Avaliação do planejamento experimental no processo de
secagem do inhame (discorea spp.)
Evaluation of experimental design in the yam drying process
(discorea spp)
Hiza Nayra de Assis Moura1, eng.hiza@gmail.com Dennys Correia da Silva2
Universidade Federal do Maranhão, São Luís-MA1 Universidade Federal do Rio Grande do Norte, Natal-RN2
Submetido em 16/10/2017 Revisado em 17/10/2017 Aprovado em 30/11/2017
Resumo: O inhame (Dioscorea sp.) é um tubérculo cultivado em grande quantidade no Brasil. Porém, existe um grande atraso na industrialização dessa amilácea devido ao funcionamento precário das atividades inerentes à produção agrícola ou pela falta de diversificação no consumo, sendo que, o inhame apresenta grande potencial de exploração. Pensando nisso, estudou-se a secagem do tubérculo, sendo ela uma das operações mais usuais na indústria química. Em uma boa parte das situações é o último processamento do produto antes de sua classificação e embalagem. A qualidade do produto seco, a quantidade de energia gasta e o tempo utilizado neste processo são parâmetros primordiais para a rentabilidade do bem submetido a esta operação. A umidade de um alimento está relacionada com sua estabilidade, qualidade e composição, podendo afetar sua estocagem, embalagem e processamento. Portanto, a presente pesquisa tem como propósito a secagem do inhame in natura para estudar seu comportamento cinético por meio do planejamento experimental. Foi utilizado o software statistica e aplicado um planejamento por delineamento composto central rotacional – DCCR, com 17 ensaios, tendo como variáveis independentes: temperatura, massa e tempo. A resposta analisada foi a umidade relativa. Os resultados mostraram algo interessante, uma vez que o tempo e a temperatura interferem no sistema enquanto a massa não interfere de maneira significativa, ou seja, não importa a variação de massa o teor de umidade do inhame sempre será o mesmo. Além disso, observou-se que os parâmetros de secagem do inhame são ideais em altas temperaturas.
Palavras chave: Secagem. Inhame. Planejamento Experimental.
1 MOURA, H. N.A.:
http://buscatextual.cnpq.br/buscatextual/visualizacv.do?id=K8479221A1
Abstract: The yam (Dioscorea sp.) Is a tuber cultivated in great quantity in Brazil. However, there is a great delay in the industrialization of this starchy due to the precarious functioning of the activities inherent to the agricultural production or the lack of diversification in the consumption, being that the yam presents great exploration potential. With this in mind, tuber drying has been studied, being one of the most usual operations in the chemical industry. In a good part of the situations is the last processing of the product before its classification and packaging. The quality of the dry product, the amount of energy spent and the time used in this process are paramount parameters for the profitability of the good submitted to this operation. The humidity of a food is related to its stability, quality and composition, and can affect its storage, packaging and processing. Therefore, the present research has the purpose of drying the yam in natura to study its kinetic behavior through experimental planning. Statistical software was used and a central rotational composite - DCCR design was used, with 17 tests, having as independent variables: temperature, mass and time. The response analyzed was relative humidity. The results showed something interesting, since the time and the temperature interfere in the system while the mass does not interfere significantly, that is, no matter the mass variation, the moisture content of the yam will always be the same. In addition, it has been observed that the yam drying parameters are ideal at high temperatures.
Introdução
O inhame (Dioscorea sp.), sendo a matéria-prima central da pesquisa, foi escolhido devido ao baixo custo e fácil produção na região nordestina. Observa-se que o tubérculo apresenta cultivo acentuado na agricultura familiar no estado do Maranhão e região, mas o mesmo pode ser mais explorado como monocultura para fins industriais como na extração de amido, ou comercialização em supermercados por meio de frios, como a batata comum também é vendida. Ou seja, essa matéria demonstra um leque muito grande de formas de exploração que ainda não são utilizadas por falta de estudo.
Tal amilácea, é cultivada em quantidade satisfatória para o consumo direto em outros países, sua produção se deu a mais de 2000 anos em regiões de clima tropical e subtropical (ABRAMO, 1990). A cultura deste tubérculo apresenta grande importância socioeconômica na região Nordeste do Brasil. É uma planta de constituição herbácea, trepadeira, da família das Dioscoreáceas e produtora de rizóforos alimentícios de alto valor energético e nutritivo e encontra alta aceitação pelas várias camadas da sociedade brasileira (OLIVEIRA, 2002).
Sua história com a humanidade deu-se há muito tempo, o gênero Dioscorea teve uma larga disseminação mundial ao fim do período Cretáceo, assim tomou diferentes direções no Novo e no Velho Mundo, dando origem a várias espécies. A América Sul e Central, África, Sul e Sudeste Asiático, Austrália e Melanésia, ao Norte da Austrália, foram as regiões com ênfase para a dispersão das incontáveis espécies deste gênero (LEBOT, 2009).
Já, na América do Sul o gênero Dioscorea foi introduzido por meio dos portugueses e espanhóis no século XVI, durante o período de colonização. Contudo, os colonizadores (portugueses e espanhóis) relatam que se depararam com nativos cultivando plantas desse gênero ao chegar à América. Por este motivo, o inhame também é conhecido como cará, nome de origem tupi-guarani (ABRAMO, 1990).
O inhame (Dioscorea spp.), pertence à classe monocotiledônea e a família Dioscoreacea. Apresenta ramas, sendo uma planta herbácea, trepadeira em sua maioria quando encontra apoio, com tubérculos imersos por baixo do
solo, em algumas espécies os tubérculos aparecem as axilas das folhas. Além disso, geralmente é dioica, mas plantas monoicas tenham sido observadas em algumas espécies em uso (DANSI et al., 1997).
A África detém da maior parte da produção mundial de Dioscorea, onde a agricultura do inhame representa cerca de 96% do produzido no mundo, sendo a Nigéria responsável por 75% desta produção. No Brasil, o Nordeste possui cerca de 90% da produção nacional de Dioscorea spp. Nas regiões produtoras, são mais utilizadas as espécies D. cayennensis e D. rotundata seguida da espécie D. alata. A maior área cultivada de inhame se encontra no Estado da Bahia no Recôncavo, destacando-se os municípios de Maragogipe, São Felipe, Cruz das Almas e São Félix, com a espécie D. rotundata (Cará da Costa, Inhame da Costa, Roxo da Costa e Boca Funda) ocupando mais de 90% da área com inhame (MESQUITA, 2002).
O inhame é um produto agrícola de alto valor nutricional vendido nos mercados interno e externo, sendo um tubérculo rico em carboidratos e vitaminas do complexo B (SILVA, 1991; SANTOS, 1996). Para a extração de subprodutos derivados do inhame, torna-se importante conhecer a cinética de secagem do tubérculo para a obtenção de um produto final de alta qualidade.
A obtenção da cinética de secagem é de fundamental importância para a modelagem matemática da operação e para elaboração do projeto de secadores. É através deste estudo que se estabelecem as equações da umidade em função do tempo de secagem para diferentes períodos e taxas de secagem. A cinética possibilita também a determinação do mecanismo predominante na transferência de massa do material para o fluido e as respectivas equações matemáticas correspondentes (FERREIRA, 2004).
A umidade de um alimento está relacionada com sua estabilidade, qualidade e composição, podendo afetar sua estocagem, embalagem e processamento (CECCHI, 2003).
O método mais utilizado para determinar umidade em alimentos é utilizando estufa, ou seja, por aquecimento, porém, como a condutividade térmica dos alimentos é geralmente baixa, costuma levar muito tempo para o calor atingir as porções mais internas do alimento, no caso da presente pesquisa foi utilizada uma estufa levando em consideração a condutividade térmica do
inhame. O método descrito, costuma levar muitas horas entre seis a dezoito horas, nas temperaturas entre 100°C e 102°C, até atingir o peso constante, ou seja, o ponto de equilíbrio (CECCHI, 2003).
A secagem está entre as operações mais usuais na indústria química. Em uma boa parte das situações é o último processamento do produto antes de sua classificação e embalagem. A qualidade do produto seco, a quantidade de energia gasta e o tempo utilizado neste processo são parâmetros primordiais para a rentabilidade do bem submetido a esta operação. Nesse viés, a secagem artificial é aquela onde o calor é produzido através de uma estufa ou galpão, onde há um controle da temperatura, umidade e corrente de ar.
Durante a secagem, ocorre transferência simultânea de calor e de massa, ou seja, enquanto o calor se transmite da área externa para o interior, a massa de umidade se desloca do interior para a superfície do material, posteriormente tornando-se vapor e sendo transferido para o ar seco (TREYBAL, 1990). O processo de secagem também consiste na remoção de um líquido retido em um material sólido (FOUST et al, 1992).
Mas a secagem não pode ser feita de forma aleatória, pois a indústria visa lucro e por isso é adequado utilizar um método que vise a diminuição de tempo para obtenção do produto e que gere renda. Nesse contexto, surge o planejamento experimental afim de ser obter resultados mais satisfatórios e rápidos.
Segundo Montegomery (2001), um experimento planejado é um teste, ou série de testes, no qual são feitas mudanças propositais nas variáveis de entrada de um processo, de modo a podermos observar e identificar mudanças correspondentes na resposta de saída. A aplicação do planejamento experimental na indústria é primordial para a inovação no desenvolvimento de produtos novos e para o controle de processos.
O papel das técnicas de planejamento de experimental é auxiliar na fabricação de produtos com melhores características, na diminuição do seu tempo de desenvolvimento, aumentar a produtividade de processos e minimizar a sensibilidade a fatores externos (NETO et al., 2001). Trata-se de uma ferramenta estatística valiosa para a definição de parâmetros experimentais empregados na pesquisa científica.
De acordo com Montgomery (1984), os passos determinados para a realização do planejamento fatorial em ordem são, definir uma função objetiva e as variáveis do processo em estudo e suas restrições, elaborar o planejamento fatorial completo e realizar a análise dos efeitos dos fatores nas respostas desejadas.
Além disso, realizar a análise estatística e a interpretação dos resultados obtidos, ajustar os modelos, verificar a validade dos modelos utilizando análise de variância e por fim, definir as faixas ótimas de operação por meio da análise da superfície de resposta.
Para se obter o máximo de informações nos resultados, a respeito do experimento por meio do planejamento fatorial, alguns cuidados devem ser tomados. Entre eles, é preciso que haja repetições em alguns ensaios para estimar o erro experimental, essas replicadas devem ser autenticas e que representem o espaço experimental onde o planejamento fatorial foi desenvolvido.
É de suma importância que os ensaios e replicatas sejam feitos de modo aleatório, pois isso evitará distorções estatísticas que comprometem a qualidade dos resultados obtidos e os efeitos calculados para as variáveis estudadas. (BRASIL, 2007).
A metodologia de superfície de resposta denominada em inglês por RSM (Response Surface Methodology) é um conjunto de técnicas estatísticas e matemáticas úteis para desenvolver, melhorar e otimizar uma resposta de interesse, que é influenciada por diversas variáveis dentro de um processo de medição e análise experimental (Myers, Montgomery e Anderson-Cook, 2009) . Existem diversos objetivos quando se emprega a metodologia de superfície de resposta e, dentre eles, o principal é o uso da superfície de resposta como tentativa de entender melhor o comportamento do sistema mediante a variação dos parâmetros. De acordo com Mason, Gunst e Hess (2003) existem quatro razões importantes para utilização da metodologia de superfície de resposta.
• A função de resposta é caracterizada em uma região de interesse; • Inferências estatísticas podem ser feitas sobre a sensibilidade da resposta aos fatores de interesse;
• Níveis de fatores podem ser determinados para que a variável da resposta seja otimizada (por exemplo, máximo ou mínimo);
• Níveis de fatores podem ser determinados a fim de simultaneamente, otimizar diversas respostas. Caso a otimização simultânea não seja possível, compensações são facilmente perceptíveis.
No trabalho foi empregado o planejamento experimental fatorial, sendo eles aqueles que consideram as combinações entre dois ou mais grupos de tratamentos ou fatores. Normalmente, tem-se de 2 a 3 fatores, cada um com diferentes níveis. Por exemplo, um fator poderia ser temperatura de cozimento e outro fator poderia ser tipo de embalagem. Cada um destes fatores teria mais de um nível, ou seja, várias temperaturas e vários tipos de embalagem.
Em um experimento, quando os níveis de diferentes fatores são combinados, é possível determinar se existe interação entre os níveis de diferentes fatores. Quando ocorre a interação, pode-se então, estudar o comportamento de cada fator dentro de níveis do outro fator através da decomposição da soma de quadrados na análise de variância.
Os experimentos conduzidos num esquema fatorial permitem que se façam inferências sob vários aspectos, por exemplo, determinar qual combinação de níveis de fatores temperatura e tipo de embalagem fornece o maior tempo de conservação do alimento.
Portanto, foi observado que há indústrias que usam os tubérculos no preparo de papas para bebé, mas é inexistente o processamento industrial do inhame para a obtenção do amido, entre outros tipos de extração dessa matéria prima que pode gerar outros subprodutos. Ora, encontra-se um grande atraso na industrialização do inhame no Brasil devido ao funcionamento precário das atividades inerentes à produção agrícola ou pela falta de diversificação no consumo (MIAMOTO, 2008).
Diante disso, encontra-se a necessidade de estudar o comportamento cinético e termodinâmico do inhame (Dioscorea sp.) por meio do planejamento experimental, que se trata de uma forma eficaz de auxiliar no estudo da fabricação de produtos com melhores características (NETO et al., 2001).
Finalmente, a presente pesquisa tem como propósito a secagem do inhame in natura para a obtenção dos parâmetros dos modelos da cinética de secagem por meio do planejamento experimental fatorial.
Objetivos
Estudar a secagem do inhame in natura por meio da secagem em estufa e utilizar o planejamento fatorial 2³ com composto central para obter o comportamento cinético e termodinâmico do inhame.
Materiais
Para a caracterização do inhame in natura, foi utilizado inhame comprado em São Luís-MA, disponibilizado no Mateus Supermercados LTDA.
Balança analítica (AR2140 Adventurer)
Estufa com circulação forçada de ar (CE-220 CIENLA) Paquímetro analógico (Vis, Polônia.)
Termômetro (Avaly)
Procedimento Experimental
A cinética de secagem do tubérculo foi realizada da seguinte forma, o inhame passou pelo processo de secagem de acordo com metodologia do planejamento experimental fatorial, no qual consiste na combinação entre dois ou mais grupos de tratamentos ou fatores. Normalmente, tem-se de 2 a 3 fatores, cada um com diferentes níveis. A secagem do tubérculo foi entre 50°C-100ºC em estufa com recirculação forçada de ar durante 1-4 horas, a temperatura e o tempo eram estabelecidos de acordo com a tabela de formulação do ensaio a ser realizado que pode ser observada logo abaixo como tabela 1. Em seguida, foi analisado o estado ideal de secagem do inhame pelo Delineamento Composto Central Rotacional (DCCR).
Tabela 1 - Formulação dos ensaios experimentais Níveis de variação dos fatores Fatores Temperatura °C Massa (g) Tempo (h) -1,68 50 5 1 -1 60,11 6,01 1,6 0 75 7,5 2,5 +1 89,88 8,98 3,39 +1,68 100 10 4
O tubérculo foi pesado em um intervalo de tempo predefinido durante o processo para seu controle gravimétrico, sendo de 10 em 10 min, a fim de avaliar a secagem cinética. Os pedaços foram secos até atingir peso constante (estado de equilíbrio), observando-se diferentes tempos de secagem. Os dados obtidos na balança analítica foram colocados no Microsoft Excel e lá foram realizados os cálculos da umidade relativa a partir do peso da amostra seca. O teor de umidade final dos filmes foi determinado no final do processo de secagem.
Para a caracterização geométrica das amostras, foram selecionadas retirando-se as partes danificadas, cortadas manualmente e por fim, antes do processo de secagem media-se seu comprimento e espessura, estes dados são expostos, respectivamente, na tabela 2.
Tabela 2 – Medidas das amostras analisadas
Amostras Comprimento (cm) Espessura (cm) 1 2 3 4 5 6 7 8 9 10 11 12 3,10 2,80 3,20 3,40 2,60 2,80 3,10 3,10 2,90 2,40 2,80 3,20 1,60 1,40 1,70 1,70 2,30 1,40 1,40 1,60 2,0 2,10 2,10 2,20
13 14 15 16 17 2,90 4,10 2,90 3,80 4,10 2,10 2,20 1,80 1,80 1,80
Por fim, foi utilizado uma equação polinominal que é dada logo abaixo como equação 1, servindo para o ajuste dos dados experimentais obtidos. Em seguida, alguns testes estatísticos como: análises de variância (ANOVA), falta de ajuste (Test F), determinação do coeficiente de regressão e geração de superfícies de respostas foram todas analisadas pelo software Statistica 9.0 (StatSoft, Inc.,
USA).
Y= ± B0 ± B1X1 ± B2X2 ± B3X3 ± B11X12 ± B22X22 ± B33X32 ±B12X1X2 ±B13X1X3±B123X1X2X3 (1)
A equação polinomial apresenta o Y sendo a resposta, ou seja, trata-se de uma variável dependente, a seguir B0 é coeficiente de regressão constante; B1, B2 e B3 são os coeficientes de regressão linear; B11, B22 e B33 são os coeficientes de regressão quadráticos; B12, B13 e B123 são as interações; X1, X2 e X3 são as variáveis independentes adotadas e encontradas na tabela de formulação dos ensaios (tabela 1): temperatura, massa e tempo, respectivamente.
Resultados e discussões
De acordo com a análise estatística dos dados, o modelo apresentado para a resposta umidade de acordo com a equação polinomial dada no procedimento, apresentou regressão (Fcalculado > Ftabelado) e falta de ajuste não significativa no mesmo nível de confiança (Fcalculado < Ftabelado). Portanto, o modelo foi considerado preditivo, mas com falta de ajuste. Na equação 2 está apresentado o modelo codificado obtido a partir dos dados experimentais.
Umidade [%] = 40,4712 - 5,3128.X1 – 5,2921.X3 – 1,8628.X12 + 2,7227.X32 – 14,4655.X1.X3 (2)
Além disso, observou-se que a massa simbolizada na equação por X2 não apareceu na equação polinomial, isso ocorre devido a constante evaporação na área do tubérculo, ou seja, a massa, não demonstrou variação porque as taxas de evaporação por unidade de área úmida se mantem constantes em todas as partes do inhame, de acordo com a condutividade térmica que se da de forma uniforme de acordo com o estudo termodinâmico.
Tal observação torna-se importante para a fabricação de secadores na indústria alimentícia do inhame, uma vez que na etapa de produção não seria um problema a massa de inhame colocada no processo de secagem. Desse modo, a consideração pode ser observada também nos gráficos obtidos no software statistica.
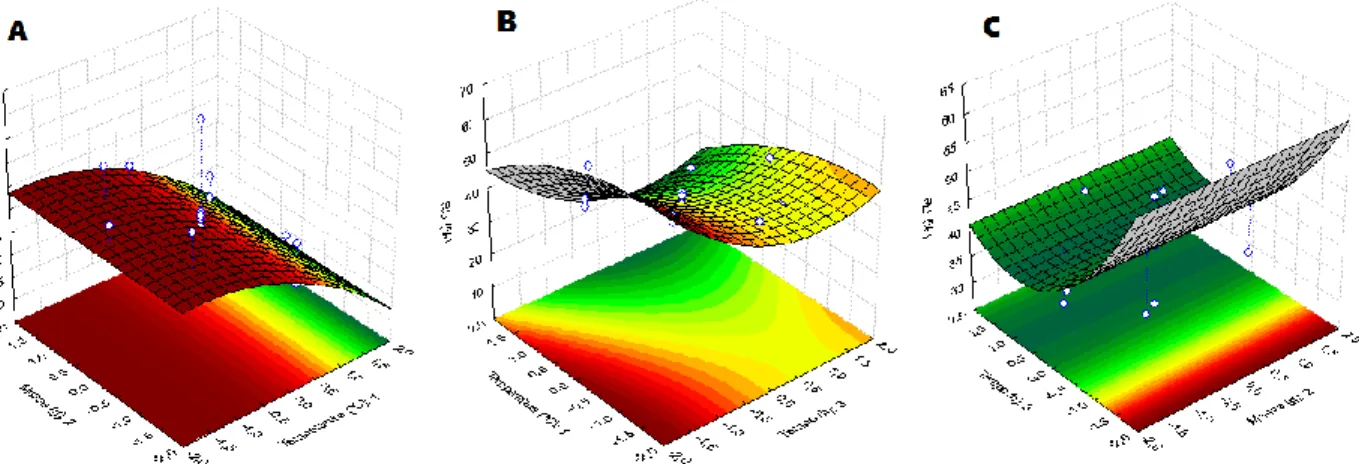
Figura 1 – Superfície de resposta vista tridimensional: (A) umidade em função da quantidade de massa e da temperatura, (B) umidade em função da temperatura e tempo e (C) umidade em função do tempo e massa.
Nos gráficos A, B e C na figura 1 visualizada logo a cima, é mostrada a representação da superfície de resposta para a umidade. Os dados obtidos nos experimentos mostram que o tempo (X3) e a temperatura (X1) interferem diretamente no sistema, a secagem do material depende desses dois fatores. No entanto, percebeu-se nas mesmas condições de estudo, que a massa (X2) não interfere mantendo sua redução constante de acordo com a diminuição do teor de umidade.
Infere-se também que levando em consideração que a área em vermelho contém grande teor de umidade e as áreas verde escuro apresentam baixo teor,
de acordo com a figura 1, gráfico B (temperatura em função do tempo, variáveis que interferem no processo). Os parâmetros ideais para a secagem do inhame são em altas temperaturas e quantidades de tempo não muito longas, para não diminuir o valor nutricional do tubérculo. De acordo, com a tabela de formulação dos ensaios (tabela 1), esses valores seriam na temperatura de 90 a 100 °C entre 2:30 a 3:23 horas.
Conclusão
Em primeira análise, é pertinente destacar o quanto o planejamento experimental foi importante para o alcance dos resultados, permitiu que fossem adquiridos em menos tempo, mostrando-se uma ferramenta estatística eficaz. Nesse viés, percebeu-se que o inhame é capaz de passar pelo processo de secagem e ser processado industrialmente para obtenção de subprodutos obtendo assim uma exploração maior dessa matéria prima contribuindo para o crescimento econômico do país. Além disso, a temperatura obtida nos resultados finais está dentro das condições industriais, pois não causa a demanda de uma quantidade exorbitante de energia para o processamento.
Referências
REIS R. C, SÉRVULO A. C. O, ASCHER D. P. R. Características Centesimais do Amido de Inhame (dioscorea sp.). 2010, 8f, artigo (mestrado). Universidade Estadual de Goiás- UEG.
BRESSAN, E. A. Diversidade Isoenzimatica e Morfologica do Inhame (discorea sp.). 2005, 186f, dissertação (mestrado). Universidade de São Paulo-USP.
CARNEIRO J. L. S. Caracterização Morfológica e Molecular de Germoplasma de Inhame (discorea sp.). 2013, 115f, dissertação (mestrado). Universidade Federal do Recôncavo da Bahia-UFRB.
SANTOS, T. J. Análise por modelagem matemática da cinética de secagem da polpa e casca do abricó (mammea americana). 2016. 62 f. Monografia (graduação) Universidade Federal do Maranhão-UFMA.
VALE A. C., VENDRUSCOLO F. Determinação de Umidade em Farinhas pelo Emprego de Microondas. 6f, artigo. Instituto Federal Goiano-IFG.
AZOUB, P. M., BARBOSA J. L. Estudo da Cinética de Secagem de Tomate Cereja. 4f, artigo. Universidade Estadual de Campinas-UNICAMP
ANJOS. A. Planejamento de Experimentos ii. 91f, apostila. Universidade Federal do Paraná-UFPR
A. A. BUENOS, R. C. TOKIMATSU. Metodologia da Superfície de Resposta Aplicada à Medição de Tensões em Chapas. 10f, artigo. Universidade Estadual de Campinas-UNICAMP.