Ana Sofia Barbosa de Carvalho
Malolactic Fermentation in Winemaking -
evaluation of operational parameters
Dissertação de Mestrado
Mestrado em Bioengenharia
Trabalho efectuado sob a orientação do
Professor Doutor José Maria Oliveira
e coorientação do
Professor Doutor José Teixeira
Declaração
Autor
Ana Sofia Barbosa de Carvalho
Título da dissertação
Malolactic fermentation in winemaking – evaluation of operational parameters
Orientadores
Professor Doutor José Maria Oliveira Professor Doutor José Teixeira
Ano de conclusão 2015
Mestrado em Bioengenharia
É AUTORIZADA A REPRODUÇÃO PARCIAL DESTA DISSERTAÇÃO APENAS PARA EFEITOS DE INVESTIGAÇÃO, MEDIANTE DECLARAÇÃO ESCRITA DO INTERESSADO, QUE A TAL SE COMPROMETE.
Universidade do Minho, ___/___/_____
iii
ACKNOWLEDGEMENTS
To my supervisors, Professor Doutor José Maria Oliveira and Professor Doutor José Teixeira, I would like to express my sincere gratitude for the opportunity, trust and scientific support, essentials for the success of this thesis.
To Zlatina Genisheva for the accessibility, suggestions, optimism, incentive, sympathy. Without her none of this would be possible.
To all the elements of the Department of Biological Engineering of the University of Minho, that in some way contribute to the development of this work.
To my friends of laboratory, Ana Guimarães, Ana Sofia Pereira, Ana Paula Santiago and Cátia Costa, for the friendship and positive work environment, helping me to overcome all the difficult moments. A special thank to Thalita, for all the advices, all the talks and all the laughs. You shine.
To my dear friends Beatriz and Catarina, for always being there along this year. You rock.
A very special thank to my friend Joana for all the help and support, but mainly, thank you Joana for your friendship. These two last years wouldn’t be so amazing without you.
Finally, and most important, to my Mum and Dad… For the opportunity and above all, for the unconditional love.
iv
v
vi
vii
ABSTRACT
Malolactic fermentation is a secondary fermentation in the winemaking process that, when occurring, what does not always happen, takes place after the alcoholic fermentation and is conducted by lactic acid bacteria. In malolactic fermentation (MLF), malic acid is mainly converted to lactic acid and carbon dioxide. This transformation decreases wine acidity and increases pH, and also leads to several sensory changes. The control of MLF extension remains a major problem and has been targeted by several studies. For this control, some parameters should be considered, such as pH, SO2 concentration, temperature and nutrient availability.
The use of immobilized cells systems has been applied in food industry providing several advantages when compared with free cells. Its use in winemaking has been reported in several studies and may be also helpful for malolactic fermentation control.
This work aims at controlling malolactic fermentation by testing operation parameters and different immobilization supports. Five fermentations were carried out with different initial pH values (3.3 and 3.5), different SO2 concentrations (30 mg/L and ≈ 20 mg/L) and nutrient supplementation, to improve bacteria growth and activity. Two different supports were tested for malolactic fermentation - alginate beads and grape skins – and compared with fermentations using free cells. The influence of the operating parameters on the quality of the final product – composition, color and aromatic compounds – was evaluated.
The fermentation process carried out at higher pH value (3.5), combined with lower SO2
concentration and nutrient supplementation allowed for the obtention of a higher conversion of malic acid into lactic acid, and consequently, higher final pH values. However, no significant differences were reported among the different supports used. Fermentations with immobilized cells in alginate beads reported lower cells concentration at the end, when compared with immobilization in grape skins and free cells, reducing cells accumulation. In what concerns aroma compounds evaluation, no significant improvements in wine aroma were noticed as most of the compounds were found in concentrations below the perception threshold. Wines produced with immobilized cells in grape skins showed a darker color compared with wines produced with free cells and with cells immobilized in alginate beads.
viii
ix
RESUMO
A fermentação malolática é uma fermentação secundária no processo de produção de vinho que, quando ocorre, o que nem sempre se verifica, ocorre após a fermentação sendo conduzida por bactérias lácticas. Na fermentação malolática (FML), o ácido málico é, principalmente, convertido a ácido láctico e dióxido de carbono. A principal dificuldade da fermentação malolactic consiste no controlo da sua extensão, sendo esta alvo de variados estudos. Para um possível controlo da FML é necessário ter em consideração alguns operacionais, tais como pH, concentração inicial de SO2, temperatura e disponibilidade de
nutrientes no meio.
O uso de células imobilizadas tem sido aplicado na indústria alimentar, fornecendo variadas vantagens comparativamente ao uso de células livres. A aplicação de sistemas com células imobilizadas na produção de vinho tem sido também relatado em vários estudos, podendo ser úteis para o controlo da fermentação malolática.
Este trabalho tem como objetivo o controlo da fermentação maloláctica testanto os diferentes parâmetros operacionais e diferentes suportes de imobilização. Cinco fermentações foram realizadas com diferente pH inicial (3,3 e 3,5), diferente concentração de SO2 (30 mg/L e ≈ 20 mg/L) e adição de nutrientes para
melhorar o crescimento e atividade celular. Dois suportes diferentes para a realização foram testados – esferas de alginato e películas de uva- e comparados com o uso de células livres. A influência dos parâmetros operacionais e qualidade do produto final – composição, cor e compostos aromáticos – foram avaliados.
Fermentação conduzida com pH inicial mais elevado, combinado com concentrações mais baixas de SO2 e adição de nutrientes, alcançou conversões de ácido málico a ácido láctico mais elevadas, e
consequentemente, pH final mais elevado. Contudo, não foram observadas diferenças significativas entre os diferentes suportes usados. Fermentações com células imobilizadas em esferas de alginato reportaram concentrações celulares mais baixas no final da fermentação, quando comparadas com imobilização em peliculas de uva e células livres, reduzindo assim, a acumulação celular no decorrer da fermentação. Relativamente à avaliação dos compostos aromáticos, não foram registadas alterações significativas uma vez que a maioria dos compostos encontravam-se abaixo do limiar de perceção. Vinhos produzidos com células imobilizadas em peliculas de uva apresentaram cor mais escura que os vinhos produzidos de forma tradicional, com células livres, e com células imobilizadas em esferas de alginato.
x
xi
LIST OF CONTENTS
ACKNOWLEDGEMENTS ... i ABSTRACT ... vii RESUMO ... ix LIST OF CONTENTS ... xi LIST OF ABREVIATIONS ... xvLIST OF FIGURES ... xvii
LIST OF TABLES ... xix
I. INTRODUCTION ... 1
1. Motivations and Outline ... 3
1.1 Scopes and objectives ... 3
1.2 Structure of the thesis ... 4
II. LITERATURE REVIEW ... 5
2. Grape and wine ... 7
2.1 Grape ... 7
2.2 Winemaking ... 8
2.3 Commercial importance of wine... 9
2.4 Chemical composition of wine ... 11
2.5 Aroma compounds of wine ... 13
3. Fermentation ... 14
3.1 Alcoholic Fermentation ... 14
3.2 Malolactic Fermentation ... 14
4. Factors affecting MLF ... 15
4.1 Lactic acid bacteria ... 16
4.2 Nutrients ... 17
4.3 PH ... 17
4.4 Temperature ... 18
4.5 SO2... 19
4.6 Ethanol ... 19
5. Effects of MLF in wine characteristics ... 20
5.1 Acidity ... 20
5.2 Volatile compounds ... 20
5.3 Organoleptic properties ... 21
xii
6.1 Wine production with immobilized cells ... 23
6.2 Supports for cell immobilization in winemaking ... 24
7. Immobilization in MLF ... 26
III. MATERIALS AND METHODS ... 29
8. Experimental design ... 31
8.1 Malolactic fermentation assays ... 31
9. Bacteria strains and inoculum preparation ... 32
10. Wine characteristics and treatments ... 32
10.1 Deacidification of wine ... 33
10.2 Adjustment of SO2 ... 33
11. Support materials for immobilization ... 33
11.1 Grape skins ... 33
11.2 Alginate beads ... 34
12. Sampling and analytical methods ... 34
12.1 Samples preparation ... 35
12.2 Free cells ... 35
12.3 SO2 determination ... 35
12.4 Organic acids, sugars and alcohols analysis ... 35
12.5 Volatile compounds ... 35
12.6 L-malic acid ... 36
12.7 Color ... 37
13. Statistical analysis ... 37
IV. RESULTS AND DISCUSSION... 39
13. SO2 concentration influence on MLF ... 41
13.1 Biomass ... 41
13.2 pH ... 42
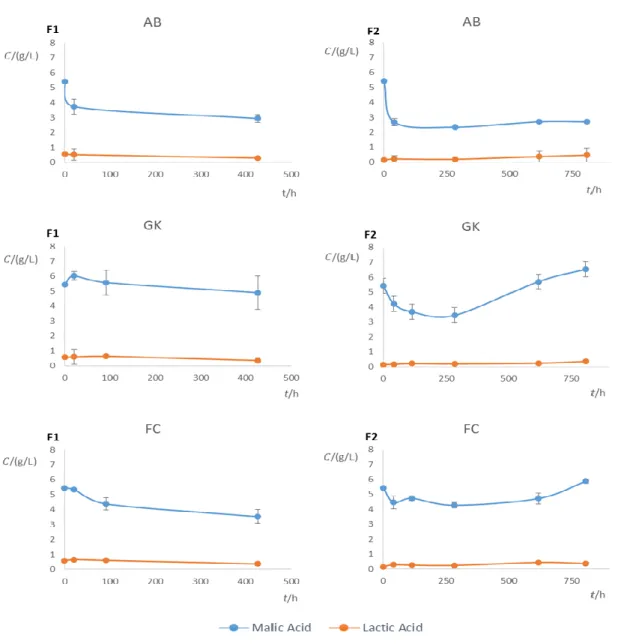
13.3 Malic and Lactic acids ... 42
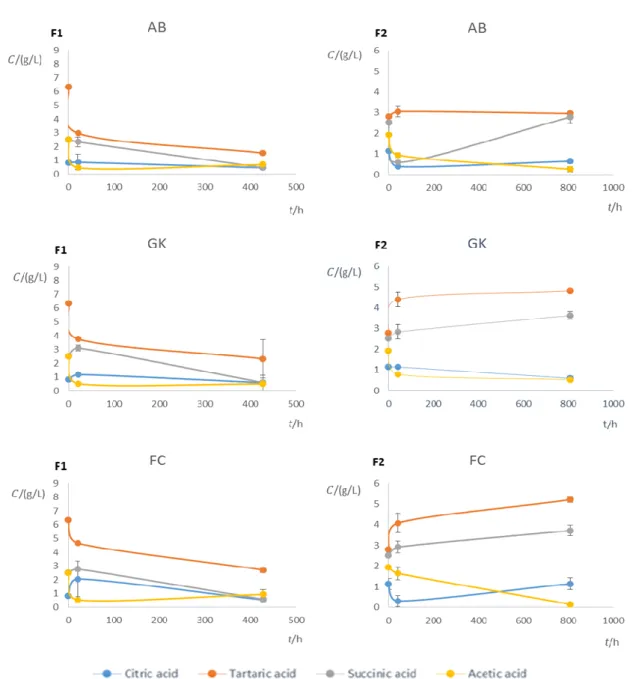
13.4 Organic acids ... 43
13.5 Sugars and alcohols ... 45
14. PH influence on MLF ... 47
14.1 Biomass ... 47
14.2 pH ... 48
14.3 Malic and lactic acids ... 48
14.4 Organic acids ... 50
14.5 Sugars and alcohols evaluation ... 51
xiii
15.1 Biomass ... 53
15.2 pH ... 54
15.3 Malic acid and lactic acid evaluation ... 54
15.4 Organic acids ... 56
15.5 Sugars and alcohols ... 57
16. General overview of MLF assays ... 59
16.1 Biomass ... 59
16.2 pH ... 60
16.3 Malic and lactic acids ... 61
16.4 Organic acids ... 62
16.5 Sugars and alcohols ... 63
16.6 Volatile compounds ... 65 16.7 Color ... 68 V. FINAL CONSIDERATIONS ... 71 19. Main conclusions ... 73 20. Future work ... 73 REFERENCES ... 75 APPENDIX ... 83
Appendix A: HPLC calibration curves ... 85
xiv
xv
LIST OF ABREVIATIONS
Variables 𝑎* color parameter b* color parameter C’* saturation of wines C* color saturationC concentration of organic acids, sugars and glycerol
Cet ethanol concentration
CBIOM biomass concentration
L’ lightness of wines
L* lightness of color
f.d. formation and degradation
RCF relative centrifugal force
R coefficient of correlation
Variables with Greek letters
∆C* variation in color saturation
∆L* variation in lightness of color
Acronyms
AB alginate beads
AF alcoholic fermentation
AS alcoholic strength
FC free cells
GC-MS gas chromatography mass spectrometry
GK grape skins
HPLC high pressure liquid chromatography
IS internal standard
LAB lactic acid bacteria
MLF malolactic fermentation
OIV International organization of vine and wine Latin expressions
i.e. id est (this is)
et al. et alii (and others)
xvi
xvii
LIST OF FIGURES
Figure 2.1 Fruit of the grape vine: grape berry and structure of grape cluster. ……….…7 Figure 2.2 General winemaking technology and the possibility of using immobilized cells. ………….9 Figure 2.3 Wine exports in volume (A) and value (B) from 2008 to 2013 (data from OIV 37 th World
Congress). ………10 Figure 2.4 Mechanisms showing pathways involved in MLF. ………16 Figure 3.1 Schematic representation of fermentations with immobilized cells on grape skins, alginate beads and with no immobilization support (free cells), in triplicate...………31 Figure 3.2 Automatic formation of alginate beads using a peristaltic pump. ………...…….34 Figure 4.1 Biomass concentration (CBIOM) of O. oeni during F1 and F2 with immobilized cells (AB and
GK) and free cells (FC). ………..……41 Figure 4.2 Malic acid and lactic acid concentration (C) in fermentations in experiments F1 and F2 with immobilized cells (AB and GK) and free cells (FC). ………...………43 Figure 4.3 Organic acids (citric, tartaric, succinic and acetic) concentration (C) in fermentations in experiments F1 and F2 with immobilized cells (AB and GK) and free cells (FC). ……….44 Figure 4.4 Sugars (glucose and fructose) concentrations (C) and alcohols (ethanol and glycerol) concentrations (Cet, C) in fermentations in experiments F1 and F2 with immobilized cells (AB and
GK) and free cells (FC). ………...………...45 Figure 4.5 Biomass concentration (CBIOM) for O. oeni during F2, F3 and F4 with immobilized (AB and
GK) and free cells (FC). ………..47 Figure 4.6 Malic acid and lactic acid concentration (C) in fermentations in experiments F2, F3 and F4 with immobilized cells (AB and GK) and free cells (FC). ……….………49 Figure 4.7 Organic acids (citric, tartaric, succinic and acetic) concentration (C) in fermentations in experiments F2, F3 and F4 with immobilized cells (AB and GK) and free cells (FC). ………...….50 Figure 4.8 Sugars (glucose and fructose) concentrations (C) and alcohols (ethanol and glycerol) concentrations (Cet, C) in fermentations in experiments F2, F3 and F4 with immobilized cells (AB and
GK) and free cells (FC). ………...……….51 Figure 4.9 Biomass concentration (CBIOM) for O. oeni during F4 and F5 with immobilized cells (AB and
GK) and free cells (FC). ………...………53 Figure 4.10 Malic acid and lactic acid concentration (C) in fermentations in experiments F4 and F5 with immobilized cells (AB and GK) and free cells (FC). ………..………….55
xviii
Figure 4.11 Organic acids (citric, tartaric, succinic and acetic) concentration (C) in fermentations in experiments F4 and F5 with immobilized cells (AB and GK) and free cells (FC). ………56 Figure 4.12 Sugars (glucose and fructose) concentrations (C) and alcohols (ethanol and glycerol) concentrations (Cet, C) in fermentations in experiments F4 and F5 with immobilized cells (AB and
GK) and free cells (FC). ………..………57 Figure 4.13 Variation of saturation, ∆C*, and variation of lightness, ∆L*, of wines produced using immobilized cells in alginate beads (AB) and grape skins (GK), with free cells (FC) comparing with wine sample. ………..…69
xix
LIST OF TABLES
Table 2.1 Constituents of wine and principal compounds……….11 Table 3.1 S02 concentration (CSO2), initial pH and fermentation time (d) of the five fermentations assays
(F1 to F5) with free cells (FC) and immobilized cells (AB and GK)………..………..32 Table 3.2 Amount of deacidificant added to reach the desidered pH (pHfinal)……….33
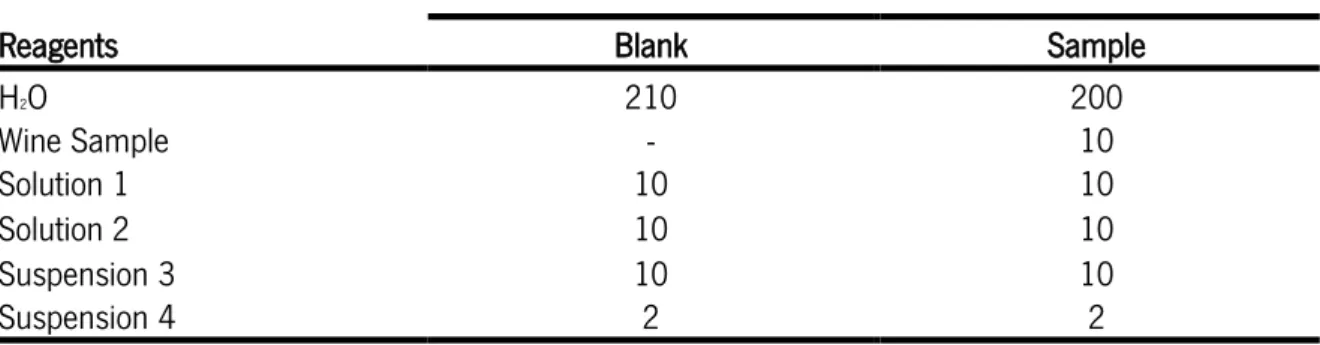
Table 3.3 Reagents quantities (V) used for L-malic quantification using L-malic kit analysis………..36 Table 4.1 Initial and final pH in fermentations in experiments F1 and F2 with immobilized cells (AB and GK) and free cells (FC), including confidence limits (p = 0.05)………..….42 Table 4.2 Initial and final pH in fermentations in experiments F2, F3 and F4 with immobilized cells (AB and GK) and free cells (FC), including confidence limits (p = 0.05)..………..48 Table 4.3 Initial and final pH in fermentations experiments F4 and F5 with immobilized cells (AB and GK) and free cells (FC), including confidence limits (p = 0.05)………….………..……54 Table 4.4 Initial and final pH in fermentations in experiments in F1, F2, F3, F4 and F5 with immobilized cells (AB and GK) and free cells (FC), including confidence limits (p = 0.05)…..………..60 Table 4.5 General overview for malic acid and lactic acid for all experiments F1, F2, F3, F4 and F5, where ↓ shows a decrease at the end of the fermentation, ↑ an increase and ≈ similar values at the beginning and end of the fermentation (p<0.05)….……….…….61 Table 4.6 General overview for organic acids (acetic, succinic, citric, tartaric) for all experiments, F1, F2, F3, F4 and F5, where ↓ shows a decrease at the end of the fermentation, ↑ an increase and ≈ similar values at the beginning and end of the fermentation (p<0.05)………..………62 Table 4.7 General overview for sugars (glucose and fructose) and alcohols (ethanol and glycerol) for all experiments F1, F2, F3, F4 and F5, where ↓ shows a decrease at the end of the fermentation, ↑ an increase and ≈ similar values at the beginning and end of the fermentation (p<0.05)………..64 Table 4.8 Mean concentrations (C) in (µg/L), confidence limits (p = 0.05) of volatile compounds at the end of F5, in fermentations with immobilized cells (AB and GK), free cells (FC), compared to the base wine……….……….67 Table 4.9 CIELab coordinates, including confidence limits (p = 0.05), and the calculated values for C* and L*………..………...68 Table A.1 Maximum concentration (C) of the several compounds used in calibration curves……….85 Table A.2 Calibration curves for each compound and the respective correlation error (R2)…………..85
xx
Table B.1 Formation/Degradation (f.d. %) of malic acid and lactic acid for fermentations in experiments F1, F2, F3, F4 and F5 with immobilized cells (AB and GK) and free cells (FC). The plus (+) shows acid formation and minus (-) acid degradation………...…...86
1
I. INTRODUCTION
This chapter introduces the background information about the theme of this work and its main objectives. The general overview includes:
1. Motivation and scopes 2. Structure of the thesis
3
1. Motivations and Outline
1.1 Scopes and objectives
Nowadays, the major challenges in the food industry are the development of healthier, safer and environmental friendly foods. Additionally, for the achievement of these objectives, it is essentially to develop advanced production technologies to make the food production processes economically more attractive.
Wine is a well-known beverage spread in the world. The two main biological processes in wine pro-duction are alcoholic and malolactic fermentation. Malolactic fermentation represents a secondary fermentation, commonly applied in red wine production but not always desirable in white wine pro-duction due to its unpredictability and difficulty to control. Traditionally, the winemaking technology uses free cells (yeasts for alcoholic fermentation and bacteria for malolactic fermentation). In the last decades, new methods have been under study in order to improve fermentations performance, in-cluding the use of immobilized cells. The use of immobilized cells systems is a technology applied in the production of several products such as bio-ethanol, and in the food industry, such as beer, alt-hough its use application has been limited to laboratory demonstrations. There are also few studies developed for the production of wine using these innovative fermentation systems aiming to over-come the associated technical limitations such as the product quality issues, operational costs asso-ciated with material used as support of the cells, as well as the immobilization process.
In the last years, cell immobilization systems have been used for the implementation of malolactic fermentation in wine. The use of this new technology may give better control of malolactic fermenta-tion, avoiding its unpredictability and improving the final product quality, wine.
The aim of this work is to perform malolactic fermentation with immobilized cells systems, testing the parameters that control this process. Several fermentations were carried out with different values of pH and SO2 concentration, testing also two different immobilization supports and compared with
4
1.2 Structure of the thesis
The present thesis was divided in four chapters according to its main objectives:
In the current Chapter I, introduction, are presented, in short, the motivations and main objectives of this thesis.
In the following Chapter II, is presented a general introduction to the subject of grape, winemaking and its commercial importance. A literature review of the thesis theme, with previous studies developed in malolactic fermentation with immobilized cells, and its influence in the final product is also presented.
Chapter III refer to materials and methods used for realization of the present work. Five different fermentations were performed and evaluated, and the laboratory experiments are explained. In chapter IV, all results were present and discussed, for all five experiments. In chapters 13, 14 and 15, fermentations in experiments were compared according to SO2 concentration, pH or nutrient
supplementation. These chapters are followed by a general overview in chapter 16 were all experiments are directly compared and discussed.
Chapter V accounts for the final conclusions of this work, as well as the possibility of future research activities.
5
II. LITERATURE REVIEW
.
In this chapter the focus will be the introduction to the subject of this thesis, starting by describing grapes constituents and composition, commercial importance of wine and the different stages of the winemaking process. Malolactic fermentation is described as well as its influence in wine characteristics. Immobilized cells systems are presented, including the description of the types of supports usually applied.
The following themes are explored: 2. Grape and wine 3. Fermentation
4. Factors affecting MLF
5. Effects of MLF in wine characteristics 6. Cells immobilization
7
2. Grape and wine
A winemaking process not only involves the vinification steps but also may attend to the grape production. Grape components and characteristics affects directly the final product, wine. Wine industry is largely increasing worldwide, leading to an improvement in winemaking techniques and technology.
2.1 Grape
The grape constitutes the raw material for wine production. Its maturity level is certainly a decisive factor in wine quality. Other factors such as soil, weather conditions and water availability may also influence grape and final product quality.
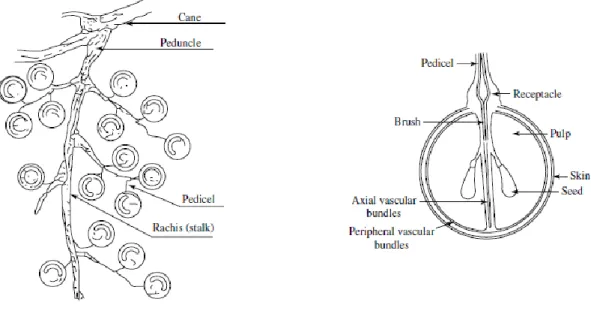
The grape is a berry, and it’s organized into a cluster (Figure 2.1). Each berry is attached to the rachis by a small pedicel containing the vessels, which supply it with water and nutrients. The rachis represents around 3 % to 7 % of the weight of a ripe grape cluster. It contains only a few quantity of sugar, an average acid concentration and it is rich in phenolic compounds which exhibit a very astringent taste (Jackson, 2008).
8 The essential part of the berry include skin, pulp and seeds.
The skin consists of an outer layer covering the berry and represents from 8 % to 20 % of the berry weight. The skin is especially characterized by significant quantities of secondary products of major enological importance: phenolic compounds (benzoic and cinnamic acid, flavonols tannins and anthocyanins) and aromatic substances, either in the free form (e.g. terpenols) or in the form of precursors (e.g. glycosylated). The skin is considered to be the principal source of aromatic substances, however the pulp does contain significant content of it. Sugar concentration in skin is very low. The skin is also covered by an epicuticular wax, essentially constituted of oleanolic acid. Below the skin layer lies the pulp which makes up most of the berry volume representing 75 % to 80 % of its weight. Sugars are the primary constituents, essentially glucose and fructose. Other sugars have been identified in the grape such as arabinose, xylose, maltose and rhamnose. The pulp is also very rich in cations, mostly potassium, more abundant than calcium, magnesium and sodium. In the center of the berry are the seeds, normally 2 to 4, representing till 6 % of the weight of the berry. The seeds contain carbohydrates, nitrogen compounds and minerals. Are also rich in oleic and linoleic acid, which can be extracted from the seeds, for example, for grape seed oil production.
2.2 Winemaking
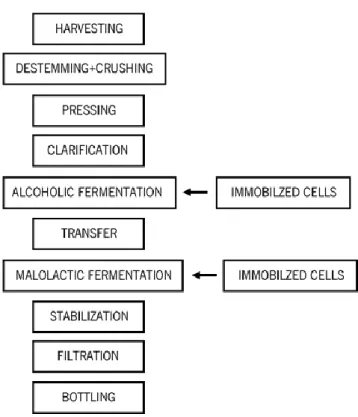
Vinification begins when mature grapes are collected and reach the winery. Then, winemaking process starts and it includes several steps (Figure 2.2). The first stage of the wine production is related with the preparation of the grape juice, the must – which is prepared by mechanical treatments such as destemming of grapes (removing leaves and stems from the grape), crushing, pressing (releasing grape juice inside the fruit), and clarification (insoluble matter in wine is removed by natural sedimentation or the addition of fining agents). When the must is ready, fermentations take place for obtaining wine as the final product. Alcoholic fermentation essentially converts sugars to ethanol and malolactic fermentation converts mainly malic acid to lactic acid. After the last fermentation, wine should rest and stabilize to filtrate before bottling. Immobilization techniques may be applied in some phases along winemaking process, whenever yeasts or bacteria are added, such as in alcoholic and malolactic fermentation. In the winemaking process, MLF is not always desired.
9
2.3 Commercial importance of wine
Viticulture is an important agricultural industry. On a world basis, the grape probably enters in human diet in a larger amount per capita, in its different forms, more than any other fruit (Jackson 2008). According to Organization of Vine and Wine, 751×105 kg of grapes was produced in the world (data
from 2013), for all use (not only for wine production, but also other aliments). This data shows an increase of 17 % of the world grape production, since 2000, and 8 % when compared to 2012. When it comes to grape producers, China takes the first place being responsible for 15 % of world grape production, followed by Italy and USA.
Despite the increase in grape production, it has been reported a decrease in the world’s total vineyard surface, mainly due to the reduction of European vines. However, this decrease has been partially offset by the increase vineyard’s area in the rest of the world, mainly in China and South America. Portugal shows only a little decrease in vineyards.
In the year of 2014, according to OIV statistics, wine production suffered a 6 % reduction when compared with the previous year. Despite the decreasing of planted surface, Europe remains on the
10 first place as the major producer of wine. France is the major producer of wine, followed by Italy and Spain. Portugal takes place on world’s top 15.
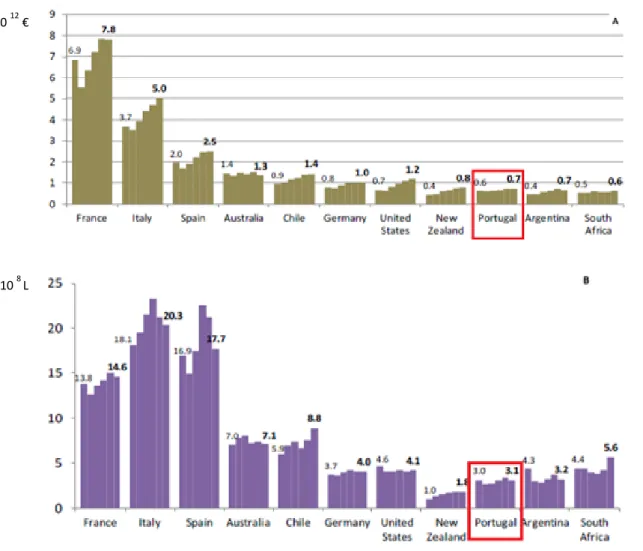
Not only a great wine producer, Portugal also exports a great part of its production, remaining on the top 10 wine exporters in the world. Even though, since 2008, exported volume decreased, however in terms of value it has increased. Wine production and exportation has shown to be not only in progress but also lucrative (Figure 2.3).
Wine is an integral part of daily food consumption in Christian Mediterranean nations, not practiced in other nations, such as United States.
A few years ago, wine consumption had a decline that could be associated with the rise in the use of distilled spirits and also with the replacement of wine consumption by beer (Jackson, 2008). However, recent data showed a consolidation in wine consuming; new poles of consumption had
10 12 €
10 8 L
11 been developed and wine consumption outside Europe increased from 31 % to 36 %, since 2000 (OIV 37 th World Congress).
Despite all ups and downs, wine industry has come through a long way and, nowadays, shows great consistency and a good area of investment. Portugal’s wine industry is very well known and still growing over the years.
2.4 Chemical composition of wine
Wine consists of two primary ingredients, water and ethanol. However, the basic taste and flavor of wine depends on a huge number of compounds namely higher alcohols, carbohydrates, acids, volatile acids, phenolic and nitrogen compounds, minerals, esters, etc. Table 2.1 reports some examples of compounds for each group.
able 2.1 Constituents of wine and principal compounds
Water plays an important role in wine composition. Only compounds at least slightly soluble in water can play a significant role in wine. The quantity of water also defines flow characteristics of wine. Ethanol is the most important alcohol in wine. Ethanol is crucial to the stability, aging and sensory properties of wine. It affects taste and mouth-feel: enhances sweetness and modifies the perception acidity, making acidic wines appear less sour. At high concentrations, it produces a burning
Constituent Principal Compounds
Water -
Carbohydrates Glucose; Fructose
Alcohols Ethanol; Glycerol
Higher alcohols 1-propanol; 2-methyl-1-propanol; 2-methyl-1-butanol;
3- methyl-1-butanol
Organic Acids Acetic; Citric; Lactic; Malic; Succinic; Tartaric
Phenolics Tannins; Anthocyanins
Nitrogen Compounds Amino acids; Ammonium
Minerals Calcium; Chloride; Magnesium Phosphate; Potassium;
Sodium; Sulphate
12 sensation. Glycerol, the second most important alcohol, contributes to sweetness and viscosity of wine (Ribéreau-Gayon et al., 2006a)
Higher alcohols are referred to alcohols with more than two carbon atoms. These may be originated from grape-derived aldehydes or may come from the metabolic activity of yeasts and bacteria. Most of higher alcohols have a strong pungent odor (Jackson, 2008).
Carbohydrates distinguish in wine are glucose and fructose (sugars), that normally occur in the must in almost equal proportions. Sugar content is critical to yeast growth and metabolism, once Saccharomyces cerevisiae uses glucose and fructose for metabolic energy, in alcoholic fermentation. Lactic acid bacteria also uses glucose and fructose as source of energy, having, however, other sources for growing. Sugars also have obviously importance for sweetness (Ribéreau-Gayon et al., 2006b)
Acids are responsible for the relatively high acidity of wines (having a beneficial antimicrobial effect). This group is as important as ethanol to wine characteristics. They not only produce a refreshing taste (or sourness, if in excess), but also modify the perception of other taste and mouth-feel sensations, such as reduction of perceived sweetness.
Phenolics are a group of chemical compounds that affect wine’s color, texture, astringency and bitterness. Anthocyanins are responsible for red wine color and tannins largely determine the astringency and body of a wine, being also important antioxidants and preservatives (Vázquez et al., 2010).
Nitrogen compounds are substances containing nitrogen such as amino-acids and are used as a source for growing yeasts and bacteria during fermentation. A lack in nitrogen compounds in the must (easy available nitrogen) may compromise wine’s fermentation (Ribéreau-Gayon et al., 2006b). Minerals, as nitrogen compounds, are more important to fermentation (magnesium and potassium) and yeast growing (phosphate).
Esters are the most frequently compounds found in wine. These may be formed by the condensation of a carboxyl group of an organic acid and the hydroxyl group of an alcohol or phenol.
13
2.5 Aroma compounds of wine
The aroma is one of the most important characteristics of the wine and together with the flavor defines its distinctive characteristics (Swiegers et al., 2005). The aroma of wine is a detector for its quality and influences the consumer preferences. The aroma is defined by the volatile compounds that stimulate the olfactory sensors. The volatile compounds can reach the receptors of the olfactory epithelium by two different ways: directly through the nose or thought the mouth. The intensity of an olfactory sensation depends not only on the concentration of the component in the liquid phase but also on its volatility, its vapor pressure and its olfactory perception threshold (Meilgaard et al., 1975). Wine aroma can be classified in four different groups (Bayonove et al., 1998): I) varietal aroma, typical of the grape variety; II) pre-fermentative aroma, originates during grape processing; III) fermentative aroma, produced by yeasts during alcoholic fermentation and by lactic acid bacteria during malolactic fermentation; IV) post-fermentative aroma, resulting from transformations that occur during the conservation and aging of the wine. The combination of different volatile compounds such as alcohols, esters, organic acids, aldehydes, ketones, terpenes, among others form the character of the wine, allowing differentiating between wines (García-Jares et al., 1995).
Some volatile compounds as monoterpenols, C13-norisoprenoids, volatile phenols and dimethyl
sulphide occur in wine varietal aroma (Vilanova and Oliveira, 2012). Some compounds are also formed during pre-fermentative processes: aldehydes and alcohols with 6 carbon atoms (C6
-compounds), which derive from grape lipids (linoleic and linolenic acid). Fermentative compounds are alcohols, fatty acids, esters, organic acids and some volatile phenols (Bayonove et al., 1998). Post-fermentative aroma compounds are also known as the bouquet and are formed by chemical changes in wine volatile composition.
Acetic acid is the principal volatile acid, but acids as formic, propionic and C6 to C10 compounds may
also be involved. Each of these acids are responsible for different odors: vinegary; fatty, rancid butter and goaty odor (Jackson, 2008).
14
3. Fermentation
The two most important and critical stages of the conversion of grape must into wine are: alcoholic fermentation and, when occurred, malolactic fermentation. The details about these fermentations are described below.
3.1 Alcoholic Fermentation
Alcoholic fermentation (AF) is the primary fermentation during winemaking. This fermentation transforms sugars of the must, mainly glucose and fructose, essentially to ethanol and carbon dioxide, according to the following global equation:
C6H12O6 →2 C2H5OH+ 2 CO2 (eq. 1)
The complex process of AF includes much more steps and products than the equation 1 shows, such as: transformation of hexoses (glucose and fructose) into pyruvic acid; decarboxylation of pyruvic acid into acetaldehyde by pyruvate decarboxylase, and finally the reduction of acetaldehyde to ethanol, by alcohol dehydrogenase.
AF may start spontaneously, due to the endemic yeasts present on the grapes, but more frequently after the addition of commercial yeasts. Yeasts not only produce ethanol, but also generate the general taste and flavor attributes of wine. Although many organisms perform AF, for winemaking, Saccharomyces cerevisiae, the main yeast, has the properties of osmotolerance, relative resistance to high acidity, and acceptance of low oxygen concentrations. Thus, it is pre-adapted to grow in must and to exclude other potential competitors. Once dominating the environment, and in the absence of fermentable substrate, S. cerevisiae can switch to respiring the accumulated alcohol if oxygen is available (Jackson, 2008).
3.2 Malolactic Fermentation
After AF, a secondary fermentation may take place in winemaking process: malolactic fermentation (MLF). This fermentation is conducted by lactic acid bacteria which transforms malic acid into lactic
15 acid and carbon dioxide. Essentially, in summary, the process can be explained with the simplified equation:
C4H6O5→ C3H6O3 + CO2 (eq. 2)
MLF normally occurs at the end of alcoholic fermentation (Maicas, 2001). However, MLF can be combined with AF, and both occur simultaneously (Bauer and Dicks, 2004). Del Campo et al. (2008), inclusively, reported a study where MLF started before AF finish.
The main consequence of the MLF is the decreasing of the perceived wine acidity. The implementation of MLF is very important for wines produced in cold regions as it reduces the acidity, brings biological stability and may improve organoleptic characteristics of the product (Diviès et al., 2005; Kosseva et al., 1998; Versari et al., 1999). The opposite occurs in warm regions, where MLF is not desirable, due to wine low acidity. Many red wines benefit from MLF, however, fewer white wines profit from its occurrence. The milder fragrance of most white wines makes them more susceptible to potentially undesirable flavor changes induced by MLF (Jackson, 2008). In terms of acid conversion, the fermentation of 1 g of malic acid per liter reduces the total acidity, expressed as tartaric acid, by approximately 0.6 g/L (Ribéreau-Gayon et al., 2006a).
Despite its importance, MLF is a time consuming and highly unpredictable process, very difficult to manipulate and control (Bauer and Dicks, 2004; Lerm et al., 2010; Matthews et al., 2004; Vila-Crespo et al., 2010). It is strongly influenced by environmental conditions and often extended in time, or in the worst scenario, it can fail completely (Maicas, 2001). The ability for spontaneous MLF is dependent on the grape region, vineyard and year. In the Portuguese Vinho Verde wines, which are young wines, the MLF may be often desirable as it partially decreases the acidity and increases the pH. A low value of pH in wines brings instability of the volatile compounds and, consequently, MLF at a suitable extent may help to preserve the aromatic characteristics.
4. Factors affecting MLF
There are various factors that have an effect on LAB and in turn the successful completion of MLF. These factors may directly influence the growth or affect the metabolic properties of LAB. These include pH, temperature, ethanol, SO2, as well as nutrients that influence LAB metabolism.
16
4.1 Lactic acid bacteria
Lactic acid bacteria (LAB) are gram-positive, normally non-motile, non-spore-forming rods and cocci, which produce lactic acid as their major final product, through malolactic fermentation. They lack the ability to synthesize cytochromes and porphyrins (elements of the respiratory chains) and so can’t generate ATP by creation of a proton gradient (Khalid, 2011). They are chemotrophic and they find the energy required for their entire metabolism from the oxidation of chemical compounds. LAB are present in all grape musts and grapes and, depending on the stage of the winemaking process, environmental conditions determine their ability to multiply (Vila-Crespo et al., 2010). Like all microorganisms, lactic acid bacteria cells multiply under favorable conditions: presence of nutritional factors, absence of toxic factors and adequate temperature. A few lactic acid bacteria have been isolated from the wine environment, most belonging to the genera Pediococcus, Lactobacillus, Leuconostoc and Oenococcus, and they assimilate sugars by either a homofermentative or heterofermentative pathway. Despite all bacterial genera that have been reported to bring about MLF in wine worldwide Oenococcus oeni possesses the malolactic enzyme to directly convert malic acid in one step reaction (Figure 2.4) (Fugelsang and Edwards, 1997).
17 The complexity and diversity of the metabolism of lactic acid bacteria (LAB) suggests that MLF may affect wine quality positively or negatively (Liu, 2002). O. oeni is the most important bacteria associ-ated with the MLF in wine production (Liu, 2002). Although the natural presence of LAB in the must can take the MLF to occur spontaneously, in the last years, it’s becoming very common the addition of selected strains of O. oeni. The aim of this addition is to ensure the right development of the MLF process (Vila-Crespo et al., 2010). Inoculation of bacteria during alcoholic fermentation is preferred by some winemakers (Davis et al., 1985; Gallander, 1979), once inoculation at the end of AF may delay MLF due to high concentrations of ethanol (Davis et al., 1985; Lafon-Lafourcade et al., 1983). The use of immobilized bacteria during MLF helps to accelerate the process and also helps its control (Genisheva et al., 2013; Kourkoutas et al., 2004).
4.2 Nutrients
The efficiency of MLF is influenced by the nutrient composition of the wine and the lack of them may stuck MLF. Previous studies have shown that LAB have very stringent, and strain dependent, nutritional requirements for growth (Terrade and Mira de Orduña, 2009). These nutritional requirements can also have an effect on the efficiency with which lactic acid bacteria degrade malic acid in wine.
Fourcassie et al. (1992) demonstrated the absolute requirement of four amino acids (arginine, glutamic acid, tryptophan and isoleucine) and six more amino acids that are required for optimal growth of Oenococcus oeni (valine, methionine, cysteine, leucine, aspartic acid and histidine). In wine, LAB also require certain vitamins for growth, and elements such as manganese and magnesium are also known to stimulate wine LAB growth (Terrade and Mira de Orduña, 2009). In a most generic view, most bacteria require panthotenic and nicotin acids, while others have special needs for folic acid, riboflavin, pyridoxal phosphate, p-aminobenzoic acid, biotin and vitamin B12
(Fulgelsang and Edwards, 1997).
4.3
PH
The principal effects of MLF are the rise of pH and a consequent reduction in perceived acidity by the consumer. This way, pH turns to be a reason and a consequence: pH influences the beginning
18 of MLF, due to optimal pH for LAB, but also MLF changes the final pH. The initial pH of wine influences not only if and when MLF occurs, but how and what species will conduct the process (Bousbouras and Kunkee, 1971).
The acidity tolerance of the chosen strain of acid lactic bacteria is also an important parameter to consider. As said before (4.1), O. oeni is the most common LAB used, known as tolerant to acidity. Most bacteria develop better at an almost neutral pH. This is not seen with acidogenic bacteria, such as lactic acid bacteria that have their development in wine at low pH, around 3.5 (Drici- Cachon et al., 1996). The pH determines the predominance of species for wine. Costello et al. (1983) showed that below a pH of 3.5, Oenococcus oeni is the predominant species inducing MLF, whereas above that pH other bacteria like Pediococcus and Lactobacillus spp become prevalent. Low pH has some inhibitory effects, acting by increasing membrane sensitivity to ethanol and sulfur dioxide. Drici-Cachon et al. (1996) showed that pH has a significant influence on the compositions and the degree of unsaturation of cell-membrane fatty acids.
4.4 Temperature
Temperature influences the growth of all microorganisms. Cellular activity and consequently growth vary with temperature according to a growing curve. At the optimum temperature, generation time is the quickest. This one varies not only with the specie or strain, but also with the surrounding environment.
The optimum growth temperature for O. oeni is about 27 C to 30 C, but it is not the same in an alcoholic medium, such as wine. When the alcohol contents increase, the optimum temperature decreases (Ribéreau-Gayon et al., 2006a). For O. oeni, the ideal temperature to growth and to degrade malic acid, is around 20 C. Under this temperature, MLF is delayed, and takes longer. The same occurs at temperatures above 25 C (Jackson, 2008).
Routinely, MLF should take place at lower temperature, normally at 18 C to 20 C, although it was not mentioned as the optimal growth temperature.
19
4.5 SO
2In wine, sulfur dioxide is in equilibrium between its free and bound forms. Its effectiveness as a germicide and as an antioxidant is directly linked to wine composition and pH. Sulfur dioxide principal properties are (Ribéreau-Gayon et al., 2006a; Santos et al., 2012):
- Antiseptic: it inhibits the development of microorganisms, mainly during storage, when also prevents a secondary fermentation, MLF, in white wines. SO2 has greater activity against bacteria than yeasts;
- Antioxidant: in the presence of catalyzers, it binds with dissolved oxygen, protecting wine from an excessively intense oxidation of its phenolic compounds and certain aroma compounds;
- Antioxidasic: it instantaneously inhibits the functioning of oxidation enzymes and can ensure their destruction over time;
Excessive doses must be avoided, above of all, for health reasons. Allergies caused by SO2 derived
compounds, namely sulfites, are becoming more frequent, causing symptoms as headaches, nausea, gastric irritation, and also breathing difficulties in asthma patients (Torchio et al., 2011). For this reasons the legislated maximum concentration of sulfur dioxide allowed in wines has been gradually reduced (Machado et al., 2009). According to Reg. CE nº 606/2009, the maximum acceptable limits for total sulphur dioxide concentration remains at 150 mg/L for red wines and 200 mg/L for white wines.
Malolactic activity is also influenced by SO2 concentration (Henick-Kling, 1993). The concentration of
SO2 at 20 mg/L reduces L- malate degradation by 13 %, 50 mg/L reduces it by 50 %, and 100 mg/L
inhibits malolactic activity completely. O. oeni, however, developed a tolerance to sulfite as high as 30 mg/L and cells adapted to low pH survived better than non-adapted cells (Guzzo et al., 1998).
4.6 Ethanol
As referred before in chapter 4.1, under anaerobic growth conditions, some microorganisms have the ability to use glucose and produce ethanol. In MLF, ethanol strongly interferes with the growth and metabolic activity of lactic acid bacteria (Bauer and Dicks, 2004). High ethanol concentrations decrease the optimal growth temperature of LAB and ethanol tolerance is decreased at elevated temperatures. However, the degree of ethanol tolerance depends on the strain and also depends on
20 the pH status of the wine, declining as pH values decrease (Henick-Kling, 1993). Although ethanol concentrations found in wine (alcoholic strength, AS, from 8 % to 12 %) are not inhibitory towards malolactic activity (Carrasco et al., 2001), the growth rate of O. oeni linearly decreases with increasing ethanol concentrations, being as 14 % the upper limit tolerated by most strains (Davis et al., 1985).
5. Effects of MLF in wine characteristics
5.1 Acidity
The acidity of wine has an important influence in wine sensory quality. Deacidification, and a rise in pH, are the most notorious effects of malolactic fermentation (Liu, 2002). As MLF occurs, a reduction of wine acidity and raise of the smoothness and drinkability is observed (Ribéreau-Gayonet al., 2006a). In MLF, malic acid is converted to lactic acid, which is less acid than the previous one. The desirability of deacidification primarily depends on the initial pH and acidity of the grapes.
A change of pH, not only interferes with wine taste but also with its color, once the value changes, the relative proportion of the various colored and uncolored forms of anthocyanin pigments does change too (Jackson, 2008). The alteration of pH that occurs during MLF also affects the final aroma, decreasing in acidity and enriching aromatic composition (De Revel et al., 1999; Nielsen and Richelieu, 1999). MLF makes excessively acid wines more acceptable to human palate (Ribéreau-Gayon et al., 2006a).
5.2 Volatile compounds
Malolactic fermentation affects final aroma in wine. Some by-products are produced during MLF, such as diacetyl. Diacetyl commonly accumulates at the end of malolactic fermentation, and it is often referred to as having a buttery, nutty and toasty character (Ribéreau-Gayon et al., 2006a). The formation of diacetyl by LAB enhances the buttery aroma of wine, and its reduction decreases the same aroma (Najafpour et al., 2004). The formation of diacetyl can be influenced by many factors such as high concentration of citrate and sugars, lower temperatures and removal of yeast cells
21 before MLF occurs. On the other hand, the presence of viable yeasts cells during MLF, prolonged contact with LAB and addiction of SO2 leads to diacetyl reduction (Jackson, 2008).
According to Henick-Kling (1993), MLF increases the fruity and buttery aromas but reduces vegetable or grassy aromas. Formation and hydrolysis of esters during MLF may also lead to an increase in the fruity aroma.
As well as fruity and buttery aromas, MLF has also been associated with other characteristic aromas such as floral, roasted, vanilla, sweet, woody, smoked, bitter, honey, etc. (Henick-Kling 1993; Sauvageot and Vivier 1997).However, further studies are required to be able to relate the wine characteristics that are modified during malolactic fermentation with the production and/or degradation of a specific chemical compound by wine lactic acid bacteria. With this information, the winemaker can choose the best strain of lactic acid bacteria to obtain wine with a specific aroma or flavor.
Moreover, during MLF the bacteria also can affect the final aroma balance by modifying fruity aromas and maybe producing aroma active compounds by themselves (Davis et al., 1985; Henick-Kling, 1995). Maicas et al. (1999), reported an increment in total higher alcohols, ethyl esters and acids in wines that have undergone MLF, enhancing the sensory properties and quality of wines.
5.3 Organoleptic properties
Organoleptic characteristics involve four senses: sight, taste, touch and smell. However, aroma and taste are considered the main characteristics that define and differentiate wines. Taste involve sweetness, acidity, bitterness, saltiness, umami and wine texture is influenced by ethanol content (sensation of warmth) and tannins (dry sensation) (Ribéreau-Gayon et al., 2006a; Swiegers, et al., 2005). All the processes that occur during wine production influence its composition, so, although some compounds, such as aroma compounds, arise directly from chemical components of grapes, many grape-derived compounds are released or modified by the action of acid lactic bacteria. Malolactic fermentation is known to play an important role in wine organoleptic characteristic and the greatest controversy about its relative merits and demerits relates to organoleptic modification. De Revel et al. (1999) showed organoleptic modifications from an aromatic point of view as a consequence of malolactic fermentation. In a barrel it was described by smoked, roasted, and to a lesser extent by the description of vanilla, spiced, and buttered.
22 Some studies showed that the impact of MLF on wine organoleptic characteristics varies due to the wine LAB applied and the wine type (Liu, 2002). Analysis of MLF and non-MLF by gas chromatography found that fermented wine with LAB had better flavors than the ones without (Henick-Kling, 1995). Different strains of LAB could have different sensory effects on wine. Many biosynthetic pathways of LAB are involved in wine aroma and may be affected by several parameters such as composition and pH (Swiegers et al., 2005). Besides carrying out MLF, under certain conditions LAB can also cause undesirable changes in wine flavour which render the wine undrinkable. Many species of LAB do not conduct MLF and their growth in wine can cause some serious wine spoilage. While some strains produce beneficial volatile compounds, other strains did not contribute to the enhancement of wine flavors (Maicas et al., 1999; Swiegers et al., 2005). The lactic acid bacteria may cause polysaccharides to be released in a wine (Dols-Lafalgue et al. 2007). These compounds can increase the sensation of volume or body of wines, and can also be polymerized with the grape or wood tannins, reducing sensations of roughness or astringency, and producing more complex flavors. The metabolism of arginine, for example, could contribute to the improved taste of wines. High residual arginine can bring bitter and musty taste to wine (Liu and Pilone, 1998; Ribéreau-Gayon et al., 2006a).
The chosen technique for winemaking, associated with MLF, also influences the wine quality, affecting phenolic composition. Phenolic compounds are important to define the quality of red wines because they influence sensory properties like color, astringency and bitterness (Torchio et al., 2011; Vásquez et al., 2010). White wines show less astringency due to the low concentrations of phenolic compounds. Vázquez et al. (2010) studied the effect of six winemaking techniques on phenolic composition and chromatic characteristics of young red wines, mainly correlated with polymerization grade of anthocyanins.
6. Cells immobilization
Cell immobilization was defined as the “physical confinement or localization of intact cell to a certain region of space with preservation of some desired catalytic activity” (Karel et al., 1985; Kourkoutas et al., 2004). Immobilization technology is used in various fermentation processes in food industry. The use of immobilized cells was already reported for brewing (Brányk et al, 2004), bioethanol (Rakin et al, 2009), cider (Scott and O’Reilley, 1996) and vinegar production (Ory et al., 2004). Several
23 supports are used for immobilization procedures, and some aspects must be considered when choosing the proper support: price of the material, ease of regeneration, cell load, type of immobilization, stability, sterilization, possibility to use in different reactors and approval for food use (Virkajärvi and Linko, 1999).
The use of immobilized cells systems report many advantages (Kourkoutas et al., 2001; Mallouchous et al., 2003; Ribéreau-Gayon et al., 2006a; Verbelen et al., 2006):
- Improved productivity, high volumetric reaction rates and high specific product yields; - Regeneration of the biocatalyst activity of the immobilized cells systems after storage; - Reutilization of the immobilized cell systems;
- Adaptation to a continuous process;
- Simplified systems for removing microbial cells, easier downstream processing; - Greater tolerance of the cells to inhibitory substances;
- Biological stability at prolonged operation times, long term stabilization of cell activity; - Smaller scale fermentation facilities (reduce capital and running costs);
- Better control and conduction of the fermentation process; - Higher esters and alcohols production, leading to better aroma.
However, some disadvantages must also be considered such as mechanical stability of the matrix used or loss of activity on prolonged operation.
6.1 Wine production with immobilized cells
Immobilized cell systems offer many prospects for enology, and during the winemaking process it can be used in alcoholic and malolactic fermentation (Genisheva et al., 2013; Mallouchos et al., 2003). The use of this technique improves both fermentations and shows great advantages not only along the process but also in the final product. As mentioned before in chapter 6, the use of immobilized cell systems allows the adaptation of the process to a continuous mode. It becomes a huge advantage once it leads to higher volumetric productivity, reduces down the time for vessel cleaning, filling and sanitizing (Bayrock and Ingledew, 2001), makes the process control easier, reduces fluctuations in product quality and in energetic costs. In the special case of chemostats,
24 continuous mode process offers a stable and controlled environment for cells through maintaining constant biomass and concentrations of nutrients and products (Clement et al., 2011).
In wine industry, the use of immobilized cell systems reduces significantly the costs associated to the removal of yeasts prior to bottling and appears to give cells resistance to low temperatures and to high concentrations of ethanol and acetic acid. An immobilized cell system offers advantages when compared with free cells, producing higher quantities of alcohols, esters and glycerol, resulting in a better aroma (Jackson, 2008; Kourkoutas et al., 2001; Mallouchos et al., 2003). However, not many works are published for AF of grape must using immobilized cells and even less for MLF in wine. For successful industrial application of immobilized cells in winemaking, the proposed support must be successful by chosen in order to not influence the final product (Genisheva et al., 2013), and should be of food grade purity and abundant in nature (Genisheva et al., 2014; Kourkoutas et al., 2001; Taskiris et al., 2004). Among the techniques used for cell immobilization known, the most important are mechanical containment behind a barrier, entrapment within a porous matrix, aggregation and immobilization on solid carrier surfaces. The used materials for cell immobilization may be natural, organic, inorganic and membrane systems (Kandylis et al., 2008).
Commercial preparations of selected yeast immobilized on alginates or confined by microfiltration membranes are available for sparkling wine production for secondary fermentation in the bottle according to the traditional Champagne method (Taskiris et al., 2004).
6.2 Supports for cell immobilization in winemaking
Different materials have been tested as cell immobilization supports in winemaking process and these may be organized into groups of inorganic, organic, natural supports and membrane systems. 6.2.1 Inorganic supports
Mineral kissiris was used for yeast immobilization for batch and continuous low temperature winemaking (Bakoyianis et al., 1997). The produced wines had an improved aroma with higher ethyl acetate content and lower concentration of higher alcohols. The same authors (Bakoyianis et al., 1997) compared kissiris, γ-alumina and calcium alginate as supports for batch and continuous winemaking at low temperature, and concluded that all three supports achieved more ethanol
25 productivity with continuous and batch winemaking than with free cells. Argiriou et al. (1996) showed that preservations at 0 C of a strain of S. cerevisae immobilized on kissiris support increased ethanol productivity and also the biocatalytic stability, which was maintained for about 2.5 years, in batch and continuous processes.
Many considered inorganic supports advantageous compared to organic supports because they are usually abundant and cheap. Despite the improved fermentation productivity and in many cases, wine aroma, they have been established to be undesirable for winemaking once its high concentrations of mineral residues were found in the product (Kourkoutas et al., 2004).
6.2.2 Organic supports
Organic materials usually proposed as supports of immobilization in beverage production are mainly polymeric materials (Kourkoutas et al., 2004). For winemaking with cell immobilization, the most commonly used are alginates, cellulose, agar, pectic acid, chitin and chitosan. Chitin and chitosan are natural polyaminosaccharides. Chitosan is the principal derivate of chitin. Both can be chemically considered as analogues of cellulose, and are obtained at a relatively low cost from shells or shellfish (Krajewska, 2004). The most prevalent alginates are found in the cell wall of brown algae. Pectin consists in linearly connected α-1-4-D-galacturonic acid residues which have carboxyl groups, which is able to react with calcium ions, and for this reason it is being used as carrier material (Sriamornsak, 1998). However, the immobilization of Oenococcus oeni in an alginate matrix gives the chance to use a high cell density system in a continuous process (Durieux et al., 2000).
6.2.3 Natural supports
The use of natural supports for cell immobilization such as delignified cellulosic materials (Athanasiadis et al., 1999 and 2001; Bardi et al., 1996a; Iconomou et al., 1996) and gluten pellets (Bardi, et al., 1996b), proved to be effective at room and low temperature winemaking. Bardi et al. (1996b) showed that at 10 C and 15 C, ethanol and wine productivities for immobilized cells on gluten pellets were higher than those for free cells and the improvement increased as the temperature decreased (at temperatures lower than 10 C, wine productivities were four to seven times higher than those for free cells). Once the cost of the support material is a factor of direct influence on final price of the pretended product, some interest was turned to the use of agro-industrial residues for cells immobilization. Kourkoutas et al. (2001 and 2006) used apple pieces for yeast immobilization for wine production. Genisheva et al. (2011) studied the use of grape
26 pomace (seeds, stems and skins) and corn cobs as support material for immobilization. Particles of seeds, stems and skins were separated from the grape pomace to be individually used in the experiments. Corn cobs were ground and sieved. All the supports were used in two different ways: treated and untreated, where the treated supports were prepared by mixing the materials with HCl solution followed by NaOH solution. The study presented found that untreated skins or corn cobs appear to be an interesting alternative to obtain an efficient ethanol production and high immobilized cells concentration. Additionally, grape skins could be of larger interest to obtain an integrated wine production for winemaking process with by product reuse.
6.2.4 Membrane Systems
Applications of membrane technology in winemaking are limited. High performance membrane reactor has been studied in fields such as ethanol fermentation. The continuous fermentations in such studies showed enhance of productivity (Takaya et al., 2002).
Takaya et al. (2002) studied the characteristics of yeast growth and ethanol fermentation in a membrane bioreactor using a grape juice. The first system was based on a single vessel bioreactor, where cells were entrapped by a cross-flow type microfilter and the second includes two vessels: the first was a continuous stirred tank reactor and the second vessel the membrane reactor. The single vessel was determined as unsuitable for winemaking once it was found to high residual sugar concentrations and the double vessel was suitable and the productivity of this system was 28 times higher than that of the batch system.
Continuously stirred tank reactor equipped with ultrafiltration membranes (CSMR) is a powerful tool for studying the stability of the enzymatic activity in bioconversions since biocatalyst behavior can be monitored in reactions media and in bioreactor configurations close to those employed in industrial processes (Gallifuoco et al., 1999).
7. Immobilization in MLF
Attempts to use both immobilized bacteria and enzymes in order to convert malic acid started in the seventies. Almost all of the efforts included immobilization of Oenococcus oeni in alginate gels (Colagrande et al., 1994). As mentioned in chapter 3.2, malolactic fermentation is a complex and
27 difficult to control process, because many nutritional and physiochemical factors affect the growth and metabolism of lactic acid bacteria (Herrero et al., 2001).
Controlled MLF by the use of selected immobilized LAB is desired for the following reasons (Kosseva et al., 1998):
- Natural MLF takes a long time and growth limitations of lactic acid microflora depend on the physiochemical properties and nutritional composition of wine;
- Development of desired flavor by using selected cultures of bacteria;
- Higher cell densities achieved by immobilization techniques accelerates MLF; - Use of continuous processes;
- Greater tolerance to high sulfur dioxide concentrations and low pH; - Better control over extent acidification and timing.
Low temperatures (about 10 ⁰C) fermentation leads to higher quality products (Kourkoutas et al., 2002). The use of immobilized cells allows winemaking at lower temperatures than with free cells. Bardi et al. (1996b) showed that at lower temperatures, ethanol and wine productivities were higher in yeast immobilized on gluten pellets than with free cells. This was also showed by Reddy et al., (2006) that produced wine by immobilized yeast on guava piece, from Indian cultivar grapes, where the rate of fermentation was increased in low temperature, decreasing the time required for fermentation. Kourkoutas et al. (2002) used an alcohol resistance and psychrophilic strain, showing that those characteristics were advantage for a low-temperature winemaking.
The immobilization process for MLF also influences the organoleptic properties of the final product. Yeast metabolic activity, especially amino acid metabolism, has a crucial contribution to flavor, once it is connected to the production of esters, higher alcohols, aldehydes and fatty acids. Monitoring the volatiles during wine fermentation is very important in understanding their synthesis and the factors that affect their production (Mallouchos et al., 2003).
Esters have also been defined as important contributors to wine aroma, contributing to its fruity characteristics (Mallouchos et al., 2002 and 2003). Immobilized cells exhibited higher formation rates of volatile compounds than free cells, including higher concentration of esters (Mallouchos et al., 2003). Otherwise, the production of higher alcohols (whose odor may be unpleasant, regarded as a negative quality factor) decreased in immobilized cells, compared with free cells, by the drop of
28 temperature. Herrero et al. (2001) studied the control of malolactic fermentation in cider using immobilized O. oeni. The evaluation of volatile compounds also showed higher concentrations of ethanol with immobilized cells, and lower concentration of acetic acid, leading to production of ciders with better flavors.
Genisheva et al. (2013) performed MLF with immobilized O. oeni on grape skins, reporting higher resistance against inhibitory effect of high concentrations of ethanol, SO2 and elevated temperatures.
The combination of the referred parameters, such as temperature, alcohol content, the chosen strain and the support for immobilization, interfere in wine stability. It is clear that immobilization of enzyme increases their stability. Therefore, it is promising to use immobilized cells preparations to reduce the enzyme consumption and cost of the process (Singh and Sooch, 2009).
29
III. MATERIALS AND METHODS
This chapter describes the used methodologies in the laboratory and the analytical methods of analysis. Five fermentations were performed at different values of initial pH and SO2 concentration,
attempting to achieve an efficient malolactic fermentation. Two different supports for cells immobilization were tested: alginate beads and grape skins. Organic acids, alcohols, sugars and volatile compounds were quantified and wine color was analyzed. Materials and methods are divided in:
8. Experimental design;
9. Bacteria strains and inoculum preparation; 10. Wine characteristics and treatments; 11. Support materials for immobilization; 12. Sampling and analytical methods; 13. Statistical analysis.
31
8. Experimental design
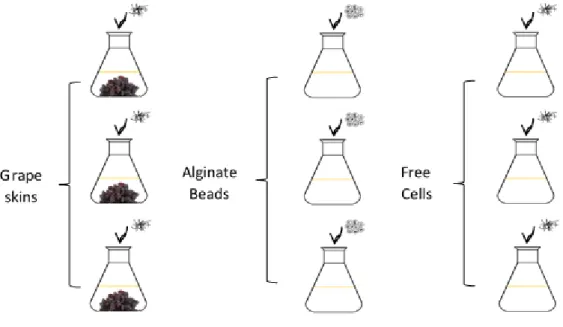
Five fermentation experiments were carried out Erlenmeyer flasks of 500 mL. Fermentation without immobilization occurred only with 2.5 mL of cellular suspension in 200 mL of wine, in a 500 mL Erlenmeyer flasks. For each fermentation, cells immobilized in two different supports (grape skins and alginate beads) and a control experiment, without support (free cells), fermentations were performed in triplicate (Figure 3.2).
8.1 Malolactic fermentation assays
Fermentations were carried out with different pH values and SO2 concentration, at the same
temperature of 20 C. Table 3.2 reports the assays of malolactic fermentations carried out in the present study. F1 and F2 were carried at the same pH value and different SO2 concentrations. Thus,
the influence of SO2 was tested. F2, F3 and F4 were carried out with similar SO2 concentrations,
testing the influence of initial pH value in MLF. F4 and F5 were carried out with similar SO2
concentrations and initial pH value, however, in F5 nutrient increment was added to culture media, testing the influence of this parameter. All the assays were carried out in 500 mL Erlenmeyer flasks containing 200 mL of white wine, with the respective support (grape skins and alginate beads) and without any support (free cells). Fermentations were carried out in triplicate.
32
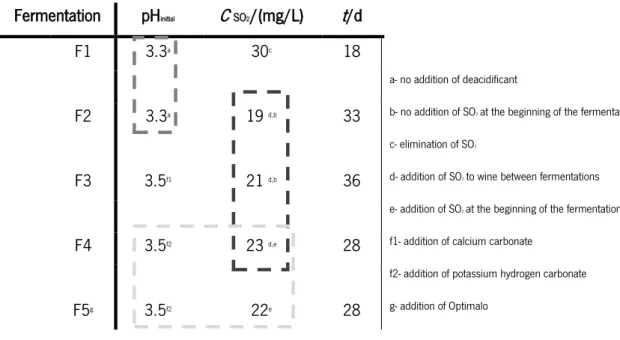
Table 3.1 Free S02 concentration (CSO2), initial pH (pHinitial) and fermentation time (t) of the five fermentations assays (F1 to F5) with free
cells (FC) and immobilized cells (AB and GK)
Fermentation pHinitial C SO2/(mg/L) t/d
F1 3.3a 30c 18
a- no addition of deacidificant
F2 3.3a 19 d,b 33 b- no addition of SO2 at the beginning of the fermentation
c- elimination of SO2
F3 3.5f1 21 d,b 36 d- addition of SO2 to wine between fermentations
e- addition of SO2 at the beginning of the fermentation
F4 3.5f2 23 d,e 28 f1- addition of calcium carbonate
f2- addition of potassium hydrogen carbonate
F5g 3.5f2 22e 28 g- addition of Optimalo
Fermentations were carried at room temperature (20 C), under static conditions, for about 3 to 4 weeks. Periodical samples were taken for posterior analyses.
9. Bacteria strains and inoculum preparation
The acid lactic bacteria culture used in this study was the commercial O. oeni product Uvaferm® Alpha (Lallemand). The bacteria was rehydrated with sterile water, according to supplier’s instructions, and cultivated on MRS broth (VWR) and on MRS agar (Panreac) to prepare solid media. The culture was maintained on MRS agar plates, stored at 4 C, and liquid media was maintained at 30 C, under static conditions, for 4 d to 7 d, till a concentration of 1 g/L dry weight was reached. Cells were subsequently recovered by centrifugation (RCF = 9000, 10 min), washed with sterile water and re-suspended in the fermentation medium (wine).
10. Wine characteristics and treatments
In this experiment was used Vinho Verde wine, already prepared and bottled, supplied by a local experimental winemaking station (Divisão de Vitivinicultura - Direção Regional de Agricultura e Pescas