Aplicação de Técnicas do Lean Manufacturing na área de ELCB na
GE Power Controls
Luís Miguel Duarte Capa Pereira
Dissertação de Mestrado
Orientador na FEUP: Sr. Prof. José Barros Basto Orientador na GE: Sr. Eng. Fernando Braga
Faculdade de Engenharia da U ni ve rs idade do Porto Mestrado Integrado em Engenharia Industrial e Gestão
Resumo
Esta dissertação incide sobre a aplicação de técnicas de Lean no processo de produção de disjuntores na GE Power controls. A empresa pretendia reduzir o inventário em curso de fabrico, custos de produção e melhorar a produtividade de toda a fábrica.
O primeiro tema abordado é a elaboração de um sistema de abastecimento Lean que garante o fornecimento de material a uma linha de subcontrato, sem rupturas e com o mínimo de stocks. É elaborado um modelo a operar em pull que minimiza os stocks em subcontrato, ao mesmo tempo que procura ter o mínimo impacto no dia-a-dia dos trabalhadores envolvidos.
A fase seguinte do projecto foi a redução do WIP em toda a fase final da produção de disjuntores. É usado o value stream map como ferramenta principal de diagnóstico, bem como ponto de partida para estruturação de novos projectos, que visam o aumento de fluxo e redução dos desperdícios, principalmente nos monumentos, processos onde há mais acumulação de stocks. É descrita uma possível solução para o controle de WIP num sistema
push.
O terceiro tema explora a melhoria de produtividade de toda a área. Durante todo o projecto foi aplicada a metodologia Goldratt, que visa a identificação e eliminação contínua dos processos restritivos. É explicado como identificar estes processos e possíveis melhorias. É também abordada a redução dos tempos de setup, como forma de redução do tamanho de lotes de produção aumentando assim o fluxo de toda a área.
São visados, também, nesta dissertação os passos principais para reformulação de uma célula de produção. Desde a definição de um layout que permita o máximo fluxo de materiais (bem como uma eficaz gestão do tempo do operador, evitando desperdícios), ao cálculo do número de operários realmente necessários.
Fica demonstrado que o aumento do fluxo torna qualquer sistema produtivo mais eficaz, mais flexível e aumenta a qualidade de produção. É também reconhecida a importância de englobar todas as pessoas envolvidas na discussão das melhorias, como forma de motivar e facilitar a implementação de novas soluções.
Application of Lean Manufacturing Techniques in the ELCB production
in GE Power Controls
Abstract
This dissertation focuses on the application of Lean techniques in the production of earth leakage circuit breakers at GE Power controls. The company wanted to reduce the work in progress, production costs and improve productivity throughout the plant.
The first theme described is the development of a Lean supply system, guaranteeing the supply of material to a subcontracted assembly line, without disruption and with minimal stocks. The system is designed to operate in pull, minimizing the stocks in the subcontract, while having a minimal impact on daily routine of the workers involved.
The next step was the reduction of WIP in the final stage of ELCB’s production. Value stream mapping is used as the main diagnostic tool and starting point for building new projects, which aim at increasing flow and reduce waste, mainly in the monuments, cases where there is more accumulation of stocks. It describes a possible solution for the control of a WIP in a push system.
The third phase was aimed at improving the productivity of the entire area. Throughout the project the Goldratt’s methodology was applied to aiming to identify and eliminate restrictive process in a continuous manner. It is explained how to identify these processes and possible improvements. Setups times’ reduction is also addressed, as a way of reducing batch production size thus increasing the flow of the entire area.
The main steps toward reforming a production cell are also targeted. Since the definition of a layout that allows maximum flow of materials and effective human labor, avoiding waste, to the calculation of the number of workers really needed.
It is shown that the increased flow makes any production system more efficient, more flexible and improves the overall quality of production. It is also recognized the importance of including all people involved in the discussion of improvements as a way to motivate and facilitate implementation of new solutions
Agradecimentos
No final desta grande experiência pessoal gostaria de agradecer a todas as pessoas que tornaram este trabalho posssivel:
Ao Sr. Eng. Fernando Braga, meu coordenador na GE, por toda a vontade de ensinar e empenho em guiar todo o meu trabalho, pela vastidão de conhecimentos transmitidos e por toda a disponibilidade sempre demonstrada.
Ao Sr. Eng. Barros Basto pelo fantástico workshop da cadeira de Gestão da produção, que moldou uma mentalidade de fluxo, tão importante neste trabalho. Por toda a sua disponibilidade e pela autonomia e confiança demonstrada.
Aos meus fantásticos companheiros de estágio, por toda a ajuda e bom ambiente criado. A todos os funcionários da GE que contribuiram para o desenrolar dos meus projectos. À GE por criar esta oportunidade.
A todos os docentes da Faculdade de Engenharia do Porto, por todo o conhecimento transmitido.
Acima de tudo queria agradecer à minha Família, sem os quais nada seria possível. Aos meus Pais, por todo o apoio incondicional e todo o investimento em tornar-me quem sou. Ao meu Irmão por toda a boa disposição contagiante. Ao meu Avô por toda a humildade e força de vontade demonstrada em toda a sua vida e à minha Avó por todo o seu apoio.
Índice de Conteúdos
1 Introdução ... 1
1.1 Apresentação da Empresa: GE Power Controls ... 1
1.2 Âmbito e objectivos do projecto ... 3
1.3 Temas abordados e sua organização na presente dissertação ... 4
2 Enquadramento teórico ... 5
2.1 Lean ... 5
2.2 Os 7 desperdícios e a atitude Kaizen ... 6
2.3 Kanban ... 7
2.4 Método Goldratt ... 8
2.5 Análise de Pareto ou ABC ... 9
2.6 Sistema de dupla caixa ... 9
2.7 Pull Vs Push ... 10
2.8 Sistema Pull ... 11
2.9 Redefinição do layout de uma célula ... 13
2.10Tamanho dos lotes... 16
2.11Value stream map ... 17
2.12Planear para cada peça ... 18
3 Estado inicial ... 19
3.1 VSM ... 19
3.2 Takt time... 20
4 Soluções adoptadas ... 21
4.1 Abastecimento de uma linha de montagem em subcontrato. ... 21
4.2 Value Stream Map ... 29
4.3 Redução de inventário em curso de fabrico... 29
4.4 Processo gargalo ... 33
4.5 Sistema Pull ... 40
4.6 Formação ... 42
5 Resultados obtidos e conclusões ... 43
5.1 Abastecimento da linha de Subcontrato ... 44
5.2 Redução de WIP ... 45
5.3 Reduções do tempo de ciclo da verificação térmica ... 45
5.4 Embalagem ... 46
5.5 Alterações no VSM ... 47
6 Referências ... 49
ANEXO A: Dados Iniciais... 51
ANEXO C: Zona do ELCB ... 58
ANEXO D: Abastecimento de uma linha em subcontrato ... 63
Índice de Tabelas
Tabela 1 - Cálculo de inventário de produto final, Smalley (2004) ... 12
Tabela 2 – Comparação do takt time com os tempos de ciclo efectivos de cada processo ... 20
Tabela 3 – Valores de WIP em Setembro ... 21
Tabela 4 - Intervalos de abastecimento ... 26
Tabela 5- WIP observado em cada zona ... 31
Tabela 6 - Análise do bottleneck ... 34
Tabela 7 - Segunda análise do processo gargalo ... 37
Tabela 9 – Mudança de produto na embalagem ... 38
Tabela 8 - Análise de Pareto às paragens na embalagem ... 38
Tabela 10 - Reduções do lead time ... 46
Tabela 11 - Comparação da situação inicial e final do projecto ... 48
Tabela 12 - Tempos de changeover nas linhas de montagem ... 52
Tabela 13 Procura diária de disjuntores ... 57
Tabela 14- Tempos de operação de um ciclo na embalagem ... 58
Tabela 15 - Tempos de operação da nova linha ... 59
Tabela 16 - Evolução do WIP em todas as zonas de produção ... 61
Tabela 17 - Vários dados sobre o transporte ... 63
Tabela 18 - Análise ABC linha subcontrato ... 65
Índice de Ilustrações Figura 1 - GE Power Controls ... 1
Figura 2 - Áreas de produção ... 2
Figura 3 - Filosofia Lean para melhoria de processos, baseado em Hohmann 2010 ... 5
Figura 4 - filosofia Kaizen (Trilogiq, 2010) ... 7
Figura 5 – Push (Elsmar, 2009) ... 10
Figura 6 - Pull (Elsmar, 2009) ... 10
Figura 7 - Produção em push – pull (Gembutsu Consulting LLC, 2009) ... 10
Figura 8 - Pull em reposição, (Smalley, 2004) ... 11
Figura 9 - Pull sequencial, (Smalley, 2004) ... 11
Figura 10 - Pull misto, (Smalley, 2004) ... 12
Figura 13 - Abastecimento (Rother & Harris, 2001) ... 15
Figura 14 - Tamanhos de lotes ... 16
Figura 15 - Redução do lote de transferência ... 16
Figura 16 - caixa de processo ... 17
Figura 17 - VSM zona de ELCB Outubro... 19
Figura 18 - Fluxograma de abastecimento da linha de subcontrato ... 22
Figura 19 - Caixas vazias como Kanban ... 23
Figura 20 – Análise ABC ... 25
Figura 21 -Separação ABC... 27
Figura 22 - Identificação dos contentores ... 28
Figura 23 - Informação do peso e WIP de cada contentor ... 28
Figura 24 - VSM da zona de ELCB Setembro de 2009 ... 29
Figura 25 - Variação do número de peças nos vários processos ... 30
Figura 26 - Analogia entre WIP e o nível de um reservatório... 32
Figura 27 - Produção diária ... 32
Figura 28 - Fluxograma de funcionamento da verificação térmica ... 34
Figura 29 - Lead time da verificação térmica ... 34
Figura 30 - Termopar montado num aparelho bipolar ... 35
Figura 31 - Curvas de arrefecimento após testes térmicos ... 36
Figura 32 - Diagrama de esparguete ... 39
Figura 33 - Análise PQ das encomendas anuais ... 40
Figura 34 - Tamanhos dos lotes ... 42
Figura 35 - Evolução da produção na linha de subcontrato ... 44
Figura 36 - Stock na linha de subcontrato ... 44
Figura 37 - Evolução do WIP na zona de ELCB ... 45
Figura 38 - Novo Layout embalagem ... 46
Figura 39 - Supermercados embalagem ... 47
Figura 40- VSM Janeiro ... 47
Figura 41 - Linha de montagem... 51
Figura 42 - Estabilização térmica, Forno ... 52
Figura 43 - Linha de auto-teste ... 53
Figura 44 - Verificação térmica ... 54
Figura 47 – Sistema Pull zona ELCB ... 60
Figura 48 - Evolução do WIP nas várias áreas ... 61
Figura 49 - VSM Janeiro ... 62
Figura 50 - Planear para cada peça ... 64
Figura 51 - Exemplo de uma Instrução de trabalho ... 66
Figura 52 - Ícones normalizados do VSM (Rother, 2003) ... 68
Figura 53 - Ícones de fluxo de materiais do VSM (Rother, 2003) ... 68
1 Introdução
No âmbito do projecto de mestrado do 5º ano do Mestrado Integrado em Engenharia Mecânica (MIEM) da Faculdade de Engenharia da Universidade do Porto (FEUP), foi realizado um estágio de cinco meses na empresa GE POWER CONTROLS, com vista à aplicação de técnicas lean na área de produção. O estágio teve como responsável na empresa o Sr. Eng. Fernando Braga e como responsável na FEUP o Sr. Prof. José Barros Basto.
1.1 Apresentação da Empresa: GE Power Controls
A GE Consumer and Industrial é um dos dez negócios centrais da General Electric
Company (USA). É neste negócio que está inserida a GE Power Controls Porto.
Esta empresa é um dos principais fornecedores Europeus de produtos de baixa tensão, incluindo aparelhagem de manobra, aparelhagem industrial e residencial de corte e protecção, aparelhos de controlo, invólucros e quadros de distribuição. Os principais clientes dos produtos da empresa são fabricantes de máquinas, instaladores, quadros eléctricos e distribuidores de todo o mundo.
A GE Power Controls (Figura 1) está sediada em Vila Nova de Gaia, na Rua Camilo Castelo Branco, e possui uma delegação comercial no centro de Lisboa, na Rua Rodrigo da Fonseca. Esta empresa desde sempre se dedicou à concepção, produção e comercialização de equipamento de baixa tensão para as áreas residencial e industrial, como sejam, disjuntores, interruptores, tomadas, fichas, conectores, quadros e outros produtos ( GE Power controls, 2004).
No início do ano 2010, a GE Porto foi transferida do grupo Consumer and Industrial para outro negócio da GE, a GE Energy. A mudança deveu-se ao facto da GE Porto conseguir resultados muito acima da média do primeiro grupo. Ao mudar para a GE
Energy, negócio mais rentável que a consumer and industrial, possibilitar-se-á novas e
melhores fontes de financiamento.
Áreas de produção e processo produtivo
Este projecto foi
desenvolvido na área de
ELCB, no entanto convém
ter uma ideia geral do funcionamento da Fábrica.
Existem 3 áreas de
produção: plásticos,
soldadura e metais, que alimentam as duas áreas de montagem, como se pode verificar na Figura 2. Essas peças são depois conduzidas às áreas de montagem, onde é feito o produto final.
Produção de componentes
Metais: “Este sector possui características típicas de uma empresa metalomecânica, e aqui são produzidos os componentes metálicos para incorporar em diversos produtos. Os equipamentos são máquinas de cravar, de dobrar, de roscar e prensas mecânicas. A maioria é bastante antiga. No entanto, o seu desempenho depende sobretudo da qualidade das ferramentas. O tratamento superficial utilizado, zincagem, estanhagem e niquelagem, é efectuado no exterior da empresa em fornecedores subcontratados”( GE Power controls, 2004).
Plásticos: “Neste sector são produzidos, não só os componentes plásticos que irão ser incorporados nos diversos produtos, mas também componentes considerados produto final. Consiste na transformação de materiais termoplásticos pelo processo de injecção e de materiais termo-endurecíveis pelo processo de injecção e compressão. Os equipamentos existentes são máquinas de injecção e de compressão automática e manuais e possuem ainda algum equipamento auxiliar para operações de acabamento como a rebarbagem”( GE Power
controls, 2004).
Soldaduras: “Este sector produz sub-conjuntos de soldadura que vão ser incorporados nos disjuntores. É um processo não muito flexível, pois engloba tempos de setups elevados e tempos de ciclo superiores às linhas de montagem - consiste na soldagem de tranças aos futuros bornes do disjuntor. Cada subconjunto percorre cerca de quatro operações. A produção é feita em lotes pois ainda não foi possível implementar um processo em linha.” ( GE Power controls, 2004).
Produtos:
Disjuntores ELCB: Neste sector é efectuada a montagem de disjuntores diferenciais (ELCB – earth leakage circuit breaker). Contém 3 áreas distintas.
5 linhas de montagem: onde são montados os componentes,
2 linhas de testes automáticos: depois de montados os aparelhos têm de ser devidamente testados,
1 linha de pintura e embalagem.
Como este sector vai ser o objecto de estudo, será descrito mais pormenorizadamente no Capítulo 2.
Wiring Acessories (WA) e Wiring Devices (WD): Neste sector são efectuadas as
montagens das tomadas, mecanismos, acessórios, quadros e campainhas. Os processos de montagem consistem em montagens manuais, com utilização de ferramentas, máquinas de aparafusar, máquinas de cravação e ensaios eléctricos.
Departamento Lean
Só recentemente a GE começou a tomar os primeiros passos no longo caminho de se tornar uma empresa Lean. Presentemente o Departamento consiste no seu responsável, Sr. Eng. Fernando Braga, mais dois colaboradores do quadro efectivo da empresa. Com a chegada de estagiários, esse grupo foi aumentado.
A equipa realiza reuniões semanais, presididas pelo responsável do departamento, com a presença de todos os estagiários da área Lean, onde são discutidos novos projectos e são definidas as prioridades de actuação. De acordo com a disponibilidade das pessoas, é também marcada uma reunião semanal com a participação dos responsáveis de todos os departamentos, uma vez que o Lean não se restringe só ao seu departamento, mas deverá ser prática de toda a Empresa.
1.2 Âmbito e objectivos do projecto
Desde o início, a grande preocupação dos engenheiros da GE foi a redução de WIP
(work in progress - peças que ainda estão em processo de fabrico e como tal não podem
ser vendidas, mas que contêm matérias-primas e mão-de-obra que acarretam custos). Todas as áreas da fábrica tinham excessos de inventário. Como empresa multinacional, a GE Porto tinha de apresentar resultados à casa mãe até o fim do ano. As metas de WIP estabelecidas como objectivo estavam longe de ser alcançadas e era necessário um esforço global para conseguirem ser atingidas.
A segunda preocupação estava relacionada com o custo de produção. Mais que aumentar a produção em bruto, era essencial reduzir custos de produção e aumentar produtividade.
Para além destas duas metas fundamentais, era necessário melhorar toda a organização e gestão visual da fábrica, que estava a dar os primeiros passos no Lean Manufacturing.
O primeiro desafio apresentado foi o abastecimento de uma linha de montagem de
ELCB em subcontrato. Com vista à redução de custos, a GE decidiu subcontratar uma
linha de montagem e libertar uma das suas linhas. Para isso, era necessário criar em três semanas todo o sistema de abastecimento dessa linha de montagem. O abastecimento da linha teria de ter o mínimo impacto possível no trabalho diário dos funcionários, pois basicamente as pessoas envolvidas tinham de fazer o trabalho que faziam até então, mais o abastecimento da linha e, por outro lado, o valor do stock em subcontrato teria de ser mínimo. Depois da concepção de todo o sistema de abastecimento, o arranque da linha em subcontrato seria da responsabilidade do autor.
Depois da linha em subcontrato estar implementada, foi apresentado um segundo projecto. A zona de montagem e testes estava com excessivo WIP, para além de a produção de certos processos não ser o esperado. Era necessário diagnosticar os problemas de toda a área e procurar uma solução, não só a curto prazo, mas acima de tudo a médio e a longo prazo.
1.3 Temas abordados e sua organização na presente dissertação
Este documento está dividido em seis capítulos. O presente capítulo faz o enquadramento da empresa no mercado, bem como uma descrição geral das várias áreas produtivas. No capítulo 2 ir-se-á fazer um enquadramento teórico, resultado da pesquisa bibliográfica efectuada, dos conceitos base aplicados durante o projecto. Os conceitos usados não expostos durante o capítulo 2 serão explicados no capítulo 4, os termos usados nesta dissertação que não se encontram definidos no capítulo 2, podem ser consultados no glossário do Anexo E No capítulo 3 é exposto o panorama geral da área onde incidiu o projecto aquando da chegada do autor. No capítulo 4 serão explicados mais pormenorizadamente os problemas encontrados, bem como a solução adoptada na sua eliminação. Os vários tópicos deste capítulo seguem a ordem cronológica de actuação, de acordo com o que se definiu ser prioritário. No capítulo 5 serão apresentados os resultados obtidos, bem como as conclusões retiradas da aplicação das soluções aplicadas no capítulo 4. No capítulo 6 são apresentadas, sugestões de futuros projectos.
Espera Operação
Tempo de Espera Operação
Tempo de Espera Op
Aquisição de uma máquina sofisticada que faz a operação em menos tempo
Redução dos desperdicios Aproximação tradicional
Aproximação Lean Melhoria
Melhoria
Lead Time
2 Enquadramento teórico
Neste capítulo vão ser apresentados os conceitos teóricos aplicados no desenvolvimento do projecto descrito nesta dissertação.
2.1 Lean
O conceito de produção Lean foi desenvolvido pela Toyota na década de 1950. As sérias dificuldades atravessadas pelo Japão após o final da segunda guerra mundial levaram a Toyota a desenvolver um sistema de produção diferente daquele que o Ocidente usava, ou seja, a produção em massa, pois este tipo de sistema de operações usado pelas empresas americanas como a Ford não era suportado pelas economias de escala existentes no Japão. Assim nasceu o TPS – Toyota Production System.
A ideia chave do TPS é a eliminação sistemática das actividades que não acrescentam valor. Deste modo este sistema de produção, em termos históricos, está relacionado com a flexibilidade e com a produtividade por isso, também pode ser utilizado para estratégias de baixo volume e longo prazo. Esta filosofia diferia da mentalidade tradicional, que se preocupava mais com a redução dos ciclos produtivos e aumento da utilização das máquinas. Womack, conhecido guru do Lean, compara um processo produtivo a uma ida ao médico, dizendo que passamos mais tempo à espera de resultados de exames e em salas de espera do que propriamente em consulta com um médico (Womack & Jones, 2003), logo é mais eficiente tentar reduzir os tempos de espera que os tempos em que se acrescenta valor, como se pode constatar na Figura 3.
Sem dúvida que o principal objectivo para uma empresa é oferecer aos seus clientes uma qualidade superior, com o melhor serviço e ao mais baixo custo. Segundo a teoria do TPS para se atingir esse objectivo é necessário que a empresa se apoie dois pilares fundamentais:
Produção Just in Time (JIT) e Auto-paragem (Jidoka).
A produção Just in Time é um conjunto integrado de actividades destinado a obter uma produção de alto volume usando stocks mínimos das peças que chegam aos postos de trabalho exactamente quando elas são necessárias.
A auto-paragem, ou Jidoka, implementa algumas funções supervisoras antes das funções de produção. Isto geralmente significa que, se uma situação anormal aparecer, a máquina pára e os operários pararão a linha de produção. A auto-paragem previne produtos defeituosos, elimina superprodução e foca a atenção na compreensão do problema, assegurando que esse problema não se repita.
No entanto, não é suficiente apenas estes dois pilares, pois é necessário que estes estejam assentes numa base de Heijunka (ou Nivelamento de Produção), em normalização e Kaizen (Melhoria Contínua) e para suportar esta base é fundamental a estabilidade da empresa. Segundo a teoria do TPS, uma vantagem para a empresa, para além das já descritas, será também a motivação dos seus colaboradores.
Heijunka é a criação de uma programação nivelada através da sequência de
pedidos num padrão repetitivo e do nivelamento das variações diárias de todos os pedidos para corresponder à procura a longo prazo, ou seja, é o nivelamento das quantidades e tipos de produtos. A programação da produção através do Heijunka permite a combinação de itens diferentes de forma a garantir um fluxo contínuo de produção, nivelando também a carga dos recursos de produção.
Kaizen, ou melhoria contínua, é uma metodologia que traz resultados concretos,
tanto qualitativamente, quanto quantitativamente, num curto espaço de tempo e a um baixo custo. O Lean é uma abordagem centrada no cliente, que procura identificar e eliminar de forma sistemática os problemas operacionais do negócio. Ao mesmo tempo que assegura aos clientes os níveis exigidos de qualidade, preço e entrega, permite também maximizar a vantagem competitiva e o valor para o accionista da organização (Mckinsey & Company, 2007).
2.2 Os 7 desperdícios e a atitude Kaizen
Por definição, considera-se desperdício o uso de recursos para além do que é necessário para responder às necessidades do cliente, ou seja, tudo o que não acrescenta valor ao produto. As actividades feitas podem ser agrupadas em três tipos: desperdício, actividades acessórias e actividades de valor acrescentado. O objectivo é eliminar o desperdício, reduzir as actividades acessórias (actividades que não acrescentam valor ao produto, mas que de facto são necessárias para a sua elaboração) e aumentar a quota de actividades de valor acrescentado (actividades que efectivamente acrescentam valor ao produto e que são importantes para o cliente).
O desperdício pode ser classificado em sete actividades que não acrescentam valor: Excesso de produção: refere-se à produção feita mais cedo, mais rápido e/ou em quantidade superior à procura do cliente. Este desperdício é do pior tipo, uma vez que gera mais desperdício (quando existe produção excessiva, produz-se mais de tudo e, por
Transporte: O processo de transporte é uma actividade incidental, apesar de necessário não acrescenta valor às peças, é portanto um desperdício.
Espera: Tempo que operadores ou máquinas perdem à espera do fim de um ciclo. Este conceito é também aplicável às peças que ficam em stock à espera de serem operadas. Sobre processamento: É qualquer actividade ou operação não exigido para satisfazer as necessidades do cliente.
Stock: Toda a matéria-prima, materiais em curso de fabrico ou produto acabado sem valor acrescentado.
Reprocessamento: Correcção ou repetição de um processo, por incapacidade de cumprir as necessidades do cliente.
Deslocamento: É a movimentação desnecessária de pessoas e máquinas no âmbito de um processo.
A filosofia kaizen assenta na melhoria contínua, eliminando estes desperdícios. Estas melhorias devem ser efectuadas por equipas multidisciplinares, que devem normalizar todas as alterações efectuadas, como representado na Figura 4.
2.3 Kanban
Em produção Lean, o Kanban é uma ferramenta específica para controlar o fluxo de informação e regulamentar o fluxo de materiais entre processos. Normalmente servem para sinalizar quando um produto é consumido por um processo mais avançado na cadeia de produção. No caso mais simples, este evento irá criar um sinal de reposição desse produto por parte do processo precedente (Smalley, 2004). Este sinal representa o
kanban em si, que se trata de um simples cartão que contém informações básicas, como
nome da peça, número de peças, posição de armazenamento, cliente, fornecedor. (Imagine-se um supermercado, em que todos os produtos colocados nas prateleiras tinham adjacentes um cartão. Na caixa, o funcionário retirava esse cartão e enviava-o para o armazém, fornecendo informação constante sobre a quantidade desse produto nas prateleiras impedindo que se esgote).
O Kanban difere dos normais sistemas de controlo de produção em vários aspectos, segundo Smalley (2004). No controlo de produção tradicional, a programação da produção é dada a cada um dos processos, individualmente, sem que haja uma actualização ou feedback dos processos a jusante, ao passo que em Kanban, existe um sistema físico que coordena, liga e sincroniza toda a produção. Para além disso, nas
situações tradicionais o movimento de material é dado quando o processo precedente termina a sua tarefa, “empurrando” o material para o próximo processo. Num sistema de
kanban a liderança é dada pelo processo a jusante e não pelo processo precedente.
Como se pode ver, o Kanban é uma ferramenta que permite que um sistema de produção passe a trabalhar em pull.
Mas esta não é a única vantagem(Smalley, 2004): Previne a produção em excesso;
Controla visualmente a produção, permitindo verificar, por uma rápida observação do quadro de kanban, se a produção está adiantada ou em atraso; É uma ferramenta de melhoramento contínuo. Cada kanban representa um
contentor com material; com o tempo, a redução do número de kanbans ou a sua quantidade resulta numa efectiva redução de inventário.
Voltando ao exemplo do supermercado, se o cartão enviado pelo funcionário da caixa desse uma ordem de retirada de material do armazém, este iria gerar uma ordem de compra/produção desse mesmo material para repor o stock.
Aqui estão descritos os dois grandes tipos de kanban:
Kanbans de produção, que geram uma ordem de produção;
Kanbans de retirada de material, que indicam a necessidade de um certo material num processo a jusante - estes cartões apenas implicam o movimento de materiais e não a produção de peças como os primeiros(Smalley, 2004).
2.4 Método Goldratt
Quando Goldratt começou a analisar a forma como as empresas eram administradas, percebeu que o maior problema era a forma de as gerir. Os gerentes não tentam administrar a empresa como se ela fosse um sistema, mas tentam melhorar o desempenho de cada parte da empresa sem olhar o todo. Goldratt diz que a administração tradicional trabalha como se fosse verdade que “optimizar cada parte do sistema faz com que o sistema como um todo fique optimizado” (Corbett, 2004). Essa premissa está totalmente equivocada, segundo Goldratt: Uma hora ganha no processo gargalo representa uma hora extra em todo o sistema de produção; uma hora ganha num processo que não o gargalo apenas adiciona uma hora de espera nesse processo.
As etapas para a melhoria de um sistema segundo Goldratt são: (Jacobs, Chase, & Aquilano, 2009):
1. Identificar as restrições do sistema (nenhuma melhoria é possível sem identificar o elo mais fraco);
2. Decidir como explorar as restrições (É essencial que estes processos estejam sempre alimentados);
3. Subordinar tudo o resto a esta decisão;
4. Eliminar progressivamente as restrições do sistema (a melhoria deve ser contínua até que o processo deixe de ser restritivo);
5. Se durante os processos anteriores as restrições forem quebradas, voltar ao passo 1 e repetir todo o processo.
Esta filosofia colide, de certo modo, com o Lean, que indica que todos os processos devem estar balanceados e com um tempo de ciclo igual ao takt time. Segundo Goldratt, o problema deste balanceamento é que uma variação mínima num dos processos afecta todo o sistema, e não há forma de compensar o tempo perdido. Goldratt defende que o sistema não deve estar balanceado, e que se deve, quando necessário, parar a produção dos processos não restritivos com capacidade produtiva muito acima das necessidades do cliente. Na realidade, como estes processos têm uma folga relativa às necessidades produtivas, qualquer variação na produção é absorvida pela folga e não afecta o sistema.
2.5 Análise de Pareto ou ABC
No século XIX, Vilfredo Pareto, ao estudar a distribuição de riqueza na sociedade Milanesa, verificou que 80% da riqueza era controlada por apenas 20% da população (Jacobs, Chase, & Aquilano, 2009). Esta constatação levou-o a criar o conceito que diz que poucos têm grande importância e muitos têm muito pouca; isto aplica-se a muitos aspectos da nossa vida. Na gestão da produção as aplicações são variadas, mas a ideia-base é que para combater um problema basta actuar sobre alguns parâmetros individualmente e não globalmente.
Talvez a maior aplicação seja no controlo de stock. Assim, se quisermos reduzir o valor de stock de determinado armazém, fazendo uma análise ABC, basta apenas controlar rigorosamente um reduzido número de componentes para obter uma gestão mais eficiente.
Para os seleccionar procede-se à análise ABC – analisa-se o consumo anual de cada componente e de seguida calcula-se a percentagem desse valor no consumo total do armazém. Faz-se uma ordenação acumulativa do mais alto para o mais baixo, separando, do maior para o menor, os que são responsáveis por 75% do valor total de stock (classe A), 20% (classe B) e 5% (Classe C).
2.6 Sistema de dupla caixa
O sistema de dupla caixa (Two Bin System) é um sistema de controlo de inventário de peças pequenas ou de valor baixo, em que dois contentores estão sempre em rotação. Quando o primeiro contentor é gasto, é iniciado o processo de reabastecimento e passa-se a usar o passa-segundo. O número de peças de cada contentor é tal, que o tempo que passa-se demora a gastar um contentor é sempre maior que o tempo de reabastecimento. É um sistema pull muito simples de se usar e que garante que dificilmente haja paragens por falta de material. (Harris, Harris, & Wilson, 2003).
2.7 Pull Vs Push
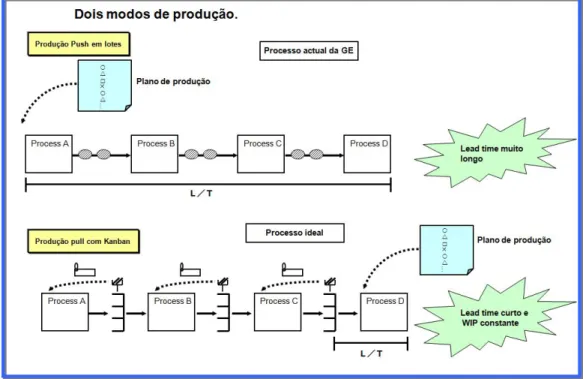
Um sistema de produção push (Figura 5) é controlado por um planeamento que é feito aquando da chegada de encomendas. Essa informação é então passada para a linha de produção, normalmente no processo inicial. Daí para a frente, cada processo opera como uma ilha isolada, empurrando a produção para o próximo processo, de acordo com o plano de produção ou apenas produzindo o que vai chegando. O WIP do processo não está controlado e os defeitos de produção estão escondidos em longas filas de espera - quando são finalmente descobertos já se produziram imensas peças com defeito. Este tipo de sistema produtivo está normalmente associado ao maior tipo de desperdício, o excesso de produção.
Em Pull (ver Figura 6) a produção é autorizada e não planeada, todo o sistema produz a um só ritmo e esse ritmo é dado pelo cliente. A flexibilidade de resposta e sincronização é muito maior e o serviço ao cliente é superior graças a tempos de processamento mais curtos e prazos de entregas mais previsíveis. Só é produzido o que realmente é necessário evitando a sobre produção. Operando com inventários mais reduzidos, os defeitos são
detectados mais cedo podendo corrigi-los atempadamente. Na Figura 7 pode-se verificar a diferença entre os tempos de processamento (lead times reduzidos) e inventários em curso de fabrico controlados de um sistema Pull e um sistema push.
Figura 5 – Push (Elsmar, 2009)
Figura 6 - Pull (Elsmar, 2009)
2.8 Sistema Pull
Existem três tipos de sistemas pull(Smalley, 2004):
PULL EM REPOSIÇÃO
Criam-se stocks de todos os tipos de produtos finais. São os levantamentos desses stocks, pelo cliente, que vão criar as ordens de produção (Figura 8).
É mais fácil de implementar, mas implica maior volume de stock
PULL SEQUENCIAL
Nesta modalidade as peças são produzidas só de acordo com as necessidades. O cliente faz as suas encomendas, as encomendas são processadas, faz-se um sequenciamento da produção, que é enviado para o primeiro processo (Figura 9).
Necessita de pouco stock mas é difícil de implementar, pois implica tempos de produção muito estáveis e grande fiabilidade de todas as máquinas.
Figura 9 - Pull sequencial, (Smalley, 2004)
PULL MISTO Mixed Pull System
Trata-se de uma simbiose dos dois anteriores. Este método é útil quando a procura de alguns produtos é frequente, mas muitos produtos têm procura instável. Neste caso escolhe-se operar em pull de reposição para os produtos de alta rotação e pull sequencial para produtos que tem procura menor e mais instável (Figura 10).
Nas duas últimas opções é essencial dimensionar o stock de produtos finais de cada produto, como demonstrado na Tabela 1 (Smalley, 2004).
Tabela 1 - Cálculo de inventário de produto final, Smalley (2004)
Procura diária x lead time para repor Stock cíclico
+ Variações da procura como % do stock cíclico Buffer stock
+ Factor de segurança com % do stock cíclico Stock de segurança
= Inventário de produto final
Escolher o Pacemaker
Na produção tradicional, os planos de produção são enviados para cada um dos processos separadamente; em pull todo o sistema opera de acordo com apenas um plano de produção, que é dado pelo cliente. É portanto essencial escolher qual o processo que vai marcar o ritmo de todo o sistema; esse processo é denominado pacemaker (General electric, 2009). Segundo Smalley (2004), em pull de reposição o pacemaker é quase sempre o último processo. Em pull sequencial deverá ser um dos primeiros processos.
Nivelar a produção no Pacemaker
Para nivelar a produção deve-se dividir o dia em vários intervalos produtivos. Figura 10 - Pull misto, (Smalley, 2004)
Cada intervalo tem a duração do número de peças de embalagem de produto final multiplicada pelo
takt time. De seguida, calcula-se o número de
intervalos por dia, dividindo o tempo disponível de produção pelo intervalo de produção. Imagine-se que temos 3 produtos A, B e C, sendo as necessidades respectivamente, 4, 2 e 1 - a forma tradicional de distribuir a produção seria AAAABBC; no entanto, em produção nivelada, a distribuição é sequenciada evitando grandes lotes (ABACABA), como na Figura 11 retirada de Shingitsu (2006).
Depois de devidamente nivelada e sequenciada, a
informação chega aos operários através de uma heijunka(quadro que permite visualizar toda a produção). A heijunka funciona como uma espécie de calendarização da produção no Pacemaker.
2.9 Redefinição do layout de uma célula
Nos meados da década de 70, os japoneses, com base no Sistema Toyota de Produção, inovam o conceito de célula de produção, dizendo ao mundo que o trabalho organizado em células de produção elimina desperdícios de espera, super produção, stock, defeitos de qualidade, movimentos, transportes, processos desnecessários, além de permitir um ambiente de trabalho polivalente, saudável e adaptado ergonomicamente (Correa, 1996). Uma célula define a localização de etapas de processamento para um produto similar a outro, de modo que as peças, documentos etc. possam ser processados num fluxo muito próximo de contínuo, seja um de cada vez ou em pequenos lotes, mantido ao longo da sequência completa de processamento (Lean Institute do Brasil, 2010). Serão descritos, sucintamente, os passos necessários à reformulação de uma célula produtiva, de acordo com (Rother & Harris, 2001).
O primeiro passo é definir qual o takt time a que a célula tem de trabalhar; de seguida deve-se definir qual o tempo de operação. Para tal é necessário fazer a medição na célula actual (de lembrar que queremos o tempo que realmente demora a produzir determinado componente). Alguns aspectos importantes:
Não incluir tempo de movimentação como elemento de trabalho - nunca se sabe qual será a carga de movimentação no novo layout;
Nunca incluir trabalhos fora do tempo de ciclo - são trabalhos como abastecimento de peças de x em x peças ou análises periódicas de peças ou máquinas;
Não incluir o tempo de uma operadora à espera que uma máquina acabe o seu ciclo como elemento de trabalho;
Não incluir o tempo de remover uma peça de uma máquina sempre que a ejecção automática seja facilmente aplicada;
Distinguir bem o que é operação manual de operação de operação de máquina;
Figura 11 - Nivelamento produtivo (Shingijutsu USA Corporation, 2006)
Ao fazer a medição do tempo, cronometrar cada elemento separadamente. Usar o tempo mais baixo repetido, não se devendo fazer médias de tempo. Ser educado com as pessoas e explicando sempre porque as está a cronometrar.
Este tipo de medições é denominado de Paper Kaizen, pois já elimina os desperdícios à partida.
Utilização de máquinas
Normalmente as empresas preocupam-se em aumentar a utilização das máquinas. No entanto, para ter uma máquina sempre a operar é necessário pessoal extra, para além de aumentar o WIP. Em Lean, a prioridade deve ser sempre de maximizar a utilização humana. Um operador é flexível, uma máquina não.
Outro aspecto importante é o grau de automatização das máquinas - para continuar um fluxo contínuo é necessário que as máquinas sejam pelo menos de grau 2, ou seja, o operador apenas necessita de carregar num botão e a máquina completa o seu ciclo sem mais interacção humana, possibilitando ao operador fazer uma operação útil noutro lado. Isto permite que o operador opere várias máquinas ao mesmo tempo (Figura 12), ficando as máquinas à espera do operador e não o contrário.
Para que este sistema funcione, os tempos de ciclo de cada máquina terão de ser inferiores ao takt time, caso contrário terá de se usar mais que uma máquina; no caso de ser uma máquina com várias cavidades e que permita o processamento de várias peças ao mesmo tempo, deve-se usar mais que uma cavidade.
Layout
Segundo a Toyota, numa célula a entrada e a saída de componentes deve estar muito próximo isto para reduzir ao máximo os desperdícios (Barbosa, 2009). As células em forma de “U” apresentam grandes vantagens devido a este facto. A célula deve ser desenhada para a que uma só pessoa possa opera-la do princípio ao fim; isto porque, desta forma, a célula funcionará qualquer que seja o número de funcionários, ao passo que uma célula desenhada, por exemplo em “S”, ideal para dois operadores, estará
optimizada apenas para esse número de operadores. Se quiser aumentar o output introduzindo um novo operador, a célula terá uma configuração inadequada.
Alguns aspectos importantes a considerar na gestão de materiais na célula: Os materiais devem ser abastecidos da parte
de fora da célula, como indicado na Figura 13; Os operadores não devem abastecer as peças, mas sim as abastecedoras. Deve-se manter sempre material suficiente para mais de 2h de trabalho;
Usar kanbans para regular o abastecimento da célula;
Tentar manter as várias variações de materiais ao alcance das mãos do operador, para evitar tempos de setup.
Se a célula tiver uma parte completamente
automatizada, em que as máquinas façam uma série de operações sem necessidade de auxílio humano, deve-se separar o segmento automatizado do resto da célula.
Uma forma fácil de perceber os desperdícios da sua actual configuração é através do diagrama de esparguete - desenhando um layout da célula à escala, vai-se marcando a movimentação do operador sem nunca levantar o lápis. Desta forma conseguimos visualizar toda a movimentação.
Número de Operadores
O número de operadores necessário em cada célula é dado por:
º = çã ( )
O mais certo é o resultado não ser um número inteiro. No entanto, se a parte decimal for inferior a 0,5, não se deve acrescentar uma pessoa extra. Nos casos em que sejam por exemplo 3,8, aí deve-se introduzir quatro operadores, mas nunca se deve distribuir a carga de trabalho igualmente por todos. Cada operador deve ter uma carga de trabalho igual ao takt time, e apenas o operador do último posto deve ter folga, sendo o objectivo eliminar a folga deste posto, quer seja pela diminuição do tempo dos postos anteriores, eliminando-o consequentemente, quer seja pela integração deste operador num outro processo durante o seu tempo que fica livre.
Figura 13 - Abastecimento (Rother & Harris, 2001)
Lead Time Processo 2 Processo 1 Processo 2 Processo 3 Processo 1 Processo 3
Redução do lote de transferência
Lead Time
2.10 Tamanho dos lotes
A filosofia tradicional assenta em ter o mínimo número de lotes, para reduzir o número de setup; isso implica que os lotes sejam o maior possível. Por outro lado, a filosofia
lean assenta em reduzir os tempos de setup para permitir a redução do tamanho dos
lotes de produção. Poderá ser difícil compreender qual a vantagem de reduzir o tamanho de um lote, pois é lógico que as peças vão passar o mesmo tempo em cada um dos processos. A diferença está, no entanto, no tempo de espera (Youngman, 2003-2010). Na realidade, o que vai acontecer é que ao reduzir o tamanho dos lotes reduzimos o tempo de processamento, como demonstrado na Figura 14.
A redução do tempo de processamento pode também ser obtida de outra forma. Normalmente o processo seguinte só começa a trabalhar num lote quando o anterior o termina, mas nem sempre isto é uma restrição. Muitas vezes é possível que o processo anterior comece a transferir peças para o seguinte antes mesmo de acabar o lote. O número de peças que se transfere de um processo para o outro denomina-se, lote de transferência. Quanto menor for o lote de transferência, mais cedo o processo seguinte começa a trabalhar sobre esse lote, como demonstrado na Figura 15.
Quanto menor for o lote de transferência menor será o tempo de processamento, sendo a situação ideal o lote de transferência ser igual a uma peça (One Piece Flow).
Processo 1 Processo 2 Processo 3 P1 P2 P3 Lead Time Lead Time
Redução do tamanho do lote
P1
P2
P3
Lead Time
Figura 14 - Tamanhos de lotes
2.11 Value stream map
“Value stream” são todas as acções, quer acrescentem valor ou apenas tempos de
espera, necessárias para produzir determinado material (Rother & Shook, 2003). O
Value stream map (VSM) é uma ferramenta que permite visualizar todo o value stream
através de um simples diagrama.
Quais as vantagens de usar o VSM (Rother & Shook, 2003):
Ajuda a visualizar mais que um processo, permite ver o fluxo; Permite visualizar os desperdícios;
Proporciona uma linguagem comum para falar de processos de fabrico, o que facilita a comunicação com alguém que não o conhece;
Forma o básico de um plano de implementação, ao ajudar a desenhar o fluxo que se pretende implementar (muitos projectos falham porque se restringem a melhorar um processo sem desenhar a forma como esse processo se vai ligar aos outros);
Mostra a ligação entre fluxo de informação e fluxo de material de forma simples.
Como desenhar um VSM
A recolha de informação deve ser feita no próprio local. Para desenhar o VSM deve-se percorrer todo o processo fisicamente do fim ao início. Deve-se levar um cronómetro e não usar tempos standard ou informação que não tenha sido obtida pessoalmente no próprio local. Para desenhar o VSM deve-se usar uma folha grande e um lápis. Dificilmente se desenhará o VSM correctamente à primeira. Os processos são desenhados numa caixa de processo. Esta caixa indica um processo em que há fluxo de material, a caixa para quando há uma desconexão e para de haver fluxo de material (Smalley, 2004). Uma linha de produção que execute 10 operações em fluxo unitário é representada por uma caixa e não 10. Na
Figura 16 pode-se observar a informação a colocar na caixa de processo
Figura 16 - caixa de processo
Stocks são indicados com um triângulo, por baixo insere-se o número de peças que o constituem, e qual o tempo necessário para consumir esse número de peças. Na parte
Nome do processo C/T tempo de ciclo C/O set up Uptime Tempo disponível Número de turnos
inferior do VSM encontra-se a linha de tempo, onde são indicados os tempos de
processamento de produção e de espera. Esses tempos devem ser somados. É normal
encontrar valores de tempo de processamento de produção de 415 segundos para um total de 6 dias!
O VSM permite visualizar uma realidade: num processo produtivo as peças passam mais tempo a esperar do que propriamente em tarefas que lhe adicionam valor (Womack & Jones, 2003). Todo o fluxo de informação deve ser representado, ninguém produz nada sem indicação dessa informação; mesmo que alguém produza as peças que encontra sem seguir nenhum plano de produção é porque está a produzir em push. Essa informação deve estar indicada. No Anexo E, Figura 52 pode-se consultar os símbolos normalizados para representar várias situações, assim como um exemplo de um VSM; para mais informações ver Rother (2003).
2.12 Planear para cada peça
Qualquer sistema de movimentação de materiais Lean tem na sua base um PPCP- planear para cada peça (PFEP - plan for every part). Esta ferramenta consiste numa simples tabela, onde se concentra toda a informação relevante sobre determinados materiais, que possibilita a visualização da informação por todos. Desta forma, facilmente se consegue saber quais os materiais expedidos diariamente, quais os fornecidos pela empresa X, etc. Muitas empresas usam softwares MRP II para controlar materiais, mas toda a informação está dispersa e nem sempre ao alcance de todos. Para mais informações sobre o PFEP consultar(Harris, Harris, & Wilson, 2003).
3 Estado inicial
3.1 VSM
O primeiro passo para diagnosticar todo o processo produtivo foi a criação do Value
Stream Map (VSM) de toda a área. Como já foi referido o VSM é uma ferramenta Lean
essencial numa situação como esta, em que queremos agir sobre uma grande área com diferentes processos. O VSM permite-nos observar e manter focados no fluxo geral de materiais, o que se revelou fundamental, pois sendo o primeiro contacto com todo o processo produtivo, é essencial conhecer os processos um a um, mantendo sempre uma ideia geral de todo o processo.
É a única ferramenta que permite fazer uma ligação entre fluxo de materiais e fluxo de informação.
Muitas empresas menosprezam o fluxo de informação, que poderá ser o responsável pelo acumular de desperdícios de material. Tal poderá ser evitado com um fluxo de
informação correcto.
No Anexo A, Figura 46, pode-se observar o VSM da empresa em Outubro, e na Figura 17 o VSM da zona de ELCB em pormenor.
3.2 Takt time
Um dos primeiros aspectos que deve ser definido na análise de um sistema produtivo é o seu takt time, pois ele representa o ritmo a que o cliente está a comprar. Segundo Rother & Shook, 2003 este indicador é dado por:
Takt time=Tempo disponível de produção
Necessidades do cliente
O takt time não depende do tempo que uma peça passa numa máquina ou de quantidades de lotes; é pura e simplesmente o indicador do “tempo de cliente”, ou seja, o ritmo a que o cliente compra - a cadência com que temos de produzir, no tempo disponível, para satisfazer as necessidades do cliente. Se o tempo de ciclo, que é a cadência em que realmente estamos a produzir, for inferior ao takt time, produz-se
stock; se for superior, não se vai conseguir entregar todas as encomendas a tempo, o que
implicará horas extras para completar encomendas, aumentando o custo de produção. Na GE, o volume de encomendas diário é de 1.996 peças. Este valor foi calculado pela soma dos consumos diários médios de cada produto (consultar Anexo A). Este é o número de peças que cada processo terá de produzir por dia. Na GE cada processo tem o seu número de turnos específico, o que implica que, por exemplo, a verificação, com os seus 3 turnos, terá mais horas de produção disponíveis para fazer as 1.996 peças que a montagem que só tem um turno. O takt time de cada processo será então o tempo total disponível de produção a dividir pela procura diária. Como se pode observar, na Tabela 2 todos os processos tem o tempo de ciclo inferior ao takt time; isto significa que é possível produzir o número de peças para satisfazer o cliente sem fazer mudanças de equipamento.
Tabela 2 – Comparação do takt time com os tempos de ciclo efectivos de cada processo
Processo horas/turno nº turnos Tempo de produção Takt time (s) Tempos de ciclo Montagem 7,33 h 1 7,33 h 13 s 11,2 s Estabilização 8,00 h 3 24,00 h 43 s 36 s Auto teste 7,33 h 3 21,99 h 40 s 28,7 s Verificação 7,33 h 3 21,99 h 40 s 33,4 s Embalagem 7,33 h 2 14,66 h 26 s 19,9 s
4 Soluções adoptadas
Neste capítulo será feita uma discussão das soluções a adoptar, bem como uma exposição mais detalhada dos problemas específicos de cada área de actuação.
4.1 Abastecimento de uma linha de montagem em subcontrato.
A GE decidiu, no início do ano de 2009, que iria subcontratar uma linha de montagem de um dos seus disjuntores. Esta decisão foi efectuada após um estudo que revelava que ficava mais barato montar esse disjuntor em subcontrato.
O aparelho a ser montado é o disjuntor de 2p1030ND, aparelho de uso doméstico utilizado pela EDP. Como se pode compreender, é um aparelho com elevado número de encomendas e com uma procura muito estável. Uma das razões que levou a escolha deste aparelho foi a sua fácil montagem uma vez que, sendo não diferencial, o seu circuito interno é mais simples.
Dados Gerais:
A produção diária ficou fixada em 300 aparelhos,
A GE paga por aparelho montado correctamente e não por horas de trabalho, O transporte é feito diariamente por uma carrinha que transporta, para além do
material para os disjuntores, material para a produção de outros componentes. Antes de se pensar qual seria o modelo do abastecimento, foi estudada a forma como funcionava a subcontratação de outras peças na GE. O abastecimento de outras áreas em subcontrato, como soldaduras, é feito de forma tradicional. É feito um plano de produção e o respectivo MRP é enviado para subcontrato com todo o material necessário.
O problema deste modelo é que não é reactivo à variação da produção planeada, originando falha de material ou stock em demasia. No primeiro caso, a situação é resolvida pelo tradicional telefonema a pedir mais peças, já no segundo caso não é feito nada e o material em excesso fica nos armazéns do subcontrato, tornando difícil saber qual a quantidade de material real em stock fora da GE. Em início de Setembro os valores de WIP em subcontrato eram os seguintes:
Tabela 3 – Valores de WIP em Setembro
WIP Percentagem
do WIP total
Lead time médio
Como se pode observar na Tabela 3 – Valores de WIP em Setembro, o valor médio de stock equivalia a 6,4 dias, havendo inclusive materiais que tinham stock suficiente para mais de um mês de produção. Aqui reside o problema dos métodos tradicionais - o abastecimento é feito de acordo com a quantidade que se pretende que seja produzida em vez de ser feito de acordo com a realidade da fábrica que está a ser abastecida. Numa primeira abordagem, os responsáveis da GE queriam que o abastecimento fosse feito em quantidades fixas semanalmente. O sistema consistiria em enviar uma espécie de kit com todas as peças necessárias para fazer X número de peças semanalmente. O problema de tal modelo é que qualquer variação de produção iria criar problemas de
stock.
O primeiro passo do projecto foi então a elaboração de um modelo de abastecimento, que permitisse o abastecimento da linha com o mínimo de stock possível. Este modelo seria baseado numa filosofia pull, em que o subcontrato retirava o material ao seu próprio ritmo.
Na Figura 18 pode-se observar o modelo adoptado.
O aspecto principal a salientar é o fluxo de informação. Não existe qualquer ligação entre quem faz as encomendas na GE e quem está a fazer o abastecimento. Pode parecer contraproducente, mas na verdade o sistema funciona melhor desta forma, pois as pessoas no abastecimento têm a tendência de enviar apenas o que elas pensam que irá ser necessário e dessa forma o sistema deixa de funcionar como pull.
Havendo esta distância, a GE faz a encomenda de X peças e a linha em subcontrato vai produzindo e retirando material que precisa ao seu próprio ritmo (quem está a fazer o abastecimento apenas se preocupa em repor as caixas vazias enviadas pelo subcontrato). Desta forma, o abastecimento é feito de forma automática e o nível stock em subcontrato está sempre nos níveis projectados. A enorme vantagem deste sistema é que é reactivo, a informação que passa do subcontrato para a GE é quantas peças gastou e não qual é a estimativa das peças que vai gastar.
Montagem
GE Transporte diário Linha subcontrato
Supermercado Caixas vazias Reposição 1x dia 1x dia Encomendas
Como fazer a informação fluir
Depois de se decidir que o subcontrato é que marca o ritmo de abastecimento, já se percebeu como a informação passa da GE para o subcontrato.
Importa definir também como é que há retorno de informação, ou seja como é que chega à GE a informação de que é necessário enviar material. Para tal, recorreu-se a duas ferramentas fundamentais do pull: Kanban e o Sistema de dupla caixa. No capítulo 2 foi explicado o conceito de kanban de reabastecimento, que indica que um processo a jusante precisa de material, tal como se pretende aqui. Um kanban não é necessariamente um cartão, pode até ser mesmo um e-mail. Neste caso, como se pode constatar na Figura 19, foram usadas
caixas vazias como forma de kanban. Esta solução traz várias vantagens, entre elas, o facto de não necessitar de cartões de kanban, que se podem perder facilmente. Na realidade, uma caixa vazia transmite duas informações em simultâneo – “o processo subsequente consumiu todas as peças; o processo precedente precisa de produzir essas peças”.
Há, no entanto, regras a serem cumpridas:
As caixas têm um local específico e devem ser sempre colocadas nesse mesmo local;
As caixas devem estar devidamente identificadas; As caixas devem ser de quantidades fixas;
As caixas usadas numa empresa têm obrigatoriamente de ser usadas na outra. O inconveniente deste sistema é implicar obrigatoriamente mais uma operação - colocar o material em armazém, que tem as suas próprias caixas, nas caixas específicas do processo de abastecimento. No caso de alguns materiais, este processo não é nada prático, pelo que é preferível usar um sistema normal de kanban, em que é enviado um cartão sempre que um material é consumido.
Nesta altura, em que o modelo de abastecimento está completamente definido, deve-se começar a fazer o PPCP (Planear para cada peça) análise da BOM de 1º grau (Bill Of
Materials). A BOM consiste na lista de todos os materiais necessários para a produção
de um certo componente. Como a GE tem um sistema SAP, facilmente se consegue saber quais são os materiais necessários para montar um disjuntor 2p 10 30 ND.
Depois de termos a BOM do produto, é necessário fazer o PFEP, um levantamento de várias informações sobre cada um:
Preço unitário, Peso,
Volume,
Origem na fábrica (departamento em que é produzido e respectivo tempo de processamento),
Posição onde está armazenado, Informações gerais do produto.
O levantamento desta informação deve ser feito de forma metódica, peça a peça, e com grande rigor, pois deve-se ter uma ideia de qual o impacto do sistema de abastecimento no plano normal de produção. Por exemplo, se vamos fazer um abastecimento semanal de 2.000 peças de um certo componente e esse componente é produzido em kanbans de 2.500 peças, vamos criar demasiado impacto no sistema (até podem existir casos em que o kanban de produção não cubra a quantidade que pretendemos). A informação deve ser toda inserida numa única tabela denominada PPCP (Planear para cada peça), desta forma toda a informação importante está reunida num só local. Anexo D, encontra-se a tabela criada.
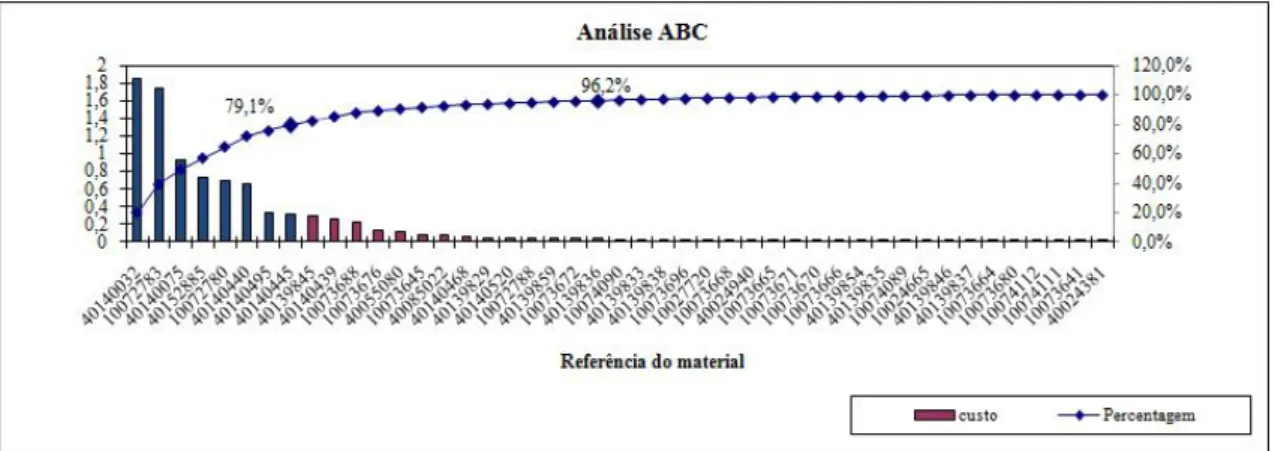
Análise ABC
Um dos requisitos dos responsáveis da GE era que o sistema tivesse o mínimo impacto possível nos seus trabalhadores.
Se calcularmos a quantidade económica de cada componente individualmente, o que vai acontecer é que cada um terá o seu intervalo de reabastecimento, quando o que era desejado é que as reposições fossem de intervalos fixos e iguais para todos os componentes. Por outro lado, tratar todos os componentes da mesma forma não é razoável - uma mola que custa 0,0005 € não deve ser enviada com a mesma periodicidade que uma tampa central que custa 1,7€. Efectivamente, pode-se constatar que o impacto da mola no WIP a ser enviado é insignificante comparativamente com o impacto da tampa. Quem está a manusear os materiais demora quase tanto tempo a encher um contentor de molas como um de tampas. Convém então fazer uma análise ABC, como indicado no capítulo 2.5
Na Figura 20 pode-se observar a distribuição ABC de acordo com o valor económico e o nº de componentes. É interessante verificar que os componentes A correspondem a 81% do valor do disjuntor mas são apenas 9 peças, das 45 diferentes que o constituem.
Cada expedição de um componente implica uma movimentação no SAP, um impacto na sua produção e o transporte desse componente. A grande mais-valia de separar os componentes desta forma é que ao controlar os de classe A, controlamos 81% do WIP, movimentando apenas 19% dos componentes. Queremos então que o seu stock seja mínimo, o que vai implicar maior número de expedições. Os materiais de classe C correspondem a 56% dos componentes, o que pressupõe maior demora no abastecimento, para além de mais tempo perdido para quem está a controlar o armazém; no entanto o impacto no WIP destas peças é pouco significativo, podendo ser enviadas mais esporadicamente e em maior quantidade.
Intervalos de abastecimento
É evidente que quanto maior for o número de expedições, maior será o custo de transporte e custos burocráticos associados, mas menor será o WIP. Quanto menor for o número de expedições, menor serão os custos associados e maior será o WIP.
Qual será então, o número ideal de expedições, de forma a reduzir o custo total? Para esse cálculo vamos usar o método EOQ, visto que a procura é fixa. Este método permite determinar um valor de encomenda fixo, que reduz os custos ao mínimo. Segundo Jacobs (2009), a quantidade óptima de encomenda é calculada da seguinte forma:
= 2 ( )( )
á onde:
Necessidades anuais – Procura anual do material em questão.
Custo de encomenda - Os custos associados a uma encomenda, normalmente são referentes aos custos de mão-de-obra. Sempre que há uma encomenda há pessoas que perdem tempo a manipular o material, há movimentos no sistema de controlo de armazém, há custos de transporte, etc... Para calcular o custo de encomenda por material, de acordo com James (1996) deve-se determinar a percentagem de tempo que cada departamento despende a fazer determinada operação e multiplicando pelo custo de mão-de-obra nesse intervalo de tempo. De seguida divide-se pelo número de referências de materiais que foram Figura 20 – Análise ABC
manuseados nesse tempo (na GE estavam duas pessoas directamente envolvidas no abastecimento da linha) - a waterspider e o responsável de armazém que faz o controlo das saídas no armazém. Verificou-se que cada um perdia 3,6 minutos e 0,6 minutos, respectivamente, a operar cada referência.
Custo de posse unitário - Custo de manuseamento e armazenagem do material em armazém. O custo de posse deve ser calculado relativo aos custos que variam com a quantidade de material em armazém. Inclui também juros de empréstimos, seguros ou taxas se aplicável. É um valor que depende de muitos factores, por isso foi usado um valor médio. Segundo Stephen G.(2003)[5], esse valor situa-se em cerca de 15% do valor do material.
Calculando a quantidade económica para cada uma das classes, usando uma média de todos os componentes que lhe pertencem, podemos então determinar os intervalos de reabastecimento, dividindo pela produção diária fixa de 350 peças.
Tabela 4 - Intervalos de abastecimento
Classe Procura
anual Custo unitário
Custo de encomenda Custo de armazenagem Quantidade de encomenda Intervalos de abastecimento (dias) A 105222 0,650 € 0,080 € 0,098 € 416 1,04 B 106145 0,064 € 0,098 € 0,010 € 1470 3,65 C 118144 0,015 € 0,222 € 0,002 € 4831 10,78
Como se pode observar na Tabela 4, cada classe tem intervalos diferentes de abastecimento. Tendo em conta os valores calculados, estipulou-se que as peças de classe A seriam expedidas todos os dias, as de classe B às quartas e sextas-feiras e as de classe C todas as sextas, e não quinzenalmente, para melhor controlo dos materiais. O facto de as expedições serem feitas a dias fixos da semana permite às pessoas controlar melhor o seu tempo. É também importante estipular um horário de entrega - é indiferente que seja de manhã ou de tarde, mas é importante que as entregas sejam efectuadas sempre às mesmas horas, para que os intervalos de entregas sejam de facto constantes.
Depois de definidos os intervalos de abastecimento deve-se calcular o volume total da carga para confirmar se o veículo de transporte é suficiente. No Anexo D, pode-se consultar os volumes totais a ser transportados. Caso o veículo de transporte não seja suficientemente grande e não existir outro meio disponível, os intervalos de abastecimento devem ser recalculados.
Dimensionamento do Supermercado de abastecimento
O supermercado de abastecimento é uma ferramenta essencial, pois vai gerir toda informação e dar as ordens de abastecimento. Para que nunca haja falhas de materiais, o sistema tem de funcionar em sistema de dupla caixana linha de montagem, ou seja, deve haver dois contentores de cada material. Desta forma, quando um contentor é gasto existe outro disponível de imediato. O contentor vazio é enviado para a GE para ser reabastecido. Na GE terá de haver um terceiro contentor, já cheio, para quando o camião chegar deixar o contentor vazio e levar logo o material.
Vantagens de operar em sistema de dupla caixa no subcontrato:
Os contentores enviados podem ser os mesmos usados na linha de montagem não havendo assim perdas de tempo com o manuseamento de material;
O segundo contentor, que assegurar que não haverá falta de material durante os períodos de abastecimento;
Os contentores não são necessariamente do mesmo lote de produção, evitando assim que todo o material esteja comprometido por um problema de qualidade num determinado lote de produção.
A quantidade de cada contentor deverá corresponder as necessidades de produção durante o intervalo de abastecimento.
Gestão Visual
Uma boa gestão visual é essencial para evitar muito dos desperdícios, nomeadamente, tempos desperdiçados à procura de material ou no próprio abastecimento. Portanto todos os locais onde são armazenados os materiais devem estar devidamente identificados.
Supermercado:
Os componentes A, B e C devem estar devidamente separados, isto porque têm intervalos de expedição diferentes.
Deve ser clara a localização de cada contentor.