João Filipe Serra e Silva
Estudo do Trabalho numa empresa de
produção de pneus e implementação de
ferramentas Lean
João Filipe Serra e Silva
Es tudo do T rabalho numa em pr esa de pr odução de pneus e im plement ação de f er rament as Lean
Universidade do Minho
Escola de Engenharia
Dissertação de Mestrado
Ciclo de Estudos Integrados Conducentes ao
Grau de Mestre em Engenharia e Gestão Industrial
Trabalho efectuado sob a orientação do
Professor Pedro Miguel Ferreira Martins Arezes
João Filipe Serra e Silva
Estudo do Trabalho numa empresa de
produção de pneus e implementação de
ferramentas Lean
Universidade do Minho
A
GRADECIMENTOSR
ESUMORelata-se nesta dissertação um estudo efetuado a duas novas máquinas adquiridas pela Continental Mabor S.A. responsáveis pela pesagem de pigmentos, no âmbito da conclusão do curso de Mestrado Integrado em Engenharia de Gestão Industrial, da Escola de Engenharia da Universidade do Minho. Os principais objetivos deste projeto são a definição dos tempos-padrão para estas duas máquinas bem como a aplicação de ferramentas Lean que melhorem a performance das mesmas. A Continental Mabor S.A tem uma gama de produtos muito variada, quanto ao tamanho e quanto à performance do pneu, estando essencialmente dividida em três grandes grupos: pneus para automóveis ligeiros, para SUVs (Sport Utility Vehicles) e pneus anti-furo. O processo de pesagem de pigmentos automático insere-se no departamento 1 desta organização – Misturação, – existindo mais quatro departamentos de produção: Preparação (quente e frio), Construção, Vulcanização e Inspeção Final. O estudo foi principiado pela definição do método de trabalho, seguindo-se o levantamento dos tempos net por saco, o levantamento das perdas de capacidade (perturbações e operações que param a produção), a identificação das correções de repouso e fadiga e por último o cálculo dos diversos tempos-padrão. Seguidamente fez-se um estudo quanto à capacidade produtiva do processo bem como se calculou dois indicadores de desempenho: OEE e TEEP. Concluiu-se o estudo implementando melhorias no setup, recorrendo à ferramenta SMED, e reorganizando o layout. Foram identificadas as melhores práticas no método de trabalho e foram calculados 76.5% dos tempos-padrão da máquina FM e 96% da máquina MB. Os tempos das operações que param a produção foram calculados resultando num tempo de 433, 233, 2400 e 294 segundos para as operações de limpeza das balanças, troca de rolo, limpeza de final de turno e setup, respetivamente. Identificou-se que a máquina MB tem capacidade para produzir todos os sacos necessários para responder à procura (1929 sacos por dia) enquanto que a máquina FM apenas consegue produzir 1198 sacos por dia dos 1272 necessários. Com a aplicação da ferramenta SMED conseguiu-se reduzir o tempo de setup em 15%, tendo sido proposta outra melhoria que iria reduzir o tempo de setup em 50% mas que não foi aprovada para ser implementada. Conclui-se com este projeto que o estudo de trabalho realizado permitiu a realização de estudos de capacidade realistas, bem como abrir as portas para se determinar de forma fiável a necessidade de mão-de-obra e a atribuição de prémios de produção.
P
ALAVRAS-C
HAVEA
BSTRACTThis master dissertation reports the study made in two machines recently acquired by continental Mabor, which are responsible for the weighing of chemicals, and it fulfills the requirement for completing the master’s degree in Industrial Engineering from the University of Minho. The main goals of this project are the definition of the standard-times for those two machines and the application of lean tools in order to improve their performance. Continental AG was founded at October 8 of 1871, in Hannover, being represented, according to data form 2011, in 194 places of 45 countries, with 155000 employees. Continental Mabor S.A. was acquired by Continental AG in 1993, having a wide product range, being essentially divided in three main groups: tires to standard passenger’s cars, to SUVs and anti-puncture tires. The automatic weighing process is a part of the department 1 of this organization – Mixing – existing four more departments: Preparation (hot and cold), Building, Curing and Final Inspection. This study started with the definition of the work method, followed by the measurement of the net times per bag, the measurement of the capacity losses, the identification of the allowances and, at last, the calculation of the standard-times. After that, a study was made to the capacity of the process and two performance indicators were calculated: OEE and TEEP. The study was finished with the implementation of improvements to the setup, using the SMED tool, and reorganizing the layout. To the FM machine it was calculated 76.5% of the times and 96% of the standard-times to the MB machine, after the identification of the best practices. The standard-times of the operations that stop the production were calculated resulting in a time of 433, 233, 2400 and 294 seconds to the operation of cleaning the scales, exchange of the roller plastic, end of shit cleaning and setup, respectively. It was also identified that the MB machine has the ability to produce all the bags necessary to answer the demand (1929 bags per day) while the FM machine only has the ability to produce 1198 bags per day of the 1272 necessary. With the application of the SMED tool, the setup was reduced in 15%, with the proposal of another improvement with this tool that would decrease the setup time in 50% (not implemented). It was concluded with this project that the execution of work studies allows the realization of realistic capacity studies and opens the door to make reliable manpower calculations as well as allows the attribution of production bonuses.
K
EYWORDSÍ
NDICE Agradecimentos ... iii Resumo... iv Abstract... v Índice de Ilustrações ... ix Índice de Tabelas ... xiLista de Abreviaturas, Siglas e Acrónimos ... xiii
1. Introdução ... 1 1.1 Contexto e enquadramento ... 1 1.2 Objetivos ... 1 1.3 Metodologia de investigação ... 2 1.4 Estrutura e organização ... 3 2. Revisão Bibliográfica ... 4 2.1 Estudo do Trabalho ... 4
2.1.1 Estudo dos Métodos ... 4
2.1.2 Medida do Trabalho ... 5
2.2 Lean Manufacturing ... 9
2.2.1 SMED (Single-Minute Exchange of Die) ... 11
2.2.2 Gestão Visual ... 13
2.3 Indicadores de desemprenho ... 14
2.3.1 Overall equipment effectiveness ... 14
2.3.2 Total Effectiveness Equipment Performance ... 16
3. A Empresa ... 18
3.1 Continental AG ... 18
3.2 Continental Mabor ... 19
3.3 Estrutura Organizacional ... 20
3.4 Direção de Engenharia Industrial ... 20
3.5 Politica e Visão da Organização ... 21
4.1 O produto ... 22 4.2 Processo Produtivo ... 23 4.2.1 Departamento 1 – Misturação ... 24 4.2.2 Departamento 2 – Preparação ... 26 4.2.3 Departamento 3 – Construção ... 27 4.2.4 Departamento 4 – Vulcanização... 27
4.2.5 Departamento 5 – Inspeção Final ... 28
4.3 Pesagem de Pigmentos ... 28
4.4 Pesagem de Pigmentos Automática ... 30
5. Descrição da Metodologia Aplicada ... 36
5.1 Metodologia utilizada para a definição dos tempos-padrão ... 36
5.2 Metodologia utilizada para o cálculo da capacidade ... 44
5.3 Metodologia utilizada para o cálculo dos indicadores de desempenho ... 47
5.4 Identificação de possibilidades de melhorias ... 48
6. Resultados e Análise Crítica ... 49
6.1 Métodos de trabalho... 49
6.2 Tempos-padrão ... 51
6.2.1 Tempos net levantados ... 51
6.2.2 Perturbações ... 51
6.2.3 Operações que param a produção ... 54
6.2.4 Tempos-padrão ... 57 6.3 Capacidade Produtiva ... 59 6.4 Indicadores de desempenho ... 61 6.5 Propostas de melhoria ... 62 6.5.1 SMED ... 62 6.5.2 Reorganização do Layout ... 65
7. Conclusão e Trabalho Futuro ... 67
Referências Bibliográficas ... 69 Anexos ... a Anexo I – Método de trabalho – abastecimento de silos... b
Anexo II – Método de Trabalho – 1ª Piso ... d Anexo III – Reporte de capacidade máquina MB ... f Anexo IV – Reporte de capacidade máquina FM ...g Anexo V – Layout atual ... h Anexo VI – Perturbações ...i Anexo VII – Perturbações do Setup ... k
Í
NDICE DEI
LUSTRAÇÕESIlustração 1 - Escalonamento das tarefas ... 3
Ilustração 2- Frequência relativa dos tempos do elemento X (Pigage & Tucker, 1954) ... 8
Ilustração 3- Correções mais comuns (reproduzido de Costa & Arezes, 2003) ... 9
Ilustração 4 - Benefícios da eliminação dos desperdícios. (Adaptado de Werkema, 2006) ... 11
Ilustração 5 - Quatro fases do SMED (Adaptado de Shingo, 1985) ... 12
Ilustração 6 - As várias fases da metodologia SMED (Adaptado de Shingo, 1985)) ... 12
Ilustração 7 - Quatro técnicas de gestão visual ... 13
Ilustração 8 - Seis grandes perdas (reproduzido de Muchiri & Pintelon, 2008) ... 16
Ilustração 9 - Elementos constituintes do TEEP (reproduzido de Muchiri & Pintelon, 2008) ... 17
Ilustração 10 - Representação da Continental AG no Mundo (Continental, 2011) ... 18
Ilustração 11 - As seis áreas de negócio da Continental AG (Continental, 2011) ... 18
Ilustração 12 - Principais Construtoras de Automóveis clientes da Continental Mabor (Continental, 2011) ... 19
Ilustração 13 - Estrutura Organizacional da Continental Mabor ... 20
Ilustração 14 - Valores do Grupo Continental (Continental, 2011) ... 21
Ilustração 15 - Estrutura de um pneu ligeiro (Salgueiro, 2012) ... 22
Ilustração 16 - Função e constituição dos componentes de um Pneu Ligeiro (Salgueiro, 2012) ... 23
Ilustração 17 - Paletes típicas com composto ... 24
Ilustração 18 - Representação do processo produtivo da Misturação ... 24
Ilustração 19 - Representação de um Misturador ... 26
Ilustração 20 - Preparação a Quente ... 27
Ilustração 21 - Pneu em Verde ... 27
Ilustração 22 - Prensa Vulcanizadora com "pneu em verde" ... 28
Ilustração 23 - Inspeção Visual ... 28
Ilustração 24 - Exemplo de um saco com pigmentos ... 29
Ilustração 25 - Exemplo da distribuição dos sacos por composto ... 29
Ilustração 26 - Exemplo da distribuição dos químicos por saco ... 30
Ilustração 27 - Máquina de pesagem de pigmentos MB ... 31
Ilustração 29 - Transportador de correia ... 32
Ilustração 30 - Parafuso sem-fim ... 32
Ilustração 31 - Sistema de quatro balanças ... 32
Ilustração 32 - Balança ... 32
Ilustração 33 - Funil com batedores ... 33
Ilustração 34 - Máquina responsável pela soldagem dos sacos ... 33
Ilustração 35 - Rolo de plástico ... 34
Ilustração 36 - Plataforma com caixa ... 34
Ilustração 37 - Comparação entre sistema com e sem microbalança ... 35
Ilustração 38 - Cabeçalho que identifica o método... 36
Ilustração 39 - As duas partes do novo método de trabalho ... 37
Ilustração 40 - Cabeçalho do método de trabalho ... 37
Ilustração 41 - Legenda do método de trabalho ... 38
Ilustração 42 - Template do novo método de trabalho ... 49
Ilustração 43 - Cabeçalho identificativo do método de trabalho ... 49
Ilustração 44 - Parte 2, 3 e 4 do método de trabalho ... 50
Ilustração 45 - Tempo por pesagem antes e depois da limpeza ... 54
Ilustração 46 - Representação da máquina de pesagem automática de pigmentos ... 63
Ilustração 47 - Layout proposto ... 65
Ilustração 48 - Marcações no chão (Orgatex Lean Visual Management Tools [Web] [Consultado: 22 setembros 2015] ... 66 Ilustração 49 - Capacidade máquina MB ... f Ilustração 50 - Capacidade máquina FM ...g Ilustração 51 - Layout atual ... h
Í
NDICE DET
ABELASTabela 1 - Seis grandes perdas ... 15
Tabela 2 - Template para recolha dos dados de cada receita ... 39
Tabela 3 - Tempos "net" ... 40
Tabela 4 - Estrutura da tabela com os tempos net e as perturbações - FM ... 40
Tabela 5 - Estrutura da tabela com os tempos net e perturbações - MB ... 41
Tabela 6 - Tabela com os tempos net e todas as perdas de capacidade ... 42
Tabela 7 - Dados utilizados para o cálculo do número de cargas de cada composto ... 44
Tabela 8 - Estrutura da folha de cálculo de capacidade ... 45
Tabela 9 - Estrutura da folha que indica a capacidade total de pesagem de pigmentos ... 46
Tabela 10 - Variáveis para o cálculo do TEEP ... 48
Tabela 11 - Amostra dos tempos net levantados ... 51
Tabela 12 - Perturbações Máquina MB e FM ... 52
Tabela 13 - Perturbações específicas de 3 químicos da máquina FM ... 52
Tabela 14 - Tempos net e perturbações MB ... 53
Tabela 15 - Tempos net e perturbações FM ... 53
Tabela 16 - Químicos problemáticos ... 53
Tabela 17 - Elementos da operação limpeza de balanças ... 55
Tabela 18 - Elementos da operação de mudança de rolo de plástico ... 55
Tabela 19 - Elementos da operação de mudança de rolo de plástico (continuação) ... 56
Tabela 20 - Elementos da operação de limpeza de final de turno ... 56
Tabela 21 - Elementos do setup ... 57
Tabela 22 – Tempos-padrão da máquina MB ... 58
Tabela 23 – Tempos-padrão da máquina FM ... 58
Tabela 24 - Resultados do estudo de capacidade na máquina MB ... 59
Tabela 25 - Resultados do estudo de capacidade na máquina FM ... 60
Tabela 26 - Resultado da capacidade total de pesagem de pigmentos ... 60
Tabela 27 - OEE de ambas as máquinas ... 61
Tabela 28 - TEEP e suas variáveis - resultado ... 62
Tabela 29 - Elementos do setup identificando as operações externas ... 62
Tabela 30 - Diagrama do setup ... 64
Tabela 32 - Perturbação FM ...j Tabela 33 - Perturbações do Setup ... k
L
ISTA DEA
BREVIATURAS,
S
IGLAS EA
CRÓNIMOS OEE – Overall equipment effectivenessSMED – Single Minute Exchange of Die
1. I
NTRODUÇÃO1.1 Contexto e enquadramento
A presente dissertação surge no âmbito da conclusão do curso de Mestrado Integrado em Engenharia de Gestão Industrial, na Escola de Engenharia da Universidade do Minho.
A Continental Mabor S.A. foi a empresa onde este projeto foi desenvolvido, uma multinacional alemã, que face à aquisição de novas máquinas, deparou-se com a necessidade de se efetuar um estudo que definisse as melhores práticas e os tempos-padrão do processo, bem como implementar possíveis melhorias que aumente o seu rendimento.
Este estudo é de grande importância para a empresa uma vez que sem um estudo do trabalho a este processo torna-se impossível fazer cálculos de capacidade produtiva, definir a mão-de-obra necessária ou atribuir prémios de produção. Um processo do qual não se sabe qual a capacidade de produção é um problema para as chefias, uma vez que não conseguem prever o comportamento do mesmo perante diferentes necessidades de produção. O cálculo de mão-de-obra é importante na medida em que permite definir qual o número de operadores necessários para executar determinada tarefa, não permitindo que existam trabalhadores em excesso ou em falta. A não definição de prémios de produção é um problema para esta organização devido ao facto de ser prática comum para todos os postos de trabalho. Assim, não estando definidos, os operadores que trabalham neste processo estão a ser penalizados, ou, caso o prémio seja atribuído segundo outro critério, podem estar a ser favorecidos ou prejudicados.
1.2 Objetivos
Os principais objetivos com esta dissertação são a definição do método de trabalho para um par de novas máquinas que fazem a pesagem de pigmentos bem como definir os seus tempos-padrão. Estes dois objetivos quando alcançados permitem atingir outros três: definir a mão-de-obra necessária para o processo, os prémios de produção e a capacidade produtiva. Destes, apenas o cálculo da capacidade é abordado neste projeto.
Simultaneamente, define-se como objetivo secundário, apesar de relevante, a implementação de ferramentas Lean que possam vir a aumentar a produtividade do processo de pesagem de pigmentos.
1.3 Metodologia de investigação
A metodologia de investigação utilizada para o desenvolvimento desta dissertação é a denominada investigação-ação em ambiente industrial.
Esta caracteriza-se pelo caráter de “aprender fazendo”, onde se estimula a colaboração entre os elementos da organização, sendo um processo sistemático, iterativo e refletivo na procura pela resolução de problemas reais (Ferrance, 2000).
Susman (1983) propõem as seguintes fases desta metodologia: 1. Diagnóstico: consiste em identificar e definir problemas.
2. Planeamento de ações: com base nos dados recolhidos, são consideradas e interpretadas várias alternativas.
3. Execução de ações: visa implementar ações de melhoria ou de resolução dos problemas. 4. Avaliação da implementação das ações: nesta fase pretende-se refletir acerca das
consequências das ações, pela recolha e análise dos resultados obtidos.
5. Especificação de aprendizagem: são identificadas conclusões gerais de aprendizagem. Tendo subjacente a filosofia AR, o projeto assentou em diversas tarefas, sendo estas:
1. Pesquisa Bibliográfica
2. Análise da Misturação – Departamento 1; 3. Estudo dos métodos;
4. Identificação dos elementos das tarefas; 5. Levantamento dos tempos;
6. Compilação dos dados recolhidos; 7. Cálculo do Tempo Padrão;
8. Cálculo da Capacidade;
9. Análise dos resultados e implementação de possíveis propostas de melhoria; O escalonamento das tarefas encontra-se na Ilustração 1.
Ilustração 1 - Escalonamento das tarefas
1.4 Estrutura e organização
Esta dissertação encontra-se dividida em sete capítulos. No primeiro capítulo faz-se a introdução à dissertação, onde se descreve o enquadramento da mesma, os seus objetivos, bem como a metodologia de investigação utilizada e a sua estrutura.
No segundo capítulo é feita a revisão bibliográfica sobre os diversos temas e conceitos utilizados nesta investigação. Primeiramente, faz-se a revisão ao tema do Estudo do Trabalho que se divide no estudo dos métodos e dos tempos. Segue-se a revisão à filosofia Lean Manufacturing bem como a duas das suas ferramentas: a gestão visual e o SMED. Por último apresentam-se duas métricas que permitem medir o desempenho de um processo: o OEE e o TEEP.
No terceiro capítulo descreve-se a organização onde foi elaborado este projeto, o seu lugar na empresa mãe, os seus principais clientes, a sua estrutura organizacional bem como uma descrição das responsabilidades do departamento de engenharia industrial.
No capítulo 4 é feita a descrição do produto produzido pela empresa, faz-se também uma breve descrição aos 5 departamentos que constituem a produção e, por último, descreve-se o processo que é estudado nesta dissertação, o da pesagem de pigmentos.
No quinto capítulo é identificada a metodologia utilizada para se definir os tempos-padrão, para se calcular a capacidade produtiva e os indicadores de desempenho bem como são identificadas as áreas onde se implementaram melhorias e quais as ferramentas utilizadas.
No capítulo 6 apresentam-se os resultados obtidos com a aplicação da metodologia descrita bem como se fazem análises a situações prejudiciais para o desempenho do sistema e se propõem soluções. O sétimo e último capítulo refere-se à conclusão e à indicação de algumas propostas de trabalho futuro.
Tarefa Início Fim nº dias 17-Nov 23-Jan 24-Jan 06-Fev 07-Fev 20-Fev 21-Fev 20-Mar 21-Mar 01-Abr 02-Abr 06-Abr 07-Abr 25-Abr 26-Abr 17-Mai
1 17-Nov 17-Mai 181 2 17-Nov 23-Jan 67 3 24-Jan 06-Fev 13 4 07-Fev 20-Fev 13 5 21-Fev 20-Mar 27 6 21-Mar 01-Abr 11 7 02-Abr 06-Abr 4 8 07-Abr 25-Abr 18 9 26-Abr 17-Mai 21
2. R
EVISÃOB
IBLIOGRÁFICA 2.1 Estudo do TrabalhoNum mundo cada vez mais competitivo, as organizações que procuram o sucesso necessitam de aplicar um conjunto de metodologias de forma a atingir esse objetivo. Uma dessas metodologias, e aquela que será utilizada ao longo deste projeto, chama-se Estudo do Trabalho. Esta metodologia deve a sua origem ao Engenheiro Frederick Taylor, que começou a desenvolver este método em 1880 (Flynn, 1998). O Estudo do Trabalho disponibiliza um conjunto de métodos de forma a eliminar tarefas desnecessárias, a melhorar os métodos de trabalho e a criar standards de performance para um dado posto de trabalho, departamento ou organização (Puvanasvaran, Mei, & Alagendran, 2013). De modo a atingir estes objetivos o Estudo do Trabalho é dividido em duas áreas complementares: o estudo dos métodos e a medida do trabalho (Yusoff, Jaffar, Abbas, & Saad, 2012).
2.1.1 Estudo dos Métodos
O estudo dos métodos é a base para se efetuar um estudo dos tempos (também designado de medida do trabalho), e consiste em identificar as melhores práticas para se desenvolver um dado trabalho ou processo (Meyers et al., 2002). Segundo Pigage & Tucker (1954) qualquer processo pode ser estudado quanto ao seu método.
Costa & Arezes (2003) identificam os principais objetivos desta técnica como sendo os seguintes:
Melhorar a disposição dos postos de trabalho;
Diminuir o esforço humano necessário para realizar uma dada tarefa reduzindo assim a fadiga inútil;
Aumentar o rendimento das máquinas e da mão-de-obra;
Criar condições de trabalho favoráveis.
De modo a se atingir estes objetivos, Pigage & Tucker (1954) revelam quais os passos que se devem seguir:
Identificar como é que o trabalho está a ser feito.
Questionar cada passo que é executado quanto à sua “razão de ser”;
Eliminar todos os passos que não são completamente justificáveis;
Dependendo do objetivo do estudo e do tipo de trabalho, existem várias técnicas para o Estudo dos Métodos (Costa & Arezes, 2003): gráficos indicando a sequência de um processo (gráficos de análise de processo, gráfico sequência-executante, entre outros); gráficos utilizando uma escala de tempo (gráfico homem-máquina, entre outros), e por último diagramas que indicam movimento (diagrama de cordões, ciclógrafo, entre outros).
Pigage & Tucker (1954) indicam a ordem pela qual, normalmente, se elaboram os gráficos: primeiro o gráfico do processo seguido de um gráfico de movimento e por último um gráfico das operações.
2.1.2 Medida do Trabalho
A medida do trabalho é usada com o objetivo de criar tempos-padrão para se executar uma determinada tarefa ou operação. Os tempos-padrão são geralmente definidos do seguinte modo (Maynard, 2004): tempo necessário para um trabalhador médio, trabalhando a um ritmo normal, executar uma tarefa específica seguindo um método de trabalho específico, admitindo correções de fadiga, necessidades pessoais e atrasos.
Um bom estudo da medida do trabalho, segundo Elnekave and Gilad (2006) possibilita: que as chefias saibam qual o número de trabalhadores necessários para diferentes níveis de produção (necessidades de mão-de-obra), permite uma boa previsão da produção, possibilita uma programação da produção em sintonia com a realidade fabril; Costa & Arezes (2003) completam a lista anterior alegando que o cálculo de um tempo-padrão correto possibilita: determinar necessidades de equipamento, bem como comparar o rendimento de equipamentos alternativos; estabelecer objetivos de produção; estabelecer prémios de produção; comparar métodos de trabalho de forma objetiva.
A literatura revela a existência de quatro formas diferentes de levar a cabo um estudo dos tempos, dependendo do tipo de trabalho a ser analisado bem como da disponibilidade por parte do analista, sendo, segundo Thakre, Jolhe, & Gawande (2009):
• Cronometragem: é a medida do trabalho mais tradicional, Elnekave & Gilad (2006) alegam que é utilizado por 60% dos Engenheiros Industriais, onde o analista regista os tempos e classifica cada elemento de trabalho para posteriormente analisar os dados e determinar o tempo padrão necessário para executar a tarefa com um certo nível de performance. Thakre et al. (2009) alegam dois pontos negativos: as medições têm de ser feitas repetitivamente e exaustivamente (para se obter um bom nível de confiança) e a classificação da atividade ser altamente subjetiva. Tolo (2005) defende que as medições, em vez do usual cronómetro e folha de papel, devem ser tiradas recorrendo a PDA’s ou
smartphones, aumentado assim a disponibilidade do analista para observar a atividade em vez de perder tempo a registar os dados no papel. Outra forma de aumentar a qualidade de trabalho do analista, segundo Elnekave & Gilad (2006), é utilizando uma câmara de vídeo para registar o trabalho do colaborador. Deste modo, o analista não necessita de ir ao local para fazer o levantamento dos dados. Contudo, é necessário verificar se o trabalho a ser analisado permite a utilização deste método. Esta técnica é apropriada para trabalhos com ciclos curtos e repetitivos.
• Amostragem: técnica de observação direta apropriada para trabalhos sem ciclos repetitivos ou com ciclos muito longos. Cada observação regista o que está a acontecer num dado instante e a percentagem de observações registada para uma atividade em particular é a percentagem de tempo em que essa atividade ocorre.
• Sistemas de tempo predeterminados: técnica da medida do trabalho que sintetiza os tempos estabelecidos para os movimentos básicos do homem para calcular o tempo de um certo trabalho com uma performance definida. Um estudo de Zandin (1990) verificou que este método tem a mesma exatidão que a cronometragem, requer menos tempo de análise e resulta em melhor documentação do método de trabalho.
• Sistemas de dados de referência ou tempos sintéticos: técnica que utiliza bases de dados de tempos de operações semelhantes, normalmente na própria empresa.
Pigage & Tucker (1954) identificam as etapas para se efetuar um estudo dos tempos recorrendo à cronometragem.
A primeira etapa, muitas vezes ignorada pelo técnico que efetua o estudo, é a “aproximação” ao operador. Pigage & Tucker (1954) afirmam que o técnico deve demostrar ao operador que procura cooperação no estudo deixando-o assim confortável na realização do trabalho. Deve também ser feito por parte do técnico uma formação ao operador sobre qual o objetivo do estudo e em que é que consiste, adotando uma postura que revele interesse pelas opiniões e ideias do colaborador. Nesta fase é necessário perceber se o operador a ser estudado conhece o método definido para a execução da tarefa.
A segunda etapa identificada por Pigage & Tucker (1954) consiste em determinar com exatidão todo o conteúdo de trabalho, de modo a que seja possível repetir o mesmo estudo no futuro seguindo as mesmas condições. Estes detalhes são os seguintes:
Informação geral do processo ou tarefa;
Condições ambientais do local de trabalho;
O método usado pelo operador;
Costa & Arezes (2003) acrescentam que deve ser registada informação sobre:
O estudo propriamente dito (data, nome do responsável, etc.);
O operador estudado.
Pigage & Tucker (1954) identificam como terceira etapa a divisão da tarefa em elementos. Elementos são pequenas tarefas que no seu conjunto formam a tarefa principal. Estes elementos devem ser homogéneos, facilmente identificáveis e com uma duração pequena (entre 2.4 a 20 segundos (Costa & Arezes, 2003)). Devem também ser separados os elementos constantes dos variáveis, os elementos internos dos externos e os elementos homem dos elementos máquina.
A quarta etapa refere-se ao levantamento dos tempos, sendo necessário responder a duas perguntas:
Que método de cronometragem vou usar?
Quando é que possuo tempos suficientes para um dado elemento?
Pigage & Tucker (1954) afirmam que o tipo de método de cronometragem usado depende apenas da preferência do agente que efetua o estudo e do departamento em que está inserido.
Os dois tipos mais comuns são o da cronometragem continua e o da cronometragem com retorno a zero. Na primeira o cronómetro avança continuadamente, acumulando os tempos dos diversos elementos, enquanto que o segundo método regista o tempo de um dado elemento voltando a zero para registar o elemento seguinte.
Quanto ao número de cronometragens necessárias para se obter um tempo de uma dado elemento Pigage & Tucker (1954) propõem o seguinte método:
Elaborar um gráfico onde se observa a frequência relativa de cada tempo para um dado elemento. Caso o gráfico adote uma forma como a verificada na Ilustração 2- Frequência relativa dos tempos do elemento X, em forma de “sino”, está-se perante um elemento com observações suficientes.
Ilustração 2- Frequência relativa dos tempos do elemento X (Pigage & Tucker, 1954)
Costa & Arezes (2003) demostram uma forma mais moderna de se identificar um elemento com observações suficientes, através da seguinte formula:
𝑁 = ( 𝑍(𝛼
2)× 𝑠
𝜀 × 𝑚 )
2 (Equação 1)
Onde 𝑁 é o número de observações necessárias para satisfazer o nível de confiança pretendido; 𝑍 depende do nível de confiança, sendo o seu valor obtido a partir de uma tabela da distribuição normal padronizada; 𝜀 é o erro padrão; 𝑠 é o desvio padrão dos tempos observados; 𝑚 é a média dos tempos observados.
Caso o número de observações que se possui for maior que o número de observações necessárias, o número de observações é suficiente, caso contrário é necessário retirar mais tempos e voltar a repetir o cálculo.
A quinta etapa para se realizar um estudo dos tempos consiste no julgamento da atividade. Este julgamento da atividade consiste em avaliar a cadência ou ritmo que o operador tem ao executar uma determinada tarefa. Quer Costa & Arezes (2003) quer Pigage & Tucker (1954) afirmam que esta avaliação é altamente subjetiva, dependendo apenas da perceção que o agente do estudo tem quanto ao ritmo que o operador está a ter. Contudo, Pigage & Tucker (1954) revelam algumas regras que o agente do estudo deve ter, de modo a atingir uma avaliação da atividade justa:
Todos os avaliadores devem ser justos;
Todos os avaliadores de uma organização devem seguir as mesmas referências;
Todos os avaliadores devem ser precisos e consistentes no seu julgamento;
A avaliação deve, preferencialmente, ter como base alguma característica observável;
É importante que a gestão e os operadores compreendam e aceitem os princípios da avaliação. Pigage & Tucker (1954) afirmam que o julgamento da atividade usa como cadência normal o valor de 100, sendo então a cadência do operador avaliada tendo como referência este valor. Caso o agente do
estudo avalie a atividade do operador com 120 (designa-se a esta avaliação de Fator de Atividade (Costa & Arezes, 2003)), está a afirmar que este está a fazer 20% mais rápido do que a cadência normal ou esperada. Ao valor resultante entre o produto do tempo observado e o fator de atividade a dividir pela atividade de referência (100) resulta no tempo normalizado.
A sexta e última etapa para se concluir um estudo dos tempos consiste em aplicar as correções às médias dos tempos normalizados. A Ilustração 3 indica quais os diferentes tipos de correções.
Ilustração 3- Correções mais comuns (reproduzido de Costa & Arezes, 2003)
As correções devido à fadiga e as correções para necessidades pessoais são as utilizadas com maior frequência no desenvolvimento de um estudo dos tempos. Segundo Costa & Arezes (2003) as correções devido à fadiga têm como objetivo compensar a energia despendida na execução do trabalho e aliviar a monotonia. As correções para necessidades pessoais servem para compensar o tempo gasto quando o operador abandona o posto de trabalho para, por exemplo, ir beber água ou ir aos sanitários. Normalmente utliza-se valores entre os 5% e os 7% para esta última correção.
2.2 Lean Manufacturing
A filosofia Lean Manufacturing deve a sua origem ao TPS (Toyota Production System), tendo sido criada em 1988 no Japão por Eiji Toyoda e Taichi Ohno (Womack, Jones, & Ross, 1996).
Esta filosofia tem como objetivo a eliminação dos desperdícios e a criação de valor, centrando-se sempre na satisfação do cliente. De modo a alcançar este objetivo, cinco princípios foram definidos (Womack et al., 1996):
Criar valor para o cliente;
Identificar o fluxo de valor;
Criar um fluxo contínuo;
Produzir apenas aquilo que é pedido pelo cliente (sistema puxado);
Alcançar a perfeição através da melhoria continua eliminando sistematicamente os desperdícios.
Um desperdício é uma atividade que não acrescenta qualquer valor ao produto do ponto de vista do cliente.
Ohno (1988) identifica os sete principais desperdícios, sendo estes (Werkema, 2006):
Sobreprodução – Produzir em excesso ou mais cedo do que necessário.
Movimentação – Movimentos desnecessários efetuados pelo operador no decorrer de uma tarefa, devido a uma má organização do posto de trabalho.
Esperas – Tempo desperdiçado devido ao operador se encontrar à espera de material, máquinas, outros colegas ou informações.
Transportes – Movimentações desnecessárias por parte dos materiais/produtos.
Inventário – Excesso de stock representa um desperdício na medida em que ocupa espaço, e pode ainda ocorrer o risco do produto em stock passar o seu prazo de validade ou ainda o risco de perda do produto.
Defeitos – Este defeito pode aparecer de duas formas: ou o produto com defeito pode ser recuperado, ocupando assim mais recursos que o esperado, ou o produto não pode ser recuperado, resultando assim em recursos ocupados anteriormente de forma desnecessária e em matérias-primas desperdiçadas;
Sobre processamento – Resulta de maus métodos de trabalho ou ferramentas inadequadas levando à execução de tarefas desnecessárias.
Liker (2004), identifica um oitavo desperdício, que é a não utilização do potencial humano.
A eliminação destes desperdícios promove vários benefícios, estando alguns identificados na Ilustração 4.
Ilustração 4 - Benefícios da eliminação dos desperdícios. (Adaptado de Werkema, 2006)
Werkema (2006), Mann (2010), Pavnaskar, et al. (2010) e Monden (1998) apresentam um conjunto de ferramentas, designadas Ferramentas Lean, que têm com objetivo auxiliar na eliminação dos desperdícios, sendo algumas delas:
VSM (Value Stream Mapping);
Kaizen;
Kanban;
5s;
Heijunka;
SMED (Single-Minute Exchange of Die);
Gestão Visual;
Poke-Yoke.
Nos próximos pontos faz-se uma análise bibliográfica às duas ferramentas utilizadas neste projeto, nomeadamente o SMED e a Gestão Visual.
2.2.1 SMED (Single-Minute Exchange of Die)
A metodologia SMED tem origem no início dos anos 60, por Shingo, quando este tentava calcular a quantidade ideal de produtos que cada lote da Toyota deveria ter. O objetivo desta ferramenta é
diminuir os tempos de setup de modo a se aumentar a flexibilidade produtiva da instalação industrial. Esta metodologia está dividida em quatro fases, sendo estas (Shingo, 1985):
Ilustração 5 - Quatro fases do SMED (Adaptado de Shingo, 1985)
A Ilustração 6, mostra a diminuição do tempo de setup ao longo das diversas fases da metodologia.
Ilustração 6 - As várias fases da metodologia SMED (Adaptado de Shingo, 1985))
De modo a se proceder a uma correta implementação deste método é necessário identificar a diferença entre operações internas e externas. Shingo (1985) define que operações externas são todas
Fase 3 - Melhorar todas as operações de setup
Ferramentas utilizadas: implementação de operações paralelas; automatização de funções; eliminação de afinações finais
Fase 2 - Conversão de operações internas em externas
Ferramentas utilizadas: Antecipação de funções; normalização/automatização de funções
Fase 1 - Separação entre operações internas e externas
Ferramentas utilizadas: listas de verificação; verificação de funções; melhorar transportes
aquelas que podem ser efetuadas com a máquina em funcionamento, enquanto que operações internas são aquelas que só podem ser executadas com a máquina parada.
2.2.2 Gestão Visual
A gestão visual como forma de facilitar a comunicação é usada pelos humanos desde há muito tempo. Exemplo disso é a utilização, por parte do General chinês Sun Tzu (600 A.C), de sinais de fogo e bandeiras para comunicar com o seu exercito (Wren, 1994), ou antes disso, em 2500 A.C. a utilização do Egyptian Royal Cubit em projetos de construção e em áreas similares como um standard de medida visual (Corry, 2002).
Esta ferramenta permite, de uma forma simples e intuitiva, informar, sinalizar e delimitar (Shingo, 1989). De um modo geral a Gestão Visual possibilita: a identificação de problemas que anteriormente estavam “escondidos” (The Productivity Development Team, 1998); a prevenção de erros e desperdícios; uma transferência de informação entre gestão e operadores mais eficiente, relativamente a indicadores de produção; facilita a normalização das operações, criando normas fáceis de serem identificadas pelos operadores (Fujimoto, 1999).
Existem várias técnicas de gestão visual, estando na Ilustração 7 identificadas algumas delas:
Ilustração 7 - Quatro técnicas de gestão visual
Andon
• Indica quando um processo parou por algum motivo
Marcas no chão
• Indica qual a zona para cada material
Sinais
• Indica informações importantes sobre determinado local/máquina/operação
Quadros
• Podem indicar informações sobre standards do cliente, sobre indicadores de desempenho, entre outras.
2.3 Indicadores de desemprenho
Neste capítulo será efetuada a revisão bibliográfica de dois indicadores de desempenho utilizados neste projeto: o OEE e o TEEP.
2.3.1 Overall equipment effectiveness
O OEE, Overall Equipment Effectiveness, deve a sua origem ao TPM (Total Productive Maintenance) lançado por Nakajima em 1988. É definido como a métrica de desempenho que indica a performance total de um dado equipamento e o seu cálculo baseia-se em três aspetos: disponibilidade, velocidade e qualidade. Esta ferramenta é utilizada para identificar perdas de capacidade ou perturbações que influenciam a performance do equipamento. Perdas ou perturbações são atividades que absorvem os recursos mas não criam valor (Muchiri & Pintelon, 2008).
Tabela 1 - Seis grandes perdas
6 Grandes perdas Tipo de Perda Exemplo
Avarias Perda de Disponibilidade Falha nas ferramentas; Falha no equipamento; Manutenção não planeada;
Avarias; Mudança de ferramentas e
afinações (setup)
Perda de Disponibilidade Mudanças de ferramentas; Preparações da máquina;
Faltas de material; Faltas de operador; Arranque do equipamento; Pequenas paragens Perdas de Velocidade Obstrução no fluxo dos produtos;
Encravamento de componentes; Falhas na alimentação;
Sensores bloqueados; Expedição impedida; Limpeza/verificações; Velocidade reduzida Perdas de Velocidade Produzir de forma grosseira;
Cadência abaixo da capacidade da máquina; Equipamento com desgaste;
Ineficiência do operador; Rejeições durante o arranque Perdas na Qualidade Sucata
Defeitos recuperáveis Obsolescência Montagem incorreta Rejeições durante a produção Perdas na Qualidade Sucata
Defeitos recuperáveis Obsolescência Montagem incorreta
Na Ilustração 8 pode-se ver as 6 perdas de uma forma esquematizada.
Ilustração 8 - Seis grandes perdas (reproduzido de Muchiri & Pintelon, 2008)
O cálculo do OEE é efetuado da seguinte forma (Muchiri & Pintelon, 2008):
𝑂𝐸𝐸 = 𝐷 × 𝑉 × 𝑄 (Equação 2) Onde: 𝐷𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 (𝐷) =𝑂𝑝𝑒𝑟𝑎𝑡𝑖𝑛𝑔 𝑡𝑖𝑚𝑒 (ℎ) 𝐿𝑜𝑎𝑑𝑖𝑛𝑔 𝑡𝑖𝑚𝑒 (ℎ) × 100 (Equação 3) 𝑉𝑒𝑙𝑜𝑐𝑖𝑑𝑎𝑑𝑒 (𝑉) =𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑐𝑖𝑐𝑙𝑜 𝑖𝑑𝑒𝑎𝑙 × 𝑃𝑒ç𝑎𝑠 𝑃𝑟𝑜𝑑𝑢𝑧𝑖𝑑𝑎𝑠 𝑂𝑝𝑒𝑟𝑎𝑡𝑖𝑛𝑔 𝑡𝑖𝑚𝑒 (Equação 4) 𝑄𝑢𝑎𝑙𝑖𝑑𝑎𝑑𝑒 (𝐷) = 𝑃𝑒ç𝑎𝑠 𝑏𝑜𝑎𝑠 𝑃𝑒ç𝑎𝑠 𝑝𝑟𝑜𝑑𝑢𝑧𝑖𝑑𝑎𝑠× 100 (Equação 5)
O OEE de classe mundial para organizações industriais é de 85% ou mais, sendo necessário obter 90% ou mais na disponibilidade, 95% ou mais na velocidade e 99% ou mais na qualidade (Kukucka, 2013). O valor médio mundial encontra-se nos 60%.
2.3.2 Total Effectiveness Equipment Performance
O TEEP, proposto por Ivancic em 1998, é muito semelhante ao OEE (Muchiri & Pintelon, 2008). A principal diferença reside no facto deste indicador incluir as paragens planeadas no seu cálculo. A Ilustração 9 mostra quais os elementos constituintes deste indicador.
Ilustração 9 - Elementos constituintes do TEEP (reproduzido de Muchiri & Pintelon, 2008)
Três dos quatro indicadores são iguais ao OEE, sendo o novo elemento designado por paragens planeadas. Embora Muchiri & Pintelon (2008) apenas inclua neste elemento as paragens para manutenção Kukucka (2013) inclui, para além das paragens planeadas para manutenção, o seguinte: paragens para almoço e descanso, tempo despendido pela máquina para desenvolver testes/novos produtos, falta de plano e tempo em que a fabrica está fechada.
Seguindo a nomenclatura da Ilustração 9, o TEEP é calculado com a seguinte expressão:
𝑇𝐸𝐸𝑃 =𝑉𝑂𝑇
𝑇𝑇
(Equação 6)
Onde 𝑉𝑂𝑇 é o tempo que a máquina opera a 100% (ou seja, sem perturbações quanto á velocidade, qualidade e disponibilidade da máquina) e o 𝑇𝑇 é o tempo total disponível.
3. A
E
MPRESA 3.1 Continental AGA Continental AG foi fundada a 8 de outubro de 1871, em Hannover, e começou por fabricar tecidos de revestimentos de borracha, pneus maciços para carruagens e bicicletas, assim como produtos de borracha flexível. Dados de 2011 mostram que hoje em dia a Continental AG está representada em 45 países e implementada em 194 locais diferentes, totalizando um número de 155000 colaboradores, Ilustração 10.
Ilustração 10 - Representação da Continental AG no Mundo (Continental, 2011)
Esta organização está dividida em 6 áreas de negócio, que estão representadas na Ilustração 11.
3.2 Continental Mabor
A Continental Mabor resulta da aquisição, por parte da Continental AG, da Mabor Manufatura Nacional de Borracha S.A.. Em 1989 iniciou-se o processo de aquisição, onde a Continental AG comprou 60% da Mabor. O processo foi finalizado, ou seja, a Continental passou a possuir 100% da organização, em 1993.
Atualmente a Continental Mabor S.A. tem uma produção média de 54000 pneus por dia em contraponto com os 5000 pneus por dia que produzia em 1990.
A gama de produtos fornecidos pela Continental Mabor atualmente é muito variada, quanto ao tamanho e quanto à performance do pneu, estando essencialmente dividida em três grandes grupos: pneus para automóveis ligeiros, para SUVs e pneus anti-furo.
Os principais mercados desta fábrica são a Alemanha (26%), Espanha (14%), Benelux (11%) e a Grã-Bretanha (9%). Os principais clientes, construtores de automóveis, podem ser identificados na Ilustração 12.
Ilustração 12 - Principais Construtoras de Automóveis clientes da Continental Mabor (Continental, 2011)
Da lista anterior pode-se salientar a General Motors/OPEL, a Renault, a Volkswagen e a Nissan.
Atualmente, a Continental Mabor S.A. tem uma superfície total de 236.492 m2 e uma superfície coberta total de cerca de 107.848 m2, contando com aproximadamente 1.800 colaboradores.
3.3 Estrutura Organizacional
Na Ilustração 13 pode-se ver qual a estrutura organizacional da Continental Mabor.
Ilustração 13 - Estrutura Organizacional da Continental Mabor
3.4 Direção de Engenharia Industrial
As principais responsabilidades da Engenharia Industrial na Continental Mabor são:
Estudar e calcular os tempos-padrão e elaborar os métodos de trabalho;
Definir o layout fabril;
Propor sistemas de prémios;
Calcular as capacidades de produção;
Coordenação do sistema de sugestões;
Gestão e coordenação da limpeza fabril;
Colaboração na preparação dos CRs (Capital Requests) da fábrica;
Cálculo dos diversos indicadores de desempenho (OEE, TEEP, STD tires/manhour, etc.).
3.5 Politica e Visão da Organização
A política da Continental Mabor assenta na sua visão: Ser LIDER:
Lousado eficiente;
Inova e antecipa as necessidades dos clientes;
Desenvolve produtos de alta tecnologia;
Excelente no conhecimento e nos processos;
Rentável de forma sustentada
A política da desta organização assenta também nos valores do Grupo Continental, que se encontram identificados na Ilustração 14.
4. P
RODUTO EP
ROCESSOP
RODUTIVONeste capítulo é apresentado o produto final (pneu) bem como uma breve descrição ao seu sistema produtivo.
4.1 O produto
Neste capítulo faz-se uma breve descrição das diferentes partes que constituem um pneu de automóvel. Na Ilustração 15 é possível observar essas diferentes partes.
Ilustração 15 - Estrutura de um pneu ligeiro (Salgueiro, 2012)
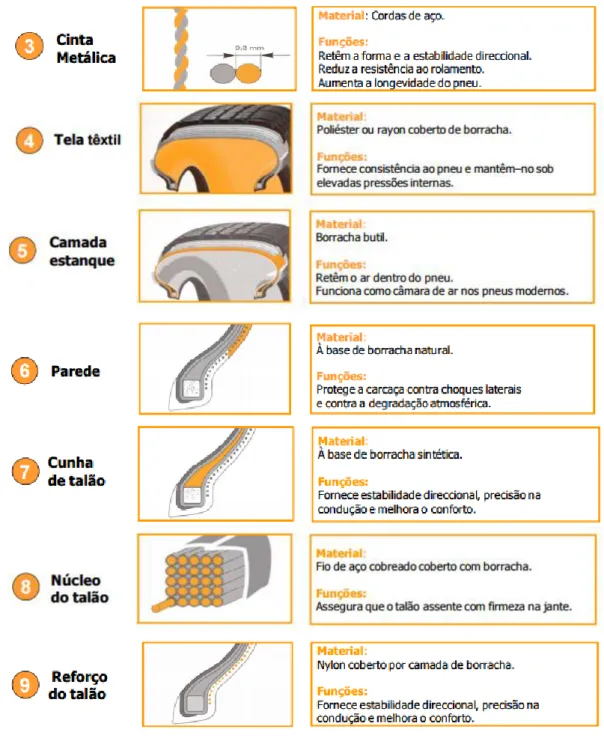
Na Ilustração 16 podemos identificar quais as funções e as constituições dos diferentes componentes do pneu ligeiro.
Ilustração 16 - Função e constituição dos componentes de um Pneu Ligeiro (Salgueiro, 2012)
4.2 Processo Produtivo
Neste capítulo pretende-se dar uma visão geral do processo produtivo que transforma as matérias-primas no pneu. A produção está dividida em 5 departamentos, sendo seguidamente feita uma breve descrição de cada um. O departamento 1, sendo aquele onde decorreu o projeto aqui descrito, terá uma descrição mais detalhada.
Composto Final
Químicos Composto
Master 4.2.1 Departamento 1 – Misturação
O objetivo deste departamento é o de produzir compostos, como o apresentado nas paletes da Ilustração 17, com as características necessárias para o departamento seguinte, a Preparação.
Ilustração 17 - Paletes típicas com composto
Neste departamento existem duas categorias de compostos: os Masters e os Finais. Ambos são produzidos em Misturadores. O diagrama seguinte, Ilustração 18, apresenta de uma forma simples o processo produtivo deste departamento.
Ilustração 18 - Representação do processo produtivo da Misturação
Composto Master
Óleos Químicos
O primeiro composto a ser produzido é o Master. Este para ser produzido necessita das seguintes matérias-prima: borracha, óleos e químicos. Estas três matérias-prima são introduzidas nos misturados em quantidades específicas por forma a se obter um composto Master com um determinado conjunto de características. Seguidamente este composto Master volta a ser introduzido num misturador, adicionando-se ainda um conjunto de químicos específicos, de forma a se obter o composto Final, que servirá de matéria-prima para o departamento seguinte.
Para um melhor entendimento deste projeto é necessário perceber como é feito o abastecimento destas matérias-primas no misturador. Deste modo, faz-se a seguir uma descrição desse abastecimento bem como do funcionamento do misturador.
Os óleos encontram-se em silos, identificados na Ilustração 19 com a letra A, e são introduzidos na câmara de misturação, D, automaticamente. A borracha é manualmente colocada no tapete rolante, C, que também possui uma balança para indicar ao operador quando a quantidade de borracha é a correta. Os químicos podem ser abastecidos de duas formas diferentes: ou se encontram em depósitos (apenas dois químicos se encontram nestes depósitos), letra B, e são diretamente introduzidos na câmara de misturação; ou então são previamente pesados para sacos de plástico e colocados num tapete rolante como o da letra C (existem dois tapetes que fazem o abastecimento à câmara de misturação: um para a borracha e outro para os químicos). Estas matérias-primas são então misturadas na câmara de misturação, letra D, seguindo para outra câmara, letra E, onde são extrudidos e calandrados para o Batch-off, F. No batch-off o composto leva um banho especial para não colar e é seco, sendo seguidamente paletizado no paletizador, G.
Ilustração 19 - Representação de um Misturador
Como dito anteriormente existem químicos que têm de ser pesados previamente para poderem ser introduzidos nos misturadores. Este projeto insere-se nessa atividade, designada de pesagem de pigmentos, e será mais profundamente explicada mais à frente neste documento.
4.2.2 Departamento 2 – Preparação
Este departamento divide-se, devido à sua complexidade de processos, em dois: Preparação a Quente e a Frio. Na Preparação a Quente são produzidos os pisos, as paredes, as cunhas e os talões, recorrendo a extrusoras, CT’s e às Apex’s. Estes materiais são depois transportados para o departamento seguinte – a Construção.
Na Preparação a Frio são produzidas as telas têxteis e metálicas, os respetivos reforços e a camada interna do pneu. Para tal recorrem a máquinas como a Innerliner, Calandras e máquinas de corte têxtil e metálico.
Ilustração 20 - Preparação a Quente
4.2.3 Departamento 3 – Construção
Os produtos fabricados no departamento anterior são agora montados nos módulos de construção KM-PU, resultando no designado “pneu em verde”. Uma parte do módulo é utilizada para a construção da carcaça do pneu (KM), e a outra parte junta à carcaça, os Breakers ou telas metálicas, as telas têxteis e o piso (PU).
Ilustração 21 - Pneu em Verde
4.2.4 Departamento 4 – Vulcanização
Neste Departamento, e recorrendo a prensas de vulcanização, o “pneu em verde” é submetido a elevadas condições de pressão e temperatura, ficando assim com o aspeto a que estamos familiarizados num pneu. Este é o último processo que acrescenta valor ao pneu.
Ilustração 22 - Prensa Vulcanizadora com "pneu em verde"
4.2.5 Departamento 5 – Inspeção Final
Nesta fase todos os pneus são submetidos a dois tipos de teste: um visual e outro às suas propriedades físicas. No primeiro teste um operador verifica se o aspeto visual do pneu se encontra conforme, passando seguidamente para umas máquinas que irão testar o pneu quanto à sua geometria, balanceamento, entre outras propriedades.
Ilustração 23 - Inspeção Visual
4.3 Pesagem de Pigmentos
Como foi referido no capítulo 4.2.1 é necessário fazer uma pesagem prévia de certos químicos para poderem ser introduzidos nos misturadores. Estes químicos são pesados para sacos de plástico (um plástico especial para não minar as propriedades do composto quando inserido no Misturador) como os apresentados na Ilustração 24.
Ilustração 24 - Exemplo de um saco com pigmentos
Como referido anteriormente a Misturação produz aproximadamente 120 compostos diferentes, entre Master e Final e cada composto tem um conjunto de químicos específicos que tem de levar de modo a adquirir as propriedades desejadas. De salientar que uma carga de composto pode levar 1 ou mais sacos com químicos, dependendo do composto que se estiver a produzir. Deste modo a pesagem de pigmentos tem 218 sacos diferentes para pesar de modo a satisfazer todos os compostos. Na Ilustração 25 apresenta-se um exemplo para melhor se perceber esta situação.
Ilustração 25 - Exemplo da distribuição dos sacos por composto
Com o exemplo anterior podem-se observar as necessidades de sacos com pigmentos para três compostos diferentes. Enquanto que uma carga do composto M23 precisa de dois sacos, M23_1 e o M23_2, os restantes compostos apenas precisam de um saco. De salientar que um saco específico apenas é utilizado para um composto específico. Noutras palavras, e recorrendo ao exemplo, o saco M17 apenas é utilizado para a produção do composto M17 e o composto M17 utiliza sempre e unicamente o saco M17. Os compostos maioritariamente levam ou um ou dois sacos (cerca de 95%), existindo aproximadamente 5% de compostos que levam três sacos.
Existe um total de 40 químicos diferentes na pesagem de pigmentos de modo a satisfazer a produção de todos os 218 sacos. Os sacos diferem entre si devido ao número de químicos que levam e devido à quantidade, em gramas, de cada químico. Continuando com o exemplo anterior, pretende-se na Ilustração 26 demostrar esta diferença entre os sacos.
•Saco M23_1 •Saco M23_2
Composto M23
•Saco F51Composto F51
•Saco M17Composto M17
Ilustração 26 - Exemplo da distribuição dos químicos por saco
Os sacos em média levam três químicos existindo sacos com apenas 1 e outros com 5 químicos. O peso médio de cada saco é de 6.000 grama, sendo o saco mais leve de 780 grama e o mais pesado de 12.000 grama aproximadamente.
Existem dois métodos distintos para se executar esta pesagem de pigmentos, sendo um manual e outro automático. O processo automático é o abordado neste documento sendo apenas necessário saber que o processo manual existe para quando se for calcular a capacidade total de pesagem de pigmentos.
4.4 Pesagem de Pigmentos Automática
A pesagem de pigmentos automática é efetuada recorrendo a duas máquinas designadas por MB e FM. A MB efetua a pesagem dos sacos para compostos Master enquanto que a FM pesa os sacos para os compostos Final. Na Ilustração 27 encontra-se representada a máquina MB, que só difere da máquina FM em dois aspetos que serão explicados neste capítulo.
•Químico AA - 250 grama •Químico BB - 2523 grama •Químico CC- 3017 grama
Saco M23_1
•Químico DD - 517 grama •Químico EE - 1259 gramaSaco M23_2
•Químico FF - 975 grama •Químico GG - 2684 grama •Químico HH - 1489 gramaSaco F51
Ilustração 27 - Máquina de pesagem de pigmentos MB
Silos – Os silos são reservatórios onde se encontram armazenados os diversos pigmentos. Na MB existem 12 silos enquanto na FM apenas existem 9 silos. Estes podem ser abastecidos de duas formas: através de big-bags quando são químicos de elevado consumo e através de sacos para químicos de baixo consumo. Os big-bags são de 500 ou 1000 kg, existindo um químico que é fornecido em big-bags de 1200 kg. A outra forma é através de sacos com 20/25 kg. Estes químicos são fornecidos em sacos pois são químicos de baixo consumo ou porque deixam de ser funcionais quando armazenados em big-bags.
Ilustração 28 - Big-bag
1 – Silos
2 – Alimentadores 3 – Balanças 4 – Funil
5 – Máquina de soldagem do saco 6 – Tapetes rolantes
7 – Tapete rolante com balança 8 – Plataforma com caixa
1 3 4 5 6 7 6 8 2 2º Piso 1º Piso
Alimentadores – Estes são responsáveis pela condução dos químicos armazenados nos silos para as balanças. Dependendo do tipo de químico estes alimentadores podem ser transportadores de correira, Ilustração 29 ou parafusos sem-fim, Ilustração 30.
Ilustração 29 - Transportador de correia
Ilustração 30 - Parafuso sem-fim
Balanças – São estas as responsáveis por pesar os químicos necessários nas quantidades especificadas. Existem 4 balanças, Ilustração 31, estando cada uma associada a três silos. Os químicos estão colocados nos silos para que, independentemente da receita a ser pesada, apenas um químico seja pesado em cada balança (Ilustração 32). Contudo há receitas que necessitam de dois químicos associados à mesma balança sendo o processo de pesagem o seguinte: pesar químico 1, tarar a balança, pesar químico 2. As receitas que recorrem a este processo de pesagem são ligeiramente mais demoradas.
Ilustração 31 - Sistema de quatro balanças Ilustração 32 - Balança
Na Ilustração 31 é possível ver duas das quatro balanças que integram esta máquina (as outras duas encontram-se por trás destas). Na Ilustração 32 é possível ver a balança propriamente dita, que se encontra fechada. Quando o peso do químico a ser pesado se encontra dentro das tolerâncias a mandíbula abre e o químico cai devido à força gravítica. Estas balanças encontram-se no 1º piso, como identificado na Ilustração 27, mas numa plataforma intermédia, acessível através de umas escadas, pelos operadores.
Funil – Este componente da máquina tem como função direcionar os químicos que acabaram de ser pesados nas balanças para a estrutura seguinte. Este funil, composto por borracha, tem uns batedores que impedem que os químicos fiquem agarrados ao mesmo.
Ilustração 33 - Funil com batedores
Máquina de soldagem do saco – Esta parte da máquina é responsável por soldar o saco com os químicos.
O processo desta máquina é o seguinte: uma folha de plástico é fornecida e a máquina faz uma soldadura vertical (pela mandíbula de soldadura a vermelho) e uma soldadura horizontal (pela mandíbula a verde). Seguidamente os químicos caem para o saco, este desce, e volta a fazer uma soldagem horizontal (para fechar o saco). Esta última soldagem horizontal é também responsável por cortar o saco da folha de plástico para que depois, devido à ação da gravidade, caia no tapete rolante. Esta parte da máquina é também responsável por imprimir no saco um conjunto de informações, tais como: data, nome da receita, operador responsável, entre outras.
Na Ilustração 35 pode-se ver o rolo que fornece de plástico esta máquina.
Ilustração 35 - Rolo de plástico
Tapete rolante com balança – Este tapete rolante tem a função de verificar se o peso do saco está dentro das tolerâncias definidas para essa receita.
Plataforma com caixa – É nesta plataforma, Ilustração 36, que se encontra a caixa que vai armazenar os sacos à medida que estes vão sendo produzidos. Esta plataforma tem a capacidade de se movimentar no eixo do x e do y, de maneira a que os sacos sejam distribuídos homogeneamente por toda a caixa.
Microbalança – São duas as microbalanças e apenas existem na máquina FM. A sua função é a de facilitar a pesagem de dois químicos que têm tolerâncias muito apertadas e encontram-se situadas entre os alimentadores e as balanças. Nos dois químicos que recorrem às microbalanças o pigmento que se encontra no silo é conduzido, através dos alimentadores, para as microbalanças. São estas microbalanças que depois abastecem a balança com um grau de precisão superior aquele que não recorre a esta estrutura. Na Ilustração 37 encontram-se representados os dois sistemas.
Ilustração 37 - Comparação entre sistema com e sem microbalança
Anteriormente afirmou-se que existem 218 receitas diferentes a serem pesadas de forma a se conseguir produzir todos os compostos diferentes. Contudo o processo automático só é responsável por pesar 110 dessas receitas (64 na máquina FM e 46 na MB).
5. D
ESCRIÇÃO DAM
ETODOLOGIAA
PLICADANeste capítulo encontram-se identificados os passos efetuados de forma a se atingir os objetivos deste trabalho.
5.1 Metodologia utilizada para a definição dos tempos-padrão
Passo 1 – Definir o método de trabalho
Uma vez que o processo analisado é automático o método de trabalho definido para estas duas máquinas não explica como se deve proceder para se produzir um saco, definindo antes o conjunto de atividades que o operador tem de executar durante um turno de produção, de modo a que esta ocorra da melhor forma. Dois métodos de trabalho foram construídos: um relativo ao abastecimento dos silos e outro referente às atividades realizadas no 1º piso. Os templates utilizados para os dois métodos são diferentes uma vez que a Continental Mabor se encontra num processo de upgrade dos seus métodos de trabalho e só foi possível fazer um dos métodos com a nova versão (o outro encontra-se conforme a antiga versão).
Estes métodos foram elaborados através de observação direta bem como através de feedback fornecido pelos operadores da máquina.
Explicação do template do método de trabalho antigo
Este método de trabalho encontra-se dividido em duas partes: uma onde se identifica o método com todas as informações importantes e outra onde se descreve o método de trabalho.
A Ilustração 38 indica qual a informação que este método de trabalho tem de modo a que seja identificado.
Ilustração 38 - Cabeçalho que identifica o método
A segunda parte deste documento é aquela onde se descreve o método de trabalho através de uma lista numerada. A própria descrição do método é dividida em três partes: início do turno, durante o turno e final do turno. Para além das tarefas a serem realizadas (e da sua ordem e tempo estimado) o
método contém também notas onde se informa o colaborador de situações particulares e também notas que reforçam algo que já foi descrito no método.
Explicação do template do método de trabalho novo
Este método encontra-se dividido em duas partes (a primeira parte é obrigatoriamente só uma página com direção horizontal enquanto que a segunda parte pode ou não ser só uma página com direção vertical) conforme a Ilustração 39.
Ilustração 39 - As duas partes do novo método de trabalho
Seguidamente será explicado o conteúdo de cada secção identificada.
1- Nesta secção faz-se a identificação do método de trabalho conforme a Ilustração 40.
Ilustração 40 - Cabeçalho do método de trabalho
2- Esta parte do método é reservada para o fluxograma do processo em análise. Este fluxograma identifica as principais atividades desenvolvidas pelo operador durante a produção de uma série (uma série refere-se à produção de certo número de sacos de um composto, não existindo assim neste fluxograma a atividade de setup).
3- Na terceira secção do método identifica-se o local onde as atividades principais são desenvolvidas. 4- A quarta secção do método é uma legenda onde se explicam os diferentes símbolos do fluxograma (Armazenagem; Operação; Transporte; Controlo) bem como se identifica os requisitos de cada
operação (Op. Crítica/ Requisito de Qualidade; do Cliente; Legal; de Segurança), conforme a Ilustração 41.
Ilustração 41 - Legenda do método de trabalho
5- Esta secção é a responsável pela identificação da folha vertical e é igual à apresentada na Ilustração 38 - Cabeçalho que identifica o método.
6- A informação apresentada no número 6 é igual à apresentada na segunda parte do método de trabalho antigo – uma lista numerada com as diferentes tarefas. Esta lista numerada encontra-se dividida em quatro partes: início, durante, final do turno e setup.
7- Esta secção, que não é da responsabilidade da Engenharia Industrial, apresenta fotografias da postura que se deve tomar ao realizar algumas tarefas. Apresenta também outras informações visuais que ajudam o operador a realizar as atividades.
8- A ultima secção do método de trabalho informa cada operação quanto ao seu requisito: Qualidade; Legal; Segurança; Cliente, não sendo da responsabilidade da Engenharia Industrial efetuar essa identificação.
Passo 2 – Levantamento dos tempos net de cada receita
O segundo passo para se obter o tempo-padrão das diversas receitas é o de, através do processo de cronometragem, fazer o levantamento dos tempos “net” de cada receita. Utilizou-se a cronometragem uma vez que se está perante um processo com ciclos muito curtos e repetitivos. O tempo net por saco é o tempo que o saco de uma dada receita demora, em média, quando a sua produção é isenta de qualquer perturbação. Pode-se afirmar que é o tempo referente à situação ideal. A cronometragem com retorno a zero foi o método escolhido para a realização deste estudo. Seguidamente apresenta-se a metodologia utilizada através de um exemplo de uma dada receita.