Redução do índice de acidez através da neutralização e esterificação para
produção de biodiesel
Reduction of the acidity index through neutralization and esterification for
biodiesel production
DOI:10.34117/bjdv6n5-064
Recebimento dos originais: 10/04/2020 Aceitação para publicação: 05/05/2020
Bruno Oliveira Rovere
Mestrando em Biotecnologia pela Universidade Federal do Paraná Universidade Federal do Paraná – Setor Palotina
Rua Pioneiro, 2153 – CEP 85950-000 – Palotina - PR [email protected]
Johnata Henrique Rodrigues
Mestre em Engenharia de Materiais pela Universidade Estadual de Ponta Grossa Universidade Tecnológica Federal do Paraná – Campus Campo Mourão Via Rosalina Maria dos Santos, 1233 - CEP 87301-899 - Campo Mourão – PR
Joel Gustavo Teleken
Doutor em Engenharia Química pela Universidade Federal de Santa Catarina Universidade Federal do Paraná – Setor Palotina
Rua Pioneiro, 2153 – CEP 85950-000 – Palotina – PR [email protected]
RESUMO
Os óleos vegetais e gorduras animais podem ser utilizados como matéria-prima para a produção de um biocombustível com as mesmas características do diesel, chamado Biodiesel. Entretanto a reação de transesterificação, utilizada no processo limita a utilização de resíduos ou óleos não processados que tendem a apresentar maiores índices de acidez devido à possibilidade de saponificação durante a reação. Uma alternativa é a utilização de pré-tratamentos sobre a matéria-prima com intuito de atingir índice de acidez (IA) aceitáveis. Assim, duas rotas de pré-tratamento foram selecionadas, a neutralização e esterificação, e submetidas sobre quatro óleos vegetais distintos: óleo residual de soja e os óleos brutos de canola, nabo e girassol. Os resultados obtidos demonstraram que através da rota de neutralização nenhum dos óleos atingiram valores de IA inferiores a 3,0 mg.g-1 de KOH, fato que os classifica como inadequadas para o processo de produção de biodiesel. Já pela rota de esterificação somente o óleo residual de soja não atingiu IA adequado, todos os demais óleos submetidos ao processo apresentaram valores adequados de IA, com 1,46, 1,73 e 2,0 mg.g-1 de KOH para os óleos de nabo, canola e girassol, respectivamente. Sendo assim, pode-se observar que ambas reações se demonstraram capazes de reduzir o IA, entretanto para as matérias-primas estudadas nesse experimento, somente reação esterificação é indicada como pré-tratamento para produção de biodiesel.
ABSTRACT
Vegetable oils and animal fats can be used as raw material for the production of a biofuel with the same characteristics as diesel, called Biodiesel. However, the transesterification reaction, used in the process, limits the use of unprocessed residues or oils that tend to have higher acidity levels due to the possibility of saponification during the reaction. An alternative is the use of pre-treatments on the raw material in order to achieve acceptable acidity index (IA). Thus, two pre-treatment routes were selected, neutralization and esterification, and submitted to four distinct vegetable oils: residual soy oil and crude canola, turnip and sunflower oils. The results obtained showed that through the neutralization route none of the oils reached IA values below 3.0 mg.g-1 of KOH, a fact that classifies them as inappropriate for the biodiesel production process. As for the esterification route, only the residual soybean oil did not reach adequate AI, all the other oils submitted to the process showed adequate AI values, with 1.46, 1.73 and 2.0 mg.g-1 of KOH for the turnip, canola and sunflower oils, respectively. Thus, it can be seen that both reactions were shown to be able to reduce the IA, however for the raw materials studied in this experiment, only the esterification reaction is indicated as a pre-treatment for biodiesel production.
Keywords: Biofuel, pre-treatment, acidity index; free fatty acids 1INTRODUÇÃO
Devido à instabilidade do preço do barril de petróleo nos últimos anos, atrelado a demanda ambiental devido a liberação de monóxido de carbono pela queima de combustíveis fósseis, pesquisadores estão em busca de fontes alternativas de combustíveis, visando mitigar a dependência sobre o consumo de combustíveis produzidos a partir de fontes não renováveis. Os biodieseis apresentam-se como um produto de caráter ecofriendly, uma vez que podem ser produzidos de fontes renováveis de matéria-prima, tal como óleos vegetais e gorduras animais, além de apresentar a glicerina como coproduto do processo que pode ser utilizado em seguimentos da indústria química, petroquímica, farmacêutica e de alimentos (CHIA et al., 2018; KINNAL et al., 2018; MOTA; SILVA; GONÇALVES, 2009).
O Brasil possui um diferencial para a produção de biocombustíveis devido à sua vasta área territorial destinada ao cultivada de oleaginosas, bem como a diversidade destas espécies agrícolas, tendo a soja como matéria-prima protagonista detentora de 66,27 % do perfil nacional das matérias-primas consumidas para produção de biodiesel, de acordo com o informativo divulgado em fevereiro de 2020 pela Agência Nacional do Petróleo, Gás Natural e Biocombustíveis (ANP). Também, desde 2002, através de políticas públicas de incentivo, tais como o Programa Brasileiro de Desenvolvimento Tecnológico do Biodiesel (PROBIODIESEL) que teve como objetivo iniciar o desenvolvimento das tecnologias de produção. Em 2004, com o Programa Nacional de Produção e Uso do Biodiesel (PNPB) com o objetivo de introduzir o biodiesel na matriz energética brasileira estipulando percentuais obrigatórios de biodiesel no diesel comercializado no território brasileiro (SILVA et al., 2018). Por último, em 2018, o Conselho Nacional de Política Energética (CNPE) a partir Resolução nº 16 que estabelece diretrizes para a evolução da adição obrigatória de biodiesel ao óleo diesel
vendido ao consumidor final, em qualquer parte do território nacional, com percentuais de 12% para 2020, 13% para 2021, chegando a 15% em 2023 (CNPE, 2018).
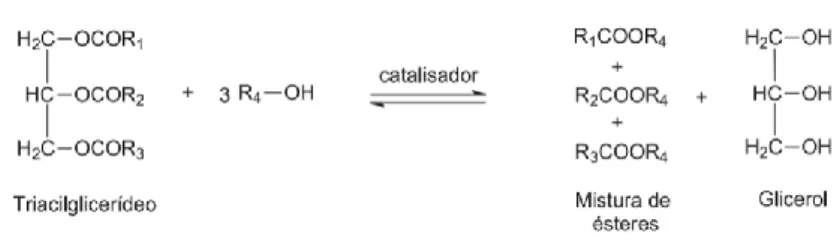
Dentre as 51 indústrias de biodiesel autorizadas pela ANP, tem-se que a matéria-prima utilizada é dependente de fatores geográficos, climáticos e econômicos regionais. A escolha da matéria-prima demanda de um estudo de viabilidade consistente, uma vez que os custos com insumos de acordo com Bergmann et al. (2013) pode representar até 80 % do custo de produção (SANTOS; SILVA; TAVARES, 2018). O método mais utilizado pelas indústrias produtoras de biodiesel é a transesterificação, reação entre um trialcilglicerol e um álcool de cadeia curta (comumente metanol e etanol), que sob ação de um catalisador ácido ou básico, resulta em uma mistura de ésteres que é constituída de biodiesel e glicerina, o segundo, um coproduto que em altas concentrações no biodiesel pode provocar problemas de armazenamento, formação de depósitos, entupimento de bicos injetores do motor e emissões de aldeídos (OLIVEIRA et al., 2017). A Figura 1 apresenta um esquema da reação de transesterificação na produção de biodiesel.
Figura 1 – Representação da reação de transesterificação
Fonte: Adaptado de Regis et al., 2007
A seleção de reações catalisadas por ácido e base depende principalmente da composição de ácidos graxos livres da matéria prima. A reação utilizando a transesterificação básica pode alcançar alta pureza e alto rendimento de biodiesel em um curto período de tempo (30-60 min) em comparação com a reação catalisada por ácido, a qual pode chegar até 3 horas. De acordo com a literatura, os catalisadores básicos mais utilizados são hidróxido de sódio e hidróxido de potássio, também metóxidos e etóxidos de sódio, e em menor grau, propóxidos e butóxidos de sódio (LABIB et al., 2013; TUBINO; JUNIOR; BAUERFELDT, 2014).
Nos processos de produção de biodiesel com a transesterificação homogênea em meio básico, o processo é limitado a óleos de baixa acidez, de maior preço, dificultando a utilização de resíduos ou óleos não processados, que tendem a ser mais baratos. Os óleos precisam passar por uma série de etapas de preparo até atingirem condições apropriadas para sofrerem a transesterificação. A reação em sistemas catalíticos básicos é sensível a presença de água (demandando a utilização dos álcoois anidro, mais caros que seus correspondentes hidratados) e ácidos graxos livres, que afetam o
rendimento da reação e a qualidade do biodiesel devido à saponificação, que, além de consumir o catalisador, causa emulsões que dificultam a purificação o biodiesel (separação de ésteres e glicerina) ao final da reação (DELATORRE, 2011; RAMOS et al., 2017).
O pré-tratamento de matéria prima oriundas de resíduos ou óleos não processados são necessários para diminuir a acidez e a umidade, além de eliminar impurezas que podem reagir com o catalisador diminuindo sua eficiência, assim, processos de neutralização e esterificação são amplamente estudados (KUSS et al., 2015). Em que o primeiro consiste na adição de uma base forte (hidróxido de sódio) ao óleo bruto, com o intuito de diminuir ao máximo a quantidade de ácidos graxos livres e o segundo é uma reação entre um ácido orgânico e um álcool, com catalisador ácido a partir da qual um éster é obtido (DELATORRE, 2011; SILVEIRA, 2011).
Sendo assim, o objetivo do trabalho foi comparar a redução do índice de acidez (ácidos graxos livres) de possíveis matéria-prima potenciais para a produção de biodiesel através duas rotas de pré-tratamento distintas, neutralização e esterificação em diferentes óleos vegetais, sendo estes, o óleo residual de soja e os óleos brutos de canola, nabo e girassol.
2 MATERIAL E MÉTODOS
As rotas de pré-tratamento selecionadas foram a neutralização, de acordo com metodologia da Mandarino, Hirakuri e Roessing, (2015) em que se utilizou da solução de NaOH padronizada a 1,5 M, o volume de solução adicionado foi conforme a porcentagem de Ácidos Graxos Livres (AGL) presente no óleo, conforme a Tabela 1 com o tempo de reação de 1 horas. A esterificação, de acordo com metodologia sugerida por Vieira et al. (2017), procedeu em meio reacional ácido contendo metanol e óleo 1:1 (p/p), com o ácido sulfúrico como catalisador na relação 1:100 (v/p) em relação a massa do óleo, com duração de 3 horas em banho maria sob agitação à 65°C.
Tabela 1: Parâmetros de neutralização de acordo com a % de AGL.
Porcentagem de AGL no óleo Concentração (%) da solução de NaOH Temperatura final do óleo (°C) 1 a 1,5 3 a 5 90 a 95 1,5 a 3,0 5 a 10 65 a 70 Acima de 3,0 12 a 18 50 a 55 Fonte: Embrapa (2015).
O experimento foi realizado Laboratório de Produção de Biocombustíveis (LPB) na Universidade Federal do Paraná – Setor Palotina. Para tanto, foram utilizados quatro diferentes óleos vegetais como matérias-primas: óleo residual de soja e os óleos brutos de canola, nabo e girassol. Foi realizado a análise de Índice de Acidez (IA) que mede o estado de deterioração do óleo, exprimindo o caráter de decomposição da matéria-prima, fator que está ligado diretamente com o volume KOH necessário para neutralizar uma grama de amostra. Também, pelo método proposto por Instituto Adolfo Lutz (2008) fez-se a determinação do Teor percentual de AGL nas amostras. O IA foi determinado para cada um dos óleos, antes e depois dos pré-tratamentos. O cálculo do IA e teor de AGL foi calculado através das Eq. (1) e (2):
𝐼𝐴 = 𝑉. 𝑓. 𝐶. 56,1
𝑃 (1)
Em que: IA = índice de acidez em mg de NaOH por g de óleo; V = volume de NaOH gasto na titulação em mL; C = concentração do NaOH em mol.L-1; f = fator da solução de NaOH; P = massa
da amostra em gramas.
𝐴𝑐𝑖𝑑𝑒𝑧 𝑒𝑚 % Á𝑐. 𝑂𝑙𝑒𝑖𝑐𝑜 = 𝑉. 𝑓. 𝐶. 26,2
𝑃 (2)
Em que: V = volume de NaOH gasto na titulação em mL; C = concentração do NaOH em mol.L-1; f = Fator da solução de NaOH; P = massa da amostra em gramas.
O experimento foi avaliado em delineamento inteiramente casualizado (DIC), em arranjo fatorial 4x3 sendo, 4 matérias-primas e 3 tratamentos sendo considerados testemunhas os óleos brutos de canola, nabo, girassol e óleo residual de soja). Primeiramente, aplicou-se o teste de Levene para verificar a homogeneidade de variâncias e o teste de Shapiro-Wilk para testar a normalidade dos dados. Em seguida, os dados foram submetidos ao Teste F por meio da análise de variância (ANOVA). Quando identificadas diferenças significativas na ANOVA, aplicou-se o teste de Tukey ao nível de 5% de probidade. Os dados foram analisados com o auxílio do software SPSS, versão 20.0.
3 RESULTADOS E DISCUSSÃO
Para estabelecer os parâmetros de neutralização, estimou-se o teor de AGL a partir do IA das matérias-primas (expressos como Óleos Testemunhas na Tabela 2). Com isso, de acordo com a
metodologia sugerida por Instituto Adolfo Lutz (2008), estabeleceu-se a faixa de temperatura e porcentagem de NaOH 1,5 M adicionado às amostras de óleo e os resultados encontram-se na Tabela 2.
Tabela 2: Temperatura e porcentagem de NaOH (m/m) utilizado na neutralização. Óleos
Testemunhas
Teor de Ácidos Graxos
Livres (%) % de NaOH 1,5M Temperatura (°C)
Nabo 7,1 16 55
Canola 4,02 12 55
Girassol 4,37 12 55
Residual de soja 2,88 12 55
Um alto índice de acidez indica que o óleo sofre quebras em sua cadeia lipídica, liberando ácidos graxos. O cálculo do índice de acidez é importante na avaliação da degradação da matéria-prima, de acordo com Ramos et al. (2017) matérias-primas com IA maior que 3,0 mg.g-1 KOH são
inviáveis para o processo de produção de biodiesel, pois os AGL reagem com o catalisador básico, podendo ser KOH ou NaOH, formando sabão, o que diminui o rendimento da reação pelo consumo do catalisador nessa reação paralela.
Na Tabela 3, encontram-se os resultados do IA do óleo residual e dos óleos brutos de nabo, canola e girassol antes (testemunhas) e depois dos tratamentos efetuado (neutralização e esterificação). A acidez, como consequência da hidrólise parcial dos glicerídeos, é um parâmetro variável que pode estar relacionado a diferentes fatores, tais como, a natureza e qualidade da matéria-prima, também com a qualidade, pureza do óleo e o procedimento de obtenção e conservação.
Tabela 3: Índice de acidez em mg de KOH por grama de óleo em cada tipo de pré-tratamento. Reações Nabo Canola Girassol Residual de soja Testemunha 14,13 cA 8,0 bB 8,73 cB 8,60 cB
Neutralização 9,56 bA 7,26 bB 7,06 bB 7,33 bB
Esterificação 1,46 aB 1,73 aB 2,0 aB 3,06 aA
Nota: Letras iguais minúsculas na coluna e letras maiúsculas iguais na linha, não diferem entre si, pelo teste de Tukey a 5% de probabilidade.
Dos valores estimados (Tabela 3), tem-se que os óleos testemunhas desse estudo apresentavam IA maior que 3,0 mg.g-1KOH. Assim, como a execução dos tratamentos, nota-se o a
redução do IA em toda as amostras, tendo o óleo de canola como o óleo com a redução menos significativa (8,0 para 7,26 mg.g-1 KOH) e o óleo de nabo o detentor da maior redução (14,13 para
9,56 mg.g-1 KOH), tal comportamento pode ser explicado devido ao baixo rendimento na reação de neutralização, devido ao fato de que nem todos os ácidos graxos reagiram com a base.
Observa-se que os dados apresentaram diferença estatística significativa entre os tratamentos avaliados, onde o processo de esterificação apresentou maior redução dos índices de acidez do que a neutralização. Pôde-se observar que na reação de neutralização, mesmo com o aumento da temperatura, a quebra das emulsões não ocorreu com eficiência, tal fato pode ter prejudicado a neutralização dos AGL pela base. Outro fator que devesse observar é o tempo de ambas reações, em que a eficiência da reação de esterificação é favorecida pelo tempo de reação, o qual foi mais longo que o de neutralização (RAMOS et al., 2017).
O IA elevado de um óleo in natura dificulta sua neutralização, podendo ser um indicativo de sementes com baixo valor agregado proveniente de armazenamento impróprio ou de um processamento ineficiente (VIEIRA et al., 2017). Sendo assim, após os pré-tratamentos executados, somente os óleos de nabo, canola e girassol apresentaram valor inferiores a 3,0 mg.g-1KOH da reação
de esterificação, classificando-os como matérias primas adequadas para serem submetidas ao processo de produção de biodiesel (reação de transesterificação).
Em estudo realizado por (VIEIRA et al., 2017) constatou uma redução de 5,4 para 0,48 mg.g-1
KOH no índice de acidez do óleo bruto de castanha-do-Pará submetido a esterificação, redução de 91,1%. Já Zumach et al., (2013) realizou o estudo com óleo de pinhão manso através da neutralização e obteve uma redução de 42,25 para 0,03 mg. g-1 KOH, equivalente a 99,4% na redução do IA. A Tabela 4 apresenta as porcentagens de redução do IA para os dois processos de pré-tratamento.
Tabela 4: Porcentagem de redução do IA entre a amostra testemunha e cada pré-tratamento. Reações Nabo Canola Girassol Residual de soja Neutralização 32,3% 9,3% 19,1% 14,8%
Esterificação 89,7% 78,4% 77,1% 64,4%
Tal como apresentado na Tabela 4, a reação de esterificação demonstrou melhor desempenho entre todos os óleos testado, sendo o óleo de nabo com maior percentual de redução para ambos os pré-tratamentos 32,3% e 89,7% na neutralização e esterificação, respectivamente. O óleo de Canola teve um pior desempenho para a Neutralização, de 9,3%, enquanto o percentual de redução de IA do óleo residual de soja foi o mais baixo em termos de porcentagem (64,4%), para a esterificação.
4 CONCLUSÕES
Em relação às matérias-primas estudadas, todos os óleos estudados apresenta na neutralização IA maior que 3,0 mg.g-1 de KOH, fato que os classifica como inadequadas para o processo de
produção de biodiesel. Já para na esterificação, verifica-se que dentre os óleos analisados, o óleo de nabo foi o que teve melhor desempenho frente ao tratamento, pois apresentou maior variação percentual no IA (89,7%), com valor final de IA de 1,46 48 mg.g-1 KOH.
Sendo assim, pode-se constatar que a reação de esterificação teve melhor desempenho que a de neutralização, fato este verificado na porcentagem de redução do IA e também nota-se que, exceto o óleo residual de soja com IA final na esterificação de 3,06 mg.g-1 KOH, todos os demais óleos submetidos ao processo apresentaram valores inferiores a 3,0 mg.g-1 de KOH, de 1,46, 1,73 e 2,0 mg.g-1 de KOH para os óleos de nabo, canola e girassol, respectivamente.
AGRADECIMENTOS
Embrapa, CNPq, Capes e Finep
REFERÊNCIAS
ANP – Agência Nacional do Petróleo. Disponível em <www.anp.gov.br>, acesso em 20 de setembro de 2018.
BERGMANN, J. . et al. Biodiesel production in Brazil and alternative biomass feedstocks.
Renewable and Sustainable Energy Reviews, v. 21, p. 411–420, maio 2013.
CHIA, S. R. et al. Analysis of Economic and Environmental Aspects of Microalgae Biorefinery for Biofuels Production: A Review. Biotechnology Journal, v. 13, n. 6, p. 1700618, 9 fev. 2018. CNPE. Resolução no16, de 29 de outubro de 2018Conselho Nacional De Política
EnergéticaBrasilCNPE no, , 2018.
DELATORRE, A. B. Produção de biodiesel: considerações sobre as diferentes matérias-primas e rotas tecnológicas de processos. Biológicas & Saúde, v. 1, n. 1, p. 21–47, 24 jun. 2011.
INSTITUTO ADOLFO LUTZ. Métodos físicos-quimicos para análise de Alimentos, 2008. (Nota técnica).
KINNAL, N. et al. Investigation on Performance of Diesel Engine by Using Waste Chicken Fat Biodiesel. IOP Conference Series: Materials Science and Engineering, v. 376, n. 1, p. 012012, jun. 2018.
KUSS, V. V. et al. Potential of biodiesel production from palm oil at Brazilian Amazon.
LABIB, T. M. et al. Kinetic study and techno-economic indicators for base catalyzed
transesterification of Jatropha oil. Egyptian Journal of Petroleum, v. 22, n. 1, p. 9–16, jun. 2013. MANDARINO, J.; HIRAKURI, M.; ROESSING, A. Tecnologia para produção do óleo de soja:
descrição das etapas, equipamentos, produtos e subprodutos., 2011.
MOTA, C. J. A.; SILVA, C. X. A. DA; GONÇALVES, V. L. C. Gliceroquímica: novos produtos e processos a partir da glicerina de produção de biodiesel. Química Nova, v. 32, n. 3, p. 639–648, 2009.
OLIVEIRA, R. et al. Adsorção de contaminantes do biodiesel por fibras de bagaço modificadas na superfície. Química Nova, v. 41, n. 2, p. 121–128, 2017.
RAMOS, L. et al. Biodiesel: Raw Materials, Production Technologies and Fuel Properties. Revista
Virtual de Química, v. 9, n. 1, p. 317–369, 2017.
SANTOS, M. R. M. DOS; SILVA, E. A. DA;; TAVARES, F. Avaliação da transesterificação metanólica in situ de Cyperus esculentu Evaluation of methanolic in situ transesterification cyperus esculentu. Engevista, v. 20, n. 3, p. 394–407, 2018.
SILVA, L. F. L. E et al. Balanço energético da cultura nabo forrageiro visando à produção de biodiesel Energetic balance of biodiesel production based on oilseed rape crop Introdução Material e métodos. MAGISTRA, v. 29, n. 2, p. 208–214, 2018.
SILVEIRA, B. I. DA. Produção de Biodiesel. Análise e Projeto de Reatores Químicos. [s.l: s.n.]. TUBINO, M.; JUNIOR, J. G. R.; BAUERFELDT, G. F. Biodiesel synthesis with alkaline catalysts: A new refractometric monitoring and kinetic study. Fuel, v. 125, p. 164–172, jun. 2014.
VIEIRA, J. S. et al. Esterificação e transesterificação homogênea de óleos vegetais contendo alto teor de ácidos graxos livres. Química Nova, v. 41, n. 1, p. 10–16, 2017.
ZUMACH, F. et al. Estudo da neutralização do óleo de pinhão manso para produção de biodiesel.