Caracterização química do engaço da uva e possíveis aplicações
112
0
0
Texto
Imagem
![Figura 3: Estrutura molecular da celulose [(C 6 H 10 O 5 ) n ] na forma de 1,4-β-D-glucopiranose [29]](https://thumb-eu.123doks.com/thumbv2/123dok_br/15897134.1091085/33.892.179.737.116.443/figura-estrutura-molecular-da-celulose-c-forma-glucopiranose.webp)
![Figura 4: Ligações inter e intra-moleculoares nas cadeias de celulose [29].](https://thumb-eu.123doks.com/thumbv2/123dok_br/15897134.1091085/34.892.273.603.111.523/figura-ligações-inter-intra-moleculoares-nas-cadeias-celulose.webp)
![Figura 6: Álcoois percursores da lenhina: (I) álcool p-cumarílico; (II) álcool coniferílico; (III) álcool sinapílico [40]](https://thumb-eu.123doks.com/thumbv2/123dok_br/15897134.1091085/35.892.245.724.830.1078/figura-álcoois-percursores-lenhina-álcool-cumarílico-coniferílico-sinapílico.webp)
![Figura 7: Diferentes ligações entre unidades fenilpropano da lenhina [41].](https://thumb-eu.123doks.com/thumbv2/123dok_br/15897134.1091085/37.892.207.750.114.732/figura-diferentes-ligações-entre-unidades-fenilpropano-da-lenhina.webp)
+7
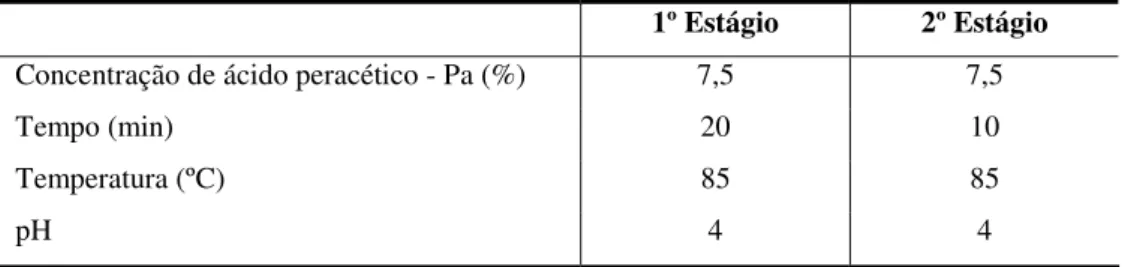
![Tabela 5: Terminologia associada à composição do licor branco no cozimento kraft [45-47]](https://thumb-eu.123doks.com/thumbv2/123dok_br/15897134.1091085/41.892.141.755.148.326/tabela-terminologia-associada-composição-licor-branco-cozimento-kraft.webp)
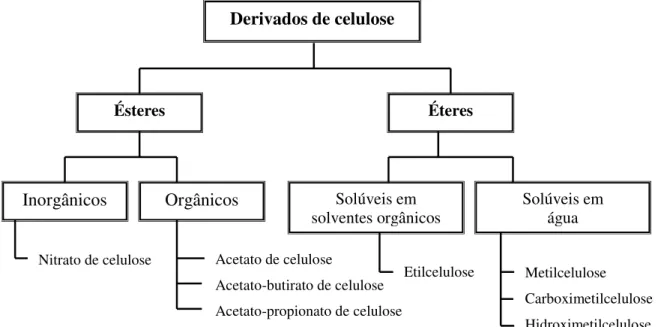
![Tabela 6: Solubilidade e aplicações dos acetatos de celulose consoante o grau de substituição [56, 57]](https://thumb-eu.123doks.com/thumbv2/123dok_br/15897134.1091085/49.892.134.778.145.355/tabela-solubilidade-aplicações-acetatos-celulose-consoante-grau-substituição.webp)
Documentos relacionados