Braz. J. of Develop., Curitiba, v. 6, n. 7, p. 43863-43886, jul. 2020. ISSN 2525-8761
Avaliação da quantidade de amostra para controles estatísticos em processos de
acabamento de dentes em engrenagens helicoidais
Evaluation of the sample quantity for statistical controls in tooth finishing
processes on helical gears
DOI:10.34117/bjdv6n7-124
Recebimento dos originais: 07/06/2020 Aceitação para publicação: 05/07/2020
Leandro Donizete Pereira
Mestrando em Engenharia Mecânica - Mestrado Profissional Pela Universidade de Taubaté Instituição: Universidade de Taubaté - UNITAU
Endereço: 110, R. Daniel Daneli, 100 - Centro, Taubaté - SP, 12060-440 , Brasil E-mail: [email protected]
Érica Josiane Coelho Gouvêa
Drª em Computação Aplicada - Pelo Instituto de Pesquisas Espaciais Instituição: Instituto Nacional de Pesquisas Espaciais - INPE
Endereço: Av. dos Astronautas, 1758 - Jardim da Granja, São José dos Campos - SP, 12227-010 Brasil
E-mail: [email protected]
Álvaro Azevedo Cardoso
PhD em Engenharia Mecânica pela University Of Southampton Instituição: University Of Southampton
Endereço: University Road Southampton SO17 1BJ United Kingdom - Grã-Bretanha E-mail: [email protected]
RESUMO
O objetivo deste trabalho é apresentar a quantidade de amostras necessárias para se controlar de maneira amostral, via controle estatístico de processos CEP, de forma adequada e confiável um processo de fabricação de engrenagens em fase de acabamento dos dentes desta engrenagem.
Na apresentação do estudo de caso será utilizado um conjunto de ferramentas de planejamento de trabalho e projetos componentes da metodologia engenharia de sistemas e requisitos.
Os resultados serão obtidos com a utilização do recurso estatístico como; estatística básica, cálculo do índice de capabilidade do processo e cálculo do poder da amostra contidos no software Minitab. Os resultados apresentados neste trabalho mostram a quantidade ideal de peças que devem ser medidas dentro do intervalo de dressagem correspondente a necessidade especifica do processo, bem como o nível de confiança obtido e verificado no cálculo.
Pode-se concluir que é possível monitorar e controlar a variação natural do processo de fabricação e acabamento de dentes de engrenagem helicoidal utilizando como referência os valores calculados na estatística básica e cálculo de capabilidade do processo realizada durante o desenvolvimento do trabalho e utilizando a quantidade de cinco peças para cada intervalo de dressagem o nível de confiança e representatividade de cento e duas peças, será de 99 %.
Palavras chave; Engrenagem Helicoidal, Controle Estatístico do Processo, Engenharia de Sistemas, Estatística no Minitab, Tamanho da Amostra .
Braz. J. of Develop., Curitiba, v. 6, n. 7, p. 43863-43886, jul. 2020. ISSN 2525-8761 ABSTRACT
The objective of this work is to present the quantity of samples necessary to control in a sampling way, via statistical control of CEP processes, in an adequate and reliable way a manufacturing process of gears in the finishing phase of the teeth of this gear.
In the presentation of the case study, a set of work planning tools and component projects of the systems engineering methodology and requirements will be used.
The results will be obtained with the use of the statistical resource such as; basic statistics, calculation of the process capability index and calculation of the sample power contained in the Minitab software. The results presented in this work show the ideal number of pieces to be measured within the dressing interval corresponding to the specific need of the process, as well as the confidence level obtained and verified in the calculation.
It can be concluded that it is possible to monitor and control the natural variation of the helical gear teeth manufacturing and finishing process using as reference the values calculated in the basic statistics and calculation of the process capability performed during the development of the work and using the amount of five pieces for each dressing interval the level of confidence and representativeness of one hundred and two pieces will be 99%.
Key words; Helical Gear, Statistical Process Control, Systems Engineering, Statistics in Minitab, Sample Size
1 INTRODUÇÃO
O Processo de acabamento de dentes de engrenagens helicoidais evoluiu ao longo de dez anos de forma sistemática e produtiva. Os fabricantes de máquinas enfrentaram os desafios impostos pelos consumidores de veículos nacionais e mundiais de maneira que pudessem atender um público cada vez mais exigente no final da cadeia produtiva. Não só por requisitos de qualidade assegurada do produto ou garantias internas de durabilidade e conforto das montadoras, mas também sobretudo pelo fato do consumidor final exigir, mesmo que de forma subjetiva, da maneira “dele” um padrão de qualidade em conforto e segurança que somente com a evolução minuciosa de tecnologias de fabricação de componentes como as engrenagens da caixa de transmissão agregada aos produtos da cadeia produtiva, as montadoras poderiam atender aos novos requisitos do mercado.
Aliado a toda essa necessidade de evolução os custos de produção bem como a eficiência de novos processos de fabricação se tornaram objetivos das montadoras e um fator diferencial para os fabricantes de máquinas que conseguiram agregar tecnologia de fabricação com custo benefício apropriado.
Na busca do “estado da arte” da manufatura, novos conceitos de acabamento e combinação de características de superfícies nos dentes de engrenagens que trabalham em contato uns com os outros, inovações nos campos de ferramentas e formas de processo se apresentaram de maneira gradativa e constante, trazendo um melhor resultado para o acabamento da superfície dos dentes das engrenagens com tolerâncias de processo de fabricação cada vez mais apertadas com índices de capabilidade (Cp) dos processos cada vez melhores.
Braz. J. of Develop., Curitiba, v. 6, n. 7, p. 43863-43886, jul. 2020. ISSN 2525-8761 2 ENGRENAGEM HELICOIDAL
2.1 FORNECEDORES MATÉRIAS-PRIMAS (ENGRENAGEM SEMIACABADA)
Considerando um fluxo compartilhado de manufatura os fornecedores iniciam o processo de fabricação das engrenagens e posteriormente enviam para as etapas de acabamento no processo final nas montadoras.
A qualidade nas peças exigida dos fornecedores está embasada em um rigoroso sistema de gestão da qualidade de matéria prima (Aço Forjado), usinagem do blanck (corpo da peça), tratamento térmico e semi-acabamento.
O sistema de gestão realiza auditorias periódicas que monitoram as práticas de gestão de manufatura e a capabilidade dos processos (Cp) iniciais da fabricação da engrenagem, estabelecendo desta maneira uma condição acordada entre as partes (Cliente Montadora e fornecedor autopeças) a entrega das peças semiacabadas na condição de qualidade assegurada.
2.2 FORNECEDORES DE MÁQUINAS DE ACABAMENTO DE DENTES DE ENGRENAGENS HELICOIDAIS
Os fabricantes de máquinas ferramentas do segmento de fabricação de engrenagens desenvolveram um processo de acabamento de dentes chamado Power Honing. Este processo acumula; capacidade de remoção e alta qualidade superficial no dente da engrenagem, utilizando tempos de ciclos baixos garantindo boa produtividade na manufatura.
2.3 FORNECEDORES DE MÁQUINAS DE MEDIÇÃO DENTES DE ENGRENAGEM - PÓS PROCESSO
Os fabricantes de máquinas e equipamentos de medição do segmento de fabricação de engrenagens desenvolveram um processo de medição por rolagem chamado Engrenômetro, baseado em normas internacionais como DIN, ISO, VDI e ASME, para controle de características especificas dos dentes de engrenagens.
2.4 ANÁLISE DO SISTEMA DE MANUFATURA E SEUS CONTROLES
A produção de engrenagens helicoidais na fábrica de transmissão em estudo. Com o aperfeiçoamento de métodos de processos cada vez mais eficientes oferecendo um acabamento superficial diferenciado e “preciso” no sentido redução das variações e imperfeições dos dentes das engrenagens, a maneira de se monitorar e controlar a qualidade destes “produtos atualizados” também requerem uma atenção especial no sentido de se avaliar com a mesma exatidão que os processos em “estado da arte” requerem, considerando as frequências de medição adequadas ao custo benefício
Braz. J. of Develop., Curitiba, v. 6, n. 7, p. 43863-43886, jul. 2020. ISSN 2525-8761
atualizado.
Figura 1 – Power Honing
Fonte: Manual/ Catálogo Eletrônico Fabricante – PRAWEMA
As Características de Construção são conhecidas pelos seus nomes e siglas; Fr” = desvio radial (batimento) [μm], Fp = desvio total do passo [μm], fi’ = erro composto – flanco simples [μm].
O processo de medição do Engrenômetro utiliza uma engrenagem Master acoplada em um eixo principal, motorizado na máquina que entra em contato com a engrenagem manufaturada para conferir a qualidade das características da peça. Este processo de medição é alocado no chão de fábrica próximo às maquinas de usinagem das peças em um arranjo físico denominado célula de manufatura. Este equipamento é preparado para medir uma variedade de peças e modelos utilizando tempos de ciclos baixos garantindo boa produtividade na manufatura.
Figura 2 – Engrenômetro, mecânica e resultados de medição
Fonte: Manual/ Catálogo Eletrônico Fabricante - MG EXIM
2.6 PROCESSO DE ACABAMENTO DE DENTES DE ENGRENAGEM HELICOIDAL
A fábrica de Transmissões manuais tomada como referência para o estudo é considerada um modelo de atualização tecnológica no Brasil, pois têm vários processos de acabamentos de última geração combinados entre si para proporcionar uma qualidade de produto montado no veículo, de alto nível para o mercado que os carros são direcionados.
Braz. J. of Develop., Curitiba, v. 6, n. 7, p. 43863-43886, jul. 2020. ISSN 2525-8761
A usinagem das engrenagens ocorre em um processo do tipo seriado em um arranjo físico do tipo celular com o objetivo de cumprir as etapas finais de manufatura das engrenagens que são encaminhadas diretamente para linha de montagem, localizada no mesmo prédio.
Considerando o arranjo celular da manufatura das engrenagens os equipamentos de medição, Engrenômetros ficam posicionados de maneira estratégica no layout de forma a cumprir as medições obedecendo o fluxo continuo do layout. Ver figura 3.
Figura 3 – Layout esquemático da Célula de Usinagem- 100%
Fonte: Elaborado pelos Autores
A proposta de trabalho visa a otimização do lay out considerando a alteração de frequência de mediação atualmente 100% das engrenagens usinadas medido no final de linha de usinagem, alterando para uma medição amostral conforme o fluxo mostrado na figura 4.
Fluxo de Processo com Medição 100% no Engrenômetro
Power
Honing IntermediárioProcesso Estoque Entrada Lavador Estoque Saída Engrenômetro Aprovado Reprovado
Braz. J. of Develop., Curitiba, v. 6, n. 7, p. 43863-43886, jul. 2020. ISSN 2525-8761 Figura 4 – Layout esquemático da Célula de Usinagem- Amostral
Fonte: Elaborado pelos Autores
A alteração de frequência de mediação atualmente 100% das engrenagens usinadas medido no final de linha de usinagem para uma medição amostral proporcionará uma redução de carga de trabalho com um possível ganho de mão de obra em alguns casos que a o operador tem um posto dedicado à esta atividade. Um conjunto de ferramentas de análise, planejamento e fundamentação estatística foi utilizado para embasar a proposta de alteração
3 ENGENHARIA DE SISTEMAS
3.1 FERRAMENTAS DE ANÁLISE E PLANEJAMENTO
A estratégia de alavancagem das necessidades de alteração foi realizada utilizando um “Brain
Storm” com time multifuncional para formação inicial de elementos básicos de discussão formatando
um diagrama 5W2H para formação destes elementos, demonstrado na figura 5.
Fluxo de Processo com Medição Amostral Engrenômetro Power Honing Proce s so I nte rmediário Estoque Entrada Lavador Estoque Saída Engrenômetro Aprovado Reprovado
Braz. J. of Develop., Curitiba, v. 6, n. 7, p. 43863-43886, jul. 2020. ISSN 2525-8761 Figura 5 – Diagrama 5W2H
Fonte: Elaborado pelos Autores
Em continuação da estratégia de alavancagem das necessidades de alteração do “Brain storm” com time multifuncional considerando os “Inputs” iniciais do diagrama 5W2H uma lista de premissas e requisitos do projeto, demonstrada na tabela 1, orientou para requisitos importantes no projeto a serem considerados.
Na tabela de Premissas e Requisitos vale destacar, a premissa de registrar o valor medido utilizando recursos do sistema de medição do engrenômetro para garantir e evidenciar o cumprimento do novo plano de controle a ser seguido pelo operador.
Este direcionamento vai de encontro a utilização de gráficos de controle para realização do Controle Estatístico do Processo (CEP).
Os registros das medições realizadas de forma amostral poderão ser visualizados de acordo com o sistema de armazenamento do engrenômetro, ou conforme recurso disponível na sala de metrologia.
Braz. J. of Develop., Curitiba, v. 6, n. 7, p. 43863-43886, jul. 2020. ISSN 2525-8761 Tabela 1 – Lista de Premissas e Requisitos do Projeto
Premissas da Mudança Requisitos da Mudança
Controlar características Fr” –
f’- RM- DC- D-FURO Desenho de Produto / Picture Sheets / Plano de Consultar e revisar documentos: Controle / PPQS/ Trabalho Padronizado. Medição Frequencial no
engrenômetro atual
Revisão e adequação de estatística do engrenômetro para nova condição.
Revisão do trabalho padronizado da atividade especifica.
Verificar referências de sites similares
Imprimir / Salvar Plano de controle de sites similares. Imprimir / Salvar BOP BOE referenciadas. Medição Individual 2 peças por
vez
Considerar peças de diferentes fixações da maquina Considerar intervalos de dressagem
Considerar medição no início do turno Considerar medição no final do turno Registrar os valores Utilizar registro automático do engrenômetro
Utilizar sistema de controle de registro para envio da peça ao Lab-metrologia
Considerar uma célula Piloto Implementar na Célula 3ª e 4ª Vel. CJT Implementar na Célula Novo layout Input Shaft Realizar alinhamento com
áreas
Realizar atualizar documentos em Reunião de FMEA Considerar presença das seguintes áreas:
Manufatura / Metrologia / GMS Fonte: Elaborado pelos Autores
Uma última ferramenta de análise e planejamento indica uma relação de complexidade versus incertezas do projeto para se posicionar de maneira mais assertiva quanto as dificuldades relacionadas a maturidade da tecnologia a ser empregada no projeto, podendo ser visualizada na figura 8.
Braz. J. of Develop., Curitiba, v. 6, n. 7, p. 43863-43886, jul. 2020. ISSN 2525-8761 Figura 8 – Classificação Incertezas do Projeto & Complexidade
Fonte: Elaborado pelos Autores
Com base e referência nas indicações das ferramentas de análise e planejamento uma nova etapa de análise voltada à escolha das ferramentas estatísticas capazes de auxiliar na correta análise, apresentação para a interpretação dos dados deve ser iniciada.
4 CONTROLE ESTATÍSTICO DO PROCESSO 4.1 ESTATÍSTICA BÁSICA E DESCRITIVA
A Estatística é uma ciência que utiliza de processos apropriados com o objetivo de coletar, organizar, classificar e interpretar um conjunto de informações compostas por números e ou dados descritivos sendo trivial a divisão de áreas conforme abaixo;
Amostragem e Planejamento de experimento; mecanismos de coleta de dados; Estatística descritiva: organização, apresentação e sintetização dos dados; Estatística Inferencial; conjunto de métodos para tomada de decisões.
A aplicação correta de ferramentas estatísticas passa uma etapa de coleta de dados apropriada e qual é o tipo de dado coletado. A definição de População e Amostra é relevante para a correta interpretação dos dados. A amostra que é um subconjunto da totalidade dos elementos do universo que se deseja estudar (População) pode ser classificada como simples, estratificada, sistemática, por conveniência e até por conglomerados.
A estatística descritiva nos ajuda a conhecer elementos básicos da análise nas amostras da população em avaliação. As medidas de Posição ou Tendência, Separatrizes, medidas de variabilidade e uma Análise Exploratória da das amostras a serem estudadas, são mandatórios para uma avaliação completa dos valores da população total.
Medição Frequêncial
Braz. J. of Develop., Curitiba, v. 6, n. 7, p. 43863-43886, jul. 2020. ISSN 2525-8761
4.2 MEDIDAS DE VARIABILIDADE
As medidas de variabilidade conhecidas como indicadores da dispersão ou distância entre as amostras de uma população se dividem em ; Amplitude, Amplitude interquartil, Variância, Coeficiente de Variação, detecção de Valores Atípicos (Out liers) e Desvio Padrão. Este último representado pela equação1 é amplamente utilizado e aplicado para a representação da variação entre as amostras da população.
Equação 1- Fórmula do Desvio Padrão
4.3 ESTIMAÇÃO
A estimação é um processo que consiste na utilização de dados amostrais com o objetivo de estimar parâmetros populacionais. Os tipos de estimativa podem se diferenciar em Pontual; quando a estimativa única de um parâmetro populacional, e estimativa Intervalar; quando o intervalo dos valores possíveis, o qual se admite que esteja contendo o parâmetro.
Os Intervalos de Confiança podem ser descritos em valores unilaterais ou bilaterais em valores de proporção à população analisada. Estes valores são construídos de maneira que se considera uma variação em torno do valor amostral e, assim sendo, pode-se descrever que o parâmetro está contido entre dois limites conforme descrição a seguir;
Valor do parâmetro = Estimativa Pontual ± Margem de erro
4.4 INTERVALO DE CONFIANÇA PARA MÉDIA POPULACIONAL
Os Intervalos de Confiança para média populacional com o 𝜎 conhecido podem ser conhecidos a partir das equações contidas na tabela 2.
Tabela 2- Equação para 𝜎 conhecido
Braz. J. of Develop., Curitiba, v. 6, n. 7, p. 43863-43886, jul. 2020. ISSN 2525-8761
verificados na Tabela 3.
Tabela 3- Valores de Grau de Confiança
Os Intervalos de Confiança para média populacional com o 𝜎 desconhecido podem ser conhecidos a partir das equações contidas na tabela 4.
Tabela 4- Equação para 𝜎 desconhecido
Onde s é o desvio padrão amostral, (1 − 𝛼) é o coeficiente de confiança e 𝑡𝛼/2 é o valor t que produz uma área iguala 𝛼/2 na distribuição t.
A escolha do desvio padrão poderá ser realizada com observação de uma regra simples, onde se houver conhecimento do desvio padrão populacional utiliza-se a formula 1no fluxo representado da figura 9.
Figura 9 – Classificação Incertezas do Projeto & Complexidade
Fonte: Elaborado pelos Autores O desvio padrão populacional pode ser considerado conhecido ? Utilize o Desvio Padrão Amostral para estimar o Populacional
Sim
Não
1 2Braz. J. of Develop., Curitiba, v. 6, n. 7, p. 43863-43886, jul. 2020. ISSN 2525-8761
4.5 APLICAÇÃO DO CONTROLE ESTATÍSTICO DE PROCESSO – CEP
O Controle Estatístico de Processos (CEP) é uma das 7 ferramentas da qualidade que tem o intuito de criar e aplicar métodos estatísticos para prevenção de defeitos, melhoria da qualidade de produtos e serviços e redução de custos.
Processo pode ser definido como a combinação de máquinas, métodos, material e mão-de-obra que fazem parte da produção de algum produto ou serviço.
O CEP então acaba sendo um método de identificação de saídas não conformes. Com o monitoramento de saídas não conformes é possível reprovar aquilo que não atende as especificações e não devem ser usadas, ou seja, identificar erros e corrigi-los, de tal maneira que a causa raiz da falha seja identificada e o haja correção do processo para que este se estabilize.
Para identificar as variações de processo são usadas as cartas de controle, que é um gráfico que representa uma amostragem do processo, o qual tem o LSC: limite superior de controle e o LIC: limite inferior de controle, que acabam por ser os limites permitidos de variação nos resultados do processo.
Ainda é criada a linha média que indica o resultado realizado do processo. 4.6 NECESSIDADE DE UTILIZAÇÃO DO CEP
Através do “CEP” é possível aproveitar melhor os recursos como: Máquinas, mão de obra, Instrumentos e Ferramentas.
Diferente do método de inspeção tradicional que verifica a qualidade do produto acabado separando os aceitáveis dos não aceitáveis, o controle estatístico atua durante todas as fases do processo produtivo procurando evitar a produção de itens com qualidade insatisfatória.
Os métodos de controle de qualidade baseiam-se no conceito de prevenção ao invés da correção. Conseguindo-se maior uniformidade da qualidade, reduzem-se refugos e retrabalhos e diminuem-se custos. Em níveis econômicos, para satisfazer os desejos dos consumidores é preciso melhorar a qualidade.
Braz. J. of Develop., Curitiba, v. 6, n. 7, p. 43863-43886, jul. 2020. ISSN 2525-8761 Figura 10 – Limites Superior e Inferior de Controle e Linha Central
Fonte: Elaborado pelos Autores- Software Minitab
4.7 ANÁLISE DE ESTABILIDADE
A análise de estabilidade é realizada, pois claramente duas peças jamais serão iguais devido a variações referentes à produção do item, essas variações se dividem em:
Causas especiais ou assinaláveis:
Estas são aquelas que estão fora do sistema produtivo, o processo não está operando na sua melhor condição. Elas podem ser identificadas e eliminadas com uma ação no local tomada pelo próprio operador responsável pelo processo. As causas especiais geram variações que promovem deslocamento além dos limites inferior e superior e por isso requerem correção. Tem-se como exemplo, perda de regulagem de máquina, ferramenta quebrada, etc.
Portanto, caso o processo comece a apresentar variações fora dos limites, serão necessárias a utilização de ferramentas da qualidade com o intuito de identificar a causa raiz, e para que sejam feitas análises se o problema foi pontual ou se está se tornando uma tendência. Então, para que sejam feitas correções com a intenção de estabilizar o processo, pode-se citar as ferramentas da qualidade Diagrama de Ishikawa e 5 porquês.
Um processo que esteja com causas especiais atuando é considerado instável ou fora de controle. Causas Comuns ou Aleatórias:
Estas são parte do processo e alteram a qualidade do produto. São problemas de difícil detecção da causa, solução. Falhas do sistema que não podem ser resolvidas pelo operador. Exemplo: matéria-prima de baixa qualidade, luz insuficiente, entre outras particularidades.
Para que um processo seja considerado estável ele deve possuir apenas causas comuns. A
51 46 41 36 31 26 21 16 11 6 1 0,024 0,020 0,016 0,012 0,008 Sample Sa m pl e M ea n __ X=0,01520 UCL=0,02181 LCL=0,00860 51 46 41 36 31 26 21 16 11 6 1 0,0100 0,0075 0,0050 0,0025 0,0000 Sample Sa m pl e Ra ng e _ R=0,00351 UCL=0,01147 LCL=0 1 1 Xbar-R Chart of Fr 0,035
Braz. J. of Develop., Curitiba, v. 6, n. 7, p. 43863-43886, jul. 2020. ISSN 2525-8761
variabilidade é o maior inimigo da qualidade, por isso, para que tenhamos peças com maior qualidade, durabilidade, e funcionamento adequado é necessário que existam causas comuns ver tabela 5.
Tabela 5 – Causas comuns x especiais
4.8 QUANDO USAR UM CONTROLE ESTATÍSTICO DO PROCESSO (CEP)?
Para que seja possível verificar um processo é feito o CEP e o gráfico de controle, com eles em mãos a engenharia da qualidade pode então identificar variações naturais e especiais no processo. Estes dados serão base para um plano de ações com o intuito de visualizar, controlar e eliminar as possíveis variações.
O CEP pode ser utilizá-lo para controlar os processos, determinar se o processo é estável incluindo o tipo de variação: comum ou especial.
5 REGRA DO SET-UP
Para processos com tolerância Bilateral: -Coletar 5 peças em sequência de usinagem;
-A primeira deverá estar dentro de 10% acima ou abaixo da nominal;
-Se, sair uma peça na região amarela, tomar uma ação sem recomeçar a contagem;
-Prosseguir para regra da manufatura apenas se as 5 peças estiverem na região verde ou se 1 estiver na região amarela e as outras 4 na região verde.
Para processos com tolerância Unilateral: Coletar 2 peças em sequência de usinagem;
Se sair 1 peça na região fora dos limites de controle, tomar uma ação sem recomeçar a contagem. 5.1 TAMANHO E FREQUÊNCIA DE AMOSTRAGEM
A manutenção na amostragem, conforme a melhoria do processo, será feita apenas na frequência que se altera quando mudar de uma carta para outra. O tamanho da amostra pode ser fixo em 5 peças para processos com tolerância bilateral e 5 peças para processos com tolerâncias unilaterais.
Braz. J. of Develop., Curitiba, v. 6, n. 7, p. 43863-43886, jul. 2020. ISSN 2525-8761
A carta para processo em estudo não deve ter tamanho e frequência de amostragem pois deverão ser medidas todas as peças.
A abertura e mudança de uma carta para outra deverá ser feita pela produção, baseando-se nos critérios dos índices de capacidades (IC) CP e CPK, mostrados abaixo:
1 < IC < 1,33 : Gráfico de Farol do tipo 6 sigma (Processo capaz).
IC < 1 : Gráfico de Farol para processo em estudo.
O objetivo é a evolução da qualidade, passando do gráfico processo em estudo para os do tipo 6s. Os tipos de gráficos existentes definem a qualidade do setor (indicador).
O setor da análise da qualidade contribui na melhoria do potencial do processo (CP) através de técnicas estatísticas avançadas.
5.2 MÁQUINA
A máquina deve ser preparada a fim de que todas as características envolvidas na preparação estejam com suas médias centralizadas, isto é dentro de +/- 10% a partir da nominal da especificação. Toda e qualquer variação que ocorrerá durante o processo de usinagem estará ligada somente a máquina.
Ex.: Power Honing, Torno CNC, Fresadora CNC., Centro de Usinagem. 5.3 DESCRIÇÃO DA CARACTERÍSTICAS CONTROLADA/AFETADA
Característica controlada é aquela que afeta diretamente e/ou indiretamente a qualidade final do produto.
-Diretamente
Ex.: Características controladas de carcaça usinadas em um centro de usinagem. As peças saem prontas para a montagem dos componentes.
-Indiretamente Operação Anterior
Ex.: Diâmetro de um eixo torneado verde e que sofrerá retífica dura após tratamento térmico. -Característica Afetada
É aquela que sofrem com a má qualidade das operações efetuadas durante a manufatura do produto.
Braz. J. of Develop., Curitiba, v. 6, n. 7, p. 43863-43886, jul. 2020. ISSN 2525-8761
Ex.: Característica Controlada Característica Afetada Acabamento no furo do E. Piloto Funcionamento dos roletes 5.4 AMOSTRA/FREQUÊNCIA
Amostra
É a parte representativa de um todo (lote). No Plano de Controle é diferenciada em função do método de verificação empregado, com números de peças determinado para cada condição.
Frequência
É a repetição sistemática de um procedimento. No Plano de Controle é móvel, tornando-se maior ou menor dependendo da criticidade da característica controlada, capacidade do processo, máquina utilizada, reclamação de clientes, método de verificação, etc.
Tabela 6 – Métodos de verificação
Método de verificação Amostra Frequência
Visual 100 % 100 %
Calibre por atributo 1 peça cada 05
Instrumento por variáveis 1 peça (unilateral) 2 peças (bilateral) cada 20 cada 30 cada 50 Poka Yoke 100 % 100 %
Método de Controle / Registro
Critério utilizado para anotar valores resultantes da característica controlada. Exemplo:
-Set-up
Cartão de inspeção, gráfico do laboratório de engrenagens. -Manufatura
Cartas de controle, livro.
-Tomada de Ação em Caso de Não Conformidades.
Braz. J. of Develop., Curitiba, v. 6, n. 7, p. 43863-43886, jul. 2020. ISSN 2525-8761
quando produzir ou encontrar peças em condições anormais. 5.5 ÍNDICES DE CAPACIDADE E DESEMPENHO (CP E CPK)
Índice Cp
Cp é calculado através da razão entre a tolerância especificada e a variação do processo.
onde:
T = Tolerância Especificada.
S = Desvio-Padrão amostral que é dado por:
S
x
x bar
n
i i n
(
_
)
(
)
11
n = número da amostra.x
i= Valores individuais da amostra. x_bar = média dos valores. Os valores de Cp variam de zero até valores positivos.Critérios para análise da capacidade através de Cp:
Tabela 6 – Valores de índices para Cp
Valor Cp Decisão
Cp Maior ou igual a 1,33 (Cp > 1,33) Cp entre 1 e 1,33 (1 < Cp < 1,33)
Cp entre 0 e 1 ( 0 < Cp < 1 )
processo totalmente capaz processo capaz processo não capaz
Observação: Cp só será calculado para processos com tolerância bilateral, pois para processos com tolerância unilateral não temos tolerância especificada.
Índice Cpk
Cpk é calculado baseado na distância que a média do processo apresenta em relação aos limites especificados (superior e inferior) obtida em unidades de desvio padrão.
para tolerância bilateral
Zs = LSE - X_bar e Zi = X_bar - LIE Cp= T
Braz. J. of Develop., Curitiba, v. 6, n. 7, p. 43863-43886, jul. 2020. ISSN 2525-8761
S S
para tolerância unilateral com limite máximo especificado
para tolerância unilateral com limite mínimo especificado
Onde: LSE e LIE são os limites superior e inferior de especificação, respectivamente. X_bar: Média do processo
S: Desvio-Padrão amostral do processo
Os Critérios para análise da capacidade através de Cpk podem ser verificados na tabela 7: Tabela 7 – Valores de Cpk Valor de Cpk Decisão Cpk Maior ou igual a 1,33 (Cp > 1,33 ) Cpk entre 1 e 1,33 (1 < Cp < 1,33) Cpk entre 0 e 1 ( 0 < Cp < 1 )
processo totalmente capaz
processo capaz
processo não capaz
Comparação entre os índices: Cp e Cpk
O Índice Cp representa o potencial do processo, pois apenas considera a variação encontrada. O Índice Cpk representa o desempenho do processo, pois considera a variação e a média encontrada.
Se for igual a Cpk, o processo está com a média centrada.
Cpk = menor valor entre Zs e Zi 3
Cpk = LSE - X_bar 3S
Cpk = X_bar - LIE 3S
Braz. J. of Develop., Curitiba, v. 6, n. 7, p. 43863-43886, jul. 2020. ISSN 2525-8761 Tabela 8 – Critérios para análise da centragem da média:
Valor da Diferença Decisão
X_bar - nominal < 0,125
T centragem do processo está OK
X_bar - nominal > 0 <125 T
há necessidades de centragem da média
Interpretação do índice Cpk
Além de analisarmos a capacidade do processo, o Cpk ainda nos fornece informação sobre a média e a variação do processo, conforme veremos a seguir.
Se Cpk for menor que 0 (Cpk < 0 ) então a média do processo (X) está fora de um dos limites de especificação ( acima do LSE ou abaixo do LIE ). A porcentagem estimada de peças fora do
especificado é superior a 50% se a distribuição do processo for normal.
Se Cpk for igual a 0 (Cpk = 0) então a média do processo (X) é exatamente igual a um dos limites de especificação. A porcentagem estimada de peças fora do especificado é de exatamente 50% se a distribuição do processo for normal.
Se Cpk estiver entre 0 e 1 (0 < Cpk < 1) então parte da variação natural do processo será fora de um dos limites de especificação.
Se Cpk for igual a 1 (Cpk = 1) então a variação natural do processo está dentro da tolerância especificada.
Se Cpk for maior que 1 (Cpk > 1) então a variação natural do processo está completamente dentro da tolerância especificada.
6 ESTATÍSTICA NO MINITAB 6.1 FERRAMENTAS DE ANÁLISE
Para a avaliação dos dados, as ferramentas estatísticas foram utilizadas considerando as etapas de avaliação e conhecimento do conjunto de dados coletados bem como o acompanhamento da coleta das amostras e aquisição dos dados de medição. A cada medição realizada a coleta de dados era realizada automática conforme recurso da máquina de medição engrenômetro. Iniciando pelo planejamento da coleta de dados, algumas premissas para início da coleta e separação de dados foram seguidas. Dentre as ferramentas destacam-se a análise descritiva, gráfico Individual das amostras IMR, Capabilty Report da população e o gráfico da curva do poder da amostra.
Braz. J. of Develop., Curitiba, v. 6, n. 7, p. 43863-43886, jul. 2020. ISSN 2525-8761
6.2 CARACTERÍSTICAS DOS DADOS
Os dados desta análise estatística foram obtidos a partir observação e acompanhamento on the
job ao lado da máquina de usinagem e posteriormente na operação de medição, engrenômetro. O
acompanhamento da usinagem e separação das amostras e o acompanhamento da medição assegura que as peças foram usinadas em sequência bem como numeradas “a partir do início de contagem do ciclo de dressagem da máquina de usinagem”, condição mandatória para a correta avaliação da capabilidade entre os ciclos. A quantidade de peças a serem usinadas antes da primeira dressagem é de 50 peças. O total de amostras consideradas foi de 102 amostras, condição que avalia 2 ciclos de dressagem.
A realização da estatística descritiva oferece informações relevantes para a análise minuciosa da população. O valores como desvio padrão, mediana media, range ou amplitude, valores de mínimo e máximo oferecidos neste quadro darão suporte para análises de ferramentas especificas e ou avançadas conforme figura 11.
Figura 11- Estatística descritiva para Característica Fr
Fonte: Elaborado pelos Autores- Software Minitab
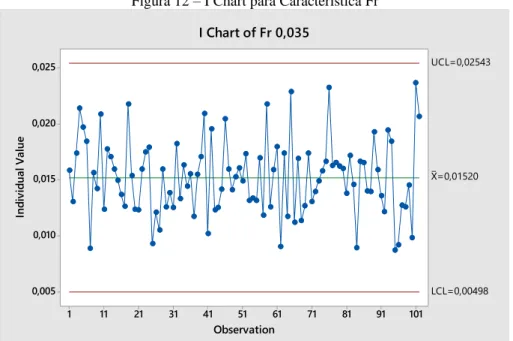
A elaboração de uma carta de controle do tipo I-Chart oferece a oportunidade de analise em relação aos alarmes estatísticos bem como sinais de instabilidade do processo ou população das amostras coletadas.
O fato de as amostras terem sido coletadas de forma monitorada e organizada ajuda no entendimento de sinais de tendências do processo. Nenhum sinal de instabilidade foi observado na população contida no gráfico da figura 12.
Braz. J. of Develop., Curitiba, v. 6, n. 7, p. 43863-43886, jul. 2020. ISSN 2525-8761 Figura 12 – I Chart para Característica Fr
Fonte: Elaborado pelos Autores- Software Minitab
O entendimento da capabilidade do processo utilizando a ferramenta Process Capabilty Report foi relevante para validar o entendimento se o processo estudado atende a premissa de alcançar e usinar dentro das especificações de tolerâncias de engenharia. O desvio padrão informado na estatística básica foi considerado para a representação dos dados e na avaliação. Ver figura 13.
Figura 13 – Capabilty Report Característica Fr
Fonte: Elaborado pelos Autores- Software Minitab
6.3 CÁLCULO DO TAMANHO DA AMOSTRA
Após a realização Process Capabilty Report para o entendimento da capabilidade do processo a avaliação do tamanho da amostra pode ser realizada utilizando o “Teste de equivalência do poder da
101 91 81 71 61 51 41 31 21 11 1 0,025 0,020 0,015 0,010 0,005 Observation In di vi du al V al ue _ X=0,01520 UCL=0,02543 LCL=0,00498 I Chart of Fr 0,035
Braz. J. of Develop., Curitiba, v. 6, n. 7, p. 43863-43886, jul. 2020. ISSN 2525-8761
amostra” com teste de equivalência. Conforme figura 14.
Figura 14 – Curva teste de equivalência e tamanho da amostra.
Fonte: Elaborado pelos Autores- Software Minitab
A utilização dos dados da estatística básica realizada em passos anteriores deverá fazer parte do preenchimento dos campos o correto cálculo a ser realizado pelo software. A utilização de parâmetros como; range, amplitude entre os dados, desvio padrão dos dados e a escolha do nível de confiança a ser considerado no cálculo, são fatores extremamente significativos para uma representação estatística assertiva na análise dos dados e resultados; utilizando o teste de Curva do poder da amostra com teste de equivalência. Conforme figura 15.
Figura 15 – Campos de Preenchimento teste de equivalência e tamanho da amostra.
Braz. J. of Develop., Curitiba, v. 6, n. 7, p. 43863-43886, jul. 2020. ISSN 2525-8761
Para a validação do tamanho da amostra considerando a população dos dados colhidos diretamente da máquina ferramenta que realiza o processo, valores de tolerância, desvio padrão, amplitude das amostras (range) e a consideração do valor alfa 0,01 (99% de nível de confiança) foram utilizados oferecendo então o número mínimo de 5 amostras como resultado. Conforme figura 16.
Figura 16 – Curva Resultante do teste de equivalência e tamanho da amostra.
Fonte: Elaborado pelos Autores- Software Minitab
7 RESULTADOS E DISCUSSÕES
A aplicação da ferramenta estatísticas; Teste de equivalência do poder da amostra, Avaliação do poder da Amostra no software Minitab apresentou a quantidade de 5 amostras necessárias para se garantir com 99% de confiança de representar 100% do lote de 102 peças aponta uma frequência amostral de medição com o tamanho amostral seguro, aplicando-se de maneira correta e estruturada o controle estatístico do processo.
8 CONCLUSÕES
Com a aplicação de diversas ferramentas de planejamento e análise que ao realizar um planejamento adequado e utilizando as ferramentas de análise corretas é possível realizar uma otimização do layout bem como o fluxo de atividades, realizando uma otimização do processo de medição como um todo.
A quantidade de 5 amostras necessárias para representar um lote de 102 peças com 99% de confiança aponta uma frequência um tamanho amostral para quantidade mínima para se realizar a medição considerando assim um tamanho amostral seguro, aplicando-se de maneira correta e
Braz. J. of Develop., Curitiba, v. 6, n. 7, p. 43863-43886, jul. 2020. ISSN 2525-8761
estruturada no controle estatístico do processo.
REFERÊNCIAS
MAZZO, N. Engrenagens cilíndricas da concepção a fabricação, Edgard Blucher, São Paulo, 2013.
ANDERSON, D.; SWEENEY, D.; WILLIAMS, T. Statistics for business and economics. Traducao . Mason, Ohio: South-Western Cengage Learning, 2011.
Suporte ao Minitab 18 - Minitab. Disponível em: https://support.minitab.com/pt-br/minitab/18/ / Acesso em: 15 Ago. 2019. https://www.vdi.de/en/home
INTERNATIONAL ORGANIZATION FOR STANDARDIZATION. ISO 10791-4 – Part 4: Test Conditions for Machining Centres – Accuracy and Repeatabitity of Positioning of Linear and Rotary Axes. Genève, 1998.
Cylindrical gears –ISO system of flank tolerance classification –Part 1: Definitions and allowable values of deviations relevant to flanks of gear teeth (ISO 13281: 2013), English translation of DIN ISO 1328-1:2018-03
ANSI/AGMA 2015–2–A06. Accuracy Classification System: Radial Measurements for Cylindrical Gears.
Bower and Touchton. “Evaluating the Usefulness of Data by Gage Repeatability and Reproducibility,http://www.minitab.com/uploadedFilesShared_Resources/Documents/Articles/eva
luate_usefulness_of_data_gage_r_r.pdf / Acesso em: 12 agosto 2019.
The Benefits of Gear Honing. Disponível em:
https://www.geartechnology.com/newsletter/1011/honing.htm / Acesso em: 12 agosto 2019.
Estatística para Metrologia ORGANIZAÇÃO INTERNACIONAL DE METROLOGIA LEGAL – OIML – Disponível em: http://www.oiml.org./information, / Acesso em: 12 agosto 2019.