International Journal 01 Food Science and Technology (1994) 29, 415-428
Optimum feed- and tank-operating
conditions to
maintain constant particle concentration in feed
streams of particulate fluid food suspensions
PAULO
N. BAPTISTA,
FERNANDA
A.R.
OLIVEIRA*
&
JORGE
C. OLIVEIRA
Escola Superior de Biotecnologia, Universidade Católica Portuguesa, Rua Dr. António Bernardino de Almeida, 4200 Porto, Portugal
v
SummaryEnsuring product safety and constant quality in aseptic processing of particulate fluid foods can be a problem if feed particle concentration varies with time. The variability of particle concentration distributions from a vertical stirred feed tank was measured
as standard deviations of mean particle concentrations at the tank outlet and as
differences between this concentration and the bulk concentration in the tank. The influence of some operating variables (volume of fluid in the tank, rotational speed of the agitating paddles, bulk particle concentration, liquid viscosity and flow rate) was studied using a factorial experimental design at two levels. An operating chart was drawn, using response surface analysis for selecting the optimum volume of fluid in the tank as a function of particle concentration and fluid viscosity.
Keywords
Aseptic processing, particle distributions in fluid suspension, residence time distri-bution, stirred tank operating parameters.
~
Introduction
The assessment of aseptic processing of particulate fluid foods involves several factors from two broad types: heat transfer and residence time, as suggested by Heldman (1989). However, in order to ensure product safety without unnecessary overprocessing and detrimental quality, the constancy of distribution of the particles in the feed mixture entering the system is particularly important.
Dignan et ai. (1989) considered potential health hazards and suggested that the fastest particle travelling in the relevant parts of the system is of prime importance in aseptic processing. This implies that the heat treatment of each particle is primarily dependent on its residence time. Such an assumption may not be applicable if the feed includes particles with different characteristics such as size, geometry and thermal properties. In this situation the fastest particle may not be the one with the lowest heat treatment and a more detailed study may be necessary. Actual identification of
Authors' address: *Escola Superior de Biotecnologia, Universidade Católica Portuguesa, Rua Df. António Bernardino de Almeida, 4200 Porto, Portugal.
* Correspondent. Fax: +351 2590351.
415
416 P. N. Baptista et aI.
the fastest particle may be possible but in practice this can be overcome by considering the residence time distribution of the particles.
In recent years several investigations related to the residence time distribution of particulate foods have been carried out on scraped-surface heat exchangers or holding tubes; they were reviewed by Singh & Lee (1992). Berry (1989) predicted statisticalIy the residence time distribution of the fastest particle, and Sastry (1986), McCoy et ai. (1987) and Yang & Swartzel (1992) determined residence time distribution of particles in holding tubes. As only single particles were used in these studies, there was no variability in the feed concentration, despite its paramount importance in fulI scale industrial processes. Sastry and Zuritz (1987) developed a mathematical model for the prediction of particle trajectories and velocities in tubes, but again, due to the complexity of the problem, variables and forces involved, only single particles were used and interactive effects between particles were not considered. Taeymans et ai. (1986) used tanks to feed three cylindrical scraped-surface heat
exchangers, 158mm in diameter and 508 mm in length. The solid particles were
6-mm diameter alginate beads and the concentration in the ftuid (water) was 4%.
The variance of the particle concentration at the outlet of the system was checked and considered negligible (a standard deviation of :!:O.21was calculated from the author's data). More recently Palmieri et ai. (1992) used a 200-L tank with a paddle agitatot to feed lO-mm cubes of Bintje cultivar potatoes in a ftuid of similar density to a holding tube of 50 mm internal diameter. The variation in particle distribution was not measured or discussed.
In residence time studies of aseptic processing of particulate ftuid foods the importance of the constancy of system input feed is rarely considered and never analysed systematicalIy. Residence time distribution curves generated from several runs of individual particles are useful to discuss residence time distribution issues but the important industrial processing aspects of bulk particle concentration variation and between-particle interactions are missing.
In chemical engineering effective mixing of solids with liquids is a known problem even with finely divided solid particles (Foust et ai., 1980; Badger & Banchero, 1985). However, with foods, where particles have dimensions of several mm, the
problem is much more complex and, in general, liquid-mixlng equipment is not
adequate (McCabe, 1985). Fluidization (Davidson et ai., 1985) could be considered for coarse (1<1> 1 mm) particles, e.g. as in ftuidized bed combustion of coal, or larger (9 mm) glass spheres (Coulson & Richardson, 1978). In practice the use of ftuidized beds for feeding large continuous aseptic processing systems would require complex design and operating control parameters, and would be very expensive.
The main objective of this work was to evaluate the inftuence of operating variables on simulated food particle concentration and distribution in a vertical stirred feeding tank. The operating variables considered were: volume of liquid (V), bulk particle concentration (C), rotational speed of the agitating paddles (00) in the feed tank, liquid viscosity (IJ.) and ftow rate (Q). The final objective of this work was to establish optimum operating conditions to minimize the variability in feed concentration.
<:
(
Materiais and methods
Spherical polystyrene particles (Hoover Precision Products, Inc.) with 9.52:!::0.02mm diameter and 1.065:!: 0.015 gcm-3 density were used as model food particles. Sodium
Constant particulate feed concentrations 417 Table 1. Shear-stress characteristics* of the carboxymethylceJlulose (CMC) solutions at 20"C
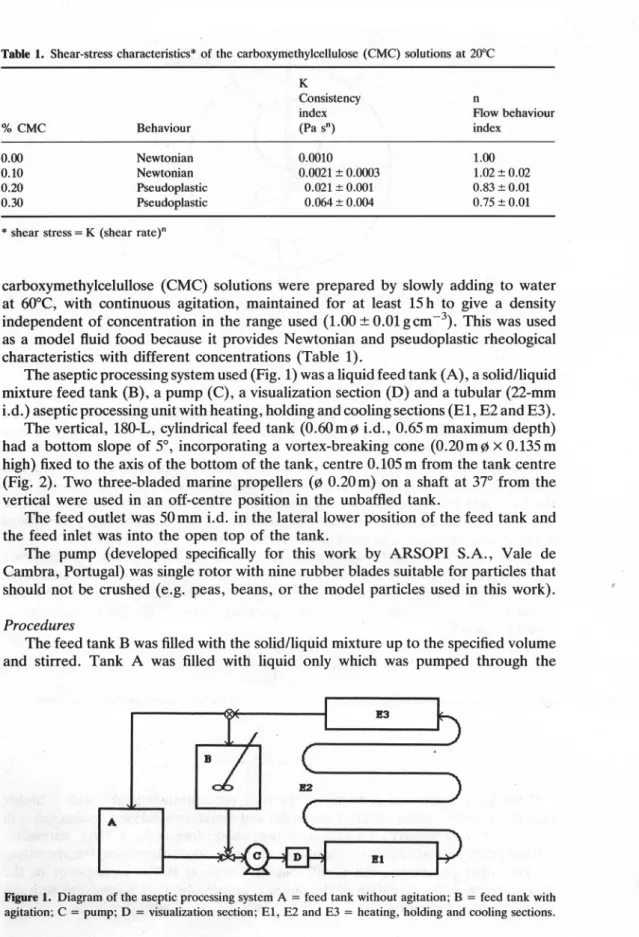
% CMC Behaviour K Consistency index (Pa s") n Flow behaviour index 0.00 0.10 0.20 0.30 Newtonian Newtonian Pseudoplastic Pseudoplastic 0.0010 0.0021 j: 0.0003 0.021j: 0.001 0.064j:0.004 1.00 1.02j: 0.02 0.83j: 0.01 0.75j: 0.01
* shear stress =K (shear rate)"
~.
carboxymethylcelullose (CMC) solutions were prepared by slowly adding to water
at 60°C, with continuous agitation, maintained for at least 15 h to give a density independent of concentration in the range used (1.00:t 0.O1gcm-3). This was used as a model fluid food because it provides Newtonian and pseudoplastic rheological characteristics with different concentrations (Table 1).
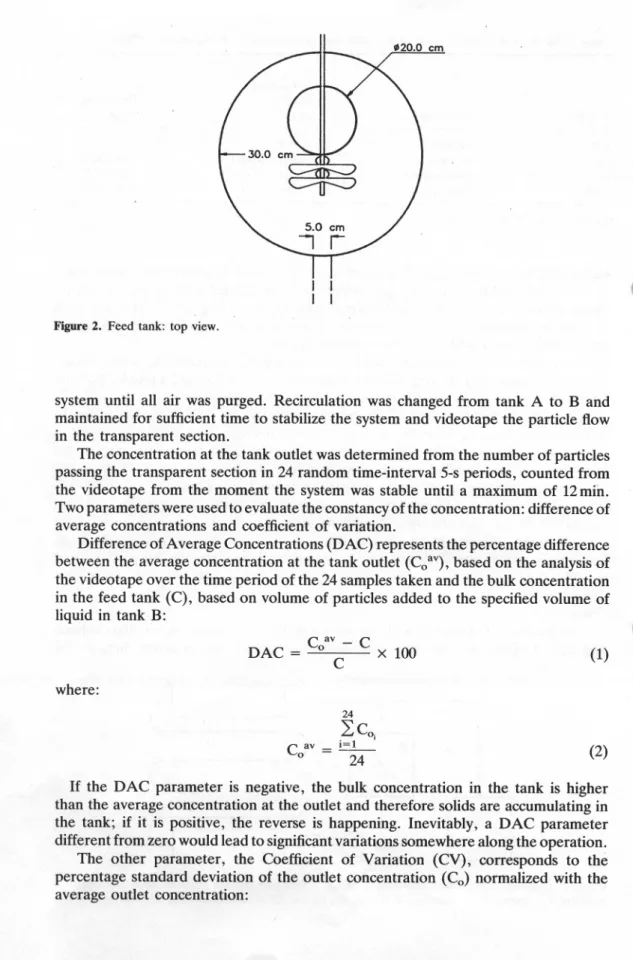
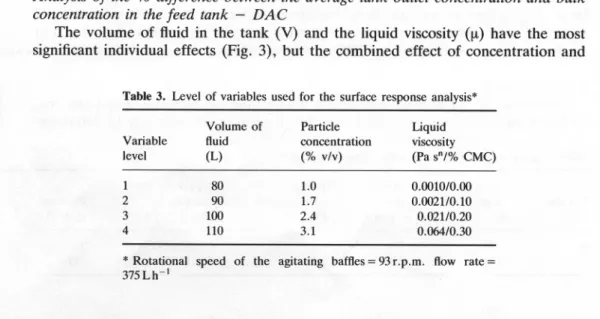
The aseptic processing system used (Fig. 1) was a liquid feed tank (A), a solid/liquid mixture feed tank (B), a pump (C), a visualization section (D) and a tubular (22-mm Ld.) aseptic processing unit with heating, holding and cooling sections (E1, E2 and E3). The vertical, 180-L, cylindrical feed tank (0.60 m j2)Ld., 0.65 m maximum depth) had a bottom slope of 5°, incorporating a vortex-breaking cone (0.20 m j2)x 0.135 m high) fixed to the axis of the bottom of the tank, centre 0.105 m from the tank centre (Fig. 2). Two three-bladed marine propellers (j2)0.20m) on a shaft at 37° from the
vertical were used in an off-centre position in the unbaffled tank.
-The feed outlet was 50mm Ld. in the laterallower position of the feed tank and the feed inlet was into the open top of the tank.
The pump (developed specifical1y for this work by ARSOPI S.A., Vale de
Cambra, Portugal) was single rotor with nine rubber blades suitable for particles that
should not be crushed (e.g. peas, beans, or the model particles used in this work). ,
~
Procedures
The feed tank B was filled with the solid/liquid mixture up to the specified volume and stirred. Tank A was filled with liquid only which was pumped through the
R3
B
J!2 A
RI
Figure 1. Diagram of the aseptic processing system A =feed tank without agitation; B =feed tank with agitation; C =pump; D = visualization section; El, E2 and E3 = heating, holding and cooling sections.
418 P.N. Baptista et aI.
11120.0 cm
I I
I I
~
Figure 2. Feed tank: top view.
system until alI air was purged. Recirculation was changed from tank A to B and maintained for sufficient time to stabilize the system and videotape the particle flow in the transparent section.
The concentration at the tank outlet was determined from the number of particles passing the transparent section in 24 random time-interval 5-s periods, counted from the videotape from the moment the system was stable until a maximum of 12 mino Two parameters were used to evaluate the constancy of the concentration: difference of average concentrations and coefficient of variation.
Difference of Average Concentrations (DAC) represents the percentage difference between the average concentration at the tank outlet (Coav), based on the analysis of the videotape over the time period of the 24 samples taken and the bulk concentration in the feed tank (C), based on volume of particles added to the specified volume of liquid in tank B: DAC
=
Coav-
C X 100 C(
(1) where: 24 2:co. C av=
;=1 ' o 24If the DAC parameter is nega tive , the bulk concentration in the tank is higher than the average concentration at the outlet and therefore solids are accumulating in the tank; if it is positive, the reverse is happening. Inevitably, a DAC parameter different from zero would lead to significant variations somewhere along the operation.
The other parameter, the Coefficient of Variation (CV) , corresponds to the
percentage standard deviation of the outlet concentration (Co) normalized with the average outlet concentration:
Constant particulate feed concentrations 419
(~(CO;2~ CO")')
CV
=
Coavx 100
(3)The operating variables were: volume of fluid (V) in tank B, bulk particle
concentration (C), rotational speed of the agitating paddles (ú) in the feed tank, liquid viscosity Üt.)and flow rate (Q). There were two sets of experiments. The first was a 2-level factorial design to identify the individual and joint effects of the variables to be tested. The second was a 4-level factorial design, to define optimal operating
conditions for the chosen variables using response surface methodology. All the
experiments were carried out at room temperature (20°C).
~ Individual and interactive effects
In order to determine the effect of all variables and combinations of variables on the parameters chosen, a 2s factorial design was used (Box et ai., 1978). This statistical method is commonly used in food science and technology in areas such as drying, extrusion, extraction, sensory analysis and microorganism activity and growth, e.g. Lacroix & Lachance (1988) and Bains & Ramaswamy (1989). Two sets of 32 experiments were carried out randomly with all possible combinations of minimum and maximum levels in each variable (Table 2). The two sets allowed for the calculation of the standard deviation.
The viscosity levels were achieved by adjusting the CMC concentration. Water is
a Newtonian fluid and CMC solutions are non-Newtonian fluids with a behaviour
dependent on the CMC concentration. The viscosity of CMC solutions varies with
the particular batch of CMC and therefore the rheological behaviour of each solution
was measured with a coaxial cylinder viscometer (Contraves RHEOMAT Model
115, Contraves AG, Zurich, Switzerland). The data were fitted to a power law
model (Table 1). Viscosity increased significantly with the addition of CMC, but Newtonian behaviour was still evident at the lower concentrations, with the solution becoming more pseudoplastic as CMC concentration increased. The fluid consistency index (that is, the apparent viscosity at a unÍt shear rate) could have been used as a variable, but the change in rheological behaviour would not have been apparent in those values. Instead both the fluid consistency index and the CMC concentration represented the viscosity variable throughout this work. To simplify, the term ~ in the text and equations refers to CMC concentration.
>
Operating chart
Based on the preliminary conclusions drawn from the factorial design analysis, further experiments were designed in order to identify the best way to determine
Table 2. LeveI of variables used in the 25 factorial design
Volume of Baffie Particle Liquid
Variable ftuid speed concentration viscosity Flow rate leveI (L) (r.p.m.) (% v/v) (PA s"/% CMC) (L h-I)
80 93 1.0 0.0010/0.00 286
420 P. N. Baptista et aI.
optimum operating conditions. The first experiments showed that some variables were optimum at one extreme (maximum) while others had no significant effect.
These preliminary experiments showed that the DAC parameter was the most
sensitive, with an optimum dose to the CV parameter optimum. Therefore, an
operating chart for choosing the optimum conditions was drawn considering the DAC parameter only. The CV parameter was calculated for each node of the chart, ensuring that the choice could be done on a DAC basis only. The three variables involved in this study were the volume of liquid in the feed tank, fluid viscosity and partide concentration. A 4-level factorial design (Table 3) was then used, involving
64 experiments, also randomly performed.
An operating chart was then developed using a response surface methodology (Gacula and Singh, 1984; Box et ai., 1978). In the food field, this methodology has been used particularly in sensory analysis, e.g. AbdulIah et ai. (1993) and extrusion studies, e.g. Olkku et ai. (1984). The predictive equations were obtained from the
data using the Statistics/Data Analysis (STATA 2.1, Computing Resource Center,
1990) software for multiple regression analysis. First and second-order models could be considered. A second-order model was used because first-order models often lead to inadequate results and poor response surfaces. AbdulIah et ai. (1993) reported that if the predictive equations have a R2 (R
=
regression coefficient) equal to or greater than 0.70 they are adequa te to generate contour plots.~
Results and discussion
Individual and interactive effects
The analysis of the individual or interactive effects of the variables can be performed by considering the normal plot of the effects, for each parameter considered, based on the results of the factorial designo If no significant effect exists it is possible to draw a straight line through alI the points. Points away from this line represent a significant variable, or combination of variables, identified as falIing outside the calculated 9S or 99% confidence region. The ANOV A procedure of the STA TVIEW software (Statview, Abacus Concepts, Inc., 1992) was used for these calculations.
Analysis of the % difference between the average tank outlet concentration and bulk
concentration in the feed tank
-
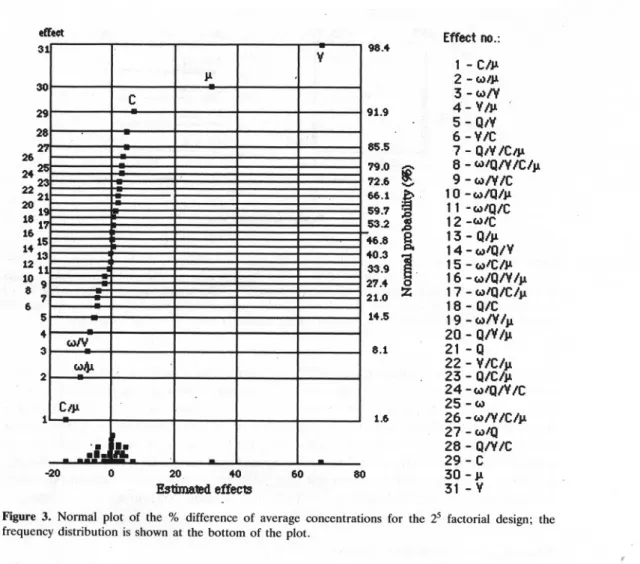
DACThe volumeof fluid in the tank (V) and the liquid viscosity (~) have the most significant individual effects (Fig. 3), but the combined effect of concentration and
4
* Rotational speed of the agitating bafftes
=
93r.p.m. ftow rate = 375Lh-1Table 3. Levei of variables used for the surface response analysis* Volume of Partic1e Liquid Variable ftuid concentration viscosity levei (L) (% v/v) (Pa s"/% CMC)
1 80 1.0 0.0010/0.00
2 90 1.7 0.0021/0.10
3 100 2.4 0.021/0.20
Constant particulate feed concentrations effect 3 31 1.6 98.4 91.9 2! 2~ 2' 26 242! 22231 202 18 l' 16 l' 14 1~ 121: 101 8 6 85.5 19.0
li
12.6 .... 66.1~
59.1~
53.2 ,:g 46.8i
40.3'iI
33.9e.
21.4~
21.0 14.5 8.1 -20 O 20 40 Es1ima1ed effectl 60 80 421 Effectno.: 1 - C/p 2 - (,)/P 3 - (,)/V 4-V/p 5 - Q/V 6 - v/c 7 - Q/V /CIJ1 8 - (,)IQ/V /C/p 9 - (,)/VIC 1 o - (,)IQ/p11-(,)/Q/C
12 -(,)/C 13 - Q/p 14 - (,)/Q/V 15 - (,)/C/P 16 -(,)/Q/V/p 17 - (,)/QIC/p18 - Q/C
1 9 - (,)/V /p20 - Q/Vlil
21 - Q
22 - V/C/p
23 - Q/C/p
24 -(,)/Q/V/C25-
(,) 26-
(,)/VIC/p 27-
(,)/Q 28-
Q/V/C 29-
C 30-
P 31-
VFigure 3. Normal plot of the % difference of average concentrations for the 25 factorial design; the frequency distribution is shown at the bottom of the plot.
viscosity (C/I-t) was also significant. These were the only points that felI outside the 99% confidence region. The rotational speed of the paddles and the flow rate had
I no significant effect.
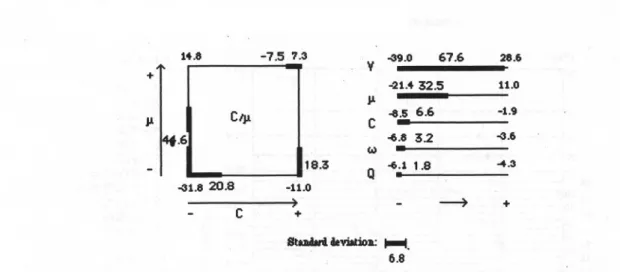
The magnitudes (Fig. 4) of individual effects are represented by straight tines and of double effects by square edges. Bold lines represent the magnitude of the variation of the parameter. The more significant the effect, the longer the tine. Aline drawn from left to right or from bottom to top indicates a positive effect, that is, an increase in the parameter, while a line drawn from right to left or from top to bottom indicates a negative effect, that is, a decrease in the parameter. The - sign represents the low leveI of the variable and the + sign the high leveI. SmalI numbers indicate the value of the parameter on that comer and the large numbers the variation in the parameter from one comer to another (that is, the difference between the
parameter for the variable at the + leveI and at the
-
leveI).The DAC parameter may be positive or negative. Optimal operating conditions would be those that would lead to a DAC as close to zero as possible.
Several conclusions may be drawn from Fig. 4. When the volume of tiquid in the feed tank is low there is an accumulation of particles in the tank and the outlet particle concentration is lower than the tank bulk concentration (the D AC parameter is
1 V p C 9 I 5 3 1 9 5 ) 1 .
,
fNlV . (,)61 CIJ1 I..
I.
.1.
...
-422 P.N. Baptista et aI.
Figure 4. Extension of individual and the most important joint effects in the % difference of average
concentrations.- low leveIof the variable;+ high levei of the variable;bold tines representthe
~
magnitude of the parameter variation; a line drawn from a - comer means a positive effect; a line drawn
~
from a + comer means a negative effect; smaU numbers represent the value of the parameter on that comer; large numbers represent the variation in the parameter from one comer to another.nega tive). As the volume is increased the accumulation is reduced and after a certain volume this phenomenon is even reversed. Viscosity also has a similar effect, more pronounced for low particle concentration, as can be seen from the analysis of this combined effect. Fluids with a higher concentration of particles present fewer problems (the DAC parameter is reduced), particularly for less viscous fluids. The influence of concentration arises only when linked to viscosity and not on its own. To summarize, agitation speed and flow rate are not very relevant in the range considered, while for viscosity, volume of liquid in the tank and particle concentration an optimum combination of these variables should be found.
Analysis of the coefficient of variation
-
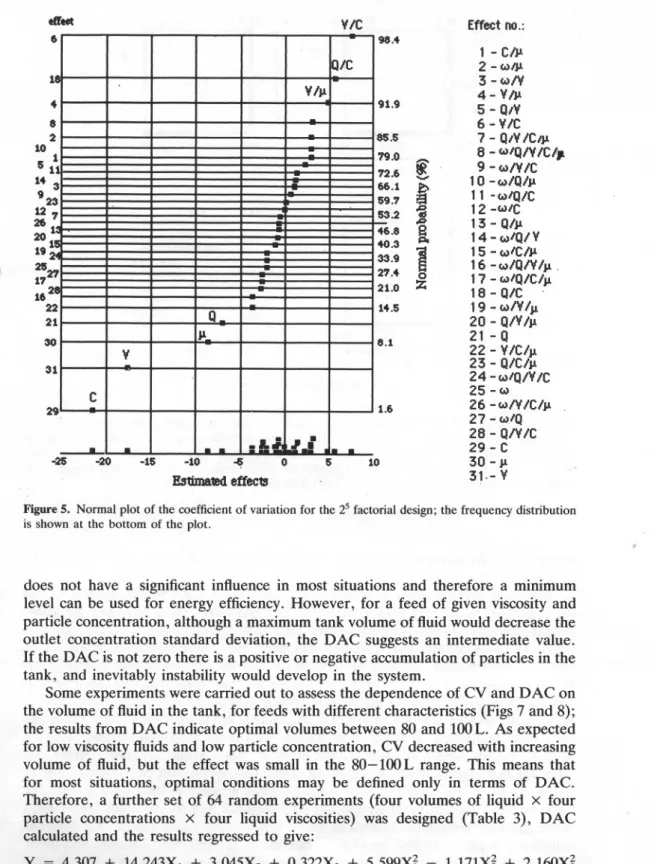
CVSimilar plots to those for the DA C parameter are given for CV (Figs 5 and 6). CV is always positive and ideally should be zero. All the variables except the rotational speed of the agitating paddles have, to some extent, individual effects (Fig. 5). The particle concentration (C), the volume of fluid in the tank (V), the viscosity (!!) and the combined effect volume/concentration (V/C) have the greatest influence, falling
outside the 99% confidence region. Additional effects that fall outside the 95%
confidence region are flow rate (Q), flow rate/particle concentration (Q/C) and
volume of fluid in the tank/viscosity (V/!!).
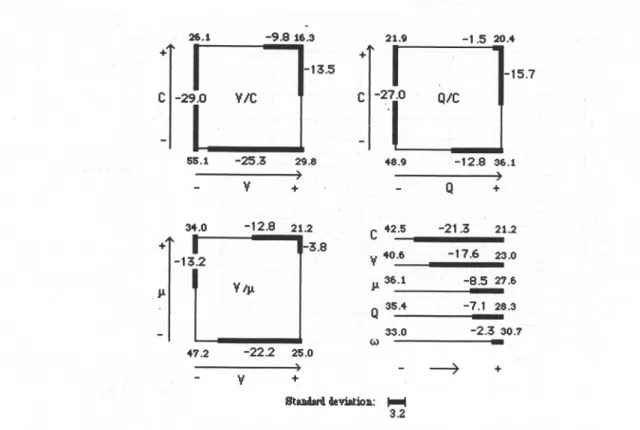
An increase in any variable always results in a decrease in the CV parameter (Fig. 6). The effect of the volume of liquid in the feed tank is more important for low viscosity fluids and for low particle concentrations. An increase in flow rate also has a more significant effect for low particle concentration, being negligible for high concentrations. Feeds with a higher particle concentration and high viscosity present fewer problems, specially if the volume of fluid in the tank is low.
,
Operating Chart
Using the coefficient of variation as a criterion, the best operating conditions c
correspond to the use of maximum levels of all variables. The flow rate does not affect the DAC parameter and therefore should be set at the maximum leveI. Stirring
14.8 -7.5 7.3 9.0 67.6 28.6
I
.,.
V +1 -21.4 32.5 11.0 11 CIJ1l
-8.5 6.6 -1.9 11144.6' C--6.8 3.2 .6 w
.
18.3 -6.1 1.8 ".3 Q.
1.8 20.8 -11.0 )-
+ C + Staaft _Mio..: ... 6.8"""
Constant particulate feed concentrations
ettttt V/C
~
.9 .4 10 5 14 92 12, 26, 20 ' 19 2S 17 16 2 2 30 .5 .0 .6li
.1i;
.7a
.2~
,p .8a
.3 j:I, .9~
.4 o .0 :z; .5 1 3 .6 -25 -20 -15 -10 ~ O Estima1ed effeC1S 5 10 423 Effectno.:1-
C/jJ. 2 -w/jJ. 3 - w/V 4- V/jJ. 5-QIV6 - V/C
7 - Q/VIC/jJ. 8 - w/Q/V/C/.9 - w/VIC
10 -w/Q/jJ. 11-w/Q/C 12 -W/C 13 - Q/jJ. 14-w/Q/V 15 - w/C/jJ. 16 -w/Q/V/jJ. . 17 - w/Q/C/jJ. 18 - Q/C 19 -w/V/jJ.20 - Q/V/jJ.
21 - Q
22-V/C/jJ.
23 - Q/C/jJ. 24 - w/Q/V IC 25 -w 26 -w/V/C/jJ. 27 - w/Q 28-Q/V/C 29 - C 30 -jJ. 31.- VFigure 5. Normal plot of the coefficient of variation for the 25 factorial design; the frequency distribution is shown at the bottom of the plot.
, does not have a significant inftuence in most situations and therefore a minimum
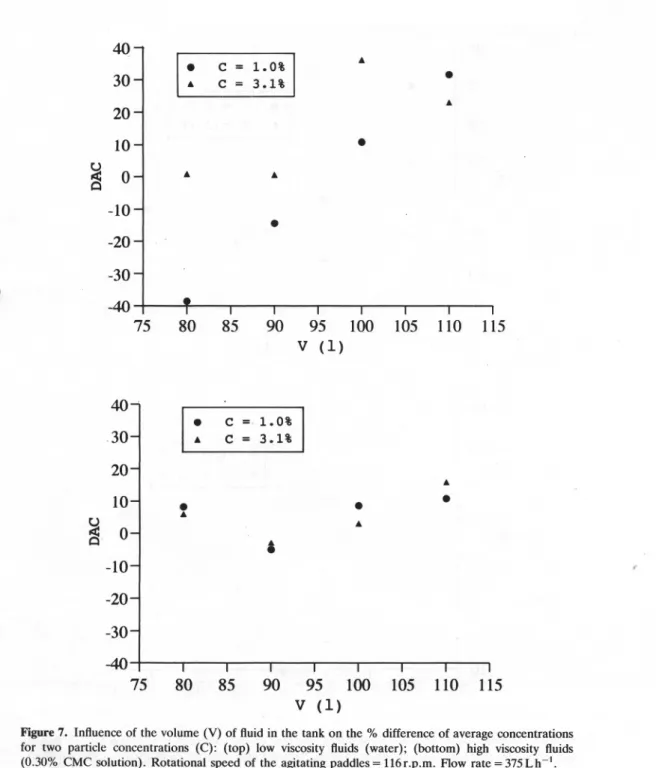
leveI can be used for energy efficiency. However, for a feed of given viscosity and partic1e concentration, although a maximum tank volume of ftuid would decrease the outlet concentration standard deviation, the DAC suggests an intermediate value. If the DAC is not zero there is a positive or nega tive accumulation of partic1es in the tank, and inevitably instability would deveIop in the system.
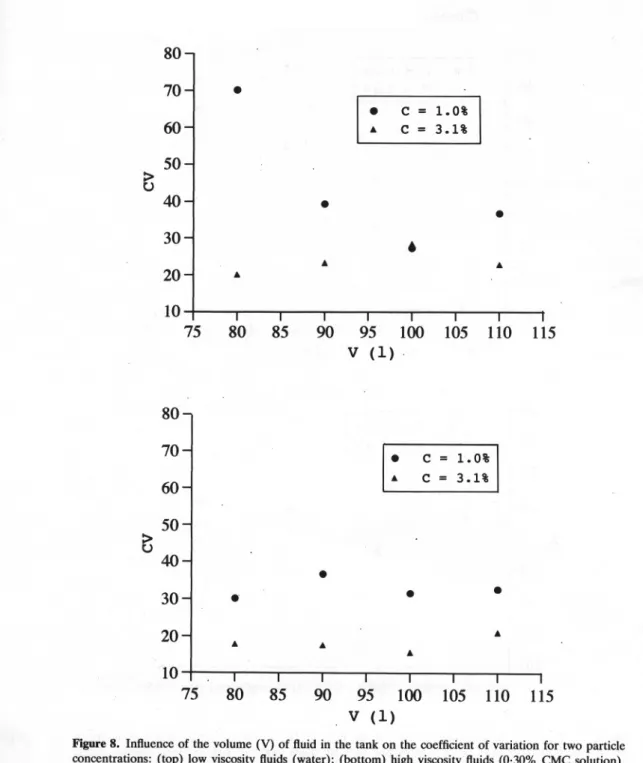
Some experiments were carried out to assess the dependence of CV and DAC on the volume of ftuid in the tank, for feeds with different characteristics (Figs 7 and 8); the results from DAC indicate optimal volumes between 80 and 1ooL. As expected for low viscosity ftuids and low partic1e concentration, CV decreased with increasing volume of ftuid, but the effect was small in the 80-100 L range. This means that
for most situations, optimal conditions may be defined only in terms of DAC.
Therefore, a further set of 64 random experiments (four volumes of liquid x four
partic1e concentrations x four liquid viscosities) was designed (Table 3), DAC
calculated and the results regressed to give:
Y
=
4.307 + 14.243X1 + 3.045X2 + 0.322X3 + 5.599Xi - 1.171X~ + 2.160X~ - 3.343X1X2 - 1O.486X1X3 - 4.143X2X3 (4)t
9E Q/C . V/jJ. 91 85 1 'M 3 7 3 6E ., 5 l 53 41 ! 41 7 3: 2 2 2 1 Q I' jJ. V 8. C 1. ----&....-
-.
.L.I. '
.
424 P.N. Baptista et aI.
26.1 -9.816.3 21.9 -1.5 20.4
+" +
-13.5 1-15.7
CI -29.0 v/c C1-27.0 Q/C
Figure 6. Extension of individual and the most important joint effects in the coefficient of variation. - low levei of the variable; + high levei of the variable; bold lines represent the magnitude of the parameter variation; a line drawn from a - comer means a positive effect; a line drawn from a + comer means a negative effect; small numbers represent the value of the parameter on that comer; large numbers represent the variation in the parameter from one comer to another.
where Y
=
DAC parameter; Xl=
(V -95)/15; X2=
C-
2.0 and X3=
(~- 0.15)/0.15 with R2= 0.74.Adequate contour plots were generated using this predictive equation. To draw the operating chart, four volumes (80, 90, 100 and 110 L) were fixed and for each, the experimental standard deviation limit lines corresponding to a DAC of -6.8 and +6.8 were constructed. The areas between these lines represent the combination of particle concentration and fluid viscosity for which the volume is optimum (Fig. 9). Results showed that in the viscosity and particle concentration ranges considered it was not possible to operate adequately with a volume of fluid higher than 100 L. As a result, no area is represented for such volumes in the operating chart. For some optimum conditions it is possible to operate with more than one volume (e.g. for
~=0.15% CMC and C=2.0% v/v either 90 or lOOL would produce results) and
there are two regions where it is only advisable to operate with one volume, one at
90L (e.g. ~ = 0.05% CMC and C = 2.4% v/v) and another at looL (e.g. ~
=
0.10%CMC and C = 1.0% v/v). It should not be concluded that the volumes represented in the chart are restrictive. In regions where it is possible to operate at two different volumes it is probably also possible to operate at intermediate volumes and other lines of iso-volume of liquid could be drawn using the predictive equation. It was intended, however, to keep the chart simple to read. For points falling in a region
4 55.1 -25.3 29.8 48.9 -12.8 36.1 ) ) V +
-
Q + 34.0 -12.8 21.2 C 42.5 -21.3 21.2+rf:lU
V40.6
-17.6 23.0 -13.2 J,q; V1)1 J136.1 -8.5 27.6 4 Q 35.4 -7.1 28.3 33.0 -2.3 30.7 w-47.2 -22.2 25.0 ) - + V + StWard 4nuUo:o.: 1-4 3.2
where two or three volumes are suggested by the chart, if one limit line is further away than the other(s) the corresponding volume would be preferable (e.g. for 1-1.=0.15% CMCand C = 2.6% v/v, 90L wouldbe the bestoption, while for 1-1.= 0.12% CMC and C = 1.8% v/v either 90 or 100 L would give identical results). For a small
area, no volume gives a satisfactory result (e.g. 1-1.
=
0.02% CMC and C=
1.7% v/v).Constant particulatefeed concentrations 425
40,
I:
c = 1. 0%I.
30-i
c = 3.1%
.
.
20
lOJ
.
0-1
.
.
o
-10
I
.
-20
.
-30 -40 75 80 85 90 95 100 105 110 115 V (1) 40.
c = 1. 0%
301
I.
c = 3.1%
20
.
IOj
.
.
..
.
O
.
.
-10 ' -20' -30- -40-75 80 85 9095
100 105 110 115
V (1)Figure 7. Influenceof the volume (V) of fluid in the tank on the % difference of average concentrations for two particle concentrations (C): (top) lôw viscosity fluids (water); (bottom) high viscosity fluids
P. N. Baptista et ai.
.
.
c = 1.0% C = 3.1%"
.
c = 1. 0% C = 3.1%"
Figure 8. Influence of the volume (V) of fluid in the tank on the coefficient of variation for two particle concentrations: (top) low viscosity fluids (water); (bottom) high viscosity fluids (0.30% CMC solution). RotationaI speed of the agitating paddles=93r.p.m. Aow rate=375Lh-l.
Conclusions
It was found that for the tank used and the range of operating conditions tested,
maximum flow rate (375Lh-1) should be used. A lower rotational speed of the
agitating paddles (93r.p.m) can be used. The volume of liquid in the tank should be 426
80
70
60
50
:>
u
40
30
20
10
75
80
70
60
50
:>
u
40
30
20
10
75
.
.
.
"
"
"
. I I I I I I I I 80 85 90 95 100 105 110 115 V (1).
.
.
.
"
4"
"
"
I I I I I I I I80
85
90
95
100
105
110
115
V (1)
Constant particulate feed concentrations 427 80 Opomum volumes 3.1 ~ 1.0 . 0.00 0.0010 0.10 0.0021 0.20 0.021 0.30 % CMC 0.064 Pa.so Figure 9. Operating chart (rotational speed of the agitating paddles=93r.p.m.; flow rate
=
375Lh-I). Pattems indicate regions where the corresponding volume of liquid yields optimum results: Ia 80 L, 11D190L, IIDIlOOL,o no optimum. Combined patterns mean two or more volumes yield optimum results.r
.
chosen as a function of particle concentration and fluid viscosity and an operating-
chart was drawn to do this. Optimum volumes were 80, 90 and 100 L, with somecombinations falling in areas where two or even all three volumes could actually be used. There was one small area, for low viscosity and particle concentrations between
around 1.5-2%, where no optimum volume existed.
Since some variables are intrinsic to the tank design, these results cannot be applied directly to other tanks. AIso, conclusions are only valid for the range of conditions
tested. However, this work provides a case study and presents methodologies to
expedite this situation. Acknowledgments
The authors thank Junta Nacional de Investigação Científica e Tecnológica and CEC (FLAIR Programme) for financial support, and acknowledge the invaluable support of ARSOPI, the metallurgical company where the aseptic processing system used in this work was designed and built. A special reference is given to Mr Armando Pinho and Mr Emesto Ferreira for their constant support.
Optimum volume (I)
2.4 .".__-
'O
--'-'
u
III
1;UW
9 O II.
volumesOptimum(I) 1.71/,"",'t.1 90/100
Optimum volume (I) 100
428 P. N. Baptista et aI.
References
Abdullah, A., Malundo, T.M.M, Ressurreiccion, A.V.A. & Beuchat, L.R. (1993). Descriptive sensory profiling for optimizing the formula of a peanut milk-based liquid coffee whitener. Journal
of Food Science, 58, 120-123.
Badger, W.L. & Banchero, J.T. (1985). lntroduction
to Chemical Engineering, pp. 609. Singapore:
McGraw-Hill.
Bains, M.S. & Ramaswamy, H.S. (1989). Tray drying of apple puree, Journal of Food En-gineering, 9, 195-201.
Berry, M.R. (1989). Predicting fastest particle resi-dence time. Proceedings of the First lnternational
Congress in Aseptic Processing Technologies,
pp. 6-17. Indianapolis. Food Science Depart-ment, Purdue University, West Lafayette, IN. Box, G., Hunter, W.G. & Hunter, J.S. (1978).
Statistics for Experimenters, pp. 306-351. New
York: John Wiley & Sons.
Coulson, J.M. & Richardson, J.F. (1978). Chemical
Engineering. Vol. 2, pp. 239-241. London:
Pergamon Press Ltd.
Davidson, J.F., Clift, R. & Hamson, D. (1985).
Fluidization, pp. 413-435. Orlando: Academic
Press.
Dignan, D.M., Berry, M.R., Pflug, 1.1. & Gardine, T.D. (1989). Safety considerations in establishing aseptic processes for low-acid foods containing particulates. Food Technology, 43,118-121,131. Foust, A.S.,Wenzel, L.A., Clump, C.W., Maus,
L. & An(lersen, L.B. (1980). Principies of Unit
Operations, pp. 569. Singapore: John Wiley &
Sons.
Gacula Jr, M.C. & Singh, J. (1984). Statistical
Methods in Food and Consumer Research,
pp. 214-273. Orlando: Academic Press. Heldman, D.R. (1989). Establishing aseptic thermal
processes for low-acid foods containing par-ticulates. Food Technology, 43, 122-123, 131. Lacroix, C. & Lachance, O. (1988). Effect of water
activity on the survival of Lactobacillus bulgaricus
and Streptococcus thermophilus and on the
development of acidity in yoghurt during cold storage. Canadian lnstitute of Food Science and
Technology Journal, 21, 501-510.
Received 19 June 1993, revised and accepted 7 April1994
McCabe, W.L., Smith, J.C. & Harriot, P. (1985).
Unit Operations of Chemical Engineering, pp.
834-835. Singapore: McGraw-Hill.
McCoy, S.M., Zuritz, C.A. & Sastry, S.K. (1987). Residence time distributions of simulated food particles in a holding tube. American Society of
Agricultura/ Engineers, Paper No. 87-6536,
ASAE, St. Joseph, MI.
Olkku, J., Hagqvist, A. & Linko, P. (1984). Response surface methodology in the control of thermoplastic extrusion of starch. In: Extrusion
Cooking Techn%gy Process (edited by R.
Jowitt), pp. 27-50. London: Elsevier Applied Science.
Palmieri, L., Cacace, D., Dipollina, G., Dall'Aglio,
(
G. & Masi, P. (1992). Residence time distribution of food suspensions containing large particles when flowing in tubular systems. Journa/ of Food Engineering, 17,225-239.
Sastry, S.K. (1986). Mathematical evaluation of process schedules for aseptic processing of low-acid foods containing discrete particulates.
Journa/ of Food Science, 51, 1323-1328.
Sastry, S.K. & Zuritz, C.A. (1987). A model for particle suspension flow in a tube. American Society of Agricultural Engineering, paper no.
87-6537. ASAE, St. Joseph, MI.
Singh, R.K. & Lee, J.H. (1992). Residence time distributions of foods with/without particulates in aseptic processing systems. In: Advances
in Aseptic Processing Technologies (edited by
R.K. Singh & P.E. Nelson), pp. 7-62. London: Elsevier Applied Science.
Taeymans, D., Roelans, E. & Lenges, J. (1986). Residence time distribution in a horizontal SSHE for UHT processing of liquids containing solids. In: Food Engineering and Process Applications. I'Z
Vol. 1: Transport Phenomena (edited by M.\,;;
Le Maguer & P. Jelen), pp. 247-258. London: Elsevier Applied Science.
Yang, B.B. & Swartzel, K.R. (1992). Particle residence time distributions in two-phase flow in straight round conduit. Journal of Food Science, 57,497-502.
--Constant particulate feed concentrations 427
80
3.1
~
100:
Optimum volume -(I) 100 1.0 I 0.00 0.0010 0.10 0.0021 0.20 0.021 0.30 % CMC 0.064 Pa.sD Figure 9. Operating chart (rotational speed of the agitating paddles=93r.p.m.; flow rate =375Lh-I).
Pattems indicate regions where the corresponding volume of liquid yields optimum results: !õI80 L, IIDI90 L,
IIDIlOOL,o no optimum. Combined patterns mean two or more volumes yield optimum results.
~ chosen as a function of partic1e concentration and fluid viscosity and an operating
chart was drawn to do this. Optimum volumes were 80, 90 and 100L, with some combinations falling in areas where two or even alI three volumes could actualIy be used. There was one smalI area, for low viscosity and partic1e concentrations between
around 1.5-2%, where no optimum volume existed.
Since some variables are intrinsic to the tank design, these results cannot be applied directly to other tanks. AIso, conc1usions are only valid for the range of conditions
tested. However, this work provides a case study and presents methodologies to
expedite this situation. Acknowledgments
The authors thank Junta Nacional de Investigação Científica e Tecnológica and CEC (FLAIR Programme) for financial support, and acknowledge the invaluable support of ARSOPI, the metalIurgical company where the aseptic processing system used in this work was designed and built. A special reference is given to Mr Armando Pinho and Mr Emesto Ferreira for their constant support.
Optimum volume (I) 2.4 O"- 90
.-
;.
'-' U 90I
... 1.7428 P. N. Baptista et aI.
References
Abdullah, A., Malundo, T.M.M, RessuITeiccion, A.V.A. & Beuchat, L.R. (1993). Descriptive sensory profiling for optimizing the formula of a peanut milk-based liquid coffee whitener. Journal
of Food Science, 58, 120-123.
Badger, W.L. & Banchero, J.T. (1985)./ntroduction
to Chemical Engineering, pp. 609. Singapore:
McGraw-Hill.
Bains, M.S. & Ramaswamy, H.S. (1989). Tray drying of apple puree, Journal of Food En-gineering, 9, 195-201.
Berry, M.R. (1989). Predicting fastest particle resi-dence time. Proceedings of the First /nternational
Congress in Aseptic Processing Technologies,
pp. 6-17. Indianapolis. Food Science Depart-ment, Purdue University, West Lafayette, IN. Box, G., Hunter, W.G. & Hunter, J.S. (1978).
Statistics for Experimenters, pp. 306-351. New
York: John Wiley & Sons.
Coulson, J.M. & Richardson, J.F. (1978). Chemical
Engineering. Vol.' 2, pp. 239-241. London:
Pergamon Press Ltd.
Davidson, J.F., Clift, R. & Hamson, D. (1985).
Fluidization, pp. 413-435. Orlando: Academic
Press.
Dignan, D.M., Berry, M.R., Pflug, I.J. & Gardine, T.D. (1989). Safety considerations in establishing aseptic processes for low-acid foods containing particulates. Food Technology, 43,118-121,131. Foust, A.S.,Wenzel, L.A., Clump, C.W., Maus,
L. & Anclersen, L.B. (1980). Principies of Unit
Operations, pp. 569. Singapore: John Wiley &
Sons.
Gacula Jr, M.C. & Singh, J. (1984). Statistical
Methods in Food and Consumer Research,
pp. 214-273. Orlando: Academic Press. Heldman, D.R. (1989). Establishing aseptic thermal
processes for low-acid foods containing par-ticulates. Food Technology, 43, 122-123, 131. Lacroix, C. & Lachance, O. (1988). Effect of water
activity on the survival of Lactobacillus bulgaricus
and Streptococcus thermophilus and on the
development of acidity in yoghurt during cold storage. Canadian /nstitute of Food Science and
Technology Journal, 21, 501-510.
Received 19 June /993, revised and accepted 7 April1994
McCabe, W.L., Smith, J.c. & Harriot, P. (1985).
Unit Operations of Chemical Engineering, pp.
834-835. Singapore: McGraw-Hill.
McCoy, S.M., Zuritz, C.A. & Sastry, S.K. (1987). Residence time distributions of simulated food particles in a holding tube. American Society of
Agricultural Engineers, Paper No. 87-6536,
ASAE, St. Joseph, MI.
Olkku, J., Hagqvist, A. & Linko, P. (1984). Response surface methodology in the control of thermoplastic extrusion of starch. In: Extrusion
Cooking Technology Process (edited by R.
Jowitt), pp. 27-50. London: EIsevier Applied Science.
(
Palmieri, L., Cacace, D., Dipollina, G., Dall'Aglio, ~
G. & Masi, P. (1992). Residence time distribution
-of food suspensions containing large particles when flowing in tubular systems. Journal of Food Engineering, 17,225-239.Sastry, S.K. (1986). Mathematical evaluation of process schedules for aseptic processing of low-acid foods containing discrete particulates.
Journal of Food Science, 51, 1323-1328.
Sastry, S.K. & Zuritz, C.A. (1987). A model for particle suspension flow in a tube. American
Society of Agricultural Engineering, paper no.
87-6537. ASAE, St. Joseph, MI.
Singh, R.K. & Lee, J.H. (1992). Residence time distributions of foods with/without particulates in aseptic processing systems. In: Advances
in Aseptic Processing Technologies (edited by
R.K. Singh & P.E. Nelson), pp. 7-62. London: Elsevier Applied Science.
Taeymans, D., Roelans, E. & Lenges, J. (1986). Residence time distribution in a horizontal SSHE for UHT processing of liquids containing solids. In: Food Engineering and Process Applications.
r
Voi. 1: Transport Phenomena (edited by M.
Le Maguer & P. Jelen), pp. 247-258. London: EIsevier Applied Science.
Yang, B.B. & Swartzel, K.R. (1992). Particle residence time distributions in two-phase flow in straight round conduit. Journal of Food Science, 57, 497-502.