condensação e
extração ou turbinas de contra pressão.
Figura 2.2.- Cogeração com turbinas a vapor (ciclo topping)
As turbinas de condensação e extração apresentam níveis de eficiência
menores quando comparadas com as de contra pressão, porém existem vantagens
que devem ser levadas em consideração quando for executar o projeto de cogeração,
pois as turbinas de extração e condensação possibilitam um ótimo atendimento da
podem variar muito, ou em plantas onde a interrupção de fornecimento de energia
elétrica deve ser evitada.
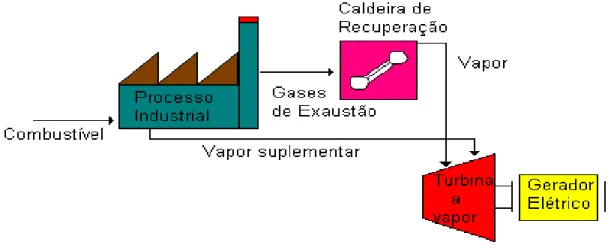
2.1.2.3. Turbinas a gás utilizando o ciclo topping
Neste sistema de cogeração utiliza-se a turbina a gás associado a caldeiras
de recuperação do calor residual, para produção de energia térmica (vapor) ou
utilizando os gases de escape da turbina para sistemas como o de secagem e/ou
ciclos de absorção. Para geração de potência elétrica ou mecânica existe varias
opções de turbinas a gás no mercado, que variam na sua capacidade que gira em
torno 50 kW até alguns centos de MW.
Na cogeração utilizando os sistemas com turbinas a gás, os ciclos de
operação podem ser classificados em dois tipos: ciclo aberto e ciclo fechado
(CORREIA, FILHO, PAGANI, 2000). Para o caso de turbina a gás em sistemas
fechado (figura 2.3), é permitido, em princípio a utilização de qualquer gás como
fluido de trabalho, a determinação deste fluido deve ser estudada levando em
consideração custos da turbina, os custos dos componentes de troca de calor, que
irão determinar a escolha por gases de baixo ou alto peso molecular. Os gases mais
utilizados são o argônio, hélio e o ar (PANUNZIO, 2000). No caso da escolha do
fluido for o argônio isto implicará numa redução da turbina, pois este gás tem um
alto peso molecular, mas requer trocadores de calor maiores. Se a escolha for o hélio
como fluido de trabalho, as turbinas são maiores, mais os trocadores de calor serão
menores, devido ao alto calor específico desse gás. Para o caso da utilização do ar
como fluido de trabalho, existe a vantagem da redução de complicações mecânicas
no sistema.
Estes sistemas apresentam baixa taxa de emissão de poluentes e possuem
eficiência global entre 53% a 60% para taxas de compressão entre 2% e 6%,
Para o caso de sistemas de cogeração com turbinas a gás em ciclo aberto
(figura 2.4), os fluidos de trabalho são os gases oriundos da combustão, cujos
componentes dependem do tipo de combustível empregado e o ar atmosférico
utilizado na queima. A eficiência global desse processo pode variar entre 65% e
80%, dependendo do nível de energia térmica disponível no processo e da
temperatura dos gases de exaustão que serão lançados na atmosfera. O gás natural é
o combustível mais adequado para este tipo de sistema, pois apresenta uma alta
densidade energética e boa eficiência de combustão, além de apresentar vantagens
ao meio ambiente, pois é menos poluente que outros combustíveis (SILVEIRA,
1994).
Estas turbinas apresentam flexibilidade operacional e facilidade de
instalação e expansão do sistema, por serem disponíveis em unidades modulares.
Apesar de serem equipamentos de custos de capital relativamente baixo, os
custos operacionais são altos face aos baixos rendimentos térmicos e a necessidade
do uso de combustível de melhor qualidade (SILVEIRA, 1994).
Figura 2.4.- Cogeração com turbina a gás em ciclo aberto (ciclo topping)
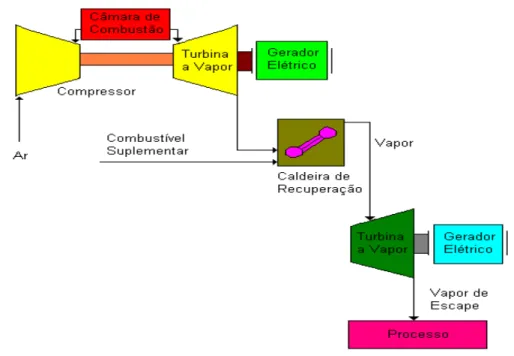
2.1.2.4. Turbinas a gás utilizando ciclo combinado e ciclo topping
Os sistemas de ciclo combinado (figura 2.5) são formados por turbinas a
gás de ciclos abertos, colocados em série com caldeiras de recuperação, nas quais
são gerados vapor de alta ou média pressão, sendo que este é expandido na sua
forma básica em uma turbina a vapor de contra pressão, o vapor de escape então é
utilizado como o vapor de processo.
Os sistemas de ciclos combinados apresentam uma grande flexibilidade na
relação de produção de eletricidade e calor, devido ao grande número de arranjos
que se pode realizar. Em comparação com as tecnologias já mencionadas, as de
ciclos combinados permitem, de maneira geral, uma maior extração potência por
unidade de calor. Sobre os aspectos de geração de eletricidade os sistemas de
chegando a converter ao redor de 50% da energia do combustível em energia
elétrica (MARTINS, 1998).
Figura 2.5.- Cogeração com turbinas a gás em ciclo combinado
2.1.2.5. Motores de combustão interna utilizando ciclo topping
Sistemas de cogeração utilizando motores de combustão interna, associada
a geradores elétricos ou compressores e a trocadores de calor para recuperação do
calor residual (dos gases de exaustão, da água de refrigeração e até do óleo
lubrificante) para fins térmicos (produção de vapor saturado, água quente ou fria, ar
quente ou frio) são modalidades eficientes de plantas operando em ciclo
“TOPPING”. Para a geração de potência elétrica existe uma grande disponibilidade
de motores em ciclo OTTO ou DIESEL no mercado, cujas capacidades variam entre
entretanto apresenta graves restrições associadas com a recuperação de calor, face
aos baixos níveis de temperatura.
As temperaturas dos gases de exaustão variam na faixa de 340° C a 560°C,
isso limita os motores em cogeração aos casos em que o processo requer grandes
quantidades de calor a baixas temperaturas (MARTINS, 2000). Esses sistemas têm
sido utilizados de maneira mais freqüente no setor terciário e em pequenas
indústrias, onde a demanda de energia elétrica é inferior a 1MW (MARTINS, 2000).
O emprego dessa tecnologia em sistemas compactos de cogeração tem sido
ampliado com o aproveitamento do fluxo de calor residual em sistemas de cogeração
por absorção.
Estas possibilidades têm sido empregadas com sucesso em supermercados,
bancos, centros de pesquisa e até em ônibus urbanos e interurbanos na Europa.
2.1.3. Adequação de tecnologias
Entre os vários segmentos da cadeia produtivas que são viáveis as
implantações de sistemas de cogeração estão o setor industrial e o terciário. O setor
industrial envolve grandes quantidades de energia térmica relativamente à demanda
elétrica. O setor terciário apresenta requerimentos térmicos em menor escala,
quando comparamos os dois setores.
É claro que nem todas as tecnologias de cogeração supracitados são
aplicáveis a qualquer segmento. Assim, deve se estabelecer critérios de escolhas das
tecnologias em função da aplicação a que se destina, de modo a viabilizar técnica e
economicamente a instalação.
Dentre as várias opções de escolha de tecnologia mais adequada, cada
aplicação deve ser feita de maneira cuidadosa, estabelecendo critérios quantos aos
aspectos a serem considerados. Um aspecto de grande importância é a
disponibilidade de combustíveis adequados a cada tecnologia com custos
ambientais associados à implantação de cada tecnologia. São também de
fundamental importância os aspectos ligados aos custos dos investimentos
necessários, bem como aos gastos de operação e manutenção dos sistemas.
O principal ponto a ser analisado para a determinação da tecnologia mais
adequada é relacionar potência/calor que caracteriza cada tecnologia de cogeração.
Essa relação de potência/calor não é coincidente, a escolha de uma das
tecnologias em detrimento a outra implica quase sempre no atendimento total de
apenas uma das duas formas de demanda energética. Deve se então recorrer a dois
parâmetros adimensionais, um para caracterizar o segmento (industrial ou terciário)
no qual se deseja instalar a tecnologia de cogeração e outro caracterizar o sistema de
cogeração escolhido.
2.1.3.1.Caracterização do segmento industrial ou terciário.
Os segmentos do setor industrial como os terciários podem ser
caracterizados, do ponto vista da demanda energética associada, como consumidores
de energia elétrica ou mecânica e de energia térmica. Baseado nesse fato é possível
definir o parâmetro adimensional (ALFA) que expressa a razão entre o consumo
elétrico ou energia mecânica e de energia térmica (SILVEIRA, 1994).
ALFA =
S E
(2.1)
Onde:
E – Energia elétrica e/ou mecânica consumida no segmento [kW]
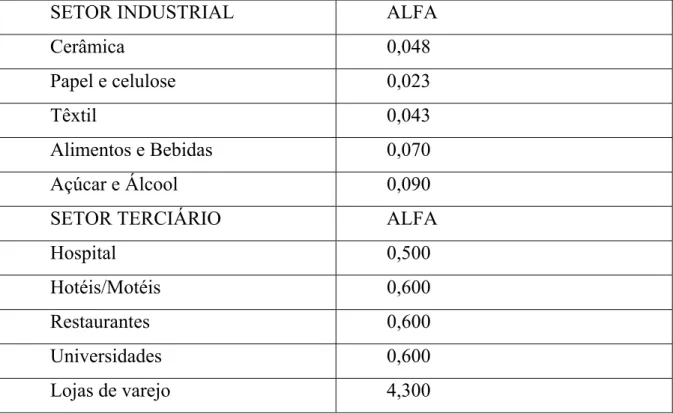
Para ilustrar a variação deste parâmetro ALFA, a tabela 2.1 a seguir, mostra
alguns segmentos do setor industrial e terciário. Deve se salientar o fato que estes
valores de ALFA na tabela 2.1, representam a média de cada segmento do setor
industrial ou terciário, os quais seguramente apresentam variações de empresa para
empresa.
Tabela 2.1- valores de ALFA para alguns segmentos (SILVEIRA, 1994).
SETOR INDUSTRIAL ALFA
Cerâmica 0,048
Papel e celulose 0,023
Têxtil 0,043
Alimentos e Bebidas 0,070
Açúcar e Álcool 0,090
SETOR TERCIÁRIO ALFA
Hospital 0,500
Hotéis/Motéis 0,600
Restaurantes 0,600
Universidades 0,600
Lojas de varejo 4,300
2.1.3.2. Caracterização do sistema de cogeração.
Analogamente a caracterização do segmento industrial ou terciário, o
sistema de cogeração pode ser caracterizado por um parâmetro adimensional
(BETA) (BALESTIERE, 1990).
Defina-se:
BETA = ' S ' E
Onde:
E´ - Energia elétrica e/ou mecânica produzida [kW]
S´ - Energia térmica produzida [kW]
O valor de BETA depende do tipo de equipamento de cogeração utilizado,
do tipo de equipamento de recuperação de calor no sistema e das condições de
operação. O valor de BETA varia entre 0,08 a 0,26 para as tecnologias com turbinas
a vapor, entre 0,48 a 0,77 para as turbinas a gás entre 0,60 a 1,09 para as de ciclo
combinado (SILVEIRA, 1994).
2.1.4. Modos de operação
O modo de operação é definido como sendo o caminho no qual os sistemas
devem operar, de maneira a assegurar a viabilidade da instalação, assim os fatores
técnicos e econômicos devem ser relacionados com o modo de operação escolhido,
para complementar a viabilidade da avaliação de implantação de um sistema de
cogeração.
Os principais fatores que influenciam o modo de operação é a necessidade
de existir uma consistência entre as características de demanda do estabelecimento
(eletricidade, calor e combustível) e as características de capacidade de produção de
eletricidade e de recuperação de calor do sistema de cogeração escolhidos
(SILVEIRA, 1994):
• O perfil da demanda térmica e suas flutuações típicas; • O perfil da demanda elétrica e suas flutuações típicas;
• A capacidade da planta para as necessidades presentes e futuras do
estabelecimento;
• Os custos de operação da planta • Os aspectos ambientais.
Há vários modos de operação de um sistema de cogeração que podem ser
seguidos de acordo com o tipo e a capacidade do sistema. Para assegurar a maior
eficiência do sistema, a recuperação do calor rejeitado deve ser a maior possível, na
condição de operação da planta de cogeração.
O modo de operação ideal seria aquele onde houvesse equilíbrio (ALFA =
BETA) e o sistema de cogeração operasse no ponto energeticamente recomendável,
sem excedente e déficit, ou seja, buscando simultaneamente a geração de potência e
o fornecimento de calor (E=E’ e S=S’), pois com está estratégia operacional a
empresa seria auto suficiente energeticamente (SILVEIRA, 1994). Esse modo de
operação é praticamente impossível, já que no processo real de uma instalação não
existem demandas regulares e uniformes, mas bastante variáveis. O sistema de
cogeração deve ser capaz de operar com desequilíbrio, seja por questão de segurança
ou por contingência e irregularidades. Desse modo, um sistema de cogeração deve
se operar sempre em torno de um ponto médio da demanda (SILVEIRA, 1994).
A definição da estratégia operacional que deverá ser adotada em um projeto
é fundamental, uma vez que nela se encerra a filosofia da empresa no tocante ao
atendimento das suas necessidades energéticas (auto-suficiência, excedente ou
déficit)
Existem quatro estratégias normais de operação para o projeto de um
sistema de cogeração:
• Operação em paridade térmica; • Operação em paridade elétrica; • Operação econômica;
2.1.4.1.Operação em paridade térmica.
Nesse modo de operação, o sistema de cogeração é projetado para ser capaz
de suprir a demanda térmica em cada parte do processo a ser considerado, deste
modo à energia térmica é o produto principal e a eletricidade é um subproduto da
cogeração.
O sistema deve ser conectado a rede da concessionária, de modo a propiciar
a venda de eletricidade excedente ou a compra de eletricidade adicional para o caso
de déficit, dependendo dos perfis de demanda do estabelecimento e das condições
operacionais (SILVEIRA, 1994).
2.1.4.2.Operação em paridade elétrica.
Nesse modo de operação, os sistemas de cogeração são projetados para
serem capazes de suprir a demanda elétrica em cada parte do processo a ser
considerado deste modo à energia elétrica é o produto principal e a energia térmica é
um subproduto da cogeração.
Se o calor produzido for insuficiente para satisfazer as necessidades do
estabelecimento, um sistema auxiliar deve ser adicionado para suprir esta diferença.
Em caso contrário, parte do calor produzido é rejeitado para o ambiente
(SILVEIRA, 1994).
2.1.4.3. Operação econômica.
Nesse modo, o sistema de cogeração opera governado por fatores
econômicos. Assim, o sistema funciona nas condições de suprir parte, totalidade ou
ainda produzir excedente da demanda elétrica no horário de pico, conforme a
empresário pode optar pela compra de eletricidade da concessionária para completar
o seu suprimento, ou, se for caso, vender excedente. O estabelecimento deve utilizar
um equipamento suplementar para satisfazer parte ou totalidade de sua demanda
térmica, quando necessário, dependendo das condições operacionais da planta de
cogeração (SILVEIRA, 1994).
2.1.4.4. Operação em cargas parciais.
Nesse modo de operação, os sistemas de cogeração são sub dimensionados
em relação aos seus requerimentos de eletricidade e calor de processo, atendendo
CAPÍTULO 03 – GÁS NATURAL
3.1.COMBUSTÍVEL GÁS NATURAL
O gás natural é uma energia de origem fóssil, mistura de hidrocarbonetos
leves entre o qual se destaca o metano (CH4) (Tabela 3.2) que se localiza no subsolo
da terra e é procedente da decomposição da matéria orgânica espalhada entre os
extratos rochosos (COMGÁS, 2003). Ele é comercializado depois de extraído das
jazidas e beneficiado. O gás natural é um produto incolor e inodoro e é mais leve
que o ar. A utilização do gás natural como combustível no mundo, teve uma lenta
evolução até os anos de 1950, tendo um rápido crescimento a partir de 1950 e se
apresentou de 1973 a 1979 como um ótimo substituto do petróleo em diversas
aplicações. Ele pode substituir qualquer combustível sólido, líquido ou gasoso, com
exceção do querosene de aviação (COMGÁS, 2003).
É o terceiro combustível na matriz energética mundial (MARTINS, 2000).
Além disso, o gás natural é uma energia carente de enxofre e a sua
combustão é completa, liberando como produtos o dióxido de carbono (CO2) e
vapor de água, sendo os dois componentes não tóxicos, o que faz do gás natural uma
energia ecológica e não poluente. Uma vez extraído do subsolo, o gás natural deve
ser transportado até as zonas de consumo, que podem estar perto ou distante. O
transporte, desde as jazidas até estas zonas, é realizado através de tubulações de
grande diâmetro, denominadas gasodutos.
Quando o transporte é feito por mar e não é possível construir gasodutos
submarinos, o gás é carregado em navios metaneiros. Nestes casos o gás é liquefeito
a 160ºC graus abaixo de zero reduzindo seu volume 600 vezes para poder ser transportado. No porto receptor, o gás é descarregado em plantas ou terminais de
grandes depósitos na pressão atmosférica e é injetado depois na rede de gasodutos
para ser transportado aos pontos de consumo. Todas estas instalações são
construídas preservando o meio ambiente, sendo em grande parte subterrâneas
favorecendo a possível restituição da paisagem (COMGÁS, 2003).
O gás natural tem uma importância para cogeração no Brasil no presente
momento, com os gasodutos brasileiros (figura 3.1) aumentou significativamente a
sua oferta, principalmente em Cuiabá e ao longo de seu trajeto, mas terá sua
principal utilização como combustível industrial e para geração termoelétrica na
região sudeste, visto que o gasoduto desta região (figura 3.2) facilitou muita a
distribuição deste combustível. É neste campo de aplicação que a cogeração pode e
deve participar, principalmente porque ela traz ótimos benefícios ambientais e
econômicos, a partir do momento em que proporciona o uso mais eficiente do
combustível.
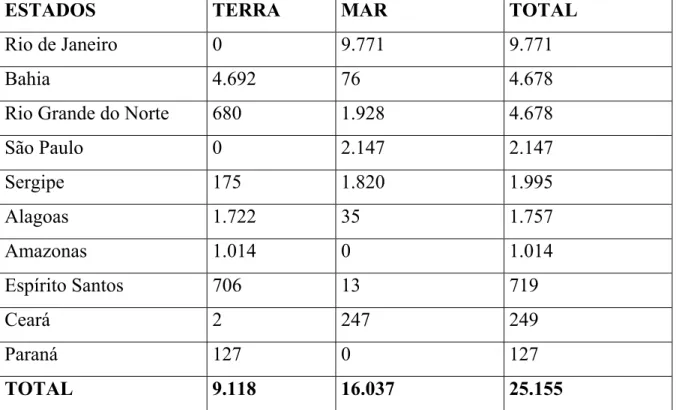
Nos últimos anos, as reservas brasileiras de gás natural conhecidas têm
aumentado significativamente, de 1970 a 1996, o volume de reservas de gás natural
exploráveis passou de 27 bilhões para 150 bilhões de m3 (MARTINS, 2000). Cerca de 39,4 % deste gás natural produzido no Brasil estão localizados na bacia de
Campos no Rio de Janeiro e as outras reservas estão localizadas na região Nordeste,
principalmente nos estados da Bahia e Alagoas. A tabela 3.1 mostra a produção de
Tabela 3.1- Produção de Gás Natural no Brasil (MARTINS, 2000).
ESTADOS TERRA MAR TOTAL
Rio de Janeiro 0 9.771 9.771
Bahia 4.692 76 4.678
Rio Grande do Norte 680 1.928 4.678
São Paulo 0 2.147 2.147
Sergipe 175 1.820 1.995
Alagoas 1.722 35 1.757
Amazonas 1.014 0 1.014
Espírito Santos 706 13 719
Ceará 2 247 249
Paraná 127 0 127
TOTAL 9.118 16.037 25.155
A comercialização do gás natural se assemelha a da energia elétrica em
muitos aspectos. Ambos são comercializados em território demarcados onde os
preços estão ligados às restrições dentro do mercado. O preço do gás natural é
composto por um somatório de vários preços, que são o preço do produto, do
transporte e da distribuição. Ele é comercializado em metros cúbicos de gás natural
equivalente (GNE) ou normal metro cúbico (Nm3) e os padrões de pressão e temperaturas adotados no Brasil são relativos a 101 kPa e 20°C respectivamente
(COSTA, 2003). Além das vantagens ambientais já conhecidas, o governo brasileiro
vem usando uma política tarifaria de incentivo para o uso de gás natural para
instalação de plantas cogeradoras, este incentivo vem através de redução de tarifas
Tabela 3.2- Composição do gás combustível (COMGÁS, 2003). Componentes do gás natural Participação do gás manufaturado
(%)
Gás natural (%)
O2 0,20 -
CO 7,05 -
H2 37,00 -
CO2 8,54 0,43
N2 18,54 0,66
C H4 26,08 87,35
C2 H6 2,19 9,72
C2 H4 0,07 -
C3 H8 0,32 1,84
Nos comércios e nas indústrias o gás natural pode ser usado para qualquer
processo de geração de frio ou calor e na geração própria de eletricidade.
No comércio, já é amplamente utilizado em padarias, restaurantes, hotéis,
escolas de natação, etc.
Como combustível, o gás natural é utilizado nos processos e equipamentos
industriais que precisam de uma energia térmica limpa, eficaz e econômica: em
cerâmicas, vidraçarias, fornos em geral, fundições, tratamentos térmicos, etc.
O gás natural também permite climatizar e gerar frio para prédios e locais
industriais, tanto como produzir gelo para pistas de patinação. Outra aplicação de grande atualidade e com grande futuro é a cogeração.
A cogeração com gás natural produz em conjunto energia elétrica (ou
mecânica) e calor útil para fábricas, centros de saúde e hotéis, assim como grandes
complexos urbanísticos. A cogeração com gás natural reduz em grande medida a
CAPÍTULO 04- ASPECTOS LEGAIS DA COGERAÇÃO
4.1. PANORAMA DA GERAÇÃO ENERGÉTICA BRASILEIRA
A expansão prevista do setor elétrico pelo plano decenal 1998 – 2007 ficou
muito aquém do necessário e por isso o Brasil enfrentou no ano de 2001 uma crise
no setor que truncou o desenvolvimento do país. Diante deste fato, governo lançou
mão de artifícios políticos, tais como, medidas provisórias para determinar regras de
racionamento a fim de evitar o caos. Os projetos de geração, transmissão e
distribuição de energia passaram a ter prioridade e a geração distribuída passou a ser
incentivada. Multiplicou-se no país projetos de centrais de cogeração, e outros
projetos que utilizam fontes alternativas de energia (eólica, solar e de biomassa) e de
pequenas centrais hidrelétricas (P.C.H.) (CLEMENTINO, 2001).
As atividades de cogeração estão em franco crescimento, principalmente
pela entrada do gás natural. O setor industrial, em especial, busca produzir por meio
da cogeração, além da própria energia, outros insumos utilizados no processo de
produção. Do ponto de vista empresarial, a cogeração é sinônimo de diminuição de
custos, com diminuição de dependência energética.
O interesse do setor industrial por cogeração tem crescido, direcionado
especialmente para a auto-suficiência de suas instalações, proporcionando uma
melhor utilização dos recursos energéticos, pois para determinado nível tarifário, em
alguns casos, a geração de excedentes de cogeração é uma opção lucrativa, os
sistemas de cogeração encontram-se aplicados em um grande conjunto de usuários
que envolvem desde indústria de médio porte até conglomerados interligados como
o projeto COGERA, que teve como objetivo formar uma parceria entre as empresas
RODHIA, CARBOCLORO e SOLVAY aproveitando o potencial oferecido por
essas empresas, tanto no que diz respeito ao consumo de vapor como também de
A Sadia vai reduzir em 10 % sua despesa com energia a partir da
implantação de sistemas de cogeração em três fabrica. “Vamos diminuir os custos,
mas principalmente os riscos”, afirmou o diretor financeiro da companhia, LUIZ
MURAT (CLEMENTINO, 2001). As unidades onde os projetos serão adotados vão
cogerar a partir do vapor liberado no processo de produção.
Comprar a energia excedente desses autoprodutores tem ajudado as
concessionárias de distribuição no atendimento de seu mercado, diminuindo a
dependência em relação à energia das hidrelétricas. É o caso da CPFL, que adquire
30 MW relativos ao excedente gerado por 12 usinas sucro-alcooleiras do interior de
São Paulo (CLEMENTINO, 2001).
Interessa às distribuidoras não só comprar energia excedente de
autoprodutores, mas também investir em centrais próprias de cogeração,
possibilitando a ampliação de escopo de clientes e também a manutenção de seus
consumidores, principalmente os intro-intensivos, que podem escolher o fornecedor
de energia que mais lhes convier (CLEMENTINO, 2001).
4.2. A COGERAÇÃO E O MEIO AMBIENTE.
Atualmente o modelo energético existente no mundo é baseado na
utilização de combustíveis fósseis (carvão mineral e petróleo). Este modelo tem sido
fortemente criticado devido a seu impacto ambiental, esta sendo desenvolvido um
forte movimento para utilização de tecnologias mais eficientes (CLEMENTINO,
2001).
O gás natural é um combustível fóssil menos prejudicial ambientalmente
que o carvão e derivados do petróleo e é considerado como uma fonte de energia
limpa para o futuro (CLEMENTINO, 2001).
Entre os resultados de consenso ambientalista está a substituição do
quase exclusivo da gasolina nos meios de transporte já está sendo contestado, as
companhias de petróleo estão procurando colocar no mercado gasolinas menos
poluidoras e autoridades governamentais tem incentivado a pesquisa de
combustíveis alternativos para veículos.
Na forma de avanços tecnológicos e maior eficiência na utilização de
energia, neste contexto, entra a cogeração de energia que é a produção simultânea de
potência mecânica ou elétrica e calor útil a partir de uma única fonte de energética
primária (COSTA; BALESTIERI, 2001).
O problema do aquecimento global, o efeito estufa, e suas conseqüências
são de grande preocupação dos dirigentes internacionais. A cogeração pode
contribuir para o não aumento ou para diminuição do efeito estufa.
O efeito estufa em si, que é perfeitamente natural, não é preocupante, mas o
aumento desse efeito pela atividade humana realmente é preocupante, fora do
processo natural do efeito estufa, a superfície da terra vem sendo atingida
diariamente pelo dobro da energia em raios infravermelhos irradiados da atmosfera,
em comparação com energia da luz direta. O principal elemento que contribui para o
efeito estufa é o vapor de água que retém a maior parte dos raios infravermelhos
(calor). Depois, pela ordem de importância, vem o dióxido de carbono (CO2)
produzido pela queima de combustíveis fósseis, a madeira e também por milhares
processos naturais: a decomposição orgânica, a emissão oceânica e a respiração dos
seres vivos (CLEMENTINO, 2001).
Outros gases que contribuem, e muito, para o efeito estufa são: o metano, os
óxidos de nitrogênio, e os halocarbonatos, que incluem o clorofluorcarbonos e seus
pares.
Podemos citar como sendo maiores causadores do aquecimento anormal da
Terra: Carros e fábricas do mundo industrializado, ao produzir 60% dos gases
É neste ponto do processo causador de efeito estufa, ou seja, a geração
termoelétrica que cogeração pode minimizar este impacto. A cogeração pode e deve
ser praticada com a finalidade de não aumentar ou diminuir o efeito estufa por meio
da seguinte medida: sempre que possível, procurar obter energia elétrica desejada
em um sistema de cogeração, pois desta forma tem se o uso energético mais
eficiente, ou seja, produz-se a energia elétrica desejada sem que se tenha de
consumir uma quantidade maior de combustível (emissor de gás do efeito estufa)
(CLEMENTINO, 2001).
4.3. SITUAÇÃO DA COGERAÇÃO NO BRASIL
Há quase duas décadas a cogeração já é feita no Brasil, ainda que em
pequena escala, dentro das atividades de autoprodução. A avaliação precisa da
capacidade instalada de cogeração no país é bastante complicada devido ao seu
caráter doméstico. A maioria das instalações encontra-se dentro de plantas fabris,
muitas vezes intimamente ligados ao processo industrial. Dessa forma, apesar da
legislação exigir no mínimo uma comunicação para fins de registro, sabe-se que
várias instalações não estão devidamente cadastradas (CLEMENTINO, 2001).
Esse procedimento pode ser indiferente para propriedade de
empreendimento em um primeiro instante, entretanto, caso haja interesse em vender
excedente para uma concessionária, ele será obrigado a regularizar sua instalação,
pois caso contrário, a concessionária correrá o risco de não ter seu contrato de
suprimento com autoprodutor homologado pelo poder concedente.
Considerando-se os dados existentes até o momento sobre as instalações de
cogeração no país, pode-se notar que as principais atividades associadas a cogeração
são:
Agricultura: empresas agroindustriais que utilizam basicamente resíduos
Papel: indústria de papel e celulose que utilizam resíduos de madeira,
lixívia e licor negro.
Petroquímica: refinaria e pólos petroquímicos
Química: indústria química.
Siderurgia: siderúrgicas que utilizam os gases de alto forno.
Outros: empreendimentos ligados a hotéis, shopping, bancos e outros
estabelecimentos comerciais ou pequenas indústrias.
4.4. CONSIDERAÇÕES SOBRE A LEGISLAÇÃO A RESPEITO DA
COGERAÇÃO.
A legislação brasileira sobre a cogeração vem sendo esboçada desde 1981,
com decreto 1872 de 21/05/1981, o qual dispões sobre a aquisição, pelas
concessionárias, de energia elétrica excedente gerada por autoprodutor. Essa
normalização teve continuidade com portaria número 283 de 1985, a qual criou a
chamada demanda suplementar de reserva (DSR), também chamada de backup,
quando o autoprodutor precisa comprar energia da concessionária por motivo da
geração própria ter sido interrompida ou reduzida por algum motivo
(CLEMENTINO, 2001).
Ocorre que o contrato feito para atender a DSR traz tarifas razoavelmente
altas, pois cobra a energia propriamente consumida mais à tarifa mensal de
emergência, mesmo que a DSR não tenha sido utilizada. Vale também para esse tipo
de contrato a tarifa de ultrapassagem, quando demanda medida e integralizada de
um determinado período for superior à soma das demandas contratadas e
suplementares de reserva, isso também é cobrado.
Quantos empreendimentos privados de geração, com promulgação da
portaria do DEPARTAMENTO NACIONAL DE ÁGUA E ENERGIA ELÉTRICA.
(DNAEE) número 187 de 1988, eles são enquadrados em três faixas de potências:
que é para empreendimentos acima de 10 MW. Quanto maior a potência alcançada,
maiores as exigências que os geradores têm que atender, com a apresentação dessa
portaria também indica o caráter do empreendimento, ou seja, se produtor é indicado
autoprodutor.
Outro texto importante para cogeração foi a portaria do DNAEE número
246 de 23/12/1998, na qual foi introduzida a figura da cogeração, que regulamenta
aquisição de energia elétrica excedente do autoprodutor pelas concessionárias.
A portaria número 246 sofreu alterações significativas pelas Portarias
número 94 de 13/06/1989, número 95 de 16/06/1989 e número 220 de 24/10/1991,
ficando o seu artigo primeiro com a seguinte redação “autorizo a aquisição de
energia elétrica de autoprodutores em contratos de longo prazo que: Não usem
derivados de petróleo como combustível, com exceção dos sistemas de cogeração;
Assegurem contratos de no mínimo 10 (dez) anos de suprimentos”.
Outros artigos da portaria número 246 que sofreram modificações são os
seguintes:
Artigo 6°- “o preço de compra será, no máximo, o valor do marginal de longo prazo de geração”.
Artigo 7°– “Se o comprovados custos evitados em transmissão, estes poderão ser adicionados ao valor acima”.
Parágrafo único: “o preço nunca poderá ser maior do que o custo marginal
regional de longo prazo de expansão do sistema”.
Artigo 24° – “Além da possibilidade de aquisição de energia elétrica, como prevista no artigo da primeira portaria, os concessionários poderão realizar o
transporte de energia elétrica gerada por autoprodutor para fim exclusivo de atender
unidades consumidoras de suas propriedades”.
A lei número 8987 de 13/02/1995 definiu o regime de concessão e
permissão para os prestadores de qualquer serviço público, de acordo com artigo
Essa mesma lei estabeleceu a figura da sub concessão igualmente feita sob
concorrência.
Novas normas para permissão de serviço público foram estabelecidas pela
lei 9074 de 07/07/1995, a qual, após a promulgação da lei 9427 de 26/12/1996, que
instituiu a AGÊNCIA NACIONAL DE ENERGIA ELÉTRICA (ANEEL), sofreu
alterações e ficou com a seguinte redação:
Artigo 10° – “Cabe a Agência Nacional de Energia Elétrica (ANEEL), declarar a utilidade pública, para fins desapropriação ou instituição de servidão
administrativa, das áreas necessárias, à implantação de instalações de
concessionárias, permissionárias e autorizados de energia elétrica”.
Com a nova redação desse artigo as figuras do autoprodutor (AP) e
produtor independente de energia (PIE) foram substituídas pela dos concessionários,
permissionárias e autorizadas de energia elétrica, ampliando se a participação destes
agentes.
4.5. A RESPEITO DA LIVRE NEGOCIAÇÃO DAS CONDIÇÕES DE
FORNECIMENTO
(CLEMENTINO, 2001).ARTIGO1o
Parágrafo 1o- “Decorrido três anos da publicação desta lei, os consumidores referidos, neste artigo poderão estender sua opção de compra a quaisquer
concessionárias, permissionária ou autorizada de energia elétrica do mesmo sistema
interligado”.
Parágrafo 5o – “O exercício da opção pelo consumidor não poderá resultar em aumento tarifário para consumidor remanescentes da concessionária de serviço
Parágrafo 7o – “Os concessionários poderão negociar com os consumidores referidos neste artigo novos condições de fornecimento de energia elétrica,
observados os critérios a serem estabelecidos pela ANEEL”.
4.5.1. A respeito da classificação de instalações de transmissão
Artigo 17°- “As instalações de transmissão de interesse restrito das centrais
de geração poderão ser consideradas integrantes das respectivas concessões,
permissão ou autorizações”.
A lei número 9427, de 26/12/1996 que criou a ANEEL sofreu as seguintes
alterações:
Artigo 26° – “Depende de autorização da ANEEL”:
- O aproveitamento da capacidade hidráulica de potências superior a mil
kW e igual ou inferior a trinta mil kW destinado à produção independente ou
autoprodução, mantidas as características de pequena central hidrelétrica;
-A compra e venda de energia elétrica, por agente comercializado;
-A importação e exportação de energia elétrica, bem como a implantação
dos respectivos sistemas de transmissão associados:
-A comercialização, eventual e temporária, pelos autoprodutores, de seus
excedentes e de energia elétrica”.
A lei número 9648 de 27/05/1998 instituiu o Operador Nacional do Sistema
Elétrico (ONS) e o Mercado Atacadista de Energia (MAE).
A regulamentação dessa lei deve se prever que as distribuidoras deverão ser
obrigadas a adquirir, em contratos de longo prazo, pelos menos 85% do seu
fornecimento, participando do MAE (Mercado Atacadista de Energia), para as
complementações necessárias. O produtor independente de energia de base térmica
poderá vender parte ou a totalidade de sua energia, poderá celebrar contratos num
bem como será chamado a fornecer energia ao MAE quando se avizinha um período
critico ou uma estação de baixa hidraulicidade. Não será vedada ao produtor
CAPÍTULO 05 – PROCESSO
5.1. DESCRIÇÃO DO PROCESSO DE PRODUÇÃO DE MALTE
O processo estudado neste trabalho possui características para a obtenção
do malte e é considerado como semicontínuo o qual consiste em adequar os grãos da
cevada a condição de germinação e que deve ser interrompido no momento em que
este grão se prepara para produzir uma nova planta. O processo será descrito a
seguir, este é basicamente composto por quatro etapas distintas.
O processo inicia-se com a cevada sendo levada ao topo de um silo o qual é
dividido em 3 compartimentos, conforme figura 5.1.
No topo do silo, formado pelo primeiro compartimento, a cevada é mantida
a uma temperatura de 16°C, durante um período de 36 horas, esta etapa é chamada
de maceração. Ao término deste período, a cevada é descarregada em outro
compartimento denominado Germinação 2 e este é novamente carregado com outra
remessa de cevada.
A segunda etapa é denominada de Germinação 2. Neste ciclo, a cevada
permanece a uma temperatura de 14°C por um período de 36 horas. Completando o
ciclo, a cevada (já em processo de germinação) é descarregada em outro
compartimento o de Germinação 1 e este novamente é carregado com outra remessa,
proveniente do compartimento anterior.
A terceira etapa, denominada de Germinação 1, consiste em permitir que a
cevada termine o processo de germinação. A mesma, é mantida a 14°C durante um
período de 36 horas. Nestas etapas supracitadas o amido apresenta-se em cadeias
menores do que na cevada, tornando se mais solúvel e maleável encerrado este ciclo.
O produto já germinado é levado para uma estufa dando continuidade ao
processo, e este compartimento é novamente carregado com outra remessa
A quarta etapa se refere a submeter o produto já germinado à temperatura
de 80°C, durante um período de 36 horas, visando à retirada da umidade existente,
sem a destruição das enzimas formadas, que são essenciais para fabricação da
cerveja, cujo processo é ilustrado na figura 5.2. Portanto, o malte nada mais é que o
grão de cevada submetido a um processo de germinação, com a finalidade de
desenvolver enzimas e modificar o amido. E o processo para isso consiste em
controlar as condições de temperatura, umidade e aeração do grão.
CAPÍTULO 6- ANÁLISE TÉCNICA DE SISTEMAS DE
COGERAÇÃO PARA UMA INDÚSTRIA DE MALTE
6.1. CARACTERÍSTICA DE CONSUMO DA EMPRESA
Considerando as características de consumo da empresa:
Eletricidade Requerida no Processo 2200 kW (Malteria, 2003)
Consumo de Gás Natural 3333,33 m3/h (Malteria, 2003)
6.2. CÁLCULO DO PARÂMETRO “ALFA”.
Cálculo de ALFA:
ALFA =
S E
(6.1)
E= Potência Elétrica Requerida no Processo = 2200 kW
S= Potência Térmica Requerida no Processo = 34 260 kW
ALFA =
r r
Q E
= 0,06 (6.2)
Conforme tabela 2.1, o parâmetro alfa para indústria de alimento e bebidas
é em torno de 0,070, a indústria de transformação de cevada em malte se encaixa