i
unesp
UNIVERSIDADE ESTADUAL PAULISTA“JÚLIO DE MESQUITA FILHO” CAMPUS DE GUARATINGUETÁ
José Carlos Sávio de Souza
AVALIAÇÃO DE UM MODELO MATEMÁTICO PARA A DETERMINAÇÃO DO COEFICIENTE DE ATRITO NO PROCESSO DE CONFORMAÇÃO POR
DOBRAMENTO
ii JOSÉ CARLOS SÁVIO DE SOUZA
AVALIAÇÃO DE UM MODELO MATEMÁTICO PARA A DETERMINAÇÃO DO COEFICIENTE DE ATRITO NO PROCESSO DE CONFORMAÇÃO POR DOBRAMENTO
Dissertação apresentada à Faculdade de Engenharia do Campus de Guaratinguetá, Universidade Estadual Paulista, para a obtenção do título de Mestre em Engenharia Mecânica na área de Projetos e Materiais.
Orientador: Prof. Dr. Ângelo Caporalli Filho Coorientador: Prof. Dr. Anselmo Monteiro Ilkiu
iv
DADOS CURRICULARES
JOSÉ CARLOS SÁVIO DE SOUZA
NASCIMENTO: 01.12.1963 – Taubaté – SP FILIAÇÃO: José Carlos de Souza
Maria Sávio de Souza
1982/1985 Tecnólogo em Processamento de Dados Universidade de Taubaté – SP
1986/1991 Engenharia Mecânica Universidade de Taubaté.
v
Dedico de modo especial à minha esposa Dione,
ao meu filho Heitor,
à minha filha Lívia
vi
AGRADECIMENTOS
Em primeiro lugar, agradeço a Deus e a Nossa Senhora Auxiliadora, que me proporcionaram saúde e força para persistir no meu objetivo.
Ao meu orientador Prof. Dr. Ângelo Caporalli Filho que foi fundamental, tanto no apoio a este trabalho quanto na divulgação dos conceitos da conformação mecânica em minha empresa, criando um elo de comunicação entre todas as áreas que atuam no processo.
Ao meu coorientador Prof. Dr. Anselmo Monteiro Ilkiu, um amigo de vinte e cinco anos e parceiro no desenvolvimento de vários projetos bem sucedidos em estampagem para peças de grandes dimensões de turbinas hidráulicas, que, depositando sua confiança na minha capacidade, definiu os rumos desta empreitada.
Presto também meus agradecimentos à ALSTOM BRASIL LTDA e mais particularmente aos engenheiros Augusto César Ferreira e José Claudio Nicoletti, pela flexibilidade e apoio dispensados para a conclusão desta pesquisa.
vii
SOUZA, J. C. S. Avaliação de um modelo matemático para a determinação do coeficiente de atrito no processo de conformação por dobramento, 2013. 88 f. Tese (Mestrado em Engenharia Mecânica) –Faculdade de Engenharia do Campus de Guaratinguetá, Universidade Estadual Paulista, Guaratinguetá, 2013.
RESUMO
O presente trabalho apresenta um modelo matemático para a análise da conformação de chapas metálicas por dobramento considerando o atrito entre a ferramenta e a peça, com o objetivo de obter uma estimativa para a carga de conformação e do valor do coeficiente de atrito no processo de conformação por dobramento . O modelo foi desenvolvido com base nas teorias plásticas pelo método da energia de conformação utilizando o critério de escoamento de von-Mises, conforme apresentado por Chakrabarty, Mellor e Al-Qureshi. Para a análise dos resultados, foram consideradas as propriedades geométricas que definem a peça e a matriz de conformação, bem como as propriedades do material. Os resultados teóricos para a tensão residual para o trabalho total de conformação, para a força de conformação e para o raio final de conformação são obtidos em função das propriedades geométricas do processo e das propriedades do material.
viii
SOUZA, J. C. S. Mathematical model for the analysis of friction in the Folding Process
2013. 88 f. Thesis (Master's degree in Mechanical Engineering) – University of
Engineering of Guaratinguetá, From São Paulo State University, Guaratinguetá, 2013.
ABSTRACT
The present work presents, a mathematical model for analysis the conformation of sheet metal folding considering the friction between the tool and workpiece to obtain an estimate for the conformation load and the value to coefficient friction. The model was developed based on the theories the energy method of the plastic deformation using the yield criterion of von Mises as presented by Chakrabarty, Mellor e Al-Qureshi. For the analyze the results, were considered the geometric properties that define the workpiece, the conformation tool and the material properties. The theoretical background for the residual strain the total work of conformation, force of conformation and the forming results, are obtained according the process, the geometrical properties and material properties.
ix SUMÁRIO
LISTA DE FIGURAS ... xi
LISTA DE TABELAS ... xiii
LISTA DE SÍMBOLOS ... xiv
1. INTRODUÇÃO ... 1
2. REVISÃO BIBlIOGRÁFICA ... 4
2.1. PROCESSOs DE ESTAMPAGEm ... 4
2.2. PRENSAS ... 8
2.3. TEORIA DA PLASTICIDADE ... 10
Introdução ... 10
2.3.1. Curvas de Tensão x Deformação ... 10
2.3.2. O comportamento uniaxial na plasticidade ... 12
2.3.3. 2.3.3.1. Curvas simplificadas x para tensões uniaxiais ... 12
2.4. Atrito ... 25
Atrito no Processo de Conformação ... 25
2.4.1. Variação do coeficiente de atrito no processo de dobramento ... 30
2.4.2. 3. EQUACIONAMENTO DO ENSAIO. ... 35
3.1. DESENVOLVIMENTO TEÓRICO ... 37
Deformação do material ... 37
3.1.1. Trabalho total de conformação e força de conformação ... 39
3.1.2. 3.2. Aplicação do Modelo para o aço carbono ASTM A36... 40
3.3. Resultados Teóricos: ... 40
4. Experimento ... 42
4.1. Equipamento ... 42
4.2. Ferramental ... 43
4.3. experimento ... 45
x
4.5. Posicionamento do Blank na ferramenta. ... 46
4.6. Lubrificação ... 46
4.7. Procedimento de Dobramento ... 46
5. ANÁLISE DOS RESULTADOS ... 49
5.1. RESULTADOS DO EXPERIMENTO. ... 49
Ensaio com lubrificante, graxa grafitada. ... 49
5.1.1. Ensaio realizado com lubrificante “Óleo de Corte” ... 50
5.1.2. Ensaio realizado sem lubrificante, a Seco. ... 50
5.1.3. 5.2. APRESENTAÇÃO DOS RESULTADOS DO MODELO MATEMÁTICO. ... 51
Simulação com graxa grafitada ... 52
5.2.1. Simulação com Óleo de Corte ... 53
5.2.2. Simulação sem lubrificação ... 54
5.2.3. 5.3. ANÁLISE DOS RESULTADOS: ... 55
5.4. Resultados obtidos nos experimentos. ... 57
6. CONCLUSÕES ... 59
7. Sugestões para pesquisas futuras ... 61
REFERÊNCIAS BIBLIOGRÁFICAS ... 62
ANEXOS ... 65
xi
LISTA DE FIGURAS
Figura 1 - Processos de Estampagem Profunda... 4
Figura 2 - Peça estampada formato de um copo ... 5
Figura 3 - Matriz e Punção para estampagem de chapas ... 6
Figura 4 - Processo antes e após a estampagem. ... 6
Figura 5 - Esquema de uma Turbina Bulbo – Hidroelétrica... 7
Figura 6 - Prensa hidráulica de 18000 KN ... 9
Figura 7 – Curva tensão x deformação de um aço baixo carbono ... 11
Figura 8 - Curvas tensão-deformação verdadeiras típicas para um metal ... 11
Figura 9 - Curvas tensão x deformação comportamento anelástico com descarregamento ... 12
Figura 10 - Deformação com encruamento ... 13
Figura 11 - Modelo da curva linear elástica com encruamento exponencial ... 14
Figura 12 - Modelo elásto plástico perfeito ... 15
Figura 13 - Estados planos de tensões ... 17
Figura 14 - Construção do hexágono de Tresca ... 21
Figura 15 - Hexágono de Tresca... 21
Figura 16 - Elipse de von Mises ... 23
Figura 17 - Comparação critério de Tresca e von Mises ... 24
Figura 18 - Tensão tangencial em função da pressão normal ... 27
Figura 19 - Variação do coeficiente de atrito com a pressão normal ... 28
Figura 20 Simulação Ansys (0,1) ... 30
Figura 21 - Simulação Ansys (0,1) - Dobrada ... 31
Figura 22 - Simulação Ansys (0,57) ... 32
Figura 23 - Simulação Ansys (0,57) - Dobrada ... 32
Figura 21 - Modelo teórico ... 35
Figura 22 - Modelo matemático ... 40
Figura 23 – Gráfico gerado pelos dados teóricos ... 41
Figura 24 - Máquina de ensaio com a ferramenta montada ... 42
Figura 25 - Calibração na máquina de tração ... 42
Figura 26 - Software de Geração ... 43
Figura 27 - Projeto da ferramenta do ensaio 3D ... 44
Figura 28 - Projeto da ferramenta do ensaio 2D ... 44
xii
Figura 30 - Blank do corpo de prova ... 46
Figura 31 - Blank posicionado na ferramenta ... 47
Figura 32 – Corpo de prova conformado ... 48
Figura 36 - Ensaio com graxa grafitada... 49
Figura 37 – Ensaio realizado com óleo de corte. ... 50
Figura 38 - Ensaio realizado a seco ... 51
Figura 39 - Força de Conformação x Coeficiente de atrito ... 52
Figura 40 - Força de Conformação x Coeficiente de Atrito - Óleo de Corte ... 53
Figura 41 - Força de Conformação x Coeficiente de Atrito - Sem lubrificante ... 54
Figura 42 - Curvas do ensaio experimental ... 55
Figura 43 - Gráfico Força de Conformação x Coeficiente de atrito ... 56
Figura 33 - Peças dobradas nos ensaios ... 57
Figura 34 - Peça dobrada ... 58
Figura 48 - ANEXO A - Norma ASTM A36A 36M – 04 – pagina ... 65
Figura 49 - ANEXO B - Norma ASTM A36A 36M – 04 – pagina 2 ... 66
Figura 50 - ANEXO C - Norma ASTM A36A 36M – 04 – pagina 3 ... 67
Figura 51 - ANEXO D - Norma ASTM A36A 36M – 04 – pagina 3 ... 68
Figura 52 - APÊNDICE A - Projeto Ferramenta 2D - Folha 01 ... 69
Figura 53 - APÊNDICE B - Projeto Ferramenta 2D - Folha 02... 70
Figura 54 - APÊNDICE C - Projeto Ferramenta 2D - Folha 03... 71
Figura 55 - APÊNDICE D - Relatório de controle Punção - folha 01 ... 72
Figura 56 - APÊNDICE E - Relatório de controle Punção - folha 02 ... 73
Figura 57 - APÊNDICE F - Relatório de controle Punção - folha 03 ... 74
Figura 58 - APÊNDICE G - Relatório de controle Punção - folha 03 ... 75
Figura 59 - APENDICE H - Relatório de controle Matriz - folha 02 ... 76
xiii
LISTA DE TABELAS
xiv
LISTA DE SÍMBOLOS
A : área m²
Cd: Velocidade do som m/s
b: Largura da placa a ser conformada m
D0: Diâmetro inicial do blank m
De: Incremento de deformação elástica [1]
Dp Incremento de deformação plástica [1]
De :Incremento de tensão [1]
E: Módulo de Young Pa
Ep: Módulo plástico [1]
Et: Módulo tangente [1]
F: Força N
h: Espessura da chapa m
J: Função constitutiva [1]
J2: Incremento do tensor de tensões [1]
K: Valor crítico das tensões octaédricas Pa
l: Comprimento da chapa a ser conformada m
Y: Tensão de escoamento do material da chapa metálica Pa
m: Fator de cisalhamento de atrito
R: Raio médio m
Rp: Raio do punção m
t: Espessura da chapa a ser conformada m
We: Trabalho plástico por conformação Pa m
xv
Deformação %
: Deformação elástica %
: Deformação plástica %
:
Taxa de deformação %: Taxa de deformação elástica %
: Taxa de deformação elástica %
Θ: Ângulo de conformação Graus
: Viscosidade
Coeficiente de atrito [1]
Coeficiente de Poisson Pa
Tensão Pa
: Tensão Hidrostática Pa
oct :Tensão octaédrica Pa
e : Tensão limite de escoamento Pa
x: Tensão principal eixo x Pa
y: Tensão principal eixo y Pa
z: Tensão principal eixo z Pa
δ: Deslocamento da prensa m
τ
:
Tensão de cisalhamento Pa1
1.
INTRODUÇÃO
A competitividade global em conjunto com uma série de políticas de preservação do meio ambiente e da segurança das pessoas envolvidas nos processos produtivos (fatores ambientais e humanos), levam as indústrias a inovar rapidamente seus produtos, lançando continuamente novos modelos em prazos curtos, com elevados requisitos de qualidade a custos reduzidos, maximizando os recursos necessários num processo que agrida menos o meio ambiente e garanta a segurança e a saúde de seus funcionários.
Para atender a essas necessidades, os procedimentos de desenvolvimento de produtos e de fabricação devem ser continuamente aprimorados, incorporando novas técnicas de análise e controle.
A estampagem, dentre os vários processos da cadeia produtiva, é um importante processo de fabricação industrial, pois é um meio rápido e econômico de produzir artigos de formas complexas, de alta precisão, duráveis, em grande quantidade e com a utilização da chapa (blank) no início do processo na dimensão bem próxima da forma final desejada.
Sendo um processo de conformação mecânica onde um componente inicialmente simples, como uma chapa metálica, é plasticamente deformada entre ferramentas, matriz e estampo para obtenção da configuração final desejada, muitas vezes numa geometria complexa. As ferramentas guardam a geometria desejada e aplicam pressão ao material em deformação através da interface ferramenta e material (T.ALTAN,1999).
O processo de estampagem, apesar de ser indicado para grandes lotes, pois o ferramental desenvolvido tem alto custo e é específico para cada peça, também é indicada para pequenos lotes de peças de grandes dimensões e espessuras. Sua aplicação é vantajosa pela alta produtividade do processo, por conseguir peças de perfil de grande complexidade e qualidade que podem apresentar grande resistência mecânica e redução da espessura do blank, pois a forma é obtida apenas pela deformação plástica do material e não pela remoção de material. Em geral a estampagem é feita a frio, o que permite obter peças de melhor rugosidade superficial, tolerâncias dimensionais mais precisas, mas demandam de equipamentos (prensas) de maior robustez e força.
2
do ferramental, também influenciam o processo. A interação destes fatores torna difícil a determinação analítica do processo de estampagem.
Esta dificuldade leva o desenvolvimento de novas ferramentas a se basear na experiência do projetista, adquirida em peças similares e no tipo de material aplicado.
Entre a concepção de um novo produto estampado até a fase de fabricação, o ferramental é desenvolvido em várias etapas, sendo necessária a fabricação de ferramentas (protótipos) que necessitam de ajustes com longos ciclos de tentativa e erro. Estes ciclos influem decisivamente no custo de um novo produto.
A aplicação de programas de análise e aproximação numérica (Elementos Finitos), desenvolvidos para simular o processo de conformação de chapas metálicas, pode diminuir o número de ciclos no desenvolvimento de ferramentas ou mesmo eliminá-los, garantindo a eficiência do processo, de modo a obter produtos de qualidade ao menor custo e prazo. Atualmente, muitos programas baseados em diferentes algoritmos têm sido desenvolvidos e testados para simular o processo de conformação de chapas metálicas. Estes programas procuram modelar o complexo comportamento plástico dos metais e sua interação com o ferramental durante a estampagem, buscando a predição da força de estampagem, a formação de rugas, a deflexão superficial, a condição limite de rasgamento, a geometria do blank, o retorno elástico, avaliação da espessura da chapa, as tensões residuais, etc. A obtenção destes dados por simulação auxilia a tomada de decisões e possibilita a redução do tempo de desenvolvimento do ferramental, através da diminuição das etapas de conformação e aumento da complexidade das peças. São dados fundamentais na escolha e utilização adequada das prensas no aumento da confiabilidade do processo e na melhoria da qualidade da peça acabada. Então, o conhecimento da força de conformação necessária é fundamental para a definição do equipamento que poderá ser utilizado.
São recursos disponíveis para minimizar o ciclo e o alto custo para ajuste de uma ferramenta e em muitos casos, as modificações podem ser tão grandes que podem inviabilizar a sua modificação, fazendo com que o projeto retorne ao seu estágio inicial. Simular em programas o comportamento plástico dos metais no processo de conformação exige um pleno entendimento de todos os fenômenos. Então, para entender, projetar, dimensionar e otimizar a operação de conformação é útil considerar o processo de conformação de metais como um sistema e classificá-lo de maneira sistemática.
3
sendo estudado, pois um sistema de conformação metálica consiste de todas as variáveis de entrada, como o material (tarugo ou blank), o ferramental, as condições de interface, ferramenta peça onde o atrito é de fundamental importância para definição do processo, o mecanismo de deformação plástica, o equipamento usado, as características do produto final e finalmente o ambiente da fábrica onde o processo está sendo conduzido.
O objetivo deste trabalho é comprovar o modelo matemático para a análise do atrito no processo de conformação por dobramento que foi apresentado pelo Professor Dr. Anselmo Monteiro Ilkiu, que visa a fornecer uma estimativa da carga de máquina necessária para conformar a peça, obter as tensões residuais resultantes do processo e obter o coeficiente de atrito para os lubrificantes utilizados nos experimentos. Utilizando de uma ferramenta para dobramento e uma prensa instrumentalizada do laboratório de ensaios mecânicos da Unesp, serão comparados os resultados da simulação do modelo matemático com os ensaios obtidos dos ensaios do laboratório e também com um modelo desenvolvido com elementos finitos.
4
2.
REVISÃO BIBLIOGRÁFICA
2.1.
PROCESSOS DE ESTAMPAGEM
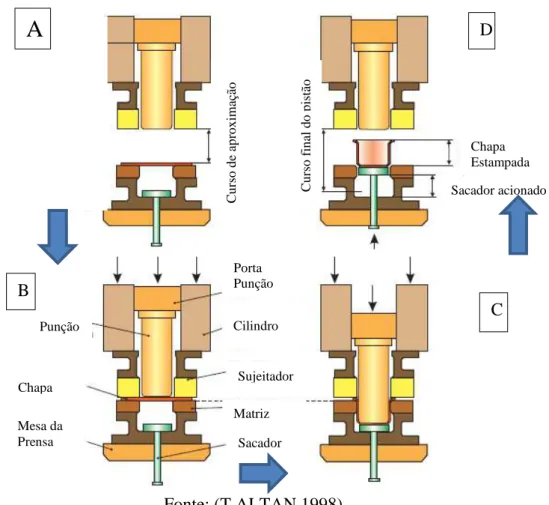
A estampagem é um método de conformação sob condições de compressão e tração onde uma chapa é forçada a escoar para dentro de uma cavidade na matriz, a qual assume a forma com um simples golpe da prensa, ou seja, é possível obter um copo a partir de um disco de chapa (blank). Este processo pode ser inicialmente classificado em dois grandes grupos: o da estampagem profunda ou embutimento (estiramento) e estampagem em geral.
As condições de estampagem profunda são típicas quando se parte de um esboço circular, ou disco, e se atinge a forma final de um copo. O disco metálico, por meio da ação do punção na sua região central, deforma-se em direção à cavidade circular da matriz, ao mesmo tempo em que a aba ou flange, ou seja, a parte onde não atua a punção, mas somente o sujeitador, movimenta-se em direção à cavidade.
Figura 1 - Processos de Estampagem Profunda
Fonte: (T.ALTAN,1998)
Na Figura 1, pode-se observar a sequência de um processo de estampagem profunda de uma ferramenta de embutimento de um copo. O disco ou esboço que se deseja embutir é
5
colocado sob o sujeitador (ou prensas-chapas), o qual prende a chapa pela parte externa. O punção está fixado no porta-punção e o conjunto é fixado na parte móvel da prensa. A matriz é fixada na base, que por sua vez, é fixada na mesa da prensa. Na região da aba, ocorre uma redução gradativa da circunferência do disco, à medida em que sua região central penetra na cavidade da matriz. Nessa região, atuam esforços na direção das tangentes dos círculos concêntricos, a região central, denominados de compressão circunferencial e que tendem a enrugar a chapa. Para evitar esse enrugamento, aplica-se uma tensão de compressão através do sujeitador, denominada pressão de sujeição. A pressão de sujeição deve ser suficientemente baixa para permitir o movimento da aba do disco em direção à região central e suficientemente alta para evitar o aparecimento das rugas. Ainda na aba, atuam os esforços de tração, que trazem essa parte para a região central, denominados como tensões de estiramento radial, e também os esforços de atrito que dependem do nível da tensão de sujeição, dos estados das superfícies (da chapa, da matriz e do sujeitador quanto a rugosidade superficial) e do tipo de lubrificante empregado.
Pode-se verificar na Figura 2, o resultado da operação de estampagem profunda, forma de um copo.
Figura 2 - Peça estampada formato de um copo
Fonte: (ALTAN-1998)
6
Uma forma de estampagem de perfis complexos, ver Figura 3 e Figura 4, que representam uma ferramenta utilizada para estampar setores de peças de uma turbina de hidroelétrica. A matriz e o punção são montados em prensas de grande capacidade de força, como indicado na Figura 6, em que o produto é gerado num processo de estampagem a frio. Nos processos, Figura 4, a força de conformação chega a 15000 KN
Figura 3 - Matriz e Punção para estampagem de chapas
Fonte: (Próprio autor)
Figura 4 - Processo antes e após a estampagem.
Fonte: (Próprio autor)
As formas finais das peças podem ser representadas pelas várias peças ilustradas nos componentes de uma turbina bulbo para uma hidroelétrica.
As turbinas Bulbo são empregadas, na maioria dos casos, em aproveitamentos de baixa queda e quase sempre, a fio d’água. Sua concepção reduz, consideravelmente, o volume das obras civis. Em compensação, o custo do equipamento eletromecânico, turbina e gerador, é maior que o das turbinas convencionais, pela tecnologia e processos de fabricação aplicados em termos de ajustes e vedações. A Figura 5 mostra o arranjo típico de um grupo bulbo, onde pode-se observar a complexidade dos perfis, que nesses casos, possuem dimensões de até 10 metros de diâmetro.
Na visualização da turbina bulbo, pode-se perceber a existência de uma espécie de bulbo (do qual se origina o nome da turbina), que é uma câmara blindada onde fica o gerador.
7
Nas máquinas mais recentes, esse bulbo é instalado na montante do rotor e fica localizada no eixo da corrente líquida. O distribuidor e o rotor possuem pás orientáveis e o controle da vazão é feita pelas palhetas do distribuidor (Coelho,2006).
Tem-se, por exemplo, a Cinta do Rotor, a Tampa Externa e a Tampa Interna e o Nariz do Bulbo, cujo processo de fabricação inicia com uma chapa plana e através dos processos de estampagem se transformam em componentes complexos, perfis hidráulicos de alta precisão, cujo rendimento e vibração da turbina dependem da precisão da execução destes componentes.
Figura 5 - Esquema de uma Turbina Bulbo – Hidroelétrica
Fonte: (Próprio autor)
Cinta do rotor
Tampa Externa
Tampa Interna
8
2.2.
PRENSAS
A seleção de uma prensa para a estampagem de uma peça em particular, tem que ser baseada no conhecimento íntimo do trabalho a ser executado e dos diversos tipos de prensas disponíveis. O conhecimento da força de estampagem, as dimensões da mesa e do martelo, o curso do martelo, as condições de fixação e acionamento do prensa chapas, são requisitos básicos a serem considerados para esta seleção (Lascoe, 1988).
As prensas são projetadas e construídas para se garantir a precisão, o paralelismo e o controle de deflexões mínimas, dispondo de controles elétricos sofisticados de alta precisão. Seu modo de acionamento pode ser mecânico (excêntricas) ou hidráulico.
As prensas excêntricas têm como vantagem principal uma maior velocidade de trabalho; como desvantagens apresentam pequeno curso de avanço do martelo e possibilidade de sobrecarga tanto da ferramenta quanto da própria máquina.
As prensas hidráulicas são mais indicadas para embutimento profundo, pois apresentam maior curso do martelo, têm controle de velocidade de avanço e ajuste de curso do punção, têm a carga máxima ajustável de acordo com o trabalho a ser executado, o que evita sobrecargas. Como desvantagens, têm uma menor velocidade que as mecânicas e a necessidade de um motor maior, pois não têm um volante para estocar energia.
Como todos os materiais estruturais empregados seguem as leis da elasticidade, deve- se reconhecer que todas as prensas sofrem deflexões, por mais robustas que possam ser construídas, não existindo prensas com deflexão nula. A função das estruturas das prensas é absorver as forças e prover uma guia precisa de deslizamento, dar suporte ao sistema de acionamento e outras unidades auxiliares, seu desenho depende de:
Força da prensa, que determina os requisitos de resistência e rigidez da estrutura;
As dimensões da matriz, que influenciam no tamanho da área da mesa de trabalho da prensa;
Acesso à área de trabalho, que determina a forma da estrutura da prensa;
Grau de precisão das guias, que tem influência determinante na forma e rigidez da estrutura.
9
fabricação. Sua principal desvantagem é que devido à sua forma tende a sofrer uma deflexão angular, desalinhando a ferramenta, o que pode comprometer a qualidade do produto. Para minimizar este problema são acoplados tirantes na sua parte frontal.
Estruturas tipo “H” – formadas por colunas ou paredes laterais unidas por uma base e uma cabeceira, apresentam maior custo e são as mais indicadas, pois têm a vantagem de eliminar a deflexão angular. Suas colunas proporcionam guias mais rígidas e precisas, porém impõem restrições ao acesso à mesa de trabalho.
Figura 6 - Prensa hidráulica de 18000 KN
10
2.3.
TEORIA DA PLASTICIDADE
Introdução 2.3.1.
A teoria da plasticidade estuda o comportamento dos materiais em níveis de formulações onde ocorrem deformações residuais significativas, o que não se verifica na Lei de Hooke, o que torna, devido aos vários aspectos da deformação plástica mais difícil de descrever do que o comportamento elástico (DIETER,1976).
O objetivo da teoria da plasticidade é prover a descrição teórica das relações entre tensão e deformação para materiais que exibem uma resposta elasto-plástica. O comportamento plástico é caracterizado por uma deformação irreversível que ocorre a partir de certos níveis de tensão (BATHE,1982).
A teoria da plasticidade estuda o comportamento dos materiais a níveis de deformação em que já não se verifica a lei de HOOKE, representando uma necessária extensão da teoria da elasticidade. A formulação matemática da teoria da plasticidade tem que contemplar os diversos aspectos da deformação plástica como sua irreversibilidade, o modo de aplicação das solicitações mecânicas, o comportamento real dos materiais como a anisotropia plástica, o fenômeno do encruamento, a histerese elástica e o efeito Bauschinger, todos estes aspectos impõem uma considerável complexidade matemática na sua descrição. É uma ciência experimental, com o uso contínuo dos computadores e sua difusão aliada à aplicação dos conhecimentos teóricos, ferramentas atualmente fundamentais para solução dos problemas que envolvem deformações plásticas (LUBLINER – 1990).
Curvas de Tensão x Deformação 2.3.2.
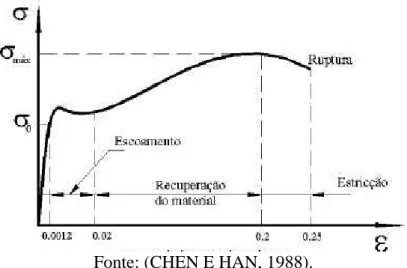
A Figura 7 mostra uma curva tensão-deformação ( x ε) típica do ensaio de tração de um material dúctil. Nesta curva, pode-se observar que as tensões crescem proporcionalmente em relação à deformação ε até atingir a tensão a inclinação desta reta é que define o módulo de elasticidade (E) do material.
11
Figura 7 – Curva tensão x deformação de um aço baixo carbono
Fonte: (CHEN E HAN, 1988).
Pode-se observar nos diagramas da Figura 8 que se um metal é deformado a tração até o ponto A, quando a carga é retirada, a deformação total decrescerá imediatamente de um valor ε, de para . O decréscimo de deformações é a deformação elástica recuperável, da deformação restante uma pequena parte, dependendo do material, da temperatura e do tempo, desaparecerá , isto é conhecido como comportamento anelástico.
Ao se recarregar o material, Figura 9, à medida que a tensão se aproxima do valor original no qual ocorreu o descarregamento, a curva irá dobrar-se até se tornar uma continuação daquela que seria obtida caso não houvesse ocorrido o descarregamento.
Figura 8 - Curvas tensão-deformação verdadeiras típicas para um metal
Fonte: (CHEN E HAN, 1988).
12
plasticamente e depois descarregado até que , e recarregado a compressão o limite de escoamento será inferior ao de tração , a curva x ε em compressão irá diferir consideravelmente da obtida para o mesmo metal sem pré-carga, este fenômeno é conhecido como efeito Bauschinger (CHEN E HAN, 1988).
Figura 9 - Curvas tensão x deformação comportamento anelástico com descarregamento
Fonte: (CHEN E HAN, 1988).
O efeito Bauschinger é o fenômeno no qual ocorre a redução da tensão de escoamento à tração (compressão) quando o material é descarregado e recarregado à compressão (tração) no regime plástico e aplicada uma tração (compressão) na mesma direção.
Como se pode ver, a deformação de um metal não é somente função da tensão atingida, mas depende também do histórico prévio e da trajetória do carregamento aplicado no material.
O comportamento uniaxial na plasticidade 2.3.3.
2.3.3.1. Curvas simplificadas x para tensões uniaxiais
13
2.3.3.2 Curva de escoamento.
Na Figura 10, tem-se o modelo da curva linear elástica com encruamento exponencial, definida pelas equações (2.1) e (2.2), onde k e n são duas constantes características do material e são determinadas experimentalmente para se obter a curva, ε que representa a deformação total, por um ponto na curva pode-se obter a tensão de escoamento e a correspondente deformação elástica.
(2.1)
(2.2)
Esta expressão de força só pode ser usada no campo de deformações com encruamento. Figura 10 - Deformação com encruamento
Fonte: (CHEN E HAN, 1988).
2.3.3.4 Módulo plástico Ep e módulo tangente Et
Como a resposta de um material a uma tensão de deformação elasto-plástica não é linear, assume-se que o incremento de deformação, dε, consiste de duas partes, o incremento de deformação elástico d e o incremento de deformação plástico d , como pode ser visto na Figura 11.
14
Figura 11 - Modelo da curva linear elástica com encruamento exponencial
Fonte: (CHEN E HAN, 1988).
Incremento de deformação d é relacionado ao incremento de deformação plástica por:
d = Et dε (2.4)
Onde:
Et = Módulo tangente que muda durante a deformação plástica.
Separando a deformação plástica da deformação total ε, então o incremento de deformação plástica d e o incremento de tensão , na Figura 11, são relacionados por:
(2.5)
Onde: Ep. = Módulo plástico.
Para o incremento de deformação elástica , usa-se a relação:
(2.6)
Substituindo da equação 2.4, da equação 2.5 e da equação 2.6 na equação 2.3 tem-se:
15
Em muitas situações práticas, supõe-se que o material apresenta um efeito de endurecimento desprezível, isto é, o seu diagrama uniaxial tensão-deformação após o ponto de plastificação pode ser aproximado por uma linha reta horizontal, Figura 12. Assim, supõe-se que a deformação plástica ocorre sob um nível constante de tensão. Este comportamento é chamado de comportamento plástico perfeito e é através deste comportamento que os teoremas do limite inferior e superior da análise limite são estabelecidos.
Figura 12 - Modelo elásto plástico perfeito
Fonte: (RODRIGUES, 2010)
Para tensões suficientemente pequenas satisfazendo , o material se comporta elasticamente. Neste caso a lei de Hooke afirma que:
(2.8)
onde é a tensão de escoamento, é a deformação elástica e E é o módulo de eslaticidade longitudinal do material. Esta relação,linear representa a parte 0-1 do modelo da Figura 12
Quando a tensão atinge o valor , pode-se observar fluxo plástico livre sob tensão constante . Durante este fluxo, não há incremento de tensão. Com um valor de , pode haver vários valores associados de deformação.
Para um material elastoplástico perfeito, durante o processo de descarga, o material se comporta puramente elasticamente. A descarga é ilustrada pela linha 2-3 paralela à linha inicial 0-1. A lei de Hooke relaciona incrementos de deformação d , sendo o incrermento de deformação plástica nulo, de forma que:
16
Após a descarga, uma quantidade de deformação plástica permanece no material. Durante um certo processo de carregamento, a deformação total no matrial pode ser expressa, considerando-se a hipótese de pequenas deformações pela soma da deformação elástica e da deformação plástica como:
(2.9)
A relação também é valida para taxas de deformação, isto é:
(2.10)
A ruptura de um material é usualmente definida em termos de sua capacidade de sustentar um carregamento. Entretanto, para materiais elasto-plástico perfeitos, o escoamento em si implica em falha, logo a tensão de escoamento é também o limite de resistência do material (CHEN E HAN,1988).
Para materiais isotrópicos, o critério de resistência pode ser geralmente expresso sob a forma:
onde é uma função de resistência que depende das tensões principais
2.3.3.5 Relação entre Tensão e Deformação para o comportamento Elástico.
17
Figura 13 - Estados planos de tensões
Fonte: (BEER E JOHNSTON, 1995) Somando as forças na direção x1:
(2.11) Da mesma forma, a soma das forças na direção y:
(2.12) Usando a relação , simplificando e rearranjando, obtem-se as duas equações a seguir:
(2.13) (2.14) Estas equações podem se descritas como:
(2.15)
e,
(2.16)
As tensões normais e de cisalhamento atingem valores máximos e mínimos. Esses valores são necessários para fins de dimensionamento. Por exemplo, falhas por fadigas de estruturas com máquinas e navios estão frequentemente associadas com as tensões máximas, e dessa forma suas magnitudes e orientações devem ser determinadas como parte do processo de dimensionamento.
18
respeito a θ, e igualando-se a zero, obtem-se uma equação da qual pode-se encontrar os valores de em que é um máximo ou um mínimo:
(2.17)
O sub-índice p indica que o ângulo p define a orientação dos planos principais, isto é, os planos em que as tensões principais atuam. Dois valores do ângulo 2 p no intervalo de 0 a 360º podem ser obtidos a partir da equação (2.11). Esses valores diferem por 180º, com um valor entre 0 e 180º e o outro entre 180º e 360º. Por isso, o ângulo p tem dois valores que diferem por 90º, um valor entre 0 e 90º e outro entre 90º e 180º. Para um desses ângulos, a tensão normal é uma tensão principal máxima e para o outro, é uma tensão principal mínima.
As tensões principais podem ser calculadas substituindo cada um dos dois valores de p na primeira equação de transformação e resolvendo para . Pode-se também obter fórmulas gerais para as tensões principais. Para isso, considere o triângulo retângulo da Figura 13 construído a partir da equação (2.11).
Segue então as tensões máximas:
e as tensões mínimas:
2.3.3.6 Critérios de Escoamento
Experimentalmente verifica-se que quando se carrega um metal além de certo limite, ele não recupera suas dimensões iniciais após o descarregamento. Para o caso da solicitação ser a tração pura, é relativamente simples estabelecer um critério de carregamento para que se inicie a deformação plástica, critério de escoamento.
Dado um estado triplo de tensão qualquer, , , ver Figura 13 onde é igual a , é igual a e é igual a o escoamento é definido matematicamente em função:
19
Ou em termos das tensões principais definindo-se, para os três planos ortogonais, o cisalhamento igual a zero, as tensões principais , onde é o maior valor que a tensão normal pode assumir e o menor valor que a tensão normal pode assumir:
( 21)
Dos mais importantes critérios para o escoamento plástico estão o critério de Tresca e o critério de Von Misses (WAGONER E CHENOT, 1996)
2.3.3.7 O critério de Tresca ou máxima tensão de cisalhamento.
O critério de Tresca, também denominado "critério de escoamento da máxima tensão de cisalhamento", inicia-se quando a máxima tensão de cisalhamento, associada ao estado de tensões causado pelo carregamento externo, atingir um valor crítico, característico de cada material. Este critério é expresso matematicamente em função das tensões principais, como:
(2.22)
(2.23)
Considerando de um ensaio de tração simples:
(tensão escoamento)
(2. 24)
(2.25)
(2.26)
(2.27) As regiões de segurança dos planos de tensões são definidas através das seguintes condições: No primeiro quadrante:
(I) (II)
20 Analisando graficamente:
Para ;
Para
Para
Graficamente está definido o quarto quadrante, conforme Figura 14. Então:
No terceiro quadrante:
(IV) (V)
Para o segundo quadrante , as considerações são:
21 .
Figura 14 - Construção do hexágono de Tresca
Fonte: (ADAPTADO DIETER, 1996) Desta forma defini-se o hexágono de Tresca, conforme Figura 15
Figura 15 - Hexágono de Tresca
22
2.3.3.8 O critério de von Mises
Embora a teoria da tensão cisalhante máxima forneça uma hipótese razoável para o escoamento em materiais dúcteis, a teoria da energia de distorção máxima se correlaciona melhor com os dados experimentais e, deste modo, é geralmente preferida. Nesta teoria, considera-se que o escoamento ocorre quando a energia associada à mudança de forma de um corpo sobe carregamento multiaxial for igual à energia de distorção em um corpo de prova de tração, quando o escoamento ocorre na tensão de escoamento uniaxial, .
A expressão de energia de deformação elástica total por unidade de volume (densidade de energia de deformação elástica) em um material isotrópico para um estado tri-axial de tensões consideradas num sistema de coordenadas arbitrário x, y e z é da seguinte forma:
(2.28) Esta energia de deformação elástica total, considerada nos eixos principais é da forma:
(2.29)
Uma parcela desta energia de deformação pode estar associada à variação de volume do elemento e o restante da energia de deformação está associado à variação de forma, ou seja, à distorção. A variação de volume é produzida pela tensão média.
(2.30)
Define-se então a energia de distorção:
(2.31) A energia de distorção, em um ensaio de tração simples, onde neste caso
é da forma:
(2.32)
Substituindo em 3.12:
(2.33)
23
(2.34)
Para um estado plano de tensão, a , chega-se na equação de uma elipse:
(2.35)
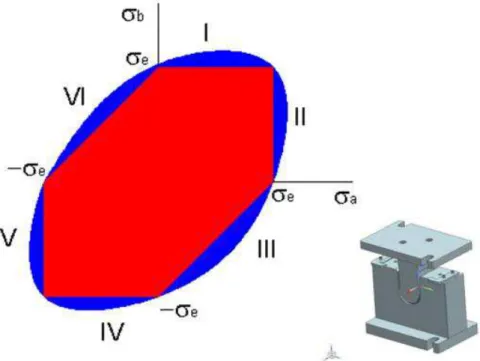
Esta equação é representada no gráfico de tensões na Figura 16.
Figura 16 - Elipse de von Mises
24
2.3.3.9 Comparação dos critérios de Tresca e von Mises
Tanto o critério de Tresca quanto o de von Mises têm sido testados experimentalmente. Os valores para o escoamento previstos pelos dois critérios deferem no máximo em 15% e ambos preveem resultados próximos aos experimentais , com maior exatidão para as previsões do critério de von Mises (WAGONER E CHENOT, 1996).
Para o critério de Tresca, tem-se :
Para o critério de von Mises, tem-se :
Graficamente, a diferença entre os dois critérios podem ser representado com a Figura 17, e também em que parte do gráfico onde está localizado o processo de estampagem em estudo.
Figura 17 - Comparação critério de Tresca e von Mises
25
2.4.
ATRITO
Atrito no Processo de Conformação 2.4.1.
O atrito, durante o processo de conformação, interfere diretamente na vida das ferramentas, qualidade do produto e capacidade dos equipamentos empregados no processo. Por isso, a pesquisa e o desenvolvimento objetivam entender e reduzir significativamente a resistência, aumentar a vida útil das ferramentas, precisão, similaridade e economia de energia nos processos de conformação.
Em trabalhos desenvolvidos independentemente por Amonton e Coulomb nos séculos XVII e XVIII chegou-se à mesma formulação que é ainda a base para o estudo do atrito de corpos rígidos ou que não sofrem deformação plástica macroscópica (BÖRDER,2005).
De acordo com Schey, (SCHEY,1984), o efeito do atrito na conformação de metais, é feito mediante uma visão muito simplificada da interface ferramenta/material (material se refere neste contexto ao material que está sendo conformado pela ação da ferramenta). Avitzur, (AVITZUR,1995) externa que, em particular, os valores de atrito são muito difíceis de se determinar devido à complexidade dos fenômenos e devido à dificuldade de se medir a máxima tensão de cisalhamento dos materiais.
Provavelmente, o autor se refere à dificuldade de medida da máxima tensão de cisalhamento nas complexas (e indeterminadas) condições de tensão características de cada geometria de ferramenta, de cada par ferramenta/material ou das particulares formas de aplicação de força do equipamento de conformação plástica. Avitzur explicita, adequadamente, que devido à complexidade do fenômeno não se empregará o valor da força de atrito e sim um valor aparente resultante das múltiplas interações ferramenta material em cada uma das condições de conformação plástica.
Em decorrência, o autor estabelece que a determinação das forças de atrito seja feita para cada processo de fabricação específico. Uma primeira abordagem para a tensão na interface requer:
• Que se postule que a tensão ao longo da interface seja constante ao longo de toda a superfície de contato, citado por Avitzur (AVITZUR,1995).
• O fluxo de metal no estado plástico deverá resultar na mudança de forma sem a fratura do corpo.
26
(2.36)
Onde (F) força de atrito, (P) a força normal, ( ) é a tensão de cisalhamento de atrito média na interface e (p) é a pressão normal. Neste caso onde exige-se que (μ) seja constante, a tensão de cisalhamento de atrito na interface ( )) deve aumentar na mesma taxa de pressão na interface (p).
A constância do coeficiente de atrito requer que o crescimento da força normal seja acompanhado pelo crescimento da área real de contato o que foi demonstrado na década de 1960 por Bowdem e Tabor (BOWDEM E TABOR,1964). O crescimento da área real de contato ocorre inicialmente pela deformação plástica das asperezas mais altas e em seguida mediante a deformação de asperezas sucessivamente menores. Entretanto, no caso dos processos de conformação plástica, o crescimento da força normal leva à interferência entre as asperezas que se deformam de modo que o crescimento da área real pode não ser mais linear com a elevação da força normal. Em uma etapa posterior do processo, a tensão normal passa a ser tão elevada que o material acaba por escoar. Em outras palavras, parte da energia devida à aplicação da força normal não será mais empregada para vencer a resistência devida à força de atrito, mas sim empregada para deformar plasticamente o material.
Assim sendo, ter-se-á a elevação da força normal não acompanhada pela correspondente elevação da força tangencial, como requerido pela aproximação da equação 2.36 e as restrições acima. Em decorrência, o atrito aparente passa a diminuir com a elevação da força normal, como mostra a Figura 18. Assim que o escoamento macroscópico do material se inicia, a interface ferramenta/material se imobiliza. Esta imobilidade “sticking” não significa que ocorreu necessariamente adesão “adhesion” ou “sticking” na interface. O fato de se ter atingido a tensão de escoamento local e a queda do coeficiente de atrito aparente levou a uma outra formulação para o coeficiente de atrito, renomeado para fator de cisalhamento de atrito .
Neste modelo, considera-se que o valor máximo da tensão de cisalhamento ( ) será chamado de (K), conforme na Figura 18. Assim, a equação (2.37) pode ser escrita como:
27
Figura 18 - Tensão tangencial em função da pressão normal
Fonte: ( Schey 1984)
Os textos básicos de Avitzur e Schey adotam para a análise de (K) a hipótese de que o estado de tensão na interface é uniaxial. Em decorrência:
• K = 0,577 para o critério de escoamento segundo von Mises, onde também
é dito:
.
= 0,577.• K = 0,5 para o critério de escoamento segundo Tresca.
Onde ( ) é a tensão de escoamento à compressão.
28
Figura 19 - Variação do coeficiente de atrito com a pressão normal
Fonte: (Schey (1984)
Esta consideração sobre a irrealidade do coeficiente de atrito, parece tratar de uma inadequação do modelo em prever resultados de medidas de atrito, uma vez que não há razão física para que o coeficiente de atrito não possa diminuir com elevação da força normal ou mesmo com a elevação de tensões triaxiais. Estas variações ocorrem, por exemplo em polímeros, conforme Hutchings e na soldagem por atrito de metais.
Adicionalmente, o modelo não trata do fenômeno de atrito que ocorre na interface real ferramenta/material, mas sim de um atrito aparente conforme restrições do próprio modelo. Em outras palavras, o desconforto que os autores manifestam com a queda do coeficiente de atrito com a elevação da pressão (ou força normal) parece não proceder.
Entretanto, optou-se por contornar esta dificuldade (aparente), de se trabalhar com o coeficiente de atrito (μ) na interface matriz, peça e em condições de altas pressões, mediante o tratamento da variação da tensão de cisalhamento da interface como:
= mk
(2.38)onde (m), é o fator de cisalhamento de atrito e m = 0, quando a interface está sem atrito nenhum enquanto que m = 1 quando existe uma condição de aderência entre a matriz e peça.
Segundo Schey, a esta definição atribui-se grande conveniência matemática, pois a tensão de cisalhamento (τi) é agora definida com a ajuda de (K), que é constante. Schey indica
29
seria dependente de (p). Esta análise, parece esquecer a hipótese de complexidade da força de atrito e da necessidade de determinar-se esta força experimentalmente como se explicitou no início deste tópico.
Na interface metal matriz, haverá a ocorrência de variações de pressão, velocidade de deslizamento, temperaturas e outras condições, assim sendo é de se esperar uma variação de (m) ou de (μ). Por conveniência, usa-se uma média destes fatores para cálculo. Isto é bem aceito para cálculo de força, porém para o cálculo das tensões distribuídas pode trazer erros. Combinando-se as equações 2.36 e 2.37, obtém-se:
(2.39)
segundo Tresca. (240)
Assim, quando p = tem-se m = 2μ e para p = 2 tem-se m = 4μ
Sendo possível dizer que as diferenças entre os dois tratamentos cresçam com o aumento da pressão na interface.
Avitzur considera um terceiro modelo para se determinar a força de atrito na interface ferramenta e material, no caso de existir um filme lubrificante separando por inteiro a peça da ferramenta. Neste caso, os parâmetros ( ) ou (m), seriam substituídos pela viscosidade do lubrificante, enquanto a tensão de cisalhamento seria expressa pelo produto da viscosidade pela taxa de deformação por cisalhamento do lubrificante.
30
Variação do coeficiente de atrito no processo de dobramento 2.4.2.
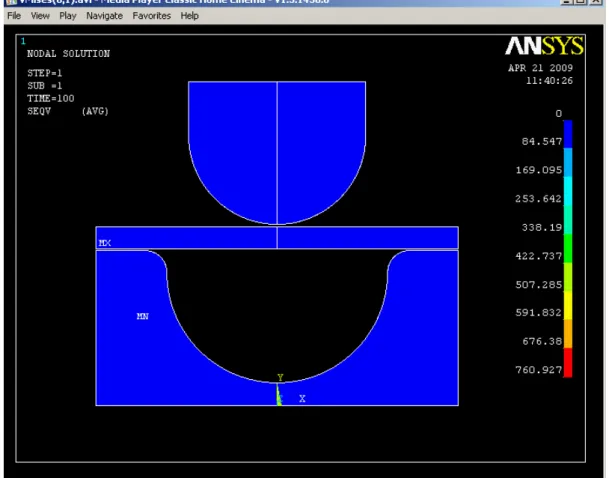
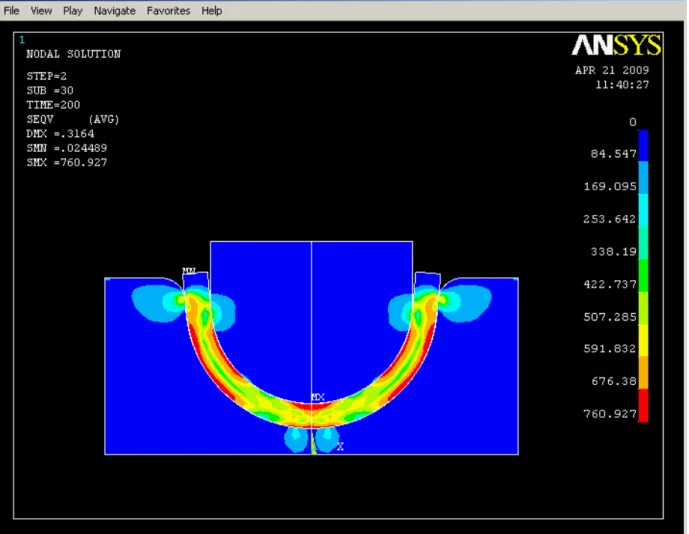
Utilizando de um processo de dobramento desenvolvido no Ansys, pode-se também verificar a relação do atrito com a carga de conformação. Utilizando de =0,1 conforme observado na Figura 20 e Figura 21, a tensão de estampagem foi de 760,927Mpa.
Figura 20 Simulação Ansys (0,1)
31
Figura 21 - Simulação Ansys (0,1) - Dobrada
Fonte: (ILKIU,2013)
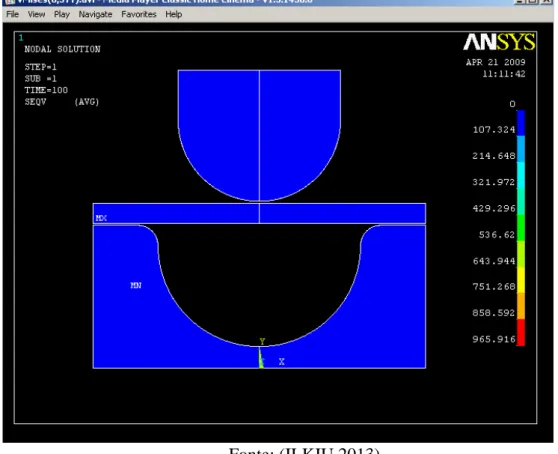
Aumentando =0,57 a tensão de conformação foi de 965,916 Mpa, como pode-se verificar na Figura 22 e Figura 23.
Então, considerando o mesmo modelo, variando apenas o coeficiente de atrito, verifica-se que:
32
Figura 22 - Simulação Ansys (0,57)
Fonte: (ILKIU,2013)
Figura 23 - Simulação Ansys (0,57) - Dobrada
33
2.4.2 Lubricidade e Tensão de Cisalhamento de atrito.
A lubrificação é fundamental para que todos os sistemas que tenham algum movimento relativo funcionem de uma forma mais regular e econômica, permitindo uma vida útil mais longa nos elementos que se interagem. Na prática, consiste da separação de dois elementos mecânicos em movimento. Os lubrificantes formam um filme fino de óleo evitando contatos metálicos diretos (LIMA, 2009).
Da mesma maneira que existem diferentes tipos de atrito, existem diferentes tipos de lubrificantes. Os diferentes tipos de atrito são encontrados em qualquer tipo de movimento entre sólidos, líquidos ou gases. No caso de sólidos, o atrito pode ser definido como a resistência que se manifesta ao se movimentar um corpo sobre o outro. A lubrificação consiste na interposição de uma substância fluida entre duas superfícies, evitando-se assim, o contato sólido com sólido, produzindo-se o atrito fluido. O lubrificante é um fluido que, aplicado às máquinas, cria uma camada impermeável entre as peças, reduz o aquecimento e evita que aquelas em movimento provoquem atrito ou se desgastem. É um material mole e facilmente deformável que apresenta ligações secundárias fracas.
A escolha dos lubrificantes corretos deve ser feita para que se obtenha um processamento livre de problemas decorrentes do atrito. Entretanto, a troca de algum lubrificante para um novo uso requer alguns cuidados. A composição química, polaridade, compatibilidade e interações com outros aditivos (ou até outros lubrificantes), tudo deve ser considerado em relação à opção da formulação (RUPRECHT, 2008).
Lubricidade de um lubrificante é o fator isolado mais significante, uma vez que ele determina diretamente o atrito na interface, que por sua vez influencia as tensões, a carga e a energia no processo de conformação mecânica.
No processo de conformação, no caso do dobramento, a camada do lubrificante formada na superfície é importante e os efeitos desejados são de reduzir o atrito de deslizamento do material, como evitar a soldagem da peça na matriz, aumentar o isolamento da matriz com o material e evitar a transferência de calor, ser inerte e não abrasivo, aplicação e remoção fáceis e reduzir a força de conformação.
34
Graxa lubrificante é um sistema coloidal que consiste de um sabão espessante em um óleo mineral ou sintético, que apresenta características não Newtonianas. A graxa apresenta alta resistência ao fluxo e, portanto, não flui facilmente quando é forçada através de um rolamento (YONGGANG e JIE, 1998). A principal vantagem da graxa é que ela não escorre do lugar em que é colocada, como acontece com os óleos lubrificantes, reduzindo o custo de lubrificação, dispensando-se sistemas de vedação dispendiosos, além de impedir o ingresso de água e impurezas.
A graxa grafitada é uma graxa sintética especialmente desenvolvida para equipamentos que operem sob altas temperaturas. Produzida na consistência adequada para sistemas centralizados de lubrificação, possui ótima bombeabilidade. É formulada com óleos sintéticos que resistem a altas temperaturas, proporcionando uma lubrificação isenta de resíduos. Contém aditivos que proporcionam lubrificação com baixo índice de evaporação, aumentando os períodos de lubrificação. Possui também aditivos de extrema pressão como Bissulfeto de Molibdênio. Suporta altas pressões e ambientes agressivos e úmidos. Possui ação protetiva, inibindo a corrosão. Por ser totalmente sintética, não possui ponto de gota, proporcionando maior segurança na lubrificação em casos de picos extremos de temperatura.
35
3.
EQUACIONAMENTO DO ENSAIO.
3.1- MODELO TEÓRICO
Dentro de todas as variáveis do processo de estampagem, onde as tensões externas e internas do material, o atrito gerado pela interface entre a ferramenta e a peça no decorrer do processo e que determina a direção onde o material fluirá, são critérios fundamentais para definição da ferramenta que obterá a forma final do componente em estudo (ILKIU, 2013).
Cabe neste modelo matemático, utilizando de conceitos da plasticidade, identificar a força necessária para que o processo ocorra e utilizando o critério de escoamento de Von Mises.
No mecanismo do processo, a chapa é conformada conforme representada na Figura 24. A deformação crítica depende das condições geométricas e do material a ser conformado.
A geometria principal e os elementos considerados para a análise estão representados na .Figura 24.
Figura 24 - Modelo teórico
Fonte: (ILKIU, 2013)
Nestas condições supõe-se o estado plano de deformação em que a deformação Rp é o raio do punção; h é a espessura da chapa; R = Rp + (h/2) é o raio médio; é o ângulo de conformação; é o deslocamento da prensa.
Para o balanço energético, partiu-se das considerações apresentadas por Al-Qureshi (AL-QURESHI, 1991) onde, o somatório das parcelas de energia envolvidas no processo de conformação deve ser nulo (ΣW = 0).
36
A primeira hipótese se deve ao fato de estar trabalhando com chapas, para os quais a teoria de membrana é aplicável segundo Timoshenko e Krieger (TIMOSHENKO E KRIEGER, 1959). Assim, fica desprezada a variação de tensões ao longo da espessura ou parede da seção reta da peça conformada definindo-se o estado plano de tensões.
Em segundo lugar, como se está trabalhando no campo plástico, desprezando as deformações elásticas, admite-se que o material seja incompressível ou, que a soma dos incrementos das deformações principais seja nula para qualquer estágio de conformação, conforme apresentado por Mellor e Al-Qureshi (MELLOR, 1985).
0
y z d
d
d . (3.1)
Sendo: d é o incremento da deformação circunferencial; d z é o incremento da deformação
na espessura e d y é o incremento da deformação longitudinal.
Conforme o critério de escoamento de von-Mises, apresentado por Chakrabarty e Mellor (CHAKRABARTY, 1988), a tensão e a deformação efetivas para as direções principais, serão definidas pelas Equações.(3.2) e (3.3), respectivamente.
.
Na Equação (3.2), é a deformação efetiva; é a tensão circunferencial; z é a
tensão na espessura e y é a tensão longitudinal. Na Equação (3.3), d é o incremento da
deformação efetiva.
Uma vez que os eixos principais dos incrementos sucessivos de deformação não têm rotação em relação ao elemento que está sendo deformado, pode-se passar a utilizar a Equação (3.1) em sua forma integral conforme apresentado por Mellor.
0 y
z . (3.4)
37
No presente trabalho, a tensão efetiva será definida pela expressão de Hollomon, onde K é o coeficiente de resistência e o coeficiente de encruamento.
.
Como hipótese final considera-se que não haverá a dissipação de energia devido ao atrito e o processo será considerado quase estático.
3.1.
DESENVOLVIMENTO TEÓRICO
Deformação do material 3.1.1.
No modelo proposto, toda a energia fornecida para a conformação da peça provém do trabalho realizado pela prensa, e uma vez que se conheça a relação carga-deslocamento (F- ) ao longo do processo, a sua avaliação é imediata e será dada pela equação.
C
W
F. . (3.7)
Para avaliar a energia adsorvida pela deformação do material, parte-se da relação entre o incremento de trabalho plástico por unidade de volume, dWp, e das tensões e deformações
efetivas, conforme definida por Al-Qureshi e dada pela equação:
d
dWp . . (3.8)
Uma vez que existe constância entre as relações dos incrementos de deformação ao longo do processo de conformação, pode-se trabalhar com as deformações na sua forma integral, o que permite determinar o trabalho plástico por unidade de volume, Wp, entre os
38
Integrando-se os dois lados da Equação (3.9). Sendo que o trabalho inicial W0 e a
deformação inicial 0 são nulos, logo:
Para obter o trabalho plástico na conformação, WC, deve-se integrar a Equação (3.10)
com relação ao volume.
Para resolver a Equação (3.11), é necessário determinar a deformação efetiva e o incremento de volume dV, em função da geometria de conformação. A deformação circunferencial , em função do ângulo de conformação é determinada pela equação:
Sen Sen R R ln . .
ln . (3.12)
Assumindo que não há deformação no comprimento da peça, ou seja, y igual a 0, logo
da condição de volume constante e considerando a forma integral da Equação (3.3), resulta que a deformação efetiva será definida pela equação.
3 2
. (3.13)
Da geometria do processo de conformação, representado na Figura 24, e da constância de volume, determina-se o incremento de volume, dV, dado pela equação:
d L h R
dV . . . . (3.14)
39
A solução da Equação (3.15) resulta no trabalho plástico de conformação WC, dado pela
equação:
.
Trabalho total de conformação e força de conformação 3.1.2.
O trabalho total de conformação é definido pela Equação (3.16). A força de conformação é obtida da Equação (3.7), em que o deslocamento total da prensa será igual ao raio médio R, quando o ângulo de conformação = 90°. Resultando que a força de conformação para o processo em análise será definida pela equação:
R W
F C . (3.17)
No contato entre a ferramenta e a peça ocorre a força de atrito que impede o escorregamento da peça na fase final do processo de dobramento. Esta força de atrito será igual a:
. F
Fa . (3.18)
Sendo o coeficiente de atrito entre a ferramenta e a peça, que varia entre 0, para o coeficiente de atrito ideal e 0,50 que equivale ao contato sem lubrificação a seco.
Do triângulo das forças atuantes no processo, ver Figura 24, tem-se:
sen F
Fa . . (3.19)
Sendo que o ângulo de contato entre a ferramenta e a peça e varia de 0° a 90°.
Para igual a 90°, que é a condição mais crítica do processo, das Equações (3.17), (3.18) e (3.19), tem-se:
R W
40
3.2.
APLICAÇÃO DO MODELO PARA O AÇO CARBONO ASTM A36
Para a determinação dos resultados teóricos, foram consideradas as propriedades mecânicas para o aço carbono ASTM A36:
- Tensão de escoamento = 250[MPa]; - Módulo de Young E = 210[GPa] e - Coeficiente de Poisson v = 0,3.
Os resultados obtidos, estão apresentados na tabela 1, para a largura da chapa b = 100[mm] e espessura t = 4,75[mm] conforme Figura 25.
Figura 25 - Modelo matemático
Fonte: (ILKIU,2013)
3.3.
RESULTADOS TEÓRICOS:
Os resultados foram obtidos considerando-se os seguintes dados: a) Dados geométricos considerados para a análise foram os seguintes:
Espessura da chapa t = 4,75 [mm]
Largura da chapa L = 100,00 [mm]
Raio médio R = 52,375[mm]
41 b) Propriedades para o material da chapa metálica (3):
Material ASTM A36 [6]
Coeficiente de resistência K = 693[MPa]
Coeficiente de encruamento = 0,26
Módulo de elasticidade E = 207[GPa]
Coeficiente de Poisson = 0,27
Tensão de escoamento e = 250[MPa]
Tensão máxima R = 420[MPa]
Na Figura 26 estão apresentados os resultados obtidos para a força de conformação em função do coeficiente de atrito.
Figura 26 – Gráfico gerado pelos dados teóricos
Fonte: (ILKIU,2013)
Força de Conformação x Coeficiente de Atrito
0 10000 20000 30000 40000 50000 60000 70000 80000 90000 100000 0 ,0 5 0 ,1 0 0 ,1 5 0 ,2 0 0 ,2 5 0 ,3 0 0 ,3 5 0 ,4 0 0 ,4 5 0 ,5 0
Coeficiente de Atrito
42
4.
EXPERIMENTO
4.1.
EQUIPAMENTO
O ensaio foi realizado em uma máquina de ensaios mecânicos universal, tração, compressão e flexão controlada por software de 20 TF do laboratório de ensaios mecânicos da FEG, Faculdade de Engenharia de Guaratinguetá conforme Figura 27.
Figura 27 - Máquina de ensaio com a ferramenta montada
Fonte: (Próprio autor)
A máquina foi aferida e ajustada antes da execução dos ensaios, conforme Figura 28, utilizando célula de carga.
Figura 28 - Calibração na máquina de tração
43
A maquina, instrumentalizada, utiliza do software DynaView ©2005 – 2008, para geração dos gráficos.
Figura 29 - Software de Geração
Fonte: (Próprio autor)
4.2.FERRAMENTAL
44
Figura 30 - Projeto da ferramenta do ensaio 3D
Fonte: (Próprio autor)
Após finalizado o projeto em 3D, ele é processado em 2D gerando o desenho para a fabricação, conforme Figura 31 esta detalhado nos apêndices Figura 50,Figura 51 e Figura 52.
Figura 31 - Projeto da ferramenta do ensaio 2D
Fonte: (Próprio autor)
45
Figura 32 e detalhadamente nos apêndices Figura 53, Figura 54, Figura 55, Figura 56, Figura 57 e Figura 58.
Figura 32 - Controle realizado em sistema tridimensional
Fonte: (Próprio autor)
4.3.
EXPERIMENTO
No experimento para dobramento de chapas foram executados testes buscando determinar a máxima força de conformação, dobrando as peças sem nenhum lubrificante, a seco e utilizando dois tipos de lubrificantes diferentes. Estes lubrificantes, que foram aplicados nos blanks foram a graxa grafitada e o óleo de corte, normalmente utilizado nos processos de usinagem com baixa velocidade de corte.
4.4.
CORTE E PREPARAÇÃO DO BLANK
46
variação na dimensão não afetasse o resultado dos ensaios. Isto é garantido pela tolerância obtida nas peças cortadas nestas máquinas, de ±0,10 milímetros.
Figura 33 - Blank do corpo de prova
Fonte: (Próprio autor)
4.5.
POSICIONAMENTO DO BLANK NA FERRAMENTA.
Para o posicionamento do blank na ferramenta, a matriz possui batoques que garantem que todas chapas sejam posicionadas igualmente para todos os ensaios executados.
4.6.
LUBRIFICAÇÃO
Nos experimentos, além do ensaio a seco, dois tipos de lubrificantes foram testados nas superfícies de contato, o:
- Óleo de corte; composto básico o óleo mineral mais aditivos(Óleo mineral parafínico, Aditivo de extrema pressão, Ester de derivado vegetal, Poliol Ester.
- Graxa Grafitada- POWER – POWER BRIL Ind. Com. Ltda. - a base de sabão de cálcio e grafite, aplicação até 90º C , ponto de gota 115ºC.
4.7. PROCEDIMENTO DE DOBRAMENTO
Preparação: Após a montagem da ferramenta na máquina de ensaio, foi executado teste em vazio para verificar e quantificar possíveis interferências relativas a alinhamento e/ou atrito entre as partes.
47
Lubrificação: Os lubrificantes foram aplicados com o auxílio de uma trincha no punção, matriz e blank.
Blank: O blank, cortado conforme a Figura 33 é lubrificado e colocado sobre a matriz onde é centralizado pelos batentes montados na ferramenta.
O punção é regulado para deslocar-se com uma velocidade de 77 mm/min, os valores da reação e tempo são registrados no computador, através de um gráfico. O ensaio finaliza quando a força máxima de conformação é obtida. Após o recuo do punção o produto é extraído da matriz.
O procedimento de dobramento das chapas é representado na Figura 34, onde o blank esta posicionado para inicio da dobragem.
Figura 34 - Blank posicionado na ferramenta
48
Figura 35 – Corpo de prova conformado
49
5.
ANÁLISE DOS RESULTADOS
Neste capítulo, os resultados obtidos nas simulações aplicando o modelo matemático, as simulações do programa de simulação gráfica e os dados obtidos nos experimentos serão apresentados e discutidos. Estes resultados serão apresentados na forma de gráficos relacionando a força aplicada no punção pelo deslocamento do mesmo.
A condição do dobramento a ser analisada foi baseada nos experimentos práticos que determinaram a força aplicada no processo considerando as variações do atrito em função da utilização de lubrificantes.
5.1.
RESULTADOS DO EXPERIMENTO.
Durante a simulação, a reação ao deslocamento aplicado no punção foi monitorada a cada interação de equilíbrio e os dados diretos obtidos se referem a força necessária a dobragem de um peça, até que a força tivesse atingido o valor máximo e começasse a cair.
Ensaio com lubrificante, graxa grafitada. 5.1.1.
O ensaio com graxa grafitada, os resultados obtidos estão descritos na Figura 36.
Figura 36 - Ensaio com graxa grafitada
Fonte: (Próprio autor)