Marta Helena da Costa Andrade
Aplicação de Princípios e Ferramentas
Lean Production na Área dos Metais
de uma Empresa de Componentes
Eletrónicos
Mar ta Helena da Cos ta Andr ade outubro de 2013 UMinho | 2013 Aplicação de Pr incípios e F er rament as Lean Production na Ár ea dos Me tais de uma Em pr esa de Com ponentes Ele trónicosoutubro de 2013
Tese de Mestrado
Ciclo de Estudos Integrados Conducentes ao
Grau de Mestre em Engenharia e Gestão Industrial
Trabalho efetuado sob a orientação da
Professora Doutora Anabela Carvalho Alves
Marta Helena da Costa Andrade
Aplicação de Princípios e Ferramentas
Lean Production na Área dos Metais
de uma Empresa de Componentes
Eletrónicos
iii
A
GRADECIMENTOSEmbora este projeto seja de caracter individual, foram muitas as pessoas que contribuíram para a realização deste e ajudaram a ultrapassar alguns obstáculos, por isso expresso aqui o meu sincero agradecimento.
Á minha mãe e irmãos que sempre me acompanharam e apoiaram deste o início do MIEGI até a conclusão deste projeto e continuarão presentes, certamente, em todos os momentos da minha vida.
Á Doutora Anabela Carvalho Alves, orientadora do projeto, pela disponibilidade e sugestões dadas ao longo do projeto, realçando a parte final deste.
Á empresa General Electric Controls Portugal pela oportunidade de realizar o projeto e por me permitir aplicar o conhecimento adquirido ao longo dos 5 anos do MIEGI. Ao Engenheiro Rui Amaro, orientador do projeto dentro da empresa, pela persistência, paciência e acima de tudo pela frontalidade. Obrigada por tudo que me conseguiu transmitir!
Aos restantes colaboradores da empresa, engenheiros e operários, que sempre se mostraram disponíveis para ajudar.
Aos meus colegas de estágio, destacando a Stephanie que esteve sempre presente, ajudando-me a ultrapassar momentos mais difíceis.
v
R
ESUMOA presente dissertação do Mestrado Integrado em Engenharia e Gestão Industrial descreve um projeto desenvolvido na empresa General Electric Power Controls Portugal. O principal objetivo incidiu na melhoria da área dos metais, focando, em particular, a redução dos tempos de preparação das prensas aplicando princípios e ferramentas Lean Production.
Nesta dissertação foi utilizada a metodologia de investigação Action-Research, iniciando-se o ciclo de investigação com um diagnóstico da situação atual da área de estudo. Em simultâneo, elaborou-se uma revisão bibliográfica sobre o Lean Production, relatando os seus desperdícios, princípios, benefícios e dificuldades na sua implementação. Foi feita, também, uma pesquisa acerca das ferramentas do Lean Production, destacando a técnica 5S, Gestão visual, Jidoka, Kanban, Single Minute Exchange of Die (SMED) e Just-In-Time.
O diagnóstico e análise crítica da situação atual foram realizados utilizando ferramentas como o Value Stream Mapping (VSM), o diagrama de causa-efeito, a análise de Pareto, o estudo de tempos e medindo indicadores de desempenho como Overall Equipment Effectiveness (OEE), tempos de entrega, WIP, entre outros. Esta análise permitiu identificar alguns problemas na área, como a desorganização, excesso de stock e o excesso de tempo de preparação na mudança de ferramenta nas prensas. Para solucionar tais problemas, foram propostas a implementação da metodologia SMED, 6S, gestão visual, mecanismos poka-yoke e o sistema Kanban. Com a implementação das propostas foi possível reduzir o tempo de preparação da prensa estudada numa mudança de ferramenta em 83%, os custos em 83% e eliminar as movimentações desta mudança. Foi ainda possível reduzir o valor de stock em 41%, que representa um valor de 6.649,25€ com a aplicação do método kanban. A eliminação de erros, a melhor identificação da matéria-prima, ferramentas e zonas de armazenagem, mais rapidez e mais espaço foram conseguidos com aplicação do 6S e gestão visual. A aplicação do mecanismo poka-yoke permitiu a diminuição da sucata e a redução do tempo de paragem em 3 dias que implicava perdas. Outras propostas permitiram ganhos de 25 minutos na produção, e redução de distâncias percorridas pelos operadores de 32 metros.
vii
A
BSTRACTThis dissertation of Master Integrated degree of Industrial Engineering and Management describes a Project developed in a company, General Electric Power Controls Portugal. The main objective was focused in improving the area of metals, particularly, the tool press setup time reduction, applying principles and tools of Lean Production.
In this dissertation, it was used the research methodology Action-Research, initiating the research cycle with a diagnosis of the current situation of the study area. Simultaneously, was conducted a literature review on Lean Production, reporting their waste, principles, benefits and difficulties in its implementation. At the same time, it was developed a research about the tools of Lean Production, highlighting the 5S technique, Visual Management , Jidoka, Kanban, Single Minute Exchange of Die (SMED) and Just- In-Time.
The diagnosis and critical analysis of the current situation were performed using tools such as Value Stream Mapping (VSM), the cause-effect diagram, Pareto analysis, the time study and measuring performance indicators such as Overall Equipment Effectiveness (OEE), lead times, WIP, among others. This analysis identified some problems in the area, such as disorganization, excess stock and long setup time in changing the tool presses. To solve these problems, it was proposed the implementation of the SMED methodology, 6S, visual management, poka-yoke mechanisms and Kanban system, among other Lean tools.
With the implementation of the proposals was possible to reduce the setup time of tool press change by 83%, reduce costs of this change in 83% and eliminate the movements this change. It was also possible to reduce the value of stock on shelves in 44%, which means a 6.649.25€ with kanban method application. The eliminatation of errors, better identification of raw-material, tools and stock areas, more quickly and more space were achieved with 6S application and visual management. The implementation of poka-yoke mechanism allowed the reduction of scrap and reduced downtime in 3 days. Other proposals gains allowed 25 minutes in the production, and reducing distances traveled by operators of 32 meters.
ix
Í
NDICEG
ERAL Agradecimentos ... iii Resumo…… ... v Abstract……. ... vii Índice Geral… ... ix Índice de Figuras ... xvÍndice de Tabelas ... xix
Lista de Abreviaturas, Siglas e Acrónimos ... xxi
1. INTRODUÇÃO ... 1 1.1 Enquadramento ... 1 1.2 Objetivos ... 2 1.3 Metodologias de investigação ... 2 1.4 Organização da dissertação ... 4 2. REVISÃO BIBLIOGRÁFICA ... 5 2.1 Lean Production ... 5 2.1.1 Sete desperdícios ... 5 2.1.2 Princípios do Lean ... 6
2.1.3 Benefícios e dificuldades de implementação ... 7
2.2 Ferramentas do Lean Production ... 9
2.2.1 Standard Work ... 9 2.2.2 Produção Just-In-Time ... 11 2.2.3 Jidoka ... 13 2.2.4 Kaizen ... 14 2.2.5 Técnica 5S’s ... 14 2.2.6 Gestão visual ... 17
2.2.7 Single Minute Exchange of Die ... 17
x
3. APRESENTAÇÃO DA EMPRESA ... 23
3.1 Identificação e localização da empresa ... 23
3.2 Historial da empresa ... 24
3.3 Organização da empresa ... 25
3.4 Produtos, mercado e clientes... 25
3.5 Descrição geral do sistema produtivo ... 28
3.5.1 Implantação da área produtiva... 28
3.5.2 Apresentação dos setores da empresa ... 29
3.6 Descrição do fluxo geral de informação ... 32
4. DESCRIÇÃO E ANÁLISE DA SITUAÇÃO ATUAL NA PRODUÇÃO DE PEÇAS METÁLICAS ... 35
4.1 Caraterização da área dos metais ... 35
4.1.1 Tipos e destino das peças produzidas ... 35
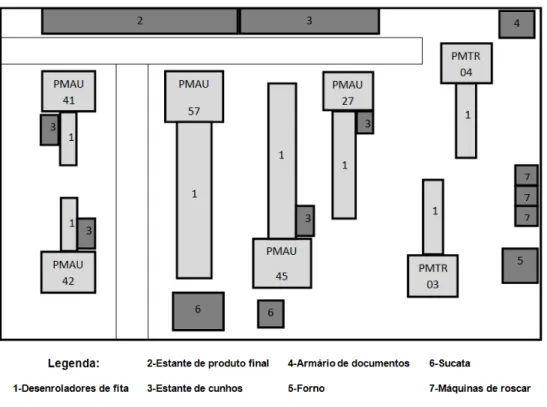
4.1.2 Layout da área dos metais ... 36
4.1.3 Processo produtivo e fluxo de materiais ... 37
4.2 Análise crítica da situação atual e identificação de problemas ... 42
4.2.1 Análise Produto-Quantidade ... 42
4.2.2 Análise Produto-Valor ... 44
4.2.3 Estudo dos tempos de setup das PMAU’s ... 46
4.2.4 Funcionamento e custos da PMAU 41 ... 47
4.2.5 Análise do Overall Equipment Effectiveness (OEE) ... 50
4.2.6 Análise ao valor do stock ... 51
4.2.7 Síntese de problemas identificados ... 53
5. APRESENTAÇÃO DE PROPOSTAS DE MELHORIA ... 55
5.1 Implementação da metodologia SMED ... 56
xi
5.1.2 Estágio 1: Separação entre operações internas e externas ... 57
5.1.3 Estágio 2: Passagem de operações internas para operações externas 57 5.1.4 Estágio 3: Otimização das Operações Internas ... 60
5.1.5 Implementação de uma Standard work combination sheet ... 68
5.2 Aplicação do método Kanban e Planeamento Diário de Produção ... 68
5.2.1 Cálculo do número de kanbans e valor do stock ... 69
5.2.2 Elaboração do Kanban ... 70
5.2.3 Instruções de trabalho para utilização dos kanbans ... 71
5.2.4 Identificação dos contentores ... 71
5.2.5 Plano de produção semanal ... 71
5.3 Aplicação da Gestão Visual e 6S ... 72
5.3.1 Bandeiras de identificação ... 72
5.3.2 Identificação de material e zonas de armazenagem ... 72
5.3.3 Organização da estante de armazenamento das peças ... 74
5.3.4 Estante dos cunhos das Bihler’s ... 75
5.3.5 Colocação de uma mesa de trabalho na área dos metais ... 76
5.4 Aplicação de mecanismos Poka-Yoke ... 77
5.5 Outras propostas de melhoria na área dos metais ... 77
5.5.1 Calha para orientar e transportar as peças ... 78
5.5.2 Alimentador das PMAU’s ... 78
5.5.3 Pesagem das peças na área dos metais ... 79
6. ANÁLISE E DISCUSSÃO DE RESULTADOS ... 81
6.1 Ganhos com a aplicação da metodologia SMED ... 81
6.1.1 Redução do tempo de setup e operações na mudança de ferramenta 81 6.1.2 Redução das movimentações durante a mudança de ferramenta ... 83
xii
6.1.4 Melhoria do Overall Equipment Effectiveness (OEE) ... 85
6.2 Ganhos com a aplicação do método kanban e planeamento de produção ... 86
6.3 Ganhos com a aplicação da gestão visual e 6S ... 87
6.3.1 Eliminação de erros com as bandeiras de identificação ... 87
6.3.2 Melhor identificação de matéria-prima, ferramentas e zonas de armazenagem ... 87
6.3.3 Organização da estante de armazenamento de peças ... 87
6.3.4 Mais rapidez com a estante dos cunhos das Bihler’s ... 88
6.3.5 Espaço para manuseamento e segurança com a mesa de trabalho .... 88
6.4 Resultado da aplicação do mecanismo Poka-Yoke ... 88
6.5 Ganhos com outras melhorias ... 88
7. CONCLUSÕES ... 91
7.1 Conclusão ... 91
7.2 Trabalho futuro ... 92
Referências Bibliográficas ... 95
Anexo I - Instrução de Trabalho, controlo e autocontrolo ... 99
Anexo II - Análise ABC do Produto-Quantidade ... 103
Anexo III - Análise ABC do Produto-Valor ... 107
Anexo IV - Tempos de Setup observados, na situação atual ... 111
Anexo V - Registo das operações da mudança de Ferramenta na PMAU 41, na situação atual ... 113
Anexo VI - Cálculo de Custo de Mudança na PMAU 41 ... 115
Anexo VII - Cálculo do OEE da PMAU 41, na situação atual ... 117
Anexo VIII - Planeamento de Produção Semanal ... 119
Anexo IX - Semelhanças e Características dos Cunhos da PMAU 41 ... 123
Anexo X - Desenho Técnico da Porca Standard ... 125
Anexo XI - Desenho Técnico da Pega, Blocos Padrão e suporte ... 127
xiii
Anexo XIII - Standard Work Combination Sheet da Mudança de Ferramenta ... 137
Anexo XIV - Cálculo do Kanban ... 139
Anexo XV- Instrução de Trabalho do Kanban ... 141
Anexo XVI - Desenhos Técnicos dos Suportes ... 143
Anexo XVII - Instruções da Balança ... 145
Anexo XVIII - Análise ABC das Peças Produzidas nas Bihler´s ... 147
Anexo XIX- Poster com a Ordem de Operações na Mudança de Ferramenta ... 149 Anexo XX- Cálculo do OEE da PMAU 41, após a implementação das propostas . 151
xv
Í
NDICE DEF
IGURASFigura 1: Forças que suportam e resistem ao Lean (adaptado de Melton, 2005) ... 9
Figura 2: Três componentes de standard work (adaptado de: The Productivity Development Team, 1998) ... 10
Figura 3: Kanban na fábrica de Motomachi, 1975 (http://www.toyota-global.com) ... 12
Figura 4: Ciclo PDCA (Meireles, 2001) ... 14
Figura 5: Benefícios da diminuição do tempo de mudança com a aplicação do SMED (adaptado de: The Productivity Development Team,1996) ... 18
Figura 6: Funcionamento de muitos equipamentos (Silva, 2013) ... 20
Figura 7: Fachada da empresa ... 23
Figura 8: Organigrama da GEPC. A) Departamentos diretos; B) Departamentos de suporte ... 25
Figura 9: Disjuntores ... 26
Figura 10: Tipos de ELCB ... 26
Figura 11: Tomadas e interruptores, uso doméstico (à esquerda) e uso industrial (à direita) ... 26
Figura 12: Logotipo dos clientes da GEPC ... 27
Figura 13: Vendas em função do cliente ... 28
Figura 14: Primeiro piso da GEPCP ... 28
Figura 15: Segundo piso da GEPCP ... 29
Figura 16: Área dos Metais ... 30
Figura 17: Área dos Plásticos ... 30
Figura 18: Área de Soldadura ... 30
Figura 19: Área de montagem de WA/WD ... 31
Figura 20: Área de montagem de ELCB ... 31
Figura 21: Fluxo de informação da GEPCP... 33
Figura 22: Peças produzidas na área dos metais ... 35
Figura 23: Layout da área dos metais ... 36
Figura 24: Prensa Mecânica Típica Automática (PMAU) ... 37
Figura 25: Prensa mecânica automática transversal (Bihler) ... 38
Figura 26: Máquina de roscar ... 38
xvi
Figura 28: Diagrama de análise de processo dos metais ... 40
Figura 29: Estante de componentes (supermercado) ... 41
Figura 30: Forno ... 42
Figura 31: Representação gráfica da Análise Produto-Quantidade ... 43
Figura 32: Produção de peças por máquina ... 44
Figura 33: Representação gráfica da Análise Produto-Valor ... 44
Figura 34: Tempo Médio de Setup nas PMAU's ... 46
Figura 35: Diagrama de Spaghetti durante a mudança de ferramenta ... 49
Figura 36: Diagrama Causa-Efeito das PMAU paradas ... 51
Figura 37: Estante de armazenamento de peças ... 52
Figura 38: Documentação colocada na PMAU para reduzir as deslocações dos operadores ... 58
Figura 39: Carro de transporte existente ... 59
Figura 40: Carro de transporte melhorado ... 59
Figura 41: Ferramentas, Antes (à esquerda) e Depois (à direita) ... 60
Figura 42: Cunhos sem nariz (à esquerda) e com nariz (à direita) ... 61
Figura 43: Calibres, antes (à esquerda) e depois (à direita) ... 62
Figura 44: Blocos padrão no suporte ... 62
Figura 45: Desenho Técnico da montagem da base da prensa, cunho e calços ... 63
Figura 46: Tubos para abertura da PMAU ... 64
Figura 47: Estante de cunhos, antes (à esquerda) e depois (à direita) ... 64
Figura 48: Cunhos sem identificação (à esquerda) e com identificação (à direita) ... 65
Figura 49: Desenroladores, antigo (à esquerda) e novo (à direita) ... 65
Figura 50: Contentor de sucata sem suporte (à esquerda) e com suporte (à direita)66 Figura 51: Sistema de lubrificação através do ar (à esquerda) e através da bomba de líquidos (à direita) ... 67
Figura 52: Cartão Kanban ... 70
Figura 53: Etiqueta de identificação de contentor ... 71
Figura 54: Bandeira de identificação ... 72
Figura 55: Rolo de Fita Identificado ... 73
Figura 56: Suporte de rolos de fita ... 73
Figura 57: Fixação dos carros de transporte e área de controlo das peças ... 74
xvii
Figura 59: Nova estante de cunhos das Bihler’s ... 76
Figura 60: Mecanismo poka-yoke instalado nas prensas ... 77
Figura 61: Calha de orientação e transporte de peças ... 78
Figura 62: Curso do alimentador ... 79
Figura 63: Balança ... 79
Figura 64: Comparação de tempos de setup da PMAU 41 ... 81
Figura 65: Tempo de preparação na mudança da PMAU 41 ... 82
Figura 66: Diagrama de Spaghetti durante a mudança de ferramenta após a aplicação do SMED ... 83
Figura 67: Deslocação realizada pelo operário para fazer a pesagem das peças ... 89
Figura 68: Instrução de trabalho ... 99
Figura 69: Instrução de controlo 1/2 ... 100
Figura 70: Instrução de controlo 2/2 ... 101
Figura 71: Folha de Autocontrolo ... 102
Figura 72: Desenho técnico da porca standard ... 125
Figura 73: Desenho técnico da pega dos blocos padrão ... 127
Figura 74: Desenho técnico do bloco padrão de 8mm ... 128
Figura 75: Desenho técnico do bloco padrão de 10mm ... 129
Figura 76: Desenho técnico do bloco padrão de 49,5mm ... 130
Figura 77: Desenho técnico do bloco padrão de 52mm ... 131
Figura 78: Desenho técnico do suporte dos blocos padrão da PMAU 41 ... 132
Figura 79: Desenho técnico do calço traseiro... 133
Figura 80: Desenho técnico do calço da frente ... 134
Figura 81: Desenho técnico do calço de trás simples ... 135
Figura 82: Standard Work Combination Sheet, após implementação de propostas ... 137
Figura 83: Instrução de trabalho do kanban 1/2 ... 141
Figura 84: Instrução de trabalho do kanban 2/2 ... 142
Figura 85: Desenho técnico do suporte do sensor ... 143
Figura 86: Desenho técnico do suporte do micro ... 144
Figura 87: Instruções da balança ... 145
xix
Í
NDICE DET
ABELASTabela 1: Técnicas para a redução do tempo de setup ... 19
Tabela 2: Valor de classe mundial de OEE ... 21
Tabela 3: Etapas principais da história da GEPCP ... 24
Tabela 4: Análise Produto-Quantidade ... 43
Tabela 5: Análise Produto-Valor ... 45
Tabela 6: Afetação Peça-Máquina ... 46
Tabela 7: Operações na mudança de ferramenta ... 47
Tabela 8: Matriz de distâncias durante a mudança de ferramenta ... 48
Tabela 9: Custo de mudança de ferramenta, na situação atual ... 50
Tabela 10: Comparação do valor do OEE da PMAU 41 com o valor de classe mundial ... 50
Tabela 11: Stock das peças da classe A da análise ABC, antes da aplicação de melhorias... 53
Tabela 12: Síntese de problemas identificados ... 54
Tabela 13: Plano de ações ... 55
Tabela 14: Operações e Tempo de Setup no Estágio 1 ... 57
Tabela 15: Operações passadas a externas ... 57
Tabela 16: Operações e tempo de Setup no estágio 2 ... 60
Tabela 17: Operações e tempo de setup no estágio 3 ... 68
Tabela 18: Valor do Stock após a aplicação do método kanban ... 69
Tabela 19: Organização da estante de Cunhos das Bihler’s ... 76
Tabela 20: Comparação do número de operações, antes e depois da implementação da melhorias ... 82
Tabela 21: Comparação de custos, antes e após a implementação do SMED ... 84
Tabela 22: Comparação do valor do OEE da PMAU 41 com o valor de classe mundial após aplicação de melhorias ... 85
Tabela 23: Valor de Stock antes e depois da aplicação do método Kanban ... 86
Tabela 24: Análise ABC do Produto-Quantidade ... 103
Tabela 25: Análise ABC do produto-valor ... 107
Tabela 26: Tempos de setup observados ... 111
xx
Tabela 28: Custo de mudança de ferramenta na PMAU 41 ... 115 Tabela 29: OEE da PMAU 41, na situação atual ... 117 Tabela 30: Planeamento de produção semanal (ELCB) ... 119 Tabela 31: Planeamento de produção semanal (WA/WD) (1/2) ... 120 Tabela 32: Planeamento de produção semanal (WA/WD) (2/2) ... 121 Tabela 33: Semelhanças e características dos cunhos da PMAU 41 ... 123 Tabela 34: Cálculo do Kanban ... 139 Tabela 35: Análise ABC das peças produzidas nas Bihler’s ... 147 Tabela 36: OEE da PMAU 41, após implementação das propostas ... 151
xxi
L
ISTA DEA
BREVIATURAS,
S
IGLAS EA
CRÓNIMOSBIHLER Prensa mecânica automática transversal
CMDO Custo de mão-de-obra
COO Custo de Changeover
CPP Custo de Perda de Produção
CS Custo de Scrap
ELCB Earth Linkage Circuit Breaker
GE General Electric
GEPCP General Electric Power Controls Portugal
JIT Just-In-Time
MTO Make To Order
MTS Make To Stock
OEE Overall Equipment Effectiveness
PDCA Plan-Do-Check-Act
PMAU Prensa Mecânica Automática
SAP Systems, Applications and Products in Data Processing
SMED Single Minute Exchange of Die
WA Wiring Acessories
WD Wiring Devices
1
1. INTRODUÇÃO
Neste capítulo é realizado o enquadramento para o projeto de dissertação com o tema “Aplicação de princípios e ferramentas Lean Production na área dos metais de uma empresa de componentes eletrónicos”. Neste são ainda apresentados os objetivos, a metodologia de investigação utilizada e a organização desta dissertação.
1.1
Enquadramento
Atualmente, devido à crise económica, as empresas tem de se manter competitivas havendo necessidade de reduzir custos e eliminar atividades que não acrescentam valor ao produto, produzindo apenas aquilo que o cliente está disposto a pagar. É crucial tornar os processos eficientes, garantindo sempre a qualidade dos produtos com preços competitivos no mercado.
Uma metodologia organizacional que tem sido usada para atingir estes objetivos é o Lean Production (Womack, Jones, & Roos, 1990). A produção Lean teve origem no sistema de produção da Toyota - Toyota Production System (TPS) desenvolvido por Ohno (1988) no sector da indústria automóvel. Segundo Womack & Jones (1996) o pensamento Lean define-se como fazer mais com menos e baseia-se nos princípios e processos de trabalho do sistema de produção da Toyota.
Para implementar o modelo Lean Production numa empresa é necessário recorrer-se a diversas ferramentas, como por exemplo, técnica dos 5S’s, Kanban e Single Minute Exchange of Die (SMED). A implementação Lean é gradual e está constantemente a ser atualizada. O que é feito nunca é perfeito, procura-se sempre a melhoria contínua dos processos e da empresa, implementando as ferramentas por etapas, primeiro as mais simples como 5S e depois mais complexas como o sistema Kanban.
A empresa onde se realizou esta dissertação já implementava princípios e algumas ferramentas Lean Production para melhorar a eficiência do seu sistema de produção (Miranda, 2010; Rocha, 2010; Loureiro, 2012). Esta empresa denomina-se General Electric Power Controls Portugal (GEPCP) e dedica-se à produção de disjuntores, mecanismos e tomadas, dividindo-se a produção em vários sectores funcionais: metais, plásticos, soldadura e montagem.
2
O sector dos metais era considerado um sector crítico, uma vez que o produto que sai é necessário para os restantes sectores e, portanto, se este sector falha ou se atrasa, o trabalho dos outros sectores fica comprometido. Por vezes tinham de se alterar as ordens de produção por falta de peças que são produzidas na área dos metais. Nesta secção havia falta de organização e poucas ferramentas em relação às máquinas e operadores que lá trabalhavam. O tempo de preparação das máquinas era muito elevado, o espaço limitado e embora já se tivesse usado o sistema Kanban, este estava completamente desatualizado. Foi neste contexto que surgiu a proposta de aplicação da metodologia Lean na área dos metais.
1.2
Objetivos
O principal objetivo deste projeto foi aplicar ferramentas da metodologia Lean, para melhorar a organização, eficiência e tempo de resposta na área de metais da empresa. Assim, como objetivos específicos pretendeu-se:
• Reorganizar a área dos metais;
• Identificar e melhorar os procedimentos; • Recalcular número de Kanbans e redefini-los; • Reduzir os tempos de preparação das prensas.
Pretendeu-se ainda melhorar as seguintes medidas de desempenho: • Reduzir o lead time;
• Aumentar a eficiência das prensas; • Aumentar a produtividade desta área.
1.3
Metodologias de investigação
Os processos de pesquisa têm como objetivo auxiliar o desenvolvimento de um projeto de investigação (Saunders, Lewis, & Thornhil, 2007). Normalmente, um processo de investigação passa por seis fases: Formular o tópico (Fase 1); rever a literatura (Fase 2); planear a investigação (Fase 3); recolher dados (Fase 4); analisar dados (Fase 5) e escrever a dissertação (Fase 6). Na primeira fase definem-se os objetivos e planeamento do projeto e escolhe-se a metodologia de investigação, que melhor se adequa ao projeto. Na segunda faz-se a revisão bibliográfica, pesquisa e análise de fontes bibliográfica, recorrendo a várias fontes, como relatórios e teses
3
(fontes primárias), livros, revistas e artigos científicos (fontes secundárias), e fontes terciárias.
A investigação realizada seguiu a metodologia Action-Research para a realização deste projeto uma vez que existe um envolvimento do investigador com os colaboradores da empresa, possibilitando um ambiente colaborativo entre todos e permitindo investigar e analisar situações reais e concretas e agir através da implementação de propostas de melhoria. A metodologia Action-Research é definida como “aprender fazendo” (O'Brien, 1998). Esta metodologia é vista como um processo cíclico com 5 etapas: 1) diagnóstico; 2) planeamento de ações; 3) implementação das ações selecionadas; 4) avaliação e análise dos resultados e 5) especificação de aprendizagem (Susman & Evered, 1978). Estas fases foram seguidas neste projeto:
Etapa 1- Diagnóstico e análise do estado atual da empresa (fases 4 e 5 referidas em cima), focando mais a secção em estudo. Recolha de dados e informações atuais da empresa para posterior análise através de medições de tempos, fotografias, vídeos, entre outros, que demonstraram ser necessários e adequados. Identificação de problemas e desperdícios utilizando ferramentas como o Value Stream Mapping (VSM), diagrama de causa-efeito, análise de Pareto, estudo de tempos, avaliação ergonómica, entre outras. Medição de indicadores de desempenho: Overall Equipment Effectiveness (OEE), tempos de entrega, WIP, entre outros.
Etapa 2- Planeamento de ações através da apresentação de propostas de melhoria para solucionar os problemas identificados na análise.
Etapa 3 – Implementação de propostas, i.e., aplicação de ferramentas Lean, depois de obtida a autorização para as implementar de forma a solucionar os problemas identificados e a eliminar os desperdícios.
Etapa 4 – Análise, avaliação e discussão dos resultados obtidos com a implementação das propostas e correção de eventuais desvios.
Etapa 5 – Especificação de aprendizagem. Neste ponto, o problema foi reavaliado de forma a verificar se estava resolvido e, quando necessário, iniciou-se outro ciclo do processo. Este processo continuou até que o problema fosse completamente resolvido (O'Brien, 1998).
4
1.4
Organização da dissertação
Esta dissertação está organizada em sete capítulos, começando pela introdução do projeto, onde se descreve o enquadramento, objetivos, metodologia de investigação usada e é descrita a organização da dissertação.
No capítulo dois é feita a revisão bibliográfica, onde se menciona o Lean Production, os seus desperdícios, princípios, benefícios e dificuldades de implementação. Neste capítulo são também, apresentadas várias ferramentas do Lean Production, como o kaizen, técnica 5S’s, kanban e SMED, indicadores de produção e ferramentas de diagnóstico.
No terceiro capítulo, é feita a apresentação e caracterização da empresa que acolheu este projeto, a GEPCP. É apresentada a implantação da área produtiva e descrição geral do sistema produtivo e fluxo de materiais da empresa.
No capítulo quatro, é descrita e analisada a situação atual da área de produção de peças metálicas, onde são identificados alguns problemas encontrados na área. O quinto capítulo refere-se a apresentação de propostas de melhoria, face aos problemas identificados no capítulo anterior. É proposta a implementação da metodologia SMED e método kanban, entre outros, como, técnica 5S´s, gestão visual, jidoka, kaizen e just-in-time.
No capítulo seis é feita uma análise e discussão das propostas de melhoria implementadas na área, comparando a situação antes da implementação das propostas de melhoria com o após dessa implementação.
Por fim, no capítulo sete são apresentadas as conclusões deste projeto, assim como o trabalho a elaborar futuramente, dando continuidade ao projeto.
5
2. REVISÃO
BIBLIOGRÁFICA
Neste capítulo é feita uma revisão bibliográfica ao Lean Production, os seus desperdícios, princípios, benefícios e dificuldades de implementação. São apresentadas diferentes ferramentas do Lean Production: Kaizen, Técnica 5S, Gestão visual, Jidoka, Kanban, Single Minute Exchange of Die, Standard Work e Just-In-Time.
2.1
Lean Production
A produção Lean teve origem no sistema de produção da Toyota - Toyota Production System (TPS) desenvolvido por Ohno (1988) no sector da indústria automóvel. Segundo Womack & Jones (1996), o pensamento Lean define-se como fazer mais com menos e baseia-se nos princípios e processos de trabalho do sistema de produção da Toyota. Para Liker (2004) a produção Lean não é mais que a eliminação de desperdícios, tendo como objetivos melhorar a qualidade, diminuir o custo e lead time do produto.
Para implementar o modelo Lean Production (LP) numa empresa é necessário recorrer-se a diversas ferramentas, tais como: técnica dos 5S’s, kanban e SMED, entre outras.
2.1.1 Sete desperdícios
Segundo Ohno (1988) o desperdício representa qualquer atividade que consome recursos, o que se traduz num aumento de custos de produção e que não contribuem para aumentar o valor que o cliente paga pelo produto. Este autor identificou sete tipos de desperdícios: sobreprodução, esperas, movimentação, transporte, inventário, sobre-processamento ou processamento incorreto e defeitos explicados de seguida:
• Sobreprodução: É o pior dos desperdícios e mais comum na indústria (Ohno, 1988). Isto significa o que é produzido além do necessário para satisfazer a ordem de fabrico ou produção antecipada, i.e., produção mesmo antes do produto ser requerido pelo cliente.
• Esperas: considera-se espera quando um operário ou máquina está parado. Este tempo de espera não acrescenta valor ao produto e pode ser originado
6
por falta de material, avaria de máquina, acidentes, não conformidades e grandes lotes de produção.
• Movimentações: Movimentação de pessoas ou equipamentos que não acrescentam valor ao produto.
• Transporte: Para a produção de um produto é necessário o transporte de matéria-prima e produto entre postos de trabalho, este transporte não acrescenta valor ao produto e por isso devem ser minimizadas as distâncias percorridas.
• Inventário: excesso de inventário ocupa espaço e tempo para organizar este inventário com muitos custos associados. Este desperdício pode ocultar muitos outros desperdícios.
• Sobre-processamento ou processamento incorreto: desperdício causado por processos a mais do que o necessário ou operações incorretamente processadas.
• Defeitos: A falta de controlo ao longo do processo produtivo leva à produção de produtos não conformes. Para contornar este problema as empresas aumentam o controlo e aumentam o stock para compensar a quantidade de produtos não conformes, o que leva a maiores custos de produção.
2.1.2 Princípios do Lean
Segundo Womack & Jones (1996), a produção Lean baseia-se em cinco princípios fundamentais, cuja aplicação é considerada como o “antídoto para eliminação dos desperdícios”. Estes são a definição de 1) valor, 2) cadeia valor, 3) fluxo, 4) sistema puxado (pull), e 5) perfeição, descritos de seguida:
• Valor: Os produtos devem ter o valor que o cliente está disposto a pagar. Características que, do ponto de vista do cliente, não acrescentam qualquer tipo de valor ao produto, são desnecessárias. Por isso, se existirem, os produtos e/ou processos devem ser melhorados.
• Cadeia de Valor: Engloba todos os processos que desenvolvem, produzem e entregam os resultados esperados. Os processos que caracterizam a cadeia de valor incluem as atividades necessárias, desde o pedido do cliente até a expedição do produto final. É necessário analisar os processos para poder eliminar todas as atividades que não acrescentam valor ao produto.
7 • Fluxo: O fluxo deve ser contínuo, eliminando os tempos de espera e inventário, de maneira a responder as datas de entrega, melhorando assim o serviço ao cliente.
• Sistema puxado (pull): Deve ser o cliente a puxar a produção, assim apenas se produz no momento e quantidade certa, evitando a criação e acumulação de inventário. Womack & Jones (1996) dizem para não produzir nada até que seja necessário.
• Perfeição: Depois de concretizados os primeiros quatro princípios, busca-se a perfeição. A perfeição é caracterizada pela melhoria contínua, que procura desperdícios para os eliminar.
Pinto (2008) defende que os cinco princípios mencionados por Womack & Jones (1996) apresentam algumas lacunas, como considerar apenas a cadeia de valor do cliente e levar as organizações a entrar em ciclos de redução de desperdícios, ignorando a criação de valor através da inovação de novos produtos, serviços e processos. Surge, então, a adoção de mais dois princípios, “conhecer o stakeholder” e “inovar sempre”.
2.1.3 Benefícios e dificuldades de implementação
A implementação de Lean Production numa empresa não é considerada fácil pois a sua implementação requer, muitas vezes, uma mudança de cultura organizacional e um compromentimento total dos gestores de topo (Womack & Jones, 1996). Obtido este comprometimento e implementado LP, os beneficios são muitos. Melton (2005) sintetiza os príncipais benefícios da implementação do Lean Production:
• Redução de custos;
• Melhor gestão de conhecimentos; • Diminuição dos erros;
• Diminuição dos sete desperdícios;
• Diminuição da necessidade de retrabalho; • Redução do inventário;
• Redução do lead time.
Segundo Klym (2013) os benefícios da aplicação da metodologia Lean resumem-se da seguinte forma:
8
• Aumento da qualidade; • Aumento da produtividade;
• Aumento da satisfação dos clientes; • Aumento da motivação dos trabalhadores; • Redução dos custos operacionais;
• Crescimento da empresa.
Com a implementação da metodologia Lean, Womack & Jones (1996) demonstraram que muitas empresas norte-americanas, europeias e japonesas duplicaram os níveis de desempenho e reduziram o stock e defeitos, aumentando o nível de serviço aos clientes. Liker (2004) diz que já em 1987 com a aplicação dos princípios básicos do Lean, a Toyota conseguia colocar um novo modelo no mercado em menos de 14 meses que os seus concorrentes, utilizava metade dos engenheiros e conseguia menor percentagem de defeitos de fabrico.
Quanto às dificuldades, o autor apontava a falta de objetivos tangíveis, a demora no surgimento dos resultados e a ideia da empresa de que os métodos a funcionar são eficientes e por isso não sentem que devem mudar. No entanto, o autor diz que estas dificuldades são discutíveis, pois com o processo Lean a produção será mais rápida, o que leva a uma resposta mais rápida ao cliente, resultando em benefícios financeiros para a empresa. Tal como a ideia de que os processos usados na empresa já são eficientes pode ser pura ilusão, pois a aplicação do Lean faz com que todos os processos dentro da empresa sejam revistos, sendo neste processo reveladas muitas ineficiências.
Melton (2005) resume os benefícios e dificuldades como forças que suportam e resistem ao movimento Lean (Figura 1).
9
Figura 1: Forças que suportam e resistem ao Lean (adaptado de Melton, 2005)
Dalla & Morais (2006) dizem ser necessária uma maior cooperação e confiança entre trabalhadores e administração o que pode aumentar o nível de stress dos trabalhadores, piorando os resultados pretendidos.
2.2
Ferramentas do Lean Production
Neste subcapítulo são apresentadas várias ferramentas da metodologia Lean Production utilizadas no decorrer deste projeto, como: Standard Work, Produção Just-In-Time, Jidoka, Kaizen, Técnica 5S, Gestão visual Single Minute Exchange of Die e Overall Equipment Effectiveness(OEE).
2.2.1 Standard Work
O Standard Work tem como objetivo normalizar a maneira como um determinado trabalho é executado, de modo a melhorar os processos e operações. Pode definir-se como um conjunto de procedimentos de trabalho que visam os melhores métodos e sequências para cada processo e para cada trabalhador (The Productivity Development Team, 2002). Monden (1998) defende que Standard Work deve englobar três componentes: Standard Cycle Time, Standard Work Sequence e Standard In-Process Inventory (Figura 2).
10
Figura 2: Três componentes de standard work (adaptado de: The Productivity Development Team, 1998)
O Standard Cycle Time é o tempo padrão em que uma linha deve produzir um produto ou componente, sendo a sua procura ordenada pelo mercado (Monden, 1998). The Productivity Development Team (1998) determina Standard Cycle Time cronometrando o tempo de ciclo do início ao fim do processamento de um produto, incluindo o tempo de processamento da máquina, o tempo de trabalho manual, transporte, esperas e tempo de inspeção.
A Standard Work Sequence refere-se a sequência de trabalho padrão, ou seja estabelece a ordem pela qual as operações de um processo devem ser executadas, permitindo ao operador repetir este ciclo de forma consistente ao longo do tempo (The Productivity Development Team, 1998). Por fim, Standard In-Process Inventory pretende padronizar a quantidade mínima de peças ou materiais necessários para completar um ciclo de processamento. Existem diferentes documentos para registar o Standard Work:
• Process Capacity Table- Tabela onde é feito o registo do tempo de máquina e do tempo de operador, bem como o tempo de troca de ferramenta.
• Standard Work Combination Sheet- Folha onde se relacionam o tempo de funcionamento da máquina e tempo de trabalho humano num processo.
• Standard Work Sheet- Folha onde não só estão registadas as operações e sua sequência operatória mas também a disposição dos equipamentos para esta sequência.
11
2.2.2 Produção Just-In-Time
A técnica Just-In-Time (JIT) foi desenvolvida pela Toyota, no Japão, por Taiichi Ohno, tendo como principal objetivo a eliminação de desperdícios. Segundo Liker (2004), a aplicação do sistema JIT permite uma resposta no momento e quantidade que o cliente deseja, utilizando o mínimo de recursos na produção (mão de obra ou equipamentos).
JIT difere da abordagem de produção em massa usada por muitas empresas. A produção em massa é projetada para produzir grandes lotes de produtos idênticos, que são armazenados e posteriormente enviados aos clientes como eles são ordenados. Em contraste, a abordagem JIT permite que uma empresa produza uma grande variedade de produtos em quantidades menores, com um prazo de entrega mais curto, de modo a atender às necessidades específicas dos clientes (The Productivity Development Team, 1998).
A produção JIT baseia-se num sistema pull, i.e., é o cliente que puxa a produção. Para implementar o JIT é necessário um mecanismo que puxe a produção. Um desses mecanismos é o Kanban. Kanban é um termo japonês que significa etiqueta, cartão e o seu funcionamento baseia-se na circulação destes para autorizar a produção (Courtois, Pillet, & Martin-Bonnefous, 2006). Foi criado logo após a segunda Guerra Mundial, no Japão, por Ohno, na Toyota Motor Company.
Segundo Bilstein, Sequeira, & Carvajal (1994) a ideia base do sistema kanban foi uma consequência da crise do petróleo, em 1973, que afetou fortemente a indústria japonesa. O grande objetivo era tornar a gestão da produção mais económica e flexível.
Segundo a Toyota (2004), foi o supermercado americano que inspirou o sistema kanban de Taiichi Ohno na linha de produção. Ohno observou como os clientes apenas pegavam no número de produtos que precisavam do supermercado e que por sua vez, o supermercado era reabastecido no momento certo e nas quantidades necessárias (Figura 3). A Toyota Company afirma que foi esta observação que levou Ohno a pensar sobre como eliminar o desperdício na linha de produção.
12
Figura 3: Kanban na fábrica de Motomachi, 1975 (http://www.toyota-global.com)
Segundo Dennis (2007) existem dois tipos de kanban: o kanban de produção, que origina ordens de produção, indicando o produto e quantidade a produzir, e o kanban de transporte, que indica o produto e quantidade a retirar entre dois postos de trabalho. Segundo Courtois, Pillet, & Martin-Bonnefous (2006), o número de kanbans pode calcular-se segundo a seguinte fórmula:
DL G
C
Em que:
N- número de kanbans;
D- consumo médio de produtos pelos clientes por unidade de tempo; L- prazo de disponibilização dos produtos;
G- fator de gestão: fator de cobertura de imprevistos e mudanças de série; C- número de peças existentes num contentor.
Com a implementação do sistema kanban podem evidenciar-se alguns dos problemas da fábrica. Gerir um fluxo de produtos através do método kanban exige uma grande fluidez de escoamento dos produtos (Courtois, Pillet, & Martin-Bonnefous, 2006). Por isso devem introduzir-se melhorias que variam de empresa para empresa, um exemplo é reduzir as mudanças de série demasiado longos e prejudiciais ao bom funcionamento do kanban. Algumas das vantagens da implementação deste sistema são:
13 • Permite visualizar problemas do processo produtivo, que se encontravam
disfarçados;
• Serviço ao cliente melhorado, ao nível do cumprimento de prazos, de quantidades e qualidade;
• Gestão da produção fica simplificada, pois o kanban gera automaticamente ordens de produção;
• Maioritariamente, redução de stocks que se traduz em redução de custos e maior espaço disponível na fábrica.
2.2.3 Jidoka
Jidoka é uma palavra japonesa que significa a autonomia que o operador ou a máquina têm para parar o processo quando é detetada alguma anomalia (Liker & Meier, 2006). Segundo Liker (2004) o objetivo do Jidoka é colocar as máquinas a trabalhar sem que seja necessário um acompanhamento contínuo por parte dos operários e alertando-os e parando a máquina, através de um sinal, quando existe alguma anomalia.
Para Shingo (1989), um processo só é completamente automatizado se a máquina for capaz de detetar e corrigir os seus próprios problemas operacionais. Por isso, defende o Jidoka como um estágio anterior a automação, uma vez que a máquina ainda não tem a capacidade de corrigir os seus problemas sem a ajuda dos operários.
Para implementar o Jidoka, o TPS usa, entre outras ferramentas, mecanismos poka-yoke. Os mecanismos poka-yoke, ferramenta também denominada mistake proofing ou error proofing, significa à prova de erros. Esta ferramenta foi desenvolvida por Shingo (1989a) que fala da sua origem na obra “Zero quality control: source inspection and the poka-yoke system”.
Um poka-yoke é qualquer mecanismo que para além de impedir a ocorrência de um erro faz com que este erro seja detetado facilmente. Shingo (1989b) distingue dois tipos de poka-yoke, o de controlo e o de advertência. Poka-yoke de controlo que faz com que a máquina pare quando ocorre uma anomalia impedindo a produção de peças defeituosas e poka-yoke de advertência que indica, através de um sinal sonoro e/ou luminoso que algo não ocorreu como estava planeado.
14
2.2.4 Kaizen
Kaizen é uma metodologia gerada por Imai (1997), cuja palavra japonesa significa melhoria contínua. Segundo Imai (1991) o principal objetivo desta metodologia é a continua eliminação dos desperdícios e todas as operações que não acrescentam valor ao produto, sob o ponto de vista do cliente.
Segundo Ortiz (2006) o kaizen é uma forma de recorrer à colaboração motivada dos operários para implementação contínua de melhorias sem recorrer a grandes investimentos financeiros. A implementação não é simples e rápida, no entanto, os resultados tem-se revelado grandes e duradoiros. Liker (2004) afirma que as atitudes e maneiras de pensar dos operários, através da autocrítica e da busca da melhoria contínua são a essência do Kaizen.
A metodologia Kaizen é apoiada pelo ciclo Plan-Do-Check-Act (PDCA). Segundo Scyoc (2008) o ciclo PDCA é uma ferramenta idealizada por Shewhart e mais tarde divulgada e apoiada por Deming. Esta ferramenta é baseada na formulação de hipóteses e recolha de informação e depois é testada. Usualmente, apresenta-se o seu procedimentos sobre a forma de um ciclo (Rother, 2009). Na Figura 4 está representado o ciclo PDCA, onde se podem verificar as várias etapas do método.
Figura 4: Ciclo PDCA (Meireles, 2001)
2.2.5 Técnica 5S’s
Com o decorrer do tempo, os postos de trabalho vão-se desorganizando e armazenando materiais desnecessários que vão dificultar o bom funcionamento
15
destes. Surge então, a técnica 5S’s para combater estes problemas. Segundo Courtois, Pillet, & Martin-Bonnefous (2006)
,
os industriais japoneses costumam dizer que qualquer ação Just-In-Time deve começar com, pelo menos, dois anos de campanha dos 5S’s.A metodologia 5S’s consiste na organização do trabalho, envolve o desenvolvimento de um ambiente visual limpo e bem organizado e onde os fluxos são claramente identificados, as informações e objetos estão disponíveis e procedimentos operacionais estão padronizados (Bertholey, Bourniquel, Rivery, Coudurier, & Follea, 2009). A finalidade do método é melhorar a qualidade dos artigos produzidos, a segurança, a eficácia e a taxa de avarias (Courtois, Pillet, & Martin-Bonnefous, 2006).
A técnica dos 5S’s baseia-se em cinco passos, cada um destes passos é caracterizado por uma palavra japonesa começada pela letra S. Os passos são separar (Seiri), organizar (Seiton), limpar (Seiso), normalizar (Seiketsu) e manter (Shitsuke), (Shumin & Xiaoling, 2009). Courtois, Pillet, & Martin-Bonnefous (2006) definem o método em duas fases distintas: Elevação ao nível adequado (Seiri, Seiton, Seiso) e Manutenção do nível atingido (Seiketsu, Shitsuke). A seguir explicam-se os passos:
• Separar (Seiri): Neste primeiro passo, é feita a separação dos materiais, equipamentos e ferramentas que são necessários e os que não são necessários no posto de trabalho, eliminando os que não são necessários. O hábito de “acumular e guardar porque pode vir a ser necessário” não favorece o asseio e a eficácia da procura dos objetos. Deve-se determinar o que se deve manter no posto de trabalho, o que se pode guardar e o que se deve deitar fora (Courtois, Pillet, & Martin-Bonnefous, 2006).
• Organizar (Seiton): Significa organizar e consiste na arrumação do posto de trabalho, para assim diminuir o tempo de procura dos objetos. O objetivo é organizar o posto de trabalho de maneira a encontrar imediatamente os objetos/ferramentas necessários. Para isso, pode-se pintar o chão para poder ver facilmente a sujidade, delimitar áreas de trabalho, sombrear as posições
16
das ferramentas nas placas, colocar etiquetas de identificação em locais e objetos, entre outros.
• Limpar (Seison): Limpar é um passo paralelo aos dois primeiros passos. Num ambiente asseado é mais fácil e rápido detetar problemas ou anomalias. Num posto de trabalho, a limpeza é vista como forma de inspeção que serve para controlar o estado de funcionamento das máquinas. Deve-se definir o que deve ser limpo, os meios a utilizar e a frequência de limpeza.
• Normalizar (Seiketsu): É necessário definir normas e padrões conforme os parâmetros definidos. Esta etapa deve evitar voltar a velhos hábitos e por isso e por facilitar a aplicação e cumprimento das regras devem-se estabelecer as normas juntamente com os operários. É fundamental fazer respeitar a fase “elevação ao nível adequado”.
• Manter (Shitsuke): Este passo baseia-se em autodisciplina, exigindo e controlando o cumprimento das normas e padrões anteriormente definidos. É promovido o processo de melhoria contínua (kaizen), modificando-o e desenvolvendo-o quando for necessário (Courtois, Pillet, & Martin-Bonnefous, 2006).
Segundo a Creative Safety Supply (2010), organização empresarial, a segurança é muito importante em qualquer sistema de organização no local de trabalho e por isso acrescentam um 6º senso, o senso da segurança (6S). Courtois, Pillet, & Martin-Bonnefous (2006) defendem que para garantir a continuidade da aplicação do método é necessário ter em conta:
• O estabelecimento de regras de comportamento através da comunicação visual e da formação dos operários;
• A verificação se cada um participa e tem consciência da sua responsabilidade em relação as tarefas que lhe competem.
Para implementar a técnica 5S, em geral passa-se pelo seguinte processo: • Motivar os quadros;
• Dar formação aos operários sobre os métodos; • Fazer o ponto da situação das instalações; • Definir uma zona piloto;
17 • Formar o grupo de trabalho piloto;
• Criar um “painel dos 5S”;
• Arrancar com o trabalho de grupo; • Implementar as cinco etapas; • Generalizar as outras secções.
2.2.6 Gestão visual
A Comunidade Lean (2009) define gestão visual como um sistema de planeamento, controlo e melhoria contínua que integra ferramentas visuais simples, possibilitando assim compreender a situação atual e apoiar o trabalho através de uma rápida “olhada”. A linguagem utilizada neste tipo de ferramenta deve ser simples e acessível para que todas as pessoas a compreendam da mesma forma (Hall, 1987).
Para Shingo (1989b) existem vários tipos de gestão visual como, folhas de trabalho normalizado, quadros informativos da qualidade e outras medidas de desempenho, delimitação de espaços e sinalização luminosa.
2.2.7 Single Minute Exchange of Die
Ao conjunto de operações de preparação das máquinas é usualmente chamado Setup. O tempo de preparação ou tempo de setup das máquinas influencia diretamente a flexibilidade das empresas face ao mercado, o que faz do tempo de preparação das máquinas um fator de competitividade importante. Quando os tempos de setup das máquinas são elevados, há tendência de aumentar os tamanhos dos lotes produzidos para reduzir o número de vezes que é necessário fazer a mudança de ferramenta e, com isso, diminuir também o tempo perdido (Shingo, 1985).
Durante o setup, não é produzido valor, por isso é entendido como um desperdício, e como tal, deve ser eliminado, ou pelo menos diminuído. O tempo de preparação das máquinas é definido como sendo o tempo desde que é produzida a última peça de um lote até ser produzida a primeira peça do lote seguinte.
O Single Minute Exchange of Die (SMED) é o0020conjunto de técnicas que torna possível a redução do tempo de preparação das máquinas para menos de dez minutos. Se o setup for realizado rapidamente, as empresas podem fazer as
18
mudanças de ferramenta sempre que necessário. Com isto, as empresas podem produzir em lotes de menor quantidade o que faz (Figura 5):
• Aumentar a flexibilidade em relação ao mercado- as empresas podem atender as necessidades de mudança do cliente, sem acarretar despesas de stock; • Aumentar a rapidez de entrega ao cliente- produção de lotes pequenos faz com
que diminua o lead time e consequentemente, o tempo de espera do cliente; • Melhorar a qualidade- armazenamento de menor quantidade de stock faz com
diminuir os defeitos. O SMED também reduz defeitos de configuração das ferramentas;
• Aumentar a produtividade- trocas de ferramenta mais rápidas reduz o tempo de inatividade o que aumenta a taxa de produtividade do equipamento.
Figura 5: Benefícios da diminuição do tempo de mudança com a aplicação do SMED (adaptado de: The Productivity Development Team,1996)
Existem dois tipos de operações de Setup:
• Setup interno- são operações que apenas podem ser realizadas com o equipamento parado;
• Setup externo-são operações que podem ser realizadas com o equipamento em funcionamento.
19
Segundo Shingo (1985), o método SMED baseia-se, essencialmente, em quatro estágios:
• Estágio preliminar: O Setup interno e externo não se distinguem- No estágio preliminar faz-se a recolha do tempo inicial das atividades realizadas no Setup. • Estágio 1: Distinção de setup interno de setup externo- Organização das
operações, classificando-as em Setup interno ou Setup externo. Shingo (1985) defendia que ao realizar o máximo de operações de Setup como Setup externo, o tempo de Setup interno pode ser reduzido de 30 a 50%.
• Estágio 2: Conversão do Setup interno em Setup externo- Reduzir ainda mais o tempo de Setup, para poder atingir a meta (tempo de Setup ser inferior a 10 minutos), envolve duas atividades importantes: 1-reexame das operações para verificar se alguma operação foi erradamente classificada como setup interno; 2- encontrar maneira de converter Setup interno em Setup externo.
• Estágio 3: Racionalização de todos os aspetos das operações de Setup- Para continuar a reduzir ainda mais o tempo de Setup é necessário analisar todos os detalhes básicos das operações. São aplicados princípios específicos para diminuir o Setup, principalmente o Setup interno.
Para cada estágio, Shingo (1985) estabelece algumas técnicas para redução do tempo de Setup. Estas técnicas são apresentadas na Tabela 1.
Tabela 1: Técnicas para a redução do tempo de setup Estágio 1: Distinção de setup interno de setup externo
• Utilização de check list;
• Verificação das condições de funcionamento;
• Melhoria no transporte de matrizes.
Estágio 2: Conversão do Setup interno em Setup externo
• Preparação antecipada das condições operacionais;
• Padronização de funções;
• Utilização de guias intermediàrias.
Estágio 3: Racionalização de todos os aspetos das operações de setup
• Melhoria no armazenamento e no transporte de navalhas, matrizes, guias,
batentes, etc;
• Implementação de operações em paralelo;
• Uso de fixadores funcionais;
• Eliminação de ajustes;
• Sistema de mínimo múltiplo comum;
20
2.2.8 Overall Equipment Effectiveness (OEE)
O desempenho dos equipamentos influência diretamente a produtividade dos processos numa empresa, por isso é de extrema importância medir a eficácia destes. Por vezes, os equipamentos não estão a produzir nas condições ideais ou até estão grande parte do tempo parados, isto provoca um impacto negativo na produtividade, aumentando os custos e comprometendo o cumprimento de datas de entrega ao cliente (Silva 2013). Na Figura 6 estão representadas as atividades realizadas durante o funcionamento de muitos equipamentos, cujo tempo para produzir é apenas uma pequena parcela.
Figura 6: Funcionamento de muitos equipamentos (Silva, 2013)
O Overall Equipment Effectiveness (OEE) é reconhecido por vários autores como o melhor indicador para medir a eficácia de qualquer equipamento em funcionamento. Foi criado por Nakajima (1988) na Toyota Production System, não só para medir o desempenho dos equipamentos mas também como métrica da melhoria contínua dos equipamentos e processos produtivos. Segundo Silva (2013) é um indicador que mede o desempenho de uma forma tridimensional, uma vez que tem em consideração:
• O tempo útil que o equipamento tem para produzir- Disponibilidade; • A eficiência do equipamento durante o funcionamento- Eficiência; • A qualidade do produto obtida no processo- Qualidade.
O OEE é calculado através da multiplicação dos três fatores numéricos, como está representado na seguinte equação:
ê
De acordo com The Productivity Development Team (1999) o objetivo do OEE é apenas a avaliação da eficácia dos quipamentos e nunca a avaliação dos operários,
21
ou seja, o OEE é utilizado para ver se a máquina está a trabalhar na velocidade e qualidade especificadas e para verificar as perdas do sistema produtivo na generalidade. Na Tabela 2 estão representados os valores de classe mundial de OEE, segundo a empresa americana Vorne.
Tabela 2: Valor de classe mundial de OEE
Fator de OEE Valor de Classe Mundial
Disponibilidade 90%
Velocidade 95%
Qualidade 99%
23
3. APRESENTAÇÃO
DA
EMPRESA
No presente capítulo é feita a apresentação da empresa GE Power Controls Portugal, onde foi desenvolvido o projeto desta dissertação. Este capítulo está dividido em seis subcapítulos, onde é feita a apresentação da empresa, o historial, organização, produtos, mercado e clientes da empresa. É também apresentada a implantação da área produtiva e feita a descrição geral do sistema produtivo e do fluxo de materiais da GE Power Controls Portugal.
3.1
Identificação e localização da empresa
A General Electric Power Controls (GEPC) é uma empresa de componentes eletrónicos, localizada em Vila Nova de Gaia, na Rua Camilo Castelo Branco 805, freguesia de Santa Marinha (Figura 7).
Figura 7: Fachada da empresa
A GEPC dedica-se a produção de disjuntores, tomadas, interruptores e faz todo o processo desde o fabrico das matérias-primas, injeção de plástico e produção de metais, até a montagem final dos componentes.
Esta empresa conta com a colaboração de aproximadamente 200 trabalhadores, dos quais 20% são trabalhadores temporários. As instalações possuem uma área total de 5900 m2, da qual: 2600 m2 é fábrica de componentes, 1200 m2 pertence a áreas de montagem, 1300 m2 ao armazém e 400 m2 dizem respeito aos escritórios.
24
3.2
Historial da empresa
A General Electric Company, mais conhecida por GE nasce em 1892, da fusão entre duas empresas americanas, Edison General Electric Company (fundada por Thomas Edison) e Thomson-Houston Company. A GE é uma empresa multinacional americana que aposta na inovação e se apresenta em várias áreas de negócio, estando presente em mais de 100 países. Abrange áreas como as finanças, saúde, transportes e tecnologia.
A empresa tem como principais valores a excelência, criatividade, imaginação e liderança. A GEPC é uma das muitas empresas GE e pertence ao ramo da GE Energy que se dedica a soluções industriais. As etapas principais da história da empresa estão na Tabela 3.
Tabela 3: Etapas principais da história da GEPCP 1912
• Nasceu a Empresa Electro Cerâmica
1954
• A empresa Electro Cerâmica foi adquirida pelo Grupo Vista Alegre
1987
• A empresa, com o objetivo de autonomizar as tarefas de negócio, procedeu a uma cisão,
resultando três novas empresas: Ecoplás- Empresa de Plásticos Técnicos, S.A, Cerisol- Isoladores Cerâmicos, S.A, e E.C Material eléctrico, S.A
1988
• O grupo vendeu E.C Material Eléctrico e a Ecoplás, mantendo a Cerisol.
1989
• O grupo Eurolec, agora designado por Power Controls, adquire através da vynckier NV a EC
Material Eléctrico, S.A. 1996
• A GE Power Controls passou a pertencer a 100% a GE Company e mudou o nome para GE
Power Controls Portugal- Material Eléctrico S.A. 1998
• Foram inauguradas as novas instalações com escritórios, armazéns e áreas de produção de
disjuntores. 2004
• Devido a uma reestruturação do negócio a GE Power Controls passou a chamar-se GE
Consumer & Industrial. 2009
• Mudança de instalações de dois edifícios para um.
2010
• Transferência da GEPC Portugal da GE Consumer & Industrial para GE Energy.
2013
• Recebe-se a notícia que a GEPC Portugal devido a uma reestruturação, em 2014, vai fechar
25
3.3
Organização da empresa
A empresa separa departamentos diretos de departamentos de suporte (Figura 8), considerando diretos aqueles que trabalham apenas na GEPC, enquanto os de suporte podem estar deslocalizados da GEPC, trabalhando, também, em outras empresas da GE.
Figura 8: Organigrama da GEPC. A) Departamentos diretos; B) Departamentos de suporte
Tal como se pode verificar na Figura 8, a empresa conta como departamentos diretos: Engenharia de Produção, Gestor de Materiais, Engenharia de Processo, Manutenção & Lean, Gestor de Produção, Gestor de Qualidade & EHS e Materiais. Como departamentos de suporte tem os seguintes: Financeira, Tecnológica, Logística, Pesquisa, Marketing de Produto, Vendas, Recursos Humanos e Tecnologia de Informação. Cada departamento tem uma equipa com objetivos bem definidos.
3.4
Produtos, mercado e clientes
A GEPC Portugal dedica-se principalmente à produção de Earth Linkage Circuit Breaker (ELCB), que são disjuntores (Figura 10), Wiring Devices (WD) e Wiring Acessories (WA), ou seja, tomadas, interruptores, quadros e campainhas.
A) Gestor da fábrica Engenharia de Produção Gestor de Materiais Engenharia de Processo Manutenç ão & Lean
Gestor de Produção Gestor de Qualidade & EHS Materiais B)
Financeira Tecnologica Logistica Pesquisa Marketing
de Produto Vendas Recursos Humanos Tecnologia de Informção
26
Figura 9: Disjuntores
Um disjuntor ou ELCB (Figura 9) é um dispositivo capaz de atuar na proteção contra correntes de curto-circuito ou em caso de sobrecarga. Quando há uma carga superior à que o ELCB suporta, este interrompe o fluxo de energia instantaneamente, evitando, assim, prejuízos aos equipamentos a eles ligados. Existem diferentes tipos de ELCB, podendo variar no número de polos, no tipo e calibre, como se pode observar na Figura 10.
Figura 10: Tipos de ELCB
As tomadas, interruptores, quadros e campainhas são dispositivos de interface humana, que permitem o corte da corrente elétrica de um circuito, de forma fácil e rápida (Figura 11).
Figura 11: Tomadas e interruptores, uso doméstico (à esquerda) e uso industrial (à direita) ELCB Bipolar- 2P S- Seletivo 15-45A 30-60A 60-90A AC- Diferencial 5A 5-15A 10-30A 15-45A 30-60A 60-90A ND- Não Diferencial 10-30A 30-60A Tetrapolar- 3P S- Seletivo 30-50A AC- Diferencial 10-30A 30-60A ND- Não Diferencial 10-30A 30-60A
27
A empresa é o maior fornecedor de produtos de baixa tensão na Europa e opera em três mercados diferentes:
• Aplicações Residenciais; • Aplicações Industriais; • Aplicações Comerciais.
A GEPC Portugal opera também em mercados verticais, como telecomunicações, transporte, dos resíduos à energia, geração de energia, distribuição e utilitários, petróleo e gás, tratamento de águas, edifícios comerciais e saúde. Os principais clientes da GEPC Portugal são (Figura 12):
• EDF- Electricité de France (França); • EDP- Eletricidade de Portugal (Portugal);
• Hager- Sistemas Elétricos Modulares (Alemanha); • Norte de África.
Figura 12: Logotipo dos clientes da GEPC
Em relação as vendas, a GEPC Portugal teve ganhos de 23,1 mil milhões de dólares americanos no ano de 2012, recuperando do ano de 2011, com 21,1 mil milhões. Como se pode ver na Figura 13 a GEPC exporta, aproximadamente, 80% da produção, sendo o principal cliente a EDF (Electricité de France) seguido da EDP (Eletricidade de Portugal).
28
Figura 13: Vendas em função do cliente
3.5
Descrição geral do sistema produtivo
Nesta secção apresenta-se a implantação da área produtiva assim como uma descrição sucinta dos diferentes sectores do sistema de produção da empresa.
3.5.1 Implantação da área produtiva
O edifício da GEPCP conta com 5900m2, onde 2050 m2 correspondem à área produtiva, sendo 2600m2 referentes as áreas de fabrico (metais, plásticos e soldadura) e 1200m2 referentes as áreas de montagem (ELCB e WA/WD). Os armazéns possuem uma área de 1300m2 e os restantes 400m2 pertencem aos escritórios da empresa. A área da GEPC divide-se em dois pisos e um armazém externo, armazém de produto final. O primeiro piso encontra-se na Figura 14.
Figura 14: Primeiro piso da GEPCP
O primeiro piso agrega as duas áreas de produção, área dos metais e área dos plásticos, a área de montagem de WD/WA, a manutenção e o armazém de matéria-prima. Encontram-se, ainda, neste piso escritórios, sala de reuniões, receção, lanchonete, supermercado do WA/WD e um armazém de matéria- prima dos plásticos.
No segundo piso, encontra-se a área de soldadura, a área de montagem de ELCB, a área de testes, embalagem e laboratório. Ao longo dos corredores existem zonas de armazenamento de material à espera para entrar noutras áreas. Tal como no primeiro piso existem escritórios e uma lanchonete. O segundo piso da GEPCP