João Mário Azevedo Lima
Controlo e Gestão da Produção no
Setor de Corte Térmico
João Mário Azevedo Lima
novembro de 2015 UMinho | 2015 Contr olo e Ges tão da Pr odução no Se tor de Cor te Tér mico
Universidade do Minho
Escola de Engenharia
novembro de 2015
Dissertação de Mestrado
Ciclo de Estudos Integrados Conducentes ao
Grau de Mestre em Engenharia Mecânica
Trabalho efectuado sob a orientação do
Professor Doutor António Marques Pinho
Engenheiro Valter Andrade
João Mário Azevedo Lima
Controlo e Gestão da Produção no
Setor de Corte Térmico
Universidade do Minho
A
GRADECIMENTOS
É com muita satisfação que expresso aqui o mais profundo agradecimento a todos aqueles que tornaram a realização deste trabalho possível.
Gostaria antes de mais de agradecer ao Professor António Marques Pinho, orientador desta tese, pelo apoio, incentivo e disponibilidade demonstrada em todas as fases que levaram à concretização deste trabalho.
Por último, um agradecimento à empresa “O Feliz Metalomecânica S.A.” pela oportunidade de realizar este trabalho num ambiente empresarial, em especial ao Engenheiro Valter Andrade e aos operadores do departamento laser, que contribuíram disponibilizando tempo e trabalho necessários para a evolução deste projeto.
R
ESUMO
O presente relatório pretende descrever o projeto realizado no âmbito da Dissertação de mestrado, integrado no 5º ano do Mestrado Integrado em Engenharia Mecânica, da Universidade do Minho.
Este trabalho decorre da realização de um estágio curricular, na empresa “O Feliz Metalomecânica S.A” e tem como objetivo, estudar a produção numa indústria de corte a laser e identificar os parâmetros e variáveis adjacentes ao processo, de forma a obter melhorias na qualidade do produto final e consequentemente na produtividade.
Para a consecução deste projeto foi necessário definir as diferentes fases da produção, caracterizar os parâmetros da máquina laser, caracterizar a qualidade de superfície de corte, bem como das peças pós corte, relacionar a manutenção da máquina laser com a qualidade das peças, estudar a matéria-prima utilizada na empresa, rever os métodos de inspeção e controlo de qualidade, entre outras etapas que definem o processo de produção. Ainda no capítulo da qualidade, são analisados os instrumentos de medição utilizados na inspeção de peças e os métodos utilizados para o mesmo.
É realizado um estudo dos principais defeitos encontrados nas peças pós corte, no qual são apontados os defeitos que ocorrem em maior número, referidas as causas aparentes e sempre que possível a solução adotada. Este estudo poderá permitir uma correção de algumas operações, de forma a evitar a ocorrência dos mesmos defeitos no futuro. Após uma breve introdução é realizado um pequeno estudo sobre o estado da arte, de seguida são apresentados os fundamentos teóricos, o estuda do controlo de qualidade, a gestão da produção e finalmente são referidas as conclusões do trabalho.
Durante toda a dissertação, são especificadas as normas internacionais para os diferentes temas abordados.
Palavras-Chave: Laser, Corte a laser, Qualidade, Defeitos, Produção
A
BSTRACT
This report seeks to describe the project carried out in the framework of the Master Thesis, integrated in the 5th year of Integrated Master in Mechanical Engineering, University of Minho. This work follows the completion of a curricular traineeship in the company “O Feliz Metalomecânica S.A" with the objective of studying the production in an industry of laser cutting by identifying the parameters and variables adjacent to the process to obtain improvements in the quality of the final product and consequently on productivity. For the achievement of this project was necessary to define the various stages of production, characterize the laser cutting parameters as well as the quality of the cut surface and the parts after cutting, relate the laser equipment maintenance with the quality of parts, studying the raw material used, to review the methods of inspection and quality control, among other steps that define the production process.
In the quality chapter, are analyzed the measuring instruments used in the inspection of parts and the methods used for the same. A study of the main defects found on parts after cutting is performed, in which are pointed out the defects which occur in larger number, the apparent causes and if possible the adopted solution. This study may allow a correction of certain operations in order to avoid the occurrence of the same defects in the future.
After a brief introduction on the theme it is performed a brief study on the state of the art, followed by the theoretical foundations, the chapter of quality control, production management and finally are presented the conclusions of the project. During the entire thesis are specified the international standards for the various topics addressed.
Key-words: Laser, Laser cutting, Quality, Defects, Prodution
Í
NDICE Agradecimentos ... iii Resumo ... v Abstract ... vii 1. Introdução ... 1 1.1. Introdução ... 1 1.2. Motivação ... 2 1.3. Objetivos ... 2 1.4. Estrutura da dissertação ... 3 2. Fundamentos teóricos ... 4 2.1. Introdução histórica ... 4 2.2. Laser ... 6 2.2.1. Tipos de laser ... 6 3.2.2. Laser CO2 ... 62.2.3. Princípio de funcionamento do corte por laser... 7
2.2.4. Principais características do corte ... 8
2.2.5. Aplicação de corte: corte de materiais metálicos ... 8
2.3. Sistema laser ... 9
2.4. Vantagens e desvantagens da utilização do laser ... 10
2.5. O processo de corte ... 11
2.5.1. Formação da superfície de corte ... 12
2.6. Parâmetros do laser ... 13
2.6.1. Potência do feixe laser ... 13
2.6.2. Velocidade de corte ... 13
2.6.3. Ponto focal do feixe ... 13
2.6.4. Gás de assistência ... 14
2.7. Influência da manutenção do laser na qualidade de corte ... 15
2.7.1. Componentes mecânicos ... 15
2.7.2. Componentes do caminho ótico ... 16
2.8. Descrição do equipamento de corte por laser em estudo ... 16
2.9. Matéria-prima ... 17
2.9.1. Classificação dos aços ... 17
2.10. Qualidade ... 24
2.10.1. Qualidade da superfície de corte ... 25
2.10.2. Toleranciamento dimensional ... 31
2.10.3. Toleranciamento geométrico ... 33
2.10.4. Quinagem ... 34 2.10.5. Qualidade da matéria-prima ... 34 3. Controlo de Qualidade ... 38 3.1. Metrologia ... 38 3.1.1. Paquímetro ... 38 3.1.2. Micrómetro ... 43 3.1.3. Goniómetro ... 46 3.1.4. Comparador ... 47 3.1.5. Graminho ... 48
3.1.6. Inspeção periódica e calibração ... 49
3.1.7. Controlo de equipamento ... 49
3.2. Controlo dimensional ... 50
3.2.1.Casos práticos ... 50
3.3. Controlo de qualidade ... 58
3.4. Análise de defeitos e controlo de qualidade ... 58
3.4.1. Empeno ... 59 3.4.2. Quinagem ... 61 3.4.3. Geometria ... 62 3.4.4. Oxidação ... 63 3.4.5. Superfície de corte ... 65 3.4.6. Corte incompleto ... 67 3.4.7. Outros defeitos ... 68 3.5. Resultados ... 70 3.5.1. Defeitos ... 72 3.5.2. Causas ... 73 3.5.3. Soluções ... 73 3.5.4. Análise ... 74 3.6. Cálculo de custos ... 75 3.6.1. Modelo de cálculo ... 76 4.Gestão da produção ... 81 4.1. Produção ... 81 4.2. Processo de produção ... 81 4.3. Logística ... 82 4.4. Área de produção ... 83 4.4. Armazém ... 85 4.5. Transporte ... 86
5. Conclusões e sugestões para trabalhos futuros ... 88
5.1. Conclusões ... 88
5.2. Sugestões para trabalhos futuros ... 90
Referências e Bibliografia ... 91
Anexo I – Dados Técnicos do Equipamento Laser ... 94
Anexo II – Certificado de Matéria-prima ... 96
Anexo III – Inventário de Peças com Defeito ... 98
Í
NDICE DE FIGURASFigura 1 – Primeiro corte a laser, com oxigénio como gás de assistência, realizado em
Maio de 1967 [2] ... 4
Figura 2 - Laser de estado sólido [4] ... 5
Figura 3 - Esquema de corte a laser [7] ... 8
Figura 4 - Interação feixe/matéria - frente de corte [6] ... 11
Figura 5 - Estrias regulares [6] ... 12
Figura 6 - Estrias com curva no topo inferior do corte [6] ... 12
Figura 7 - Esquema de uma superfície de corte [6] ... 12
Figura 8 - Ponto focal no meio da espessura da chapa [6] ... 14
Figura 9 - Boquilhas danificadas ... 16
Figura 10 - TruLaser 5040 existente na empresa “O Feliz” ... 17
Figura 11 - Diagrama de equilíbrio Fe-C [8] ... 18
Figura 12 - Bloco após corte [9] ... 26
Figura 13- Corte vertical [9] ... 28
Figura 14 - Corte com inclinação [9]... 28
Figura 15 - Medida (a), utilizada para obtenção da tolerância de perpendicularidade e inclinação, u [9] ... 29
Figura 16 – Rugosidade [9] ... 30
Figura 17 - Desvio de estria ou arrasto, n [9] ... 31
Figura 18 - Diferentes tipos de arestas [9] ... 31
Figura 19 - Zona de tolerância de planeza [9] ... 34
Figura 20 - Paquímetro de Vernier [11] ... 38
Figura 21 - Componentes de um Paquímetro de Vernier [12] ... 39
Figura 22 - Medições Externas [11] ... 39
Figura 23 - Medições Internas [11] ... 39
Figura 24 - Medições de Ressalto e Profundidades [11] ... 40
Figura 25 - Escala principal na régua (divisões de 1 mm) e a escala de Vernier (resolução de 0,02 mm, com 50 divisões em 49 mm) [11] ... 41
Figura 26 - Paquímetros de Vernier do tipo M e CM ... 42
Figura 27 - Paquímetro de relógio (com indicador analógico) [11] ... 42
Figura 28 - Paquímetro digital [11] ... 42
Figura 29 - Esquema dos componentes do micrómetro [13] ... 43
Figura 30 - Micrómetro de medição externa [11] ... 43
Figura 31 - Micrómetro digital [11] ... 45
Figura 32 - Componentes de um goniómetro [14] ... 46
Figura 33 - Divisão angular de um disco de vernier [14] ... 46
Figura 34 - Relógio indicador e relógio comparador, respetivamente ... 47
Figura 35 - Cadeia de transmissão de movimento num relógio indicador ... 48
Figura 36 - Graminho digital [15] ... 49
Figura 37 - Apoios de altura regulável produzidos na empresa O Feliz ... 51
Figura 38 - Aproximação da face de uma das bases retificadas ... 52
Figura 39 - Cilindros roscados na mesa retificada ... 52
Figura 40 - Peça a medir sobre os cilindros roscados... 53
Figura 41 – Detalhe dos pontos de apoio ... 53
Figura 42 - Medida do primeiro apoio ... 54
Figura 43 - Pré carga definida no comparador ... 54
Figura 44 - Restante pontos à mesma altura ... 55
Figura 45 - Ponto da peça que está -0.94 mm do plano, ou seja, naquele ponto a peça tem um empeno de 0.94 ... 55
Figura 46 - Exemplo de outra peça para medição de empeno ... 56
Figura 47 - Medição de peça ... 56
Figura 48 - Bloco V magnético acopulado ao sistema de fixação... 57
Figura 49 - Bloco V magnético em funcionamento ... 57
Figura 50 - Peça não conforme com curvatura ... 59
Figura 51 - Peças com empeno ... 60
Figura 52 - Outro exemplo de peça com curvatura ... 60
Figura 53 - Peça com quinagem em falta ... 61
Figura 54 - Quinagem de 90º errada ... 62
Figura 55 - Peças com furo não concêntrico devido a quinagem errada ... 62
Figura 56 - Medida especificada pelo cliente não cumprida ... 63
Figura 57 - Chapa oxidada previamente ao corte ... 64
Figura 58 - Oxidação encontrada pelo cliente ... 64
Figura 59 - Marca de oxidação provocada por um barrote de madeira húmido ... 65
Figura 60 – Arestas queimadas e com rebarba ... 66
Figura 61 - Aproximação da superfície de corte com rebarba ... 66
Figura 62 - Superfície de corte com calamina ... 67
Figura 63 - Corte incompleto de chapa oxidada ... 68
Figura 64 - Disco com corte incompleto devido a lente suja ... 68
Figura 65 - Peça defeituosa ... 69
Figura 66 - Peças cortadas a laser ... 69
Figura 67 - Marcação de furos ... 70
Figura 68 - Peças cortadas e rebarbadas ... 72
Figura 69 - Percentagem de ocorrência de cada defeito ... 72
Figura 70 - Percentagem de cada causa assinalada ... 73
Figura 71 - Percentagem para cada solução adotada ... 74
Figura 72 - Valores tabelados do modelo de cálculo ... 78
Figura 73 – Modelo de cálculo do custo de defeitos ... 78
Figura 74 – Defeitos encontrados e soluções adotadas ... 79
Figura 75 – Modelo de cálculo do custo dos defeitos ... 79
Figura 76 - Modelo de cálculo do custo dos defeitos ... 80
Figura 77 - Sequencia do processo de produção ... 81
Í
NDICE DE TABELASTabela 1- Designação dos aços laminados a quente, segundo a sua utilização. Norma
EN 10025-2... 19
Tabela 2- Designação dos aços decapados segundo a sua utilização. Norma EN 10111. ... 20
Tabela 3 - Composição química (%) do aço AISI 304 e 304L ... 21
Tabela 4 - Composição química (%) do aço AISI 316 e 316L ... 21
Tabela 5 - Composição química da liga de alumínio 5754 ... 22
Tabela 6 - Características mecânicas de chapa formatada AL 5754 H111 ... 22
Tabela 7 - Qualidade e aplicabilidade da chapa laminada a frio. Norma EN 10130:2006 ... 22
Tabela 8 - Notação para identificar o aspeto superficial da chapa laminada a frio. Norma EN 10130:2006. ... 23
Tabela 9 - Designação dos aços galvanizados e respetivo significado. Norma EN 10327:2004. ... 24
Tabela 10 - Tolerância de perpendicularidade e inclinação, u ... 29
Tabela 11 - Medidas para ∆a ... 29
Tabela 12 - Rugosidade, Rz [9] ... 30
Tabela 13 - Desvios limite para tolerâncias de dimensões nominais de classe 1 ... 32
Tabela 14 - Desvios limite para tolerâncias de dimensões nominais de classe 2 ... 32
Tabela 15 - Desvios limite para dimensões angulares ... 34
Tabela 16 - Resumo dos certificados de inspeção segundo a EN 10204: 2004 ... 36
Tabela 17 - Graduação das escalas principal e de Vernier ... 41
Tabela 18 - Defeitos encontrados ... 70
Tabela 19 - Principais causas do defeito ... 70
Tabela 20 - Soluções para os defeitos ... 71
Tabela 21 - Preço da matéria-prima ... 76
Tabela 22 - Valores tabelados de massa volúmica ... 76
Tabela 23 - Dimensões da peça defeituosa ... 77
Tabela 24 - Calculo da massa de matéria-prima necessária ... 77
Tabela 25 - Preço por hora das operações de corte e quinagem ... 77
Tabela 26 - Valor assumido da operação de decapagem ... 77
Tabela 27 - Valores assumidos de operações não tabeladas pela empresa ... 77
1.
I
NTRODUÇÃO
1.1. Introdução
Este projeto foi realizado no âmbito da dissertação de mestrado do curso de Engenharia Mecânica, da Universidade do Minho, efetuado na empresa “O Feliz Metalomecânica S.A”, através de um estágio curricular que teve a duração de 6 meses, decorrentes entre Fevereiro e Julho de 2015.
Atingir altos níveis de produtividade é seguramente o objetivo de todas as empresas modernas, pelo que importa explicar o verdadeiro sentido do termo “produtividade”. Aumentar o número de peças produzidas não se traduz necessariamente no aumento do lucro, se este aumento não resultar da utilização de processos de produção mais eficientes. “O Feliz Metalomecânica” encontra-se situada no lote das grandes empresas metalúrgicas do país, ocupando destacado lugar na vanguarda tecnológica e está munida de mão-de-obra altamente qualificada procurando assim dar sempre resposta imediata às exigências e solicitações do mercado.
Perante um mercado extremamente competitivo e exigente como é o do setor da metalomecânica, é necessário proceder com enorme eficiência na gestão e controlo da produção, de forma a aumentar o lucro por encomenda, sem contudo descorar todo um conjunto de processos e variáveis, que contribuem para que o trabalho final ocorra sem problemas. Essas variáveis podem ser tão diversas como a compra correta da matéria-prima, o seu correto manuseamento, a mão-de-obra, a geometria da peça, as espessuras críticas, entre outras. No entanto também existem muitos fatores difíceis de controlar, estando a maior parte deles ligados à matéria-prima utilizada, tais como as suas caraterísticas mecânicas e a sua reação ao aquecimento. São muitos os fatores que podem atrasar a finalização de uma encomenda refletindo-se posteriormente no lucro esperado. Se conseguirmos um maior controlo de todas estas variáveis, a eficiência será com certeza muito maior.
No departamento de corte a lazer da empresa “O Feliz”, estes são seguramente os problemas que requerem uma atenção especial.
O objetivo deste trabalho é proceder ao estudo e análise de um conjunto de variáveis tais como, a qualidade do produto, os defeitos das peças, a matéria-prima, e a agilização dos
mais variados processos, de forma a maximizar a competitividade, o lucro e a eficiência da empresa.
1.2. Motivação
A realização deste projeto teve como principal motivação o gosto pela área de produção e a oportunidade de adquirir um conhecimento mais vasto sobre a tecnologia laser. Aliado ao gosto por esta área da engenharia, ressalta ainda, a vontade de realizar uma experiencia em ambiente laboral, da qual pudessem resultar benefícios para a empresa onde este trabalho foi realizado.
Salienta-se também que uma das maiores motivações da execução deste projeto, foi a possibilidade de vivenciar uma experiencia em meio laboral, tendo em vista a futura entrada no mundo do trabalho, pois enquanto estudante de engenharia mecânica, não tive oportunidade de conhecer esta realidade.
O autor dissertal defende que todos os estudantes deveriam ter a possibilidade de contactar com o mundo empresarial nos mais variados ramos para, no futuro, conseguirem decidir com maior eficácia, perante as escolhas que necessariamente terão que fazer.
1.3. Objetivos
Pretendeu-se com este projeto analisar a qualidade dos produtos provenientes do corte a laser, nomeadamente no que concerne à deteção de defeitos que ocorrem com maior frequência, bem como às respetivas causas. Proceder ao desenvolvimento de uma ferramenta de cálculo que permitisse de uma forma rápida e simples obter o custo de determinados defeitos numa encomenda. Foi ainda posto em prática um método mais aperfeiçoado para proceder à medição da planeza, tendo em vista solucionar problemas relacionados com a medição de peças, (procedimento que não se efetuavam até ao momento) e ainda, efetuar a análise de todas as etapas da produção com a finalidade de agilizar e melhorar todo o processo.
1.4. Estrutura da dissertação
Esta dissertação é composta por 8 capítulos, organizados da seguinte forma: introdução, estado da arte, fundamentos teóricos, controlo de qualidade, gestão da produção, conclusão, bibliografia e anexos.
No capítulo “estado da arte” é apresentada uma breve introdução à indústria metálico-mecânica e à história do laser e do corte a laser.
Nos fundamentos teóricos é analisado detalhadamente o funcionamento do laser, do corte a laser e dos seus componentes. São também objeto de análise as matérias-primas utilizadas no corte a laser. Finalmente são descritos os parâmetros que influenciam a qualidade das peças cortadas a laser, os processos de quinagem e a matéria-prima utilizada.
No quarto capítulo, “controlo de qualidade”, é numa primeira fase realizada uma introdução à metrologia bem como aos instrumentos de medição utilizados, é referida a técnica de inspeção e calibração, são ainda apresentados alguns casos práticos. Seguidamente são referidos os principais defeitos encontrados nas peças pós corte e é apresentada uma pequena amostra da quantidade de defeitos, causas e soluções encontradas e adotadas.
No capítulo gestão da produção são analisadas as etapas que incorrem no processo de produção e são salientadas algumas falhas e melhorias nas várias áreas do processo. Na conclusão são apresentadas as considerações finais do trabalho.
No último capítulo encontram-se os anexos.
2.
F
UNDAMENTOS TEÓRICOS
O desenvolvimento dos lasers de potência ocorrido no início da década de 70, conduziu, a uma utilização crescente desta tecnologia como ferramenta de corte no âmbito da metalomecânica. O corte por laser tornou-se o processo de corte preferencial para muitas empresas, devido ao facto de proporcionar altas velocidades de corte e exatidão no processo. Os equipamentos destinados a este fim permitem obter peças de geometria complexa, acabamento de superfícies praticamente livre de rebarbas na região de corte e rapidez na execução de peças. [1]
O corte laser é atualmente uma das tecnologias de corte mais utilizadas no ramo da metalo-mecânica, apesar do processamento de materiais por laser ainda ser visto como uma tecnologia nova, os primeiros cortes a laser assistidos por gás foram realizados no ano de 1967, figura 1.
Peter Houldcroft, Vice-Diretor Cientifico da TWI (The Welding Institute), foi o primeiro
a realizar ensaios deste tipo e percebeu que a combinação de um feixe de laser com um gás permitiam aumentar a precisão e a velocidade obtida no processo de corte térmico. [2]
Figura 1 – Primeiro corte a laser, com oxigénio como gás de assistência, realizado em Maio de 1967 [2]
2.1. Introdução histórica
Naquele que pode ser considerado o seu trabalho mais importante, publicado em 1900, Max Planck deduziu a relação existente entre a energia e a frequência de radiação. Planck, propôs essencialmente que a energia apenas podia ser emitida ou absorvida por “pedaços” discretos (descontinuados), fenómeno agora conhecido como quantização, mesmo que
esses “pedaços” fossem muito pequenos. Esta teoria foi um ponto de viragem na física e inspirou físicos como Einstein. Em 1905, Einstein publicou um artigo sobre o efeito fotoelétrico, no qual também sugere que a luz transfere a sua energia em “pedaços”, nestes casos partículas discretas, hoje em dia conhecidos como fotões.
Em 1917, Einstein apresenta um trabalho de investigação, onde expõe e esclarece o funcionamento do laser, chamado emissão estimulada. Ele declara que, além de absorver e emitir luz espontaneamente, os eletrões podem ser estimulados a emitir luz de um comprimento de onda particular. No entanto só 40 anos depois foi possível ampliar essas emissões, provando que a teoria de Einstein estava correta e colocou o laser no caminho para se tornar a ferramenta que é atualmente. [3]
O primeiro laser foi construído em Julho de 1960, por Theodore Maiman, que trabalhava nos laboratórios de investigação de Hughes. Tratava-se de um laser de estado sólido de rubi, excitado por uma lâmpada fluorescente de vapor de mercúrio e filamento helicoidal, como é possível observar na figura 2. [4]
Figura 2 - Laser de estado sólido [4]
Desde então a tecnologia de corte a laser tem sido largamente desenvolvida, existindo atualmente diferentes fontes de laser: de estado solido, liquido ou gasoso, que permitem cortar os mais diversos materiais, com a maior variedade de espessuras, de forma rápida e precisa.
2.2. Laser
LASER, acrónimo de “Light Amplification by Simulated Emission of Radiation” (amplificação da luz por emissão estimulada de radiação). Laser é um sistema que produz um feixe de luz concentrado, obtido por excitação dos eletrões de determinados átomos, utilizando um veículo ativo que pode ser sólido ou um fluido. Este feixe de luz produz uma intensa energia sob a forma de calor.
A incidência de um feixe de laser sobre um ponto de uma peça é capaz de o vaporizar e fundir. Deste modo, é possível furar e cortar praticamente qualquer material, independentemente da sua resistência mecânica. [5]
2.2.1. Tipos de laser
Existem atualmente inúmeros tipos de laser. Os lasers diferenciam-se de acordo com o meio ativo utilizado, existem por isso três grandes grupos: lasers de gás, lasers de estado líquido e lasers de estado sólido.
A variedade de comprimentos de onda, potências e qualidade do feixe é enorme, tornando o campo de aplicação dos lasers muito vasto. No entanto, no processamento de materiais, os tipos de fontes laser aplicáveis é restrito aos lasers de alta potência. Ao longo deste trabalho apenas será abordado o laser de gás pois é o que é utilizado para o corte de todas as peças analisadas, nomeadamente o laser de gás CO2.
3.2.2. Laser CO2
O tipo de laser CO2 é o mais comum e adequado para o processamento de materiais, é
também o tipo de laser existente na empresa “O Feliz”. Este tipo é utilizado em particular em aplicações que exijam elevada densidade de potência. Utiliza como meio ativo uma mistura de carbono (CO2), hélio (He) e azoto (N2) em concentrações de aproximadamente
6, 10 e 84% respetivamente.
Cada um dos compostos, enunciados anteriormente, desempenha uma função específica: CO2 é o emissor de radiação, o He é responsável simultaneamente pelo arrefecimento e
pela manutenção da inversão da população, por fim o N2 ajuda a excitar as moléculas de CO2 para o nível de energia mais elevado.
Os lasers de CO2 emitem radiação com um comprimento de onda de 10,6 μm, podendo
atingir potencias até 50 kW.
O feixe produzido é luz infravermelha e é transmitido pelo laser através de espelhos e óticas transmissíveis, uma manutenção e limpeza cuidada destes acessórios é necessária para o funcionamento normal do laser. [6]
2.2.3. Princípio de funcionamento do corte por laser
O feixe laser, focado sobre uma pequena área da peça a cortar, produz um enorme aquecimento, conduzindo à fusão e evaporação do material. O movimento da cabeça do laser em relação à chapa permite o corte da peça, figura 3.
O gás de assistência que é expelido também pela boquilha do laser juntamente com o feixe, é utilizado para limpar a fenda de corte, obrigando o material fundido a cair. Dependendo do gás utilizado, este pode também ajudar no processo de corte, como é o caso do oxigénio. O oxigénio favorece uma reação exotérmica, ou seja, liberta calor, o que possibilita um aumento da temperatura na peça e por sua vez permite uma fundição mais rápida do material.
Outro gás de assistência utilizado é o azoto. Materiais em que é necessário uma superfície de corte livre de óxidos, como é o caso do aço inoxidável, não é permitido o uso de oxigénio como gás de assistência. A reação do oxigénio com o aço inoxidável destrói a sua resistência à corrosão e forma uma superfície de corte irregular. Também o uso de oxigénio no alumínio cria escória indesejada na peça, portanto, para obtenção de arestas limpas e livres de óxido é utilizado azoto como gás de assistência. O oxigénio, devido à sua reação exotérmica é utilizado mais nos aços pois permite uma maior velocidade de corte.
Legenda:
1. Gás de assistência
2. Boquilha
3. Distância do bico à chapa “Offset”
4. Velocidade de corte
5. Material fundido
6. Rebarba
7. Rugosidade de corte
8. ZAC (Zona afetada pelo calor)
9. Largura de separação
Figura 3 - Esquema de corte a laser [7]
2.2.4. Principais características do corte
As principais características do corte por laser são:
• A largura de corte produzida é muito reduzida, contudo aumenta com a espessura do material a cortar;
• A superfície de corte oposta à de incidência do feixe laser, apresenta geralmente estrias e rebarbas, em particular se o material fundido for muito viscoso e difícil de destacar por ação do gás;
• A zona afetada termicamente pelo corte é mínima, devido à entrega térmica do processo ser muito pequena, o gás de assistência em adição arrefece as paredes cortadas impedindo a dissipação do calor para o material. [6]
2.2.5. Aplicação de corte: corte de materiais metálicos
Apesar de existirem lasers capazes de cortar os mais variados materiais na indústria metalúrgica, os materiais mais frequentes cortados por laser são os materiais metálicos, nomeadamente o aço e o alumínio.
Aço
O aço é um metal fácil de cortar por laser de CO2, em particular utilizando o oxigénio
como gás de assistência. A qualidade de corte é geralmente boa com larguras de corte
pequenas e bordos retos isentos de óxidos e rebarbas. A ZAC (zona afetada pelo calor) é praticamente desprezável, contudo, para espessuras superiores a 10 mm a qualidade da superfície de corte diminui, as estrias tornam-se mais proeminentes e a rugosidade de superfície aumenta. A espessura limite aconselhada para o corte de aço é 20 mm, a partir deste limite a superfície de corte não apresenta as condições ideias de estrias e rebarba.
Aço inoxidável
Os aços inoxidáveis podem ser cortados por laser, no entanto apresentam uma refletividade superior à dos aços carbono. Tipicamente obtêm-se excelente qualidade de corte de superfície em chapa fina (1 – 2 mm) e boa qualidade até espessuras da ordem de 5 mm. A baixa entrega térmica do processo origina uma ZAC muito estreita ou quase inexistente e o aço não perde as suas características de resistência à corrosão na superfície de corte.
Alumínio
O alumínio é um material de elevada refletividade no comprimento de onda da radiação laser de CO2 e um bom condutor térmico necessitando assim de maior densidade de
energia para iniciar o processo comparativamente com o aço. A espessura máxima, na qual se obtém bons resultados de superfície de corte é de 8 mm, a partir desta espessura as peças começam a apresentar rebarba. [6]
2.3. Sistema laser
Um sistema laser convencional é constituído por uma fonte laser e por um mecanismo que permita deslocamentos relativos do feixe e da peça a cortar.
O equipamento mais comum é constituído por três partes:
• O laser, que é a fonte de radiação coerente com potência suficiente e características adequadas ao trabalho de corte pretendido;
• Uma mesa sobre a qual é colocado o material a cortar, geralmente sob a forma de chapa;
• Um sistema de interligação entre os dois elementos anteriormente referidos, que encaminha o feixe desde a saída até ao material e permita a movimentação relativa entre este e o feixe.
O corte a laser realiza-se do seguinte modo: coloca-se o material a cortar, na forma de chapa, sobre a mesa de corte; a cabeça de corte ou cabeçote, que é o conjunto de onde provem o feixe de laser, movimenta-se sobre a chapa segundo direções longitudinais e transversais, transmitidas por motores lineares; pela cabeça de corte sai o feixe laser bem como o gás de assistência; terminado o corte, as duas partes ficam separadas e as peças podem ser retiradas da mesa de corte. [6]
2.4. Vantagens e desvantagens da utilização do laser
O corte a laser é um processo rápido, rentável e que permite o corte dos mais variados materiais, com diferentes espessuras e geometrias complexas.
Outras vantagens:
• Proporciona larguras de corte muito pequenas, o que conduz a cortes muito precisos onde as tolerâncias geométricas e dimensionais podem ser controladas mesmo em peças de geometria complexa;
• Ausência de contacto físico entre a “ferramenta de corte” e o material, evitando assim a deformação na superfície de corte;
• As arestas e as superfícies de corte são de excelente qualidade, livre de óxidos, fissuras, etc;
• Flexibilidade, permitindo cortar materiais diferentes, com espessuras diversas sem necessidade de haver troca de “ferramenta de corte”;
• O processo pode ser completamente controlado por comando numérico. Se o CNC (Comando Numérico por Computador) estiver ligado a um sistema de desenho assistido por computador (CAD), qualquer peça desenhada no CAD é imediatamente transferida para o CNC e executado o corte. A flexibilidade do laser enquanto ferramenta permite num tempo mínimo cortar diferentes peças em diferentes materiais, de acordo com as exigências de produção;
• Comparado com processos convencionais, o laser é muito mais rápido;
• É um processo silencioso, rápido e limpo na maior parte das aplicações. [6]
A principal desvantagem do corte a laser é o grande investimento inicial necessário para obter o equipamento. A variedade de potências disponíveis no mercado ainda é reduzida, o que limita o corte a espessuras relativamente baixas e a materiais que apresentem baixa reflexão de luz. É possível encontrar alguns equipamentos com potências elevadas no entanto ainda não são equipamentos viáveis devido ao enorme custo. [4,8]
2.5. O processo de corte
Para o processo de corte poder ocorrer é necessário existir uma transferência de energia do feixe de laser para o material a cortar. Essa transferência de energia ocorre por interação dos fotões da radiação com os eletrões livres ou de ligação do material.
O mecanismo básico responsável pelo corte por laser consiste no aquecimento acima da temperatura de fusão e posterior vaporização na frente de corte. O material fundido é expelido para baixo na frente de corte por ação de um jato de gás de assistência, aplicado co axialmente com o feixe laser, figura 4. [6]
Figura 4 - Interação feixe/matéria - frente de corte [6]
2.5.1. Formação da superfície de corte
A passagem do feixe laser cria estrias na superfície de corte, dependendo da velocidade de corte e pressão de gás, as estrias podem apresentar diferentes formas.
• Regular, de linhas dispostas verticalmente, quase paralelas ao feixe laser, correspondendo a um bom corte com pressões de gás relativamente baixas e velocidades de corte inferiores à velocidade máxima, figura 5.
Figura 5 - Estrias regulares [6]
• Em padrões mais complexos em que as linhas são curvas no topo inferior do corte. Este é um corte obtido com pressões de gás elevadas e velocidades próximas da velocidade máxima, figura 6.
Figura 6 - Estrias com curva no topo inferior do corte [6]
As estrias resultam da oscilação de frente relativamente à linha de interação do feixe com o material, devido ao sobreaquecimento do metal fundido na frente de corte. Isto combinado com a existência de O2 resulta um movimento da zona fundida à frente do
feixe laser devido à reação exotérmica. Com o arrefecimento o material fundido solidifica deixando estas irregularidades na superfície, figura 7.
Figura 7 - Esquema de uma superfície de corte [6]
2.6. Parâmetros do laser
Quando se pretende efetuar um corte a laser, existem alguns fatores que se devem ter em conta antes de iniciar o processo, entre os quais se destacam: feixe laser, potência, modo de funcionamento (contínuo ou pulsado), comprimento de onda da radiação, lentes, etc. Os fatores que têm maior importância na qualidade da superfície de corte e que devem ser regulados antes de cada corte, são: potência do feixe laser; velocidade de corte; ponto focal do feixe e o gás de assistência.
2.6.1. Potência do feixe laser
A potência do feixe determina a quantidade de energia que será inserida para a execução do corte. A potência deve ser suficiente para executar o corte, de forma que seja capaz de fundir toda a espessura da peça, sem no entanto ser exagerada pois pode afetar negativamente a qualidade da superfície de corte, criando uma largura excessiva da fenda. Um aumento da potência permite cortar peças com uma velocidade maior sem incorrerem perdas de qualidade. Espessuras menores não necessitam de tanta potência. Deve ter-se em conta a velocidade de corte e a espessura da peça, de forma a definir a potência ideal do feixe laser.
2.6.2. Velocidade de corte
A velocidade de corte está diretamente ligada ao material a cortar, nomeadamente à sua espessura e à potência do laser. Uma velocidade incorreta pode levar a rugosidade excessiva, rebarbas, material queimado, corte incorreto ou até incompleto. De uma forma geral, à medida que a espessura da chapa vai aumentando a velocidade de corte deve diminuir.
2.6.3. Ponto focal do feixe
O ponto focal do feixe laser pode ser posicionado no ponto superior, inferior ou a meio da espessura da chapa. Para além de influenciar a velocidade, influencia a rugosidade e a qualidade de acabamento. Dependendo da espessura da chapa a posição muda, assim espessuras menores, até aproximadamente 10 mm, o ponto focal deve situar-se no meio, enquanto em espessuras maiores, o ponto focal deve estar situado um pouco abaixo do meio, figura 8.
Figura 8 - Ponto focal no meio da espessura da chapa [6]
2.6.4. Gás de assistência
O gás de assistência é expelido juntamente com o feixe laser e é utilizado para remover o material resultante da fusão da chapa da frente do corte, arrefecer a superfície de corte e proteger as lentes do sistema ótico. Pode ser usado oxigénio, azoto ou ar comprimido, dependendo das características do material a ser cortado e da qualidade de corte pretendida.
2.6.4.1. Características do uso de oxigénio
• Usado principalmente no corte de aço;
• Permite corte de chapa grossa (20 mm para aço); • Rugosidade média;
• Formação de uma camada de óxido;
• Devido à reação exotérmica entre oxigénio e laser, é possível obter velocidades de corte elevadas.
2.6.4.2. Características do uso de azoto
• Usado no corte com fusão de aço inoxidável e ligas de alumínio; • Corte de aço de alta resistência até 10 mm de espessura;
• Rugosidade baixa;
• Camada de corte livre de óxidos.
2.7. Influência da manutenção do laser na qualidade de corte
Nem só as características técnicas do equipamento laser influenciam a qualidade de corte, existem outros fatores importantes para o bom funcionamento do laser. Todos os componentes, por mais resistentes que sejam, acabam por se deteriorar e apresentar sinais de uso, são esses componentes que serão apresentados de seguida e qual a sua influência na qualidade do corte.
Estes elementos podem ser divididos em dois grupos distintos:
• Componentes mecânicos: a grelha ou dentes da mesa, cabeça de corte; • Componentes de caminho ótico: lentes e espelhos.
2.7.1. Componentes mecânicos
Grelha
A grelha ou os dentes da mesa são o suporte da chapa na mesa de corte. Quando se efetua o corte de uma chapa muitas vezes o material fundido cai na grelha, arrefece e solidifica. Em alguns casos este material provoca diferentes alturas na grelha o que condiciona o corte. A incidência do feixe laser nas grelhas também as deteriora, sendo necessária a sua substituição periódica.
É possível retirar o material soldado com um mecanismo vibratório, que apesar de ser um processo demorado, evita a substituição das grelhas em curtos espaços de tempo, no entanto, sempre que a condição das grelhas não seja apropriada, esta deve ser substituída.
Cabeça de corte
Na cabeça de corte encontra-se um elemento que se desgasta com muita frequência, o bico ou boquilha.
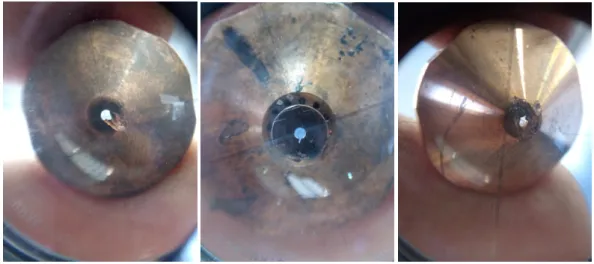
A boquilha é um elemento essencial para a qualidade do corte, possui um orifício pelo qual passa o feixe laser, qualquer desvio na geometria desse orifício compromete seriamente a qualidade do corte, figura 9. Deve-se portanto proceder a sua substituição sempre que for necessário.
Figura 9 - Boquilhas danificadas
2.7.2. Componentes do caminho ótico
A manutenção dos componentes de caminho ótico é muito importante e deve ser realizada com o máximo cuidado. Estes são materiais delicados e qualquer dano pode inviabilizar a sua função.
Lentes
Dependendo do tipo de material que se está a cortar, bem como da eficiência da extração de gases, a manutenção da lente deve ser feita em períodos de tempo curtos (horas ou menos).
O fabricante sugere que seja limpa ou substituída sempre que necessário.
Espelhos
Os espelhos têm uma enorme importância pois conduzem o feixe laser no entanto não estão tão predispostos a gases e sujidade com as lentes, por isso não requerem uma limpeza tão cuidada.
2.8. Descrição do equipamento de corte por laser em estudo
Na empresa “O Feliz” existem dois equipamentos laser iguais com a única diferença no transporte de chapa. O modelo é o TruLaser 5040 com laser TruFlow 5000, figura 10, do fabricante Trumpf. Este equipamento possui uma área máxima de corte de 4000 mm x 2000 mm, potencia máxima de 5000 W e velocidade máxima de corte de 300 m/min. Em anexo encontram-se todos os dados técnicos deste equipamento.
Figura 10 - TruLaser 5040 existente na empresa “O Feliz”
2.9. Matéria-prima
2.9.1. Classificação dos aços
Na europa o aço estrutural deve obedecer à norma europeia EN 10025, dirigida pela
ECISS (European Comittee for Iron and Steel Standardization), uma subdivisão da CEN
(European Comittee of Standartization).
Será apresentada uma breve distinção entre os aços carbono comuns e os aços ligados: • Aço carbono é uma liga de Ferro Carbono constituída geralmente por 0,008% até
2,11% de carbono, contêm também outros elementos residuais resultantes do processo de fabrico;
• Aços liga são os aços carbono que contém outros elementos de liga, ou apresentam elementos residuais com teores acima do que é considerado normal.
Os aços carbono podem ser subdivididos em:
• Aços de baixo teor de carbono, com [C] < 0,3%. São aços que possuem grande ductilidade, bons para o trabalho mecânico e soldagem. Estes aços não são temperáveis;
• Aços de teor médio de carbono, com 0,3 < [C] < 0,7%. São aços que, temperados e revenidos, atingem boa tenacidade e resistência;
• Aços de alto teor de carbono, com [C] > 0,7%. São aços de elevada dureza e resistência após a têmpera.
Os aços liga, por sua vez, podem ser divididos em dois grupos:
• Aços de baixo teor de ligas, contendo menos de 8% de elementos de liga; • Aços de alto teor de ligas, com elementos de liga superiores a 8%.
Os aços utilizados no departamento laser encontram-se na gama de baixo teor de carbono, com percentagens máximas de 0,35%, são aços cuja constituição é ferrite e perlite (mais ferrite que perlite), ou seja pertencem aos aços hipoeutectóides (variam entre 0,03% e 0,86% de carbono), conforme apresentado no diagrama de equilíbrio de Fe-C, figura 11. Estes apresentam boas características de soldabilidade e de ductilidade. São aços aptos para a pintura, galvanização, estampagem e com características anticorrosivas, como, por exemplo, o corten. Apresentam uma excelente relação características/custo. Contudo, os aços, por vezes, apresentam imperfeições que podem originar problemas na qualidade das peças.
Figura 11 - Diagrama de equilíbrio Fe-C [8]
De seguida serão apresentadas as matérias-primas utilizadas no departamento laser divididas em dois grupos, aços provenientes de laminagem a quente e os provenientes da laminagem a frio.
2.9.1.1. Laminados a quente
Na laminagem a quente a laminação do aço ocorre acima da temperatura de recristalização. Esta é a etapa inicial da conformação da chapa. Para se laminar a quente, as placas de aço (brames), são introduzidas no forno de reaquecimento a cerca de 1250ºC (temperatura de processamento), para facilitar o trabalho de deformação e homogeneizar a estrutura do material. De seguida, passam por um laminador, como o material é dúctil pode ser deformado a taxas de redução de espessura elevadas. De seguida, o material é sujeito a um recozido de normalização com um estágio a cerca de 1300ºC, depois, vai para a linha de redução final, onde é laminado e reduzido até à espessura desejada.
Os efeitos de laminagem a quente podem ser resumidos nos seguintes pontos:
• Elimina a microestrutura grosseira, sendo substituída por uma com grão mais fino; • Inclusões não metálicas são alongadas na direção da laminagem, causando
propriedades direcionais nos produtos laminados (anisotropia), o que dá uma maior resistência no sentido da laminagem;
• Eliminação de uma grande parte de casca de óxidos (calamina) [8].
A Tabela 1 apresenta as designações mais comuns e o respetivo significado dos aços laminados a quente. O teste de resiliência é designado por KCV, KCU ou KCT, onde as duas primeiras letras são o símbolo do teste de resiliência, o V, U ou T designam a forma do objeto utilizado no teste para transmitir o impacto.
Tabela 1- Designação dos aços laminados a quente, segundo a sua utilização. Norma EN 10025-2.
Designação Significado
S Aço estrutural.
D Aço laminado a quente, para produtos planos para deformação a frio. J Energia mínima consumida no ensaio de resiliência. (min KCV=27J) 2 Temperatura do provete ao realizar o ensaio de resiliência (-20ºC). N Material com tratamento normalizado. Podem ser conformados e/ou
normalizados a quente após fornecimento. K Min KCV=40J
R Temperatura de KCV 20ºC. 0 Temperatura de KCV 0ºC. Número (235,275,
355, …) Valor mínimo de tensão de cedência do limite de elasticidade. +AR Bruto de laminagem. Sem condições particulares de laminagem e/ou
tratamento térmico.
Os aços mais comuns utilizados na empresa são o S235, S275 e o S355.
A título de exemplo, um aço que poderá ser utilizado é o S275 J0 +N que corresponde a um aço estrutural com tensão de cedência mínima garantida de 275 MPa, durante o ensaio de resiliência é consumida a energia mínima de 27 J com a temperatura do provete no ensaio a 0ºC, sendo a condição do laminado normalizada.
2.9.1.1.1. Aço decapado e oleado
As bobines são decapadas para eliminar o óxido e a calamina formados durante o processo de laminagem a quente bem como o óxido produzido durante o armazenamento. A decapagem é feita através de uma solução de ácido clorídrico ou sulfúrico, após o banho ácido, a chapa passa por fases de lavagem e secagem, para remoção do ácido residual. De seguida, a chapa pode ser submetida a um corte de bordos e a um oleamento que protegerá a superfície contra a corrosão [8].
A Tabela 2 apresenta as designações mais comuns e o respetivo significado dos aços laminados decapados.
Tabela 2- Designação dos aços decapados segundo a sua utilização. Norma EN 10111.
Designação Significado
D Produto plano para deformação a frio. D Produto laminado a quente.
11 Embutição normal. 12 Embutição profunda.
13 Embutição profunda resistente ao envelhecimento. 14 Embutição extra profunda resistente ao envelhecimento.
Dos aços laminados decapados apenas o DD11 é utilizado no departamento laser. A designação DD11, corresponde a um produto plano laminado a quente, para deformação a frio de embutidura normal.
2.9.1.1.2.Aço inoxidável
O aço inoxidável é uma liga ferrosa que contém crómio (mínimo de 11%,), elemento químico que garante ao material elevada resistência à corrosão. O crómio, ao entrar em contato com o oxigénio do ar, forma uma camada fina, contínua e resistente de óxido sobre a superfície do aço, protegendo-o contra ataques corrosivos do meio ambiente.
Os aços inoxidáveis utilizados no corte a laser são o AISI 304 e o AISI 316, ou a variante AISI 304L e o AISI 316L, sendo a diferença entre estes o teor de carbono. O limite máximo de teor de carbono é de 0,08% para o 304 e 316 e de 0,03% para os aços 304L e 316L.
O AISI 304 e o AISI 316 são bastante idênticos sendo a principal diferença a presença de molibdénio na composição química do AISI 316, o que lhe confere uma resistência mecânica superior ao AISI 304.
Tabela 3 - Composição química (%) do aço AISI 304 e 304L
Composição Química conforme Norma AISI.
ABNT/SAE/AISI C máx. Mn
máx. P máx. S máx. Si máx. Ni Cr N máx.
304 0,08 2,00 0,045 0,030 0,75 8,0-10,5 18,0-20,0 0.10 304L 0,03 2,00 0,045 0,030 0,75 8,0-10,5 18,0-20,0 0.10
Tabela 4 - Composição química (%) do aço AISI 316 e 316L
Composição Química conforme Norma AISI.
ABNT/SAE/AISI C máx. Mn
máx. P máx. S máx. Si máx. Ni Cr Mo
316 0,08 2,00 0,045 0,030 0,75 10,0-14,0 16,0-18,0 2,0-3,0 316L 0,03 2,00 0,045 0,030 0,75 10,0-14,0 16,0-18,0 2,0-3,0
A variante com percentagem de teor de carbono mais baixa, AISI 304L e 316L, é utilizada, quando se pretende efetuar soldagem, pois permite superar o risco de corrosão intercristalina (desintegração na solda).
Apesar de em Portugal, e consequentemente na empresa O Feliz, se utilizar ainda muito a norma Americana AISI para a designação dos aços inox, durante o estágio curricular foi realizada uma nova catalogação das chapas de inoxidáveis que deram entrada na empresa e espera-se que, de forma gradual, todas as chapas de inox sejam designadas segundo a norma europeia. Portanto segundo a norma europeia EN 10088-2, o AISI 304 passará a 1.4301 e o AISI 316 a 1.4401, por sua vez o AISI 304L passará a 1.4307 e o AISI 316 L a 1.4404.
2.9.1.1.3. Alumínio
O alumínio utilizado na empresa, é a liga de alumínio magnésio 5754, esta liga de alumínio possui uma boa resistência à corrosão, principalmente à água salgada, bem como à atmosfera do ambiente industrial.
Tabela 5 - Composição química da liga de alumínio 5754
Composição Química do AL 5754
Elemento Si Fe Mn Mg Al
Percentagem
presente (%) 0,4 0,4 0,5 2,6 - 3,2 Restante
Segundo a norma europeia EN 485-2:2008, as características mecânicas para chapas formatadas, designada por AL 5754 H111 Treadplate, são as referidas na tabela 6.
Tabela 6 - Características mecânicas de chapa formatada AL 5754 H111
Características Mecânicas do AL 5754 H111 Propriedade Tensão de cedência Resistência à tração Alongamento A50 mm Dureza de Brinell
Valor 60 MPa min. 160 – 200 MPa 12% min. 44 HB
2.9.1.2. Laminagem a frio
A temperatura de laminagem a frio ocorre abaixo da temperatura de recristalização do material. A laminagem a frio, produz uma alta qualidade superficial, bom formato e rigor dimensional, comparadas com as produzidas por laminagem a quente. A redução total obtida por laminagem a frio pode atingir os 50 a 90 % da espessura da chapa.
Geralmente, a menor percentagem de redução é feita na última passagem para assim haver um melhor controlo dimensional e de acabamento superficial.
Os efeitos da laminagem a frio podem ser resumidos nos pontos seguintes: • Melhor acabamento superficial;
• Superfícies regulares; • Maior resistência mecânica;
• Tratamentos térmicos intermédios. [8]
A tabela 7 apresenta as diferentes qualidades e aplicações da chapa laminada a frio.
Tabela 7 - Qualidade e aplicabilidade da chapa laminada a frio. Norma EN 10130:2006
Qualidade Tipo
DC01 Comercial
DC03 Embutição moderada DC04 Embutição média DC05 Embutição profunda DC06 Embutição extra profunda
2.9.1.2.1. Aço galvanizado
Depois da laminagem a frio, a chapa passa para a linha de galvanização ou linha de zincagem.
A chapa passa por uma fase de limpeza, onde são removidos os resíduos oleosos da sua superfície. De seguida, passa por um tratamento térmico de recozido e por uma imersão num banho de zinco. Após a zincagem, a chapa passa por um tratamento químico chamado de passivação, que é efetuado por uma solução de ácido crómio hexavalente ou trivalente (𝐶𝐶𝐶𝐶+6, 𝐶𝐶𝐶𝐶+3), de forma a criar uma película protetora do mesmo ácido que irá proteger a superfície da humidade e reduzir a formação de oxidação branca.
O zinco presente no tanque de galvanização pode ser mais ou menos espesso, dependendo da quantidade de antimónio (Sb) na mistura. Um zinco mais espesso origina chapa com flor minimizada (qualidade MA, norma EN 10327:2004), devido a uma secagem mais rápida. Um zinco menos espesso origina uma flor maior (qualidade NA, norma EN 10327:2004).
Existem várias qualidades de gramagem e tolerâncias admissíveis de espessura de zinco para uma chapa galvanizada (Apêndice 8, norma EN 10327:2004).
Dentro da chapa galvanizada, além do revestimento, existem diversos aspetos de recobrimento que são definidos pelo aspeto superficial (ver Tabela 8) e pelo aspeto da dureza (ver Tabela 9).
Tabela 8 - Notação para identificar o aspeto superficial da chapa laminada a frio. Norma EN 10130:2006.
Designação Significado
Aspeto do recobrimento N Estrela ou flor normal (média ou grande) M Estrela ou flor mínima
MB e MC Sem Estrela ou flor A Acabamento ordinário B Acabamento melhorado C Acabamento superior Tratamento superficial C Passivação química O Oleado
CO Passivação química e oleado P Fosfatado
U Sem tratamento
Tabela 9 - Designação dos aços galvanizados e respetivo significado. Norma EN 10327:2004.
Designação Significado
D Produto plano para deformação a frio. X Sem determinação específica de laminagem. 51 Grau de deformação ou Embutição normal. 52 Grau de deformação ou Embutição moderada. 53 Grau de deformação ou Embutição profunda. 54 Grau de deformação ou Embutição extra profunda.
D Material revestido por emersão a quente. Z Revestimento de zinco.
140, 200, 275, … Gramagem de zinco.
Este tipo de chapas, laminadas a frio, não têm tanto escoamento como as laminadas a quente e muitas vezes só se encontram em stock a pedido do cliente.
Um exemplo de um aço laminado a frio utilizado para corte: DC01 + Z280, que corresponde a uma chapa do tipo comercial, com revestimento a zinco de gramagem 280 mícron. Outra é o DX54 + ZM, que equivale a produto plano para deformação a frio sem determinação específica de laminagem, com revestimento a zinco com flor ou estrela mínima.
2.10. Qualidade
O crescimento contínuo da indústria, não só metalúrgica mas em geral, origina uma concorrência cada vez maior entre empresas. Esta concorrência motiva uma constante evolução dos métodos de trabalho sempre com o intuito de simplificar, de forma a rentabilizar melhor o tempo e o trabalho. Com o aumento do número de peças produzidas e o maior leque de escolha por parte dos clientes é imperativo uma grande aposta na qualidade do produto. Torna-se portanto necessário desenvolver novas técnicas de controlo de qualidade, que passam a funcionar como as principais armas na detenção e prevenção de defeitos.
A “Organização Europeia para Controlo de Qualidade” define o conceito de qualidade como: “Qualidade de um material é a condição necessária de aptidão para a finalidade a que se destina”.
Na empresa “O Feliz”, especificamente no departamento laser, o controlo de qualidade passa apenas por uma inspeção e é realizada por amostragem. A inspeção de qualidade é
realizada no final do produto ser cortado, ou se necessitar de outra operação, como a quinagem, também no fim. O método passa por inspecionar sempre que se utiliza uma chapa nova, portanto, quando uma chapa é cortada, é retirada uma peça e são realizadas as devidas medições, se a peça estiver dentro das especificações, considera-se que todas as outras também estão. Sempre que uma nova chapa é utilizada efetua-se nova inspeção.
As principais características desta forma de inspeção são:
• Cada unidade medida deve ter as suas características comparadas com as especificações ou desenhos técnicos;
• Deverá ser tomada uma decisão definitiva no sentido de aceitar ou rejeitar o produto, se este não estiver de acordo com as especificações;
• A inspeção não adiciona nada ao valor do produto nem diminui o número de rejeições, uma vez que não envolve nenhuma ação corretiva sobre as operações; • A qualidade das peças com este método de controlo é conseguida à custa de
elevados índices de rejeições e consequentemente alto custo de fabrico.
Principalmente, este método carece de ação corretiva.
Apesar de idealmente a ação corretiva ser uma medida que deve ser adotada principalmente na indústria de produção em série, a área de negócio de corte a laser, lida todos os dias com diferentes clientes que necessitam de peças dos mais variados tamanhos e formatos, esta disparidade aliada à forte componente humana que o processo envolve tornam a tarefa de prevenção de defeitos difícil.
Na próxima secção serão abordados os fatores que influenciam a qualidade do corte laser e das peças.
2.10.1. Qualidade da superfície de corte
As normas de classificação da qualidade da superfície de corte contêm em geral a seguinte informação:
• Parâmetros a medir e a sua classificação; • Métodos de medida e instrumentos a utilizar;
• Critérios aplicáveis a diferentes situações de corte consoante a utilização final da superfície de corte.
A norma internacional ISO 9013:2002 (Thermal cutting – Classification of thermal cuts
– Geometrical product specification and quality tolerances) define os níveis de qualidade
de superfície de corte.
Os parâmetros que determinam a qualidade da superfície de corte são: • Tolerâncias de perpendicularidade e inclinação, (u);
• Rugosidade, (Rz).
Em adição também podem ser utilizados os seguintes parâmetros: • Desvio entre estrias, (n);
• Fusão da aresta superior, (r);
• Possibilidade de ocorrência de escória na aresta inferior da superfície de corte.
Sendo estes últimos, parâmetros que permitem uma avaliação mais visual da qualidade da superfície.
Termos e definições de um bloco no fim do corte:
Figura 12 - Bloco após corte [9]
Legenda:
1- Aresta superior do corte 2- Superfície de corte 3- Aresta inferior do corte
a- Espessura da peça
b- Espessura da superfície de corte (superfície 1) c- Espessura da abertura de raiz (superfície 2) d- Espessura de corte
e- Comprimento da superfície de corte
2.10.1.1. Tolerâncias de perpendicularidade e inclinação, (u)
É a medida (u) entre duas linhas paralelas, entre as quais a superfície de corte está inserida, figura 13 e 14.
A tolerância de perpendicularidade e inclinação não inclui apenas a perpendicularidade mas também os desvios de planeza.
Figura 13- Corte vertical [9]
Figura 14 - Corte com inclinação [9]
Na tabela 10 é apresentada a tolerância de perpendicularidade e inclinação, u, de acordo com os diferentes níveis de corte, sendo que a corresponde à espessura da peça.
O parâmetro “Patamar” que se encontra na tabela define a qualidade de corte da máquina laser, no caso em estudo, segundo o fabricante Trumpf, a máquina encontra-se no patamar 2 de qualidade de corte.
Tabela 10 - Tolerância de perpendicularidade e inclinação, u
Patamar Tolerância de perpendicularidade e inclinação, u mm 1 0.05 + 0,003a 2 0.15 + 0,007a 3 0.4 + 0,01a 4 0.8 + 0,02a 5 1.2 + 0,035a
O valor da tolerância de perpendicularidade e inclinação, u, apenas é determinada numa área limitada da superfície de corte. Essa área deverá ser reduzida pela dimensão ∆a, de acordo com a tabela 11.
∆a corresponde a uma redução das arestas superior e inferior da superfície de corte. A
razão desta redução deve-se à fusão de material que ocorre nas arestas, figura 15.
Tabela 11 - Medidas para ∆a
Espessura da superfície de corte, a mm ∆a mm ≤ 3 0,1a ˃ 3 ≥ 6 0,3 ˃ 6 ≥ 10 0,6 ˃ 10 ≥ 20 1 ˃ 20 ≥ 40 1,5 ˃ 40 ≥ 100 2 ˃ 100 ≥ 150 3 ˃ 150 ≥ 200 5 ˃ 200 ≥ 250 8 ˃ 250 ≥ 300 10
Figura 15 - Medida (a), utilizada para obtenção da tolerância de perpendicularidade e inclinação, u [9]
Como é possível constatar, ao valor da espessura de corte a, será retirado o valor de ∆a para as arestas superior e inferior. Desta forma, o valor de a utilizado na tabela 10 deverá incluir a subtração de duas vezes o ∆a.
2.10.1.2. Rugosidade, Rz
A rugosidade é um conjunto de irregularidades, isto é, pequenas saliências (picos) e reentrâncias (vales) que caracterizam uma superfície. Essas irregularidades podem ser avaliadas com aparelhos eletrónicos, como por exemplo o rugosímetro.
Figura 16 – Rugosidade [9]
Legenda:
𝑍𝑍𝑡𝑡1 a 𝑍𝑍𝑡𝑡5: rugosidades parciais
𝑙𝑙𝑛𝑛: comprimento total das rugosidades parciais
𝑙𝑙𝑟𝑟:comprimento de uma das rugosidades parciais (1/5 de 𝑙𝑙𝑛𝑛)
Para determinar o valor de Rz é realizado um teste numa amostra em que o comprimento total das rugosidades parciais, 𝑙𝑙𝑛𝑛, deve ter o comprimento de 15 mm e estar no sentido do movimento do corte. É determinada a distância entre o pico mais alto e o vale mais profundo para cada rugosidade parcial. A rugosidade Rz é a média das cinco rugosidades parciais e é medida a 2/3 da aresta superior da peça.
Em chapas, de espessura inferior a 2 mm, a rugosidade média é medida em metade da espessura, a unidade de medida é o μm.
A tabela 12 define os valores admissíveis para cada patamar.
Tabela 12 - Rugosidade, Rz [9] Patamar Rugosidade, Rz em μm 1 10 + (0,6a mm) 2 40 + (0,8a mm) 3 70 + (1,2a mm) 4 110 + (1,8a mm) 30
2.10.1.3. Desvio entre estrias, n
O desvio entre estrias ou arrasto é a distância máxima entre dois pontos de uma linha de estria na direção de corte, figura 17.
Figura 17 - Desvio de estria ou arrasto, n [9]
Legenda:
a – linha de referência b – linha de estria c – direção do corte
2.10.1.4. Fusão e arredondamento da aresta superior, r
É designado por r o termo que caracteriza a forma da aresta superior de corte. Na figura 18 são apresentadas diferentes formas de arestas.
Figura 18 - Diferentes tipos de arestas [9]
Legenda:
a) Aresta viva
b) Aresta fundida sem garganta c) Aresta fundida com garganta
2.10.2. Toleranciamento dimensional
Outro aspeto a ter em conta no controlo de qualidade deve ser a tolerância dimensional.
As dimensões apresentadas num desenho técnico são as medidas nominais da peça, enquanto que as medidas na peça são as dimensões reais. O desvio limite especificado na tabela 13 e 14 deve ser aplicado para peças que não possuam nenhuma indicação de tolerância pelo cliente.
Tabela 13 - Desvios limite para tolerâncias de dimensões nominais de classe 1
Espessura da peça (mm) Dimensão nominal (mm) > 0 < 3 < 10 ≤ 3 ≤ 10 < 35 < 125 ≤35 < 315 ≤125 < 1 000 ≤ 315 ≤ 1 000 < 2 000 ≤ 2 000 < 4 000 Desvio limite (mm) > 0 ≤ 1 ± 0,04 ± 0,1 ± 0,1 ± 0,2 ± 0,2 ± 0,3 ± 0,3 ± 0,3 > 1 ≤ 3,15 ± 0,1 ± 0,2 ± 0,2 ± 0,3 ± 0,3 ± 0,4 ± 0,4 ± 0,4 > 3,15 ≤ 6,3 ± 0,3 ± 0,3 ± 0,4 ± 0,4 ± 0,5 ± 0,5 ± 0,5 ± 0,6 > 6,3 ≤ 10 — ± 0,5 ± 0,6 ± 0,6 ± 0,7 ± 0,7 ± 0,7 ± 0,8 > 10 ≤ 50 — ± 0,6 ± 0,7 ± 0,7 ± 0,8 ± 1 ± 1,6 ± 2,5 > 50 ≤ 100 — — ± 1,3 ± 1,3 ± 1,4 ± 1,7 ± 2,2 ± 3,1 > 100 ≤ 150 — — ± 1,9 ± 2 ± 2,1 ± 2,3 ± 2,9 ± 3,8 > 150 ≤ 200 — — ± 2,6 ± 2,7 ± 2,7 ± 3 ± 3,6 ± 4,5 > 200 ≤ 250 — — — — — ± 3,7 ± 4,2 ± 5,2 > 250 ≤ 300 — — — — — ± 4,4 ± 4,9 ± 5,9
Tabela 14 - Desvios limite para tolerâncias de dimensões nominais de classe 2
Espessura da peça (mm) Dimensão nominal (mm) > 0 < 3 ≤ 3 < 10 ≤ 10 < 35 < 125 ≤ 35 ≤ 125 < 315 < 1 000 ≤ 315 ≤ 1 000 < 2 000 ≤ 2 000 < 4 000 Desvio limite (mm) > 0 ≤ 1 ± 0,1 ± 0,3 ± 0,4 ± 0,5 ± 0,7 ± 0,8 ± 0,9 ± 0,9 > 1 ≤ 3,15 ± 0,2 ± 0,4 ± 0,5 ± 0,7 ± 0,8 ± 0,9 ± 1 ± 1 > 3,15 ≤ 6,3 ± 0,5 ± 0,7 ± 0,8 ± 0,9 ± 1,1 ± 1,2 ± 1,3 ± 1,3 > 6,3 ≤ 10 — ± 1 ± 1,1 ± 1,3 ± 1,4 ± 1,5 ± 1,6 ± 1,7 > 10 ≤ 50 — ± 1,8 ± 1,8 ± 1,8 ± 1,9 ± 2,3 ± 3 ± 4,2 > 50 ≤ 100 — — ± 2,5 ± 2,5 ± 2,6 ± 3 ± 3,7 ± 4,9 > 100 ≤ 150 — — ± 3,2 ± 3,3 ± 3,4 ± 3,7 ± 4,4 ± 5,7 > 150 ≤ 200 — — ± 4 ± 4 ± 4,1 ± 4,5 ± 5,2 ± 6,4 > 200 ≤ 250 — — — — — ± 5,2 ± 5,9 ± 7,2 > 250 ≤ 300 — — — — — ± 6 ± 6,7 ± 7,9 Se não for especificado pelo cliente é utilizado a classe de tolerância 2.
Estes desvios limites, de acordo com a norma ISO 9013:2002, apenas são aplicáveis para cortes a laser ou plasma, em peças com um rácio comprimento/largura não superior a 4 para 1 e para comprimentos de corte (circunferência), não inferiores a 350 mm.
Peças que não obedeçam a estes requisitos devem vir especificadas pelos clientes.
Os desvios limite para a qualidade de superfície de corte (Tolerâncias de perpendicularidade e inclinação) são estudados separadamente dos limites das tolerâncias dimensionais, enfatizando assim, a forma diferente de como atuam na peça.
As definições para os desvios limite baseiam-se no princípio de independência descrito na norma ISO 8015, de acordo com o qual, as tolerâncias dimensionais de forma e geométrica devem ser aplicadas independentemente umas das outras.
2.10.3. Toleranciamento geométrico
Os desvios geométricos das peças produzidas podem ser desvios de forma, que dizem respeito a elementos geométricos isolados, como a retitude, a circularidade, planeza, etc. Existem ainda desvios de orientação e posição, que representam elementos geométricos associados, tais como o paralelismo de furos dentro da peça, perpendicularidade dos mesmos, localização, simetrias, entre outros.
Uma tolerância geométrica aplicada a um elemento define a zona de tolerância, no interior da qual deve estar compreendido esse elemento.
As tolerâncias geométricas não serão no entanto aprofundadas dado a enorme precisão de corte das máquinas laser modernas, como é a existente nesta empresa.
Há no entanto, um desvio de forma, que se evidenciou mais do que os outros, pois mesmo sendo mais comum acontecer no corte térmico, devido às grandes temperaturas de corte, ocorreu com mais evidência que o normal durante o período do estágio. Este desvio de forma foi a planeza, devido à concentração de tensões existentes nas chapas, e às elevadas temperaturas que ocorrem durante o corte térmico, podem ocorrer desvios de planeza ou empeno como é vulgarmente chamado.
O desvio de planeza ou empeno é a distância máxima entre dois planos paralelos que contém o conjunto dos pontos da superfície medida.
A tolerância de planeza, representada pelo símbolo , define a distância máxima de empeno admissível, que deve ser especificada pelo cliente.
![Figura 4 - Interação feixe/matéria - frente de corte [6]](https://thumb-eu.123doks.com/thumbv2/123dok_br/17613346.820420/31.892.281.603.694.1009/figura-interação-feixe-matéria-frente-de-corte.webp)




![Figura 21 - Componentes de um Paquímetro de Vernier [12]](https://thumb-eu.123doks.com/thumbv2/123dok_br/17613346.820420/58.892.201.709.120.360/figura-componentes-de-um-paquímetro-de-vernier.webp)
![Figura 25 - Escala principal na régua (divisões de 1 mm) e a escala de Vernier (resolução de 0,02 mm, com 50 divisões em 49 mm) [11]](https://thumb-eu.123doks.com/thumbv2/123dok_br/17613346.820420/60.892.217.704.109.368/figura-escala-principal-régua-divisões-vernier-resolução-divisões.webp)


