U FOP - CET EC - U EM G
REDEMAT
R
EDET
EMÁTICA EME
NGENHARIA DEM
ATERIAISUFOP – CETEC – UEMG
Dissertação de Mestrado
Desenvolvimento e caracterização de compósitos à
base de Polietileno de Alta Densidade (PEAD)
reciclado e fibras vegetais
Autor: Flávio Magno de Carvalho Fonseca
Orientador: Dr. Lincoln Cambraia Teixeira
Co-orientador: Prof
a.Dr
a. Sebastiana L. Bragança Lana
U FOP - CET EC - U EM G
Flávio Magno de Carvalho Fonseca
DESENVOLVIMENTO E CARACTERIZAÇÃO DE COMPÓSITOS À
BASE DE POLIETILENO DE ALTA DENSIDADE (PEAD)
RECICLADO COM FIBRAS VEGETAIS
Dissertação de Mestrado apresentada ao
Programa de Pós-Graduação em Engenharia de
Materiais da REDEMAT, como parte integrante
dos requisitos para a obtenção do título de Mestre
em Engenharia de Materiais.
Orientador: Prof. Dr. Lincoln Cambraia Teixeira
Co-orientadora: Prof
a.Dr
a. Sebastiana Luiza Bragança Lana
Área de concentração: Análise e Seleção de Materiais
Belo Horizonte, 04 de Novembro de 2005 Rede Temática em Engenharia de Materiais
F676d Fonseca, Flávio Magno de Carvalho.
Desenvolvimento e caracterização de compósitos à base de Polietileno de Alta Densidade (PEAD) reciclado com fibras vegetais [manuscrito]. / Flávio Magno de Carvalho Fonseca. – 2005.
xiv, 133f.: il. color., grafs. , tabs.
Orientador: Prof. Dr. Lincoln Teixeira Cambraia. Área de concentração: Análise e seleção de materiais.
Dissertação (Mestrado) – Universidade Federal de Ouro Preto. Escola De Minas. Rede Temática em Engenharia de Materiais –
UFOP/CETEC/UEMG.
AGRADECIMENTOS
A
Deus,
pela presença constante em todos os momentos da minha vida,
compartilhando minhas alegrias e tristezas, sempre oferecendo um descanso seguro após
cada batalha vencida.
À
minha família
que tanto amo, sem exceções, mas em particular, aos
meus Pais,
que souberam ser meus primeiros Mestres na lição do Amor.
À minha amada namorada,
Glau
, pelo amor, demonstrando principalmente na
relação de amizade e no incentivo nos momentos de desânimo, além de sua paciência nos
momentos de ausência.
Ao meu orientador,
Lincoln Cambraia Teixeira,
pela orientação e por acreditar
neste projeto.
À minha co-orientadora,
Prof
a. Sebastiana Luiza Bragança Lana
, por sua dedicação
e ética, sendo a primeira a estender a mão no inicio deste projeto.
Ao amigo,
Glaucinei Rodrigues Corrêa
, pelo compartilhamento de artigos, livros e
dissertações, além da sua disponibilidade irrestrita para discussão de idéias sendo uma grande
referência durante todo o desenvolvimento do trabalho.
A
Pinhopó Moagem de Madeira Ltda,
pela gentil doação da fibra de madeira
utilizada neste trabalho.
A
Edra Eco Sistemas Ltda,
pela gentil doação da fibra de bagaço de cana-de-açúcar
utilizada neste trabalho.
A
Eastman Chemical Company,
pela gentil doação do agente compatibilizante
utilizado neste trabalho.
À Fazenda da Esperança
,
através do
Sr. Frederico
, pela confiança depositada no
acesso a linha de produção e pelos esclarecimentos sobre a produção deste novo material
em escala industrial.
À Universidade de Caxias do Sul, através do Laboratório de Tecnologia de
Polímeros, particularmente a
Prof
aMaria Zani
Andrade
por abrir seu laboratório, ao
Prof. Ademir José Zaterra
pela disponibilidade e ao
Sr. Jorge Ferreira Gomes,
por
trabalhar comigo neste projeto.
À
Prof
a.
Kátia Novack
, pelas análises térmicas, gentilmente processadas pelo
Leandro
.
Ao Prof.
Leonardo Godefroaid,
pelos ensaios
no Laboratório de Testes Físicos na
Escola de Minas da UFOP.
Ao CETEC, através do Laboratório de Testes Físicos Robert Hooke e, em
particular, ao
Jorge Milton Elian Saffar,
por disponibilizar os testes físicos, à
Rosana
Maria Rennó Sommer Gambogi
e
Ademir Severino Duarte,
pela disponibilidade,
dedicação e bom humor.
Ao Prof.
Leonardo Lagoeiro
do Microlab e, em particular, ao bolsista
João,
por
me auxiliarem nas micrografias eletrônica de varredura.
Ao
Prof. Rodrigo Lambert Oréfice,
por aceitar contribuir para este trabalho na
participação da banca examinadora.
A
Redemat
, por acreditar na realização deste projeto quando ainda era
embrionário.
À
Fundação Gorceix,
por viabilizar este projeto através do auxilio financeiro.
Aos amigos
Paulo Miranda
,
Alberto Mól
e
Geraldo Gustavo
pelos momentos
compartilhados durante este período.
“
Como não ter Deus?! Com Deus existindo, tudo dá esperança:
sempre um milagre é possível, o mundo se resolve. Mas, se não
tem Deus, há de a gente perdidos no vai e vem, e a vida é burra. É
o aberto perigo das grandes e pequenas horas, não se podendo
facilitar – são todos contra os acasos. Tendo Deus, é menos grave
se descuidar um pouquinho, pois, no fim dá certo. Mas, se não tem
Deus, então, a gente não tem licença de coisa alguma! Porque
existe dor. E a vida do homem está presa encantoada – erra rumo
...”
RESUMO
A preocupação com o destino e o impacto ao meio-ambiente causada pelos resíduos
sólidos, sejam eles urbanos ou industriais, tem sido uma das principais inquietações da
administração dos centros urbanos, indústrias e centros de pesquisa. A atividade de
extração e beneficiamento da madeira gera grande quantidade de resíduos que tem
reaproveitamento em geração de energia térmica. O Brasil é o maior produtor de
cana-de-açúcar do mundo, produzindo aproximadamente 24% do total, resíduo rico em fibras que
não têm reaproveitamento em larga escala. Outro fator de grande interesse é o
reaproveitamento de resíduos de plástico pós-consumo, sendo que estes poderiam estar
envolvidos na produção de compósitos, com potencialidade para diversas aplicações,
diminuindo gastos com energia na obtenção de matéria-prima e contribuindo
significativamente para a qualidade de vida, transformando lixo em matéria-prima. Neste
contexto, o objetivo deste trabalho foi verificar a possibilidade de utilização de fibras
vegetais, mais especificamente, de madeira do tipo
Pinus elliotti
e bagaço de cana, como
agentes de reforço para um compósito à base de PEAD reciclado, empregando PPMA
como compatibilizante na fabricação de corpos de prova para caracterização
termo-mecânica. Para verificar a modificação causada pelas fibras vegetais na matriz polimérica,
assim como para analisar o efeito do compatibilizante nesta matriz, definiram-se
porcentagens em peso de fibras de madeira, bagaço de cana, termoplástico e
compatibilizante a serem incluídos no delineamento experimental. Com isso, nove misturas
com 36 repetições foram combinadas, sendo um tipo de termoplástico a 69, 70, 74, 84, 85
e 100%, um tipo de fibra de madeira a 15, 25, e 30%, um tipo de fibra de bagaço de cana a
15 e 25% e um tipo de agente compatibilizante a 0 e 1%. Foram produzidos corpos de
prova para caracterização das propriedades mecânicas, segundo ASTM D256, ASTM
D638, ASTM D790, ASTM D792, que são resistência ao impacto, tração, flexão e
densidade respectivamente. Depois foram analisadas as superfícies de fratura para análise
morfológica. Os resultados evidenciaram que: a) a adição de fibras reduz a resistência à
tração no ponto de ruptura, sendo mais acentuada esta redução na fibra de bagaço; b) existe
ação positiva do PPMA na melhoria da resistência à tração; c) o aumento da resistência à
flexão com a adição de fibras independente do tipo de fibra e uso do PPMA; d) o aumento
da resistência ao impacto com a adição de fibras até 15%, agindo como reforço; e)
verificou-se influência negativa do PPMA na resistência ao impacto; f) a fibra de bagaço
demonstrou ser o melhor reforço na resistência ao impacto.
Palavras-Chave
:
Fibras
vegetais, compósito termoplástico, compatibilização,
ABSTRACT
The concern with the destin and the impact to the environment caused by the solid
residues, urban or industrials, has been one of the main fidgets of the administration of the
urban centers, industries and centers of research. The activity of extraction and
improvement of the wood generates great amount of residues that has reused in generation
of thermal energy. Brazil is the largest sugar cane producing of the world, producing
approximately 24% of the total, rich residue in fibers that do not have reused in wide scale.
Another factor of great interest is the reused of residues of plastic post-consumes, being
that these could be involved in the production of composites, with potentiality for diverse
applications, diminishing expenses with energy in the raw material attainment and
contributing significantly for the quality of life, transforming garbage into raw material. In
this context, the objective of this work was to verify the possibility of vegetal fiber use,
more specifically, wooden of the
Pinus elliotti
type and sugar cane bagasse, as agents of
reinforcement for a composite to the recycled base of HDPE, using MAPP as
compatibilizer in the manufacture of specimens for characterization term-mechanics. To
verify the modification caused by vegetal fibers in the thermoplastic matrix, as well as
analyzing the effect of the compatibilizer in this matrix, percentages in weight of fibers
wooden, bagasse of sugar cane had been defined. The thermoplastic and compatibilizer
was enclosed in the experimental delineation. With this, nine mixtures with 36 repetitions
had been combined, being a kind of thermoplastic on 69, 70, 74, 84, 85 and 100%, a type
of wooden fiber the on 15, 25, and 30%, a type of fiber of sugar cane bagasse on 15 and
25% and a type of compatibilizer on 0 and 1%. The specimens for characterization of the
mechanical properties had been performed, according to ASTM D256, ASTM D638,
ASTM D790, ASTM D792, that are resistance to the impact, tensile, flexural test and
density respectively. After that the surfaces of breaking for morphologic analysis had been
analyzed. The results had evidenced that: a) the fiber addition reduced the tensile strength
in the point of rupture, being increased this reduction in the bagasse fiber; b) exists positive
action of the MAPP in the improvement of the tensile strength; c) the increase of the
flexural strength with fiber the independent addition of the type of fiber and use of the
MAPP; d) the increase of the impact strength with the fiber addition until 15%, acts as
reinforcement; e) verified negative influence of the MAPP in the impact strength; f) the
bagasse fiber demonstrated to be the best reinforcement in the impact strength.
SUMÁRIO
RESUMO
...vi
ABSTRACT
...vii
LISTA DE ABREVIATURAS E SIGLAS
...x
LISTA DE ILUSTRAÇÕES
...xi
LISTA DE TABELAS
...xiv
CAPÍTULO I
INTRODUÇÃO E JUSTIFICATIVA
...15
CAPÍTULO II
OBJETIVOS
...21
CAPÍTULO III
REVISÃO BIBLIOGRÁFICA
...23
3. FIBRAS VEGETAIS...24
3.1 MADEIRA ...24
3.1.1 Composição química da madeira...24
3.1.2 Anatomia da madeira...25
3.1.3 Características higroscópicas...27
3.1.4 Relação entre a estrutura anatômica da madeira e suas propriedades ...28
3.1.5 Resíduos da madeira...29
3.2 CANA-DE-AÇÚCAR ...30
3.2.1 Composição físico-química ...31
3.2.2 Caracterização morfológica...32
3.3 POLÍMEROS ...33
3.3.1 Classificação dos polímeros ...33
3.3.2 Morfologia...34
3.3.3 Fatores que influenciam as propriedades mecânicas...39
3.3.4 Polímeros na engenharia...42
3.3.5 Reciclagem ...43
3.4 COMPÓSITO PLÁSTICO REFORÇADO COM FIBRAS...51
3.4.2 Processo de extrusão...62
3.4.3 Visita técnica ...57
CAPÍTULO IV
MATERIAIS E MÉTODOS
...65
4.1 Seleção dos materiais ...67
4.2 Caracterização térmica ...71
4.3 Delineamento experimental...71
4.4 Secagem...73
4.5 Pesagem e dosagem...73
4.6 Extrusão...73
4.7 Secagem...75
4.8 Prensagem...75
4.9 Preparação dos corpos de prova ...77
4.10 Caracterização física...77
4.10.1 Densidade ...77
4.10.2 Resistência à tração ...77
4.10.3 Resistência à flexão estática ...78
4.10.4 Resistência ao impacto ...78
4.11 Caracterização morfológica...78
CAPÍTULO V
RESULTADOS E DISCUSSÃO
...79
CAPÍTULO VI
CONCLUSÕES
...96
CAPÍTULO VII
SUGESTÕES PARA TRABALHOS FUTUROS
...99
REFERÊNCIAS BIBLIOGRÁFICAS
...101
PUBLICAÇÕES
...108
LISTA DE ABREVIATURAS E SIGLAS
ABNT – Associação Brasileira de Normas Técnicas
ABIQUIM – Associação Brasileira de Indústria Química
ABRE – Associação Brasileira de Embalagens
ABREMPLAST – Associação Brasileira de Recicladores de Materiais Plásticos
ASTM – American Standards Testing of Materials
CETEC – Centro Tecnológico de Minas Gerais
CP – Corpo de Prova
HIPS – Poliestireno de Alto Impacto
ICEB – Instituto de Ciências Exatas e Biológicas
LTPOL – Laboratório de Tecnologia em Polímeros
LAMP – Laboratório de Materiais Poliméricos
PEAD – Polietileno de alta densidade
PP – Polipropileno
PPMA – Polipropileno maleatável
UCS – Universidade de Caxias do Sul
UEMG – Universidade do Estado de Minas Gerais
LISTA DE ILUSTRAÇÕES
Figura 1.1 – Descarte de resíduos não controlados ...16
Figura 1.2 – Composição gravimétrica do lixo de alguns países ...17
Figura 1.3 – Destinação do lixo em diversos países...18
Figura 3.1 – Anatomia da madeira ...26
Figura 3.2 – Amostra de resíduos de madeira ...30
Figura 3.3 – Micrografia eletrônica de monocristal de polietileno ...36
Figura 3.4 – Estrutura para um cristalito de polímero...36
Figura 3.5 – MEV mostrando a estrutura da esferulite...37
Figura 3.6 – Representação da estrutura detalhada da esferulite...38
Figura 3.7 – MEV mostrando a estrutura esferulite de polietileno ...38
Figura 3.8 – Desenho do arranjo de cadeias moleculares...39
Figura 3.9 – Influência da cristalinidade e do peso molecular no polietileno...40
Figura 3.10 – Deformação de um polietileno semicristalino...41
Figura 3.11 – Resíduos de plástico pós-consumo ...44
Figura 3.12 – Destinação das resinas plásticas em 2002...44
Figura 3.13 – Percentual de cada material no lixo brasileiro ...45
Figura 3.14 – Percentual de reciclagem de cada material no lixo brasileiro ...47
Figura 3.15 – Percentual de resíduo plástico consumido pelas recicladoras...50
Figura 3.16 – Fibras de madeira e bagaço de cana-de-açúcar e plásticos ...52
Figura 3.17 – Modelo de adesão...55
Figura 3.18 – Desenho de extrusora ...57
Figura 3.19 – Seção transversal de uma extrusora ...59
Figura 3.20 – Triângulo das velocidades...60
Figura 3.22 – Processo de corte da madeira plástica...63
Figura 3.23 – Mesa e bancos fabricados em madeira plástica...64
Figura 4.1 – Etapas dos Experimentos ...66
Figura 4.2 – Consumo de resíduo plástico pelas recicladoras...68
Figura 4.3 – Tipos e quantidades de resíduos gerados em Ubá/MG ...70
Figura 4.4 – Características da fibra de madeira utilizada ...70
Figura 4.5 – Características da fibra de bagaço utilizada...71
Figura 4.6 –Imagens de termoplásticos, o agente compatibilizante e
os resíduos vegetais utilizados...72
Figura 4.7 – Desenho das zonas de aquecimento da extrusora ...74
Figura 4.8 – Extrusora utilizada ...74
Figura 4.9 – Prensa utilizada na confecção dos corpos de prova ...76
Figura 5.1 Análise termogravimétrica dos materiais utilizados ...81
Figura 5.2 – Influência da incorporação de fibras na densidade ...82
Figura 5.3 – Influência do tipo de fibra na resistência a tração com PPMA ...84
Figura 5.4 – Influência da adição de PPMA na resistência à tração ...85
Figura 5.5 – Ensaios de tração...86
Figura 5.6 – Corpos de prova utilizados...86
Figura 5.7 – Influência do PPMA na resistência a flexão ...88
Figura 5.8 – Ensaio de flexão ...89
Figura 5.9 – CP utilizados e microfibrilamento ...89
Figura 5.10 – Influência da porcentagem de fibra na resistência ao impacto ...92
Figura 5.11 – Influência da porcentagem de PPMA na resistência ao impacto ...92
Figura 5.12 – Corpo de prova utilizado nos ensaios de resistência ao impacto ...93
Figura 5.14 – Fotomicrografias obtidas por MEV com ampliação de 50X ...95
LISTA DE TABELAS
Tabela 3.1 – Características biométricas comparativas de fibras de diversas ...33
Tabela 3.2 – Propriedades típicas dos materiais...43
Tabela 3.3 – Evolução da composição do lixo na cidade de São Paulo...46
Tabela 3.4 – Etapas envolvidas na reciclagem mecânica secundária de plásticos ...48
Tabela 4.1 – Propriedades do PEAD utilizado na confecção de embalagens ...68
Tabela 4.2 – Características do aditivo utilizado...69
Tabela 4.3 – Combinações utilizadas para confecção dos CPs ...72
Tabela 4.4 – Valores de temperatura para cada posição da extrusora...74
Tabela 4.5 – Parâmetros utilizados na prensagem...75
Tabela 5.1 – Influência da adição de fibra vegetal na densidade ...82
Tabela 5.2 – Influência da adição de fibra vegetal resistência à tração...83
Tabela 5.3 – Influência da adição de fibra vegetal na resistência à flexão...87
CAPÍTULO I
No passado, os resíduos sólidos urbanos praticamente não constituíam um problema, a quase totalidade dos objetos utilizados eram materiais de origem animal ou vegetal, que, uma vez regressados a terra, se decompunham naturalmente nos seus constituintes elementares, reintegrando ao ciclo de vida. A densidade populacional era, em geral, suficientemente pequena, de maneira que se houvesse acumulação desses resíduos, as conseqüências não seriam graves (FONSECA, 2004).
Sobretudo ao longo do último século, todo este panorama se alterou com o desenvolvimento de um potencial tecnológico/científico que permitiu a síntese de uma grande variedade de novos materiais. Todavia, a utilização desse potencial em larga escala ocorre sem avaliar as conseqüências em longo prazo. Algumas vezes avaliou-se, mas ignoraram-se os resultados, em nome de interesses imediatos (FONSECA, 2004).
De acordo com o dicionário de Aurélio Buarque de Holanda, lixo é tudo aquilo que não se quer mais e se joga fora; coisas inúteis, velhas e sem valor. Segundo a ABNT –
Associação Brasileira de Normas Técnicas – na NBR 10004-87 define o resíduo sólido como: os restos das atividades humanas, considerados pelos geradores como inúteis, indesejáveis ou descartáveis, podendo-se apresentar no estado sólido, semi-sólido ou líquido, desde que não seja passível de tratamento convencional.
Normalmente os autores de publicações sobre resíduos sólidos se utilizam indistintamente dos termos lixo e resíduos sólidos. Resíduo sólido ou simplesmente lixo é
todo material sólido ou semi-sólido indesejável e que necessita ser removido por ter sido considerado inútil por quem o descarta em qualquer recipiente destinado a este ato (Figura 1.1).
Há de se destacar, no entanto, a relatividade da característica inservível do lixo, pois aquilo que já não apresenta nenhum valor para quem o descarta, para outro pode se tornar matéria-prima para um novo produto ou processo. Nesse sentido, a idéia do reaproveitamento do lixo é um convite à reflexão do próprio conceito clássico de resíduos sólidos. É como se o lixo pudesse ser conceituado como tal, somente quando a inexistência de alguém para reivindicar uma nova utilização dos elementos então descartados.
Segundo Matoski (2002), a geração de resíduos no mundo tem crescido quase que exponencialmente, e, entre os diversos tipos de resíduos, os sólidos têm importante participação. A composição e a quantidade de resíduos produzidos estão diretamente relacionados com o modo de vida dos povos, sendo que, nos países mais industrializados as quantidades envolvidas são maiores e a composição é mais problemática.
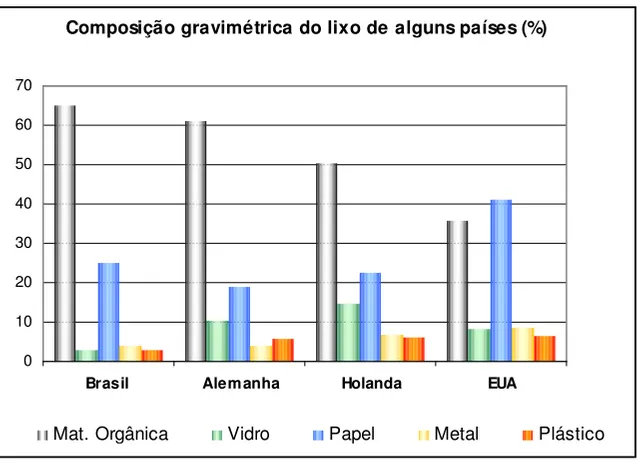
As características do lixo podem variar em função de aspectos sociais, econômicos, culturais, geográficos e climáticos, ou seja, os mesmos fatores que também diferenciam as comunidades entre si e as próprias cidades. A Figura 1.2 expressa a variação das composições do lixo em alguns países, deduzindo-se que a participação da matéria orgânica tende a se reduzir nos países mais desenvolvidos ou industrializados, provavelmente em razão da grande incidência de alimentos semi-preparados disponíveis no mercado consumidor.
Composição gravimétrica do lixo de alguns países (%)
0 10 20 30 40 50 60 70
Brasil Alemanha Holanda EUA
Mat. Orgânica Vidro Papel Metal Plástico
Em relação ao lixo urbano, são recolhidas diariamente 241 mil toneladas em todo Brasil, das quais somente 20% são reaproveitadas, um desperdício de 4,8 bilhões de reais ao ano, equivalendo a 0,6% do PIB nacional (FURTADO, 2000).
Nos aterros sanitários, a presença do plástico prejudica as trocas líquidas e gasosas necessárias à decomposição da matéria orgânica presente. Devido à baixa densidade aparente do material plástico e à forma de muitos artefatos, ocorre uma migração desses refugos para a superfície causando poluição visual e principalmente diminuindo o tempo de vida útil do aterro.
O decréscimo do volume disponível nos vazadouros é um problema mundial, o que torna a diminuição da taxa de utilização desses espaços uma meta a ser atingida. Nos EUA, dois dos maiores vazadouros do país, segundo Myers (1994), têm as maiores porcentagens de seus volumes ocupadas com plástico (7%) e papel (20%). A Figura 1.3 mostra os percentuais dos diversos tipos de tratamentos do lixo empregados em diferentes países.
Destinação do lixo em diversos países
0 20 40 60 80 100
Austria Dinamarca EUA Holanda Itália Suécia Suiça
P
aí
se
s
Percentual
Reciclagem Usina de Compostagem Depósito em aterros Incineração
Um dos compromissos firmados na Conferência Mundial do Meio-Ambiente realizada no Rio de Janeiro em 1992 - ECO 92 - foi a Agenda 21, que propõe diretrizes para o tratamento do lixo pela população mundial, divididas em três pontos básicos conhecidos como os 3 Rs:
1. Reduzir a produção;
2. Reutilizar;
3. Reciclar.
Dados da organização norte-americana EPA - Environmental Protection Agency - mostram que a taxa de geração de lixo nos EUA tem diminuído desde 1994. Isto pode ser atribuído a uma renovação de esforços para a reciclagem, relacionados à programas de compostagem de resíduos orgânicos nas comunidades e à busca da diminuição da geração do lixo em sua fonte. Entre 1990 e 1996, estes esforços foram responsáveis por um decréscimo de 17% no volume de lixo destinado aos vazadores daquele país. Em dez anos, o volume total dos resíduos sólidos urbanos americanos com esta mesma destinação diminuiu de 83% em 1986 para 55,4% em 1996. Uma alternativa para a diminuição do corte de árvores e para a despoluição ambiental é a utilização de plásticos descartados, presentes no lixo urbano, na forma de diversos produtos, como matéria-prima (GUADAGNINE, 2001).
No Brasil, em algumas das principais cidades se identificam problemas relacionados com a falta de áreas disponíveis para a instalação de aterros sanitários, que a cada dia ficam mais distantes e, em alguns casos, a total inexistência dessas áreas, criando uma situação preocupante, pois a taxa de crescimento populacional - apesar da redução - continua bastante alta e a tendência é de maior geração de lixo com a massificação de produtos descartáveis. As prefeituras devem criar incentivos (fiscais, estruturais etc.) para motivar e conscientizar os cidadãos e as empresas a participarem ativamente do processo, bem como incentivar a utilização de produtos reciclados.
Considerando-se esses fatores, acrescidos do fato de que o aumento do poder aquisitivo da população acarreta maior consumo, contribuindo para a geração de mais lixo, torna-se necessário uma tomada de posição urgente por parte dos governantes, para que estudos e projetos visando à resolução de um problema tão crítico e desafiador sejam iniciados.
CAPÍTULO II
Objetivo geral
Verificar a possibilidade de utilização de fibras vegetais, mais especificamente, de madeira do tipo Pinus elliotti e bagaço de cana-de-açúcar, como agente de reforço para um
material compósito à base de polietileno de alta densidade reciclado, empregando polipropileno maleatável (PPMA) como agente compatibilizante na fabricação de corpos de prova para caracterização termo-mecânica deste compósito produzido.
Objetivos específicos
• Observar a adesão das fibras vegetais na matriz polimérica.
• Verificar o desempenho de cada fibra na matriz polimérica;
• Analisar o efeito do agente compatibilizante nas ligações das fases;
• Determinar o efeito da porcentagem de cada material nas propriedades físico-mecânicas do compósito produzido;
CAPÍTULO III
3. FIBRAS VEGETAIS
As fibras vegetais estão se tornando alternativas econômicas e ecológicas para uso como reforço e cargas em termoplásticos. Há quem preveja a gradual substituição de aditivos sintéticos tradicionais, particularmente fibras de vidro, por estes materiais, abrindo respeitáveis perspectivas de mercado para países de vocação agrícola (NOTHENBERG, 1996 apud PAIVA, 1999).
3.1 MADEIRA
A madeira é um componente importante na formação do compósito, objeto de estudo nessa pesquisa. Pretende-se fazer uma introdução dos principais pontos e conhecimentos sobre este material.
3.1.1 Composição química
Segundo Panshin (1980) apud Corrêa (2004), os componentes químicos da madeira
são formados basicamente por carbono, hidrogênio e oxigênio podendo estar reunidos em dois grupos: componentes primários que formam a estrutura da parede celular e os componentes secundários.
No primeiro grupo, os componentes fundamentais são a celulose, hemicelulose e a lignina. O segundo grupo de substâncias, encontrado em maior quantidade, consiste principalmente em:
a) alimentos armazenados nas células;
b) substâncias tóxicas aos fungos, como taninos e componentes de base fenólica, constituindo agentes naturais de proteção e ação dos microorganismos;
c) sais minerais.
Lima (1998) apud Corrêa (2004), cita as proporções aproximadas de biomassa, de
cada elemento, independente da espécie vegetal considerada:
• carbono ... 50%
• oxigênio ... 44%
Os compostos orgânicos ou materiais que compõem a madeira são:
a) celulose: com proporção aproximada de 50%. É o composto predominante da madeira, que compõe as paredes das fibras, sendo formada à partir da união de múltiplos monômeros constituídos por glicose (C6H12O6);
b) lignina: com proporção aproximada de 30%. É responsável pela rigidez da parede celular;
c) hemicelulose: proporção aproximada de 20%. Está intimamente associada à celulose, definindo as propriedades estruturais da parede celular, além de desempenhar funções na regulação do crescimento e desenvolvimento das plantas; d) outros materiais: são resinas, amidos, taninos, óleos, ceras, etc, que são depositados nas cavidades das células e que produzem coloração e cheiro característicos de cada espécie de vegetal.
3.1.2 Anatomia da madeira
Figura 3.1 – Anatomia da madeira. Fonte: Burger (1991) apud Corrêa (2004).
As partes que compõem um tronco são:
a) casca: é constituída interiormente pelo floema (conjunto de tecidos vivos
especializados para a condução da seiva elaborada) e exteriormente pelo córtex, periderme e ritidoma (tecidos que revestem o tronco). Além do armazenamento e condução de nutrientes exercidos pelo floema, a casca tem como função proteger o vegetal contra ressecamento, ataques fúngicos e variações climáticas. A casca é de grande importância também na identificação de árvores vivas. As cascas de algumas espécies são exploradas comercialmente para a obtenção de cortiças, tanino, canela, produtos farmacêuticos, perfumaria, etc;
b) câmbio: é um tecido meristemático, ou seja, apto a gerar novos elementos
celulares, constituído por uma camada de células situada entre o xilema e o floema, sendo visível ao microscópio. Permanece ativo durante toda a vida do vegetal e é responsável pela formação dos tecidos que constituem o xilema (condução de seiva bruta) e a casca. A atividade cambial é sensivelmente influenciada pelas condições ambientais;
Anéis de cerscimento
Medula Raios
Cerne
Alburno
Cambio Floema (casca
c) anéis de crescimento: em regiões caracterizadas por clima temperado, os
anéis de crescimento representam habitualmente o incremento anual da árvore. A cada ano é acrescentado um novo anel ao tronco, razão pela qual são também denominados anéis anuais, cuja contagem permite conhecer a idade da árvore. Em anel de crescimento típico, distinguem-se duas partes, sendo o lenho inicial, que corresponde ao crescimento da árvore no início do período vegetativo (normalmente primavera) e o lenho tardio, que, com a aproximação do fim do período vegetativo as células vão diminuindo suas atividades fisiológicas;
d) cerne e alburno: o cerne constitui a parte interna do tronco, onde as células
que compõem o tecido lenhoso não participam mais do processo vital das árvores quando se atinge a idade adulta, cumprindo apenas a função de sustentação. No cerne há a deposição de vários componentes secundários que são responsáveis pela menor ou maior durabilidade e coloração da madeira. A proporção de cerne e alburno varia dentro da própria árvore, e além de outros fatores, dependem da espécie, idade, solo e clima;
e) raios: são faixas horizontais de comprimento indeterminado formado por
células parenquimáticas, ou seja, elementos que desempenham primordialmente a função de armazenamento de substâncias nutritivas, dispostas radialmente no tronco. Na maioria das madeiras eles não são visíveis a olho nu. Além do armazenamento, os raios têm a função de fazer o transporte horizontal de nutrientes na árvore;
f) medula: parte que ocupa normalmente o centro do tronco.
3.1.3 Características higroscópicas
A madeira é um material higroscópico que, com a variação das condições ambientais, pode continuar indefinidamente a absorver e eliminar água, trocando-a com o ambiente. Portanto, mesmo depois de muitos anos de amadurecimento, ela ainda reserva uma proporção de água (REIS, 1998).
A umidade percentual da madeira depende principalmente das condições termo-higrométricas ambientais (temperatura e umidade relativa do ar), das suas variações, das dimensões, do estado superficial da peça e sua porosidade.
A madeira é extremamente porosa e a quantidade de água que ela pode conter depende de seu volume de vazios, ou seja, do espaço não ocupado pela substância lenhosa. Denomina-se Pa o peso específico aparente da madeira e Pr o peso específico real, o
volume Vv de vazios na madeira pode ser expresso pela fórmula:
Vv=1-Pa/Pr (3.1)
O valor de Vv exprime a porosidade da madeira.
Se as condições ambientais permanecem constantes, a madeira tende (tempo médio 120 dias a partir do corte) a equilibrar seus valores, que em média são muito similares entre as espécies (REIS, 1998).
3.1.4 Relação entre a estrutura anatômica da madeira e suas propriedades
Uma das grandes limitações para a utilização da madeira é sua heterogeneidade, anisotropia e variabilidade. Nem mesmo dois pedaços de madeira de uma mesma espécie são absolutamente iguais. Essas diferenças podem ser atribuídas às condições do meio ambiente onde o vegetal cresce, a localização do vegetal no tronco (altura, distância da medula e posição do anel de crescimento) e defeitos na madeira (BURGER, 1991). A composição do lenho, a estrutura e a organização de seus constituintes são fatores que determinam as propriedades físicas das madeiras e sua aptidão para o uso comercial. Burger (1991) cita as principais propriedades tecnológicas e utilizações em relação às estruturas anatômicas da madeira:
• Durabilidade natural: é o grau de susceptibilidade da madeira ao ataque de agentes destruidores, os fungos e insetos, e à ação de intempéries. Geralmente, as madeiras de alta massa específica, por apresentarem uma estrutura mais fechada e frequentemente elevado teor de substâncias especiais (sílica, alcalóides, tanino e substâncias fenólicas) impregnando as paredes das células, são mais resistentes à ação destes agentes. A presença dessas substâncias produz uma coloração mais escura na madeira;
• Permeabilidade: característica importante para a secagem, preservação de madeiras e fabricação de polpa e papel. Em geral, madeiras com alta massa específica são mais difíceis de serem secas e impregnadas com soluções preservativas por apresentarem volume menor de espaços vazios para a circulação de fluidos. A permeabilidade é influenciada pelo tamanho, abundância, distribuição dos poros e a presença ou não de substâncias obstrutoras (resinas, tilos, etc). O cerne é menos permeável do que o alburno devido a sua estrutura mais compacta, presença de substâncias obstrutoras;
• Instabilidade dimensional: a madeira é um material altamente higroscópio e apresenta os fenômenos de contração e inchamento pela perda ou absorção de umidade. Madeiras que possuem uma abundância de células de paredes espessas (alta massa específica) apresentam este fenômeno em grau mais acentuado.
3.1.5 Resíduos da madeira
Em geral, nas atividades industriais à base de madeira há muita geração de resíduos, tendo o setor de manufatura de produtos de madeira a maior quantidade de insumos, em torno de 70% do total, conforme Graedel (1995). Diversas atividades da indústria de base florestal colaboram para a produção de resíduos, entre estas se podem citar a tecnologia utilizada, diversidade de espécies e defeitos e patologias existentes na madeira. As ocorrências de fungos causam danos como manchas, decomposição e deterioração nas peças de madeira (WILSON, 1984).
Durante muito tempo o uso de madeira e outras fibras vegetais têm sido empregadas extensivamente como carga para compostos termoplásticos e termofixos. Décadas atrás estes materiais eram utilizados em pequenas atribuições especiais ou produtos de baixo valor agregado como materiais absorvedores de ruídos nas partes internas dos carros.
Figura 3.2 – Amostra de resíduos de madeira.
3.2 BAGAÇO DE CANA DE AÇÚCAR
3.2.1 Composição física e química
Do ponto de vista físico, segundo Mitrani et al. (1999), o bagaço é constituído por
quatro frações cuja porcentagem média é:
• Fibra ou bagaço 45%
• Sólidos insolúveis 2-3%
• Sólidos solúveis 2-3%
• Água 50%
A fibra é a fração sólida orgânica insolúvel em água, presente no colmo da cana-de-açúcar, que se caracteriza por sua marcante heterogeneidade, do ponto de vista químico e morfológico.
Os sólidos insolúveis de natureza orgânica são compostos, fundamentalmente, por terra, pedras e outras matérias estranhas. Os sólidos solúveis formam a fração que se dissolve na água composta fundamentalmente por sacarose. A água presente no bagaço está retida nele através de mecanismos de absorção e capilaridade. Este fenômeno desempenha um papel de grande importância em alguns processos tecnológicos a que é submetido o bagaço, para o seu aproveitamento como matéria-prima para materiais compósitos.
O bagaço é composto de celulose, hemicelulose e lignina, como principais polímeros naturais. A biomassa do bagaço é a seguinte:
• Carbono 23%
• Oxigênio 22%
• Hidrogênio 3%
• Cinzas 2%
• Água 50%
Se considerarmos esta composição desidratada, pode-se mudar para:
• Carbono 46%
• Oxigênio 44%
• Hidrogênio 6%
Densidade e umidade
A densidade e a umidade são duas das propriedades físicas mais importantes, que, encontram intimamente relacionadas para realizar qualquer tipo de cálculo de engenharia, relacionado com os processos de utilização industrial do bagaço. Pela sua constituição, o bagaço apresenta uma alta tendência a livre compactação, estes valores estão reportados de forma diretamente proporcional à altura da coluna, medida da base até o ponto de alimentação (MITRANI et al., 1999).
Segundo Mitrani et al. (1999), a umidade do bagaço possui relação direta com o
alto nível de higroscopicidade da fibra, bem como da elevada porosidade das partículas. Segundo a literatura, o conteúdo de umidade pode atingir valores de 80 a 85% sem que haja excesso de água.
3.2.2 Caracterização morfológica
A composição do bagaço está diretamente relacionada com a morfologia da cana-de-açúcar, onde se encontram fibras exteriores do colmo ou da casca, feixes fibrovasculares e outras formas fibrosas que dão resistência ao colmo do vegetal, e também tecido parenquimatoso, chamado popularmente como miolo ou medula (MITRANI et al.,
1999).
Na saída dos moinhos se obtém uma fração rica em medula, que, ainda, contém fibras e microfibras que passam através dos tamises, denominadas comumente bagacilhos, o qual se envia tradicionalmente às caldeiras das usinas, para sua queima ou então é utilizado como fonte de alimento animal enriquecido com outros produtos e processos tecnológicos.
As fibras do bagaço são caracterizadas pela sua rigidez, apresentando uma longitude menor que a usual em outros tipos de fibras como a da madeira, o que é uma limitante para algumas produções como a de papel de alta resistência (MITRANI et al.,
1999).
A epiderme, camada fina que cobre o colmo e o protege, atua como impermeabilizante do suco, no qual abundam componentes não-fundamentais da cana-de-açúcar, que são quimicamente classificados como extrativos (MITRANI et al., 1999).
mecânicos e exteriores. Estas fibras têm como missão fundamental servir de sustento à planta. Na área interna do colmo se encontra o tecido parenquimatoso, cuja função é armazenar o suco. Neste tecido, aparecem os feixes fibrovasculares, compostos por fibras e vasos, que dividem a função de sustentação com a de conduzir a seiva ao longo do colmo da planta (MITRANI et al., 1999).
De acordo com Mitrani et al. (1999), ao ser moída a cana, esta ordem se perde, do
ponto de vista estrutural e as diferentes partículas se misturam entre si. A Tabela 3.1 compara as propriedades biométricas das fibras de bagaço com as de outras fontes fibrosas usadas de forma convencional na indústria da celulose, de polpa e papel.
Tabela 3.1 – Características biométricas comparativas de fibras de diversas.
Tipo de Longitude Diâmetro Largura Relação de Índice de fibra média (mm) médio (m) parede (m) estreiteza flexibilidade
Bagaço 1,5 20 4,0 75 0,60
Pinheiro 2,0 28 3,0 100 0,75
(Pinus Silvestris)
Eucalipto 1,0 13 1,6 77 0,75
Fonte: Mitrani et al. (1999).
3.3 POLÍMEROS
Segundo Solomons (1987), polímeros são materiais que consistem de moléculas muito grandes, compostas por unidades que se repetem. As subunidades moleculares usadas para sintetizar os polímeros denominam-se monômeros e as reações pelas quais os monômeros se unem são chamadas de reações de polimerização.
3.3.1 Classificação de polímeros
Quanto às características de fusibilidade e/ou solubilidade os polímeros podem ser agrupados em termoplástico e termorrígidos. Os polímeros termoplásticos se fundem por aquecimento e se solidificam por resfriamento, em um processo reversível. São materiais relativamente macios e dúcteis devido às ligações intermoleculares do tipo Van der Walls que são ligações fracas que permitem a reversibilidade. Os polímeros termorrígidos por aquecimento ou outra forma de tratamento assumem estrutura reticulada, com ligações cruzadas, tornando-se uma reação química irreversível ou infusível.
De acordo com Grulke (1994), devido às ligações cruzadas, os polímeros termorrígidos mantêm sua forma e resistência após vários ciclos de resfriamento e aquecimento. Entretanto, as ligações cruzadas tendem a fazer com que estes sejam frágeis e tenham baixa resistência ao impacto.
De acordo com o comportamento mecânico dos polímeros, os materiais macromoleculares podem ser divididos em três grandes grupos: borrachas ou elastômeros, plásticos e fibras. As faixas que demarcam, embora muito fluidamente, os limites do módulo elástico diferenciando borrachas, plásticos e fibras, são: 101 a 102, 103 a 104 e 105 a 106 psi (1psi = 0,07kg/cm2 = 7x103Pa), respectivamente.
3.3.2 Morfologia
Segundo Billmeyer (1984) apud Faria (2002), muitos polímeros, incluindo fibras,
Morfologia de polímeros cristalinos
Segundo Sperling (1992) e Callister (2000), existem alguns modelos propostos para descrever a morfologia dos polímeros cristalinos que apresentam morfologia específica e características próprias.
1) Cristalitos ou micélio com borda
Um dos modelos mais antigos, que foi aceito durante muitos anos, propõe que um polímero semicristalino fosse composto por pequenas regiões cristalinas (cristalitos ou micélios), onde cada uma destas regiões fosse provida de um alinhamento preciso, em que estas estivessem envolvidas por uma matriz amorfa, composta por moléculas aleatoriamente orientadas. Desta forma, uma única molécula da cadeia poderia passar através de vários cristalitos, bem como das regiões amorfas intermediárias.
2) Lamelas
Figura 3.3 – Micrografia eletrônica de monocristal de polietileno. Ampliação de 20.000x. Fonte: Callister (2000).
Figura 3.4 – Estrutura com cadeia dobrada para um cristalito de polímero em forma de placa. Fonte: Callister (2000).
3) Esferulitas
mesmas e, ainda as ligações entre lamelas adjacentes, passam através destas regiões amorfas. À medida que a cristalização de uma estrutura esferulítica se aproxima da sua conclusão, as extremidades das esferulites adjacentes começam a se chocar umas com as outras, formando contornos e fronteiras mais ou menos planos; antes deste estágio, elas mantêm as suas formas esféricas. Essas fronteiras estão evidenciadas na Figura 3.7.
Figura 3.6 – Representação esquemática da estrutura detalhada de uma esferulite. Fonte: Callister (2000)
3.3.3 Fatores que influenciam as propriedades mecânicas
Cristalinidade
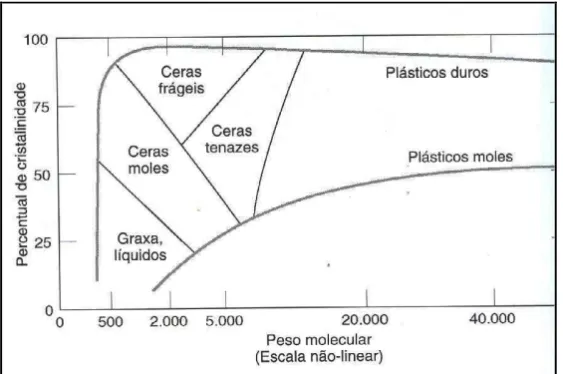
Segundo Callister (2000), o estado cristalino pode existir nos materiais poliméricos. Entretanto, este estado envolve moléculas em vez de apenas átomos ou íons, como ocorre em metais e em cerâmicas, os arranjos atômicos serão mais complexos no caso de polímeros. Imagina-se a cristalinidade dos polímeros como sendo o empacotamento de cadeias moleculares visando a produção de uma matriz atômica ordenada. As estruturas cristalinas podem ser especificadas em termos de células unitárias, com freqüência bastante complexa. A Figura 3.8 mostra a célula unitária para o polietileno e a sua relação com a estrutura molecular da cadeia, sendo que esta célula possui uma geometria ortorrômbica O grau de cristalinidade pode variar desde completamente amorfo até quase totalmente (até aproximadamente 95%) cristalino.
Peso molecular
A magnitude do módulo de tração não parece sofrer influência direta do peso molecular. Por outro lado, para muitos polímeros foi observado que o limite de resistência à tração eleva em função de um aumento do peso molecular. De acordo com Callister (2000), esta relação pode ser verificada matematicamente sendo o limite de resistência à tração (LRT) uma função do peso molecular médio pelo número de moléculas, de acordo com a seguinte relação:
LRT=LRT- A/Mn (3.2)
onde LRT representa o limite de resistência à tração no caso hipotético de um peso
molecular infinito, e A é uma constante.
O comportamento descrito por esta equação pode ser explicado pelo aumento no número de embaraços e entrelaces na cadeia com o aumento de Mn (Figura 3.9).
Pré-deformação por estiramento
Em termos comerciais, uma das técnicas mais importantes utilizadas para aprimorar a resistência mecânica e o módulo de tração consiste em se deformar o polímero permanentemente em tração. Esse procedimento é algumas vezes chamado de estiramento. Durante o estiramento, as cadeias moleculares deslizam uma sobre as outras e se tornam altamente orientadas (Figura 3.10).
Figura 3.10 – Deformação de um polietileno semicristalino, com duas lamelas com cadeias dobradas adjacentes e o material amorfo interlamelar, mostrando sua orientação dos segmentos de blocos e cadeias de ligação com o eixo de tração. Fonte Callister (2000).
Tratamento térmico
O tratamento térmico nos polímeros semicristalinos leva à modificações no tamanho e na perfeição dos cristalitos, bem como nas estruturas esferulíticas. Para materiais que não tenham sido estirados e que são submetidos a tratamento térmico com tempo constante, o aumento da temperatura de recozimento leva ao seguinte:
3.3.4 Polímeros na engenharia
De acordo com Grulke (1994) apud Faria (2002), antes de 1930 a maior parte dos
artefatos domésticos, bens duráveis e de produtos industriais eram feitos de madeira, metais, vidro, papel, couro e borracha natural vulcanizada. A partir de então, os plásticos substituíram muitos daqueles materiais devido à facilidade de conformação e adicionalmente, ao baixo custo. Os plásticos podem competir com outros materiais estruturais conforme mostrado na Tabela 3.2. O módulo de elasticidade (E) e a resistência
1GRVPDWHULDLVIRUDPXVDGRVSDUDFDUDFWHUL]á-los em aplicações estruturais.
Tabela 3.2 – Propriedades típicas dos materiais.
Modulo de Elasticidade (E) Resistência (1
*SD 0SD
Aço doce 207 414
Alumínio 69 124
Latão 97 345
Titânio 107 650
Vidro 69 69
Polipropileno 1,1 36
Polietileno de alta densidade 1,1 26
Polietileno de baixa densidade 0,2 14
Material
Fonte: Callister (2000).
Segundo Mano (2000), os materiais de engenharia podem ser distribuídos em duas grandes divisões: os clássicos (ou convencionais) que são as madeiras, os vidros, as cerâmicas e os metais; e os não clássicos que são os polímeros sintéticos.
Polímeros sintéticos são produtos químicos obtidos por via sintética que apresentam longas cadeias, e dentre eles se encontram importantes materiais de engenharia. Os polímeros industriais sintéticos podem ser utilizados na engenharia, tanto individualmente, quanto em sistemas mistos (MANO, 2000).
3.3.5 Reciclagem
Em função dos objetivos desta dissertação, foi dada uma maior ênfase a reciclagem de materiais poliméricos termoplásticos.
A reutilização de materiais plásticos pós-consumo é tema de grande importância (Figura 3.11), não somente pela sua possível contribuição econômica dentro de um processo produtivo, como também devido à redução do impacto ambiental gerado pela quantidade de resíduo produzido pela sociedade (KIPPER, ?).
municipais cresceram somente 7,5%. Com isso, estima-se que em 2015 não haverá aterros disponíveis para estes resíduos. Segundo a Associação Brasileira de Indústria Química (ABIQUIM), a maior parte das resinas plásticas produzidas em 2002, foram destinadas a embalagens plásticas que se transformaram em curto prazo em resíduos e com isso, um grave problema social, como pode ser visto na Figura 3.12. O processo de reciclagem é uma possível solução para esta questão tão discutida, mas sem solução aparente.
Figura 3.11 – Resíduos de plástico pós-consumo.
14,6%
4,7%
7,7%
8,0%
11,6%
13,7%
39,7% Embalagem
Contrução Civil Descartáveis Componentes Técnicos Agrícolas Utilidades Domésticas Outros
À
rea
s
Percentual
É conhecido que, mesmo contando com uma experiência de mais de trinta anos, o reaproveitamento do plástico no Brasil ainda permanece uma atividade incipiente. Mas a previsão para o futuro é diferente, a reciclagem de resíduos plásticos deverá se expandir e despontar como uma atividade amplamente produtiva, visto o potencial altamente rentável aliado à preocupação e adequação às recentes leis ambientais de geração de resíduos sólidos. Em comparação com países desenvolvidos, o Brasil já apresenta os fatores necessários para o investimento em reciclagem, sendo os principais, a falta de aterros, a reação da população frente a aberturas destes, as leis ambientais e as freqüentes crises de matéria prima virgem (KIPPER, ?).
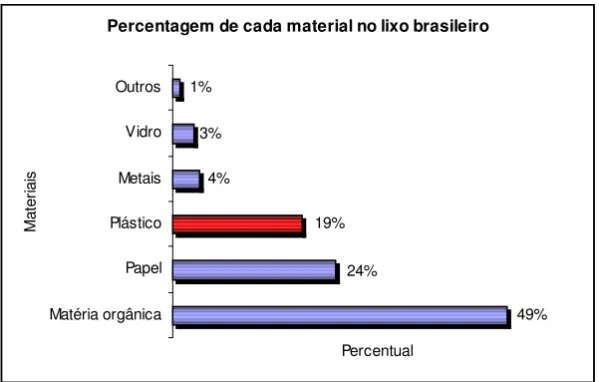
A reciclagem / reutilização de materiais plásticos é uma condição essencial para o gerenciamento do lixo devido ao crescimento deste resíduo evidenciado na cidade de São Paulo e que podemos ver na Tabela 2.2. Segundo Furtado (2000), o plástico representa um volume de aproximadamente 19% de todo o lixo urbano (Figura 3.13), seu desvio do aterro contribuirá significativamente para o melhor aproveitamento dos recursos e conseqüente melhoria da qualidade de vida dos cidadãos.
Percentagem de cada material no lixo brasileiro
49% 24%
1%
3%
4%
19%
Matéria orgânica Papel Plástico Metais Vidro Outros
M
at
er
ia
is
Percentual
Tabela 3.3 – Evolução da composição do lixo domiciliar na cidade de São Paulo (dados em %).
1927 1957 1969 1976 1991 1996 1998 2000
Matéria orgânica 82,5 76 52,2 62,7 60,6 55,7 49,5 48,2
Papel 13,4 16,7 19,2 21,4 13,9 16,6 18,8 16,4
Plásticos 1,9 5 11,5 14,3 22,9 16,8
Metais ferrosos 1,7 2,2 5,8 3,9 2,8 2,1 2 2,6
Alumínio 0,1 0,7 0,7 0,9 0,7
Vidros 0,9 1,4 2,6 1,7 1,7 2,3 1,5 1,3
Madeira 2,4 1,6 0,7 1,3 2
Fonte: Tenório (2003).
Embora haja, em certos casos, algumas limitações e restrições para a utilização do oriundo do lixo urbano (não pode ser usado para embalagens de alimentos, produtos farmacêuticos e hospitalares e alguns tipos de brinquedos), se adequadamente tratado, esta matéria-prima pode ser utilizada na fabricação de muitos produtos, mantendo quase que as mesmas propriedades daqueles feitos com matéria-prima virgem como verificado por Ávila (2003) e alguns casos com desempenho superiores aos materiais virgens como observado por Mano (1999). Portanto, o preconceito que ainda existe impedindo um uso maior desta matéria-prima reside na falta de informação e também na existência de alguns transformadores que insistem na tese de que a competitividade só é alcançada quando se tem baixo preço, não importando a qualidade do produto. Deve ser ressaltado que existem normas técnicas e especificações que devem ser atendidas, não importando se a matéria-prima é virgem ou reciclada.
1,5% 17,5% 15% 17,5% 23% 35% 41% 44% 45% 57% 77,3% 87% Latas de alumínio
Papel ondulado Pneu Latas de aço Vidro Papel de escritório Garrafas PET Óleo lubrificante Plástico filme Plástico rígido Embalagens longa vida Matéria orgânica M a te ri a is Percentual reciclado
Figura 3.14 – Percentual de reciclagem de cada material no lixo brasileiro. Fonte: CEMPRE (2002).
Tipos de reciclagem
Segundo Bonelli (1993), a reciclagem de plásticos pode ser dividida em quatro grandes grupos, segundo a fonte de material e a tecnologia empregada no processo: recuperações primárias, secundárias, terciárias e quaternárias.
A recuperação primária utiliza refugos obtidos no processo de fabricação dos
produtos de plásticos, apresentando grau de contaminação muito reduzido ou inexistente. Consiste moagem de rebarbas, canais de injeção e sobras de materiais, posteriormente incorporados, como carga, na matéria-prima virgem.
A primeira fonte de material que pode ser reciclado é, sem dúvida, resíduo do processo de fabricação, qualquer que seja a tecnologia utilizada na transformação de plástico, sempre há certa quantidade de material residual. Por outro lado, a maior parte dos resíduos plásticos se encontra no lixo (ou seja, material pós-consumo) residencial e estabelecimentos comerciais (MANO, 1991).
A recuperação secundária é caracterizada pelo reaproveitamento de resíduos
contaminação da matéria-prima, à geometria das peças a serem fabricadas e, também, ao grau de degradação química sofrido pelas cadeias poliméricas desde o descarte dos produtos plásticos até seu reprocessamento. Os estágios convencionais deste tipo de recuperação são também conhecidos como reciclagem mecânica e podem ser vistos na Tabela 3.4.
Tabela 3.4 – Etapas envolvidas na reciclagem mecânica secundária de plásticos pós-consumo segundo Bonelli.
Etapas Descrição
Identificação dos plásticos PEBD, PEAD, PVC, PP, OS, PET,
e outros
Trituração Moagem e lavagem
Secagem
Aglutinação
Extrusão
Granulação
Aditivação
Peletização
Reciclagem Transformação em novo produto
Separação
Regeneração
Pós-tratamento
A recuperação terciária, conhecida como reciclagem química, consiste na
transformação dos polímeros presentes nos refugos plásticos em seus respectivos monômeros ou oligômeros, através de processos térmicos ou químicos.
A recuperação quaternária, também conhecida de reciclagem energética, consiste
De acordo com Scott (2000), no Brasil a reciclagem mecânica é a mais utilizada. A reciclagem química é pouco utilizada em nosso país e a reciclagem energética ainda não faz parte de nossa realidade. A reciclagem mecânica e a química parecem ser as mais interessantes, pois exigem etapas anteriores ao reprocessamento propriamente dito, etapas de coleta e separação que podem gerar empregos para nossa população.
Viabilidade econômica
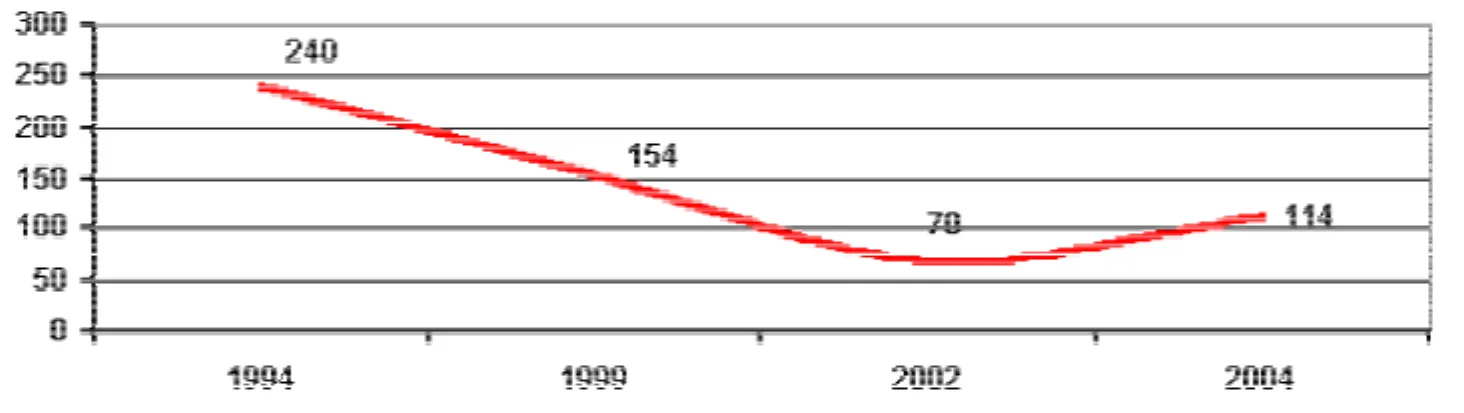
O estudo da viabilidade econômica da reciclagem de plástico é um fator preponderante quando se quer um processo eficiente. A viabilidade de um processo de reutilização de plástico é, de modo geral, função da coleta dos resíduos, dos custos da reciclagem e do preço do produto reciclado. Com isso para se obter um reciclado economicamente viável e, portanto de alto valor agregado, é de suma importância que, a operação de reciclagem seja realizada da maneira mais eficiente possível garantindo assim um produto de qualidade. Como pode ser visto no Gráfico 2.1 os custos de reciclagem no Brasil vem tendo uma queda considerável o que ajuda no desenvolvimento de novos núcleos de reciclagem.
Gráfico 3.1 – Evolução da média de custos da coleta seletiva (US$).
De acordo com informações da Associação Brasileira de Embalagens – ABRE (2003) – o Brasil, mesmo quando comparados com alguns países desenvolvidos, apresenta elevados índices de reciclagem. Por exemplo, são reciclados hoje no Brasil 21% dos plásticos rígidos e filmes consumidos no país, equivalendo a 200 mil toneladas ano.
No Brasil, 17,5% dos plásticos rígidos e filmes consumidos retornam a produção como matéria-prima. Deste total, 60% provêm de resíduos industriais e 40% do lixo urbano, segundo estimativa da Associação Brasileira de Recicladores de Materiais Plásticos (ABREMPLAST).
No ano de 1999, foram produzidos cerca de 3,5 milhões de toneladas de resinas termoplásticas, no Brasil; desse total, mais de 65% foram destinados às indústrias de embalagens plásticas. Depois de absorvidas pelo mercado consumidor, tais embalagens são descartadas como resíduo pós-consumo e se tornam um sério problema ambiental, por não serem biodegradáveis. Esse material, usualmente rejeitado, poderia ser parcialmente utilizado como matéria-prima para a produção de compósitos termoplásticos (MACIEL, 2003).
As recicladoras compram o kilogramo de resíduo plástico pós-consumo pelo valor médio de R$0,70 (os preços podem variar em função da região e do tipo de plástico). Depois de processados vendem os plásticos em três formas: a) moídos, a R$1,10; b) aglutinados (no caso de filmes), a R$0,90; c) em forma de pellets, a R$1,60 (CORRÊA,
2004). A Figura 3.15 mostra o percentual de resíduos plásticos consumidos pelas empresas recicladoras nos estados pesquisados.
7,2% 9,2% 9,9% 12,6% 14,9% 15,3% 30,9% PEBD PP PET PEAD PS PVC OUTROS Ti po s de re sí du os Percentual reciclado
3.4 COMPÓSITOS PLÁSTICOS REFORÇADOS COM FIBRAS
Segundo Callister (2000) e Corrêa (2004), compósitos são materiais resultantes da mistura ou combinação de dois ou mais constituintes, que se diferem na forma e composição química e que são essencialmente insolúveis um no outro, com a finalidade de se obter qualidades superiores aos seus constituintes individualmente. Geralmente um material é a matriz, que é o meio de transferência da força aplicada, e o outro é o reforço, que fornece a principal resistência ao esforço.
Segundo Banks (2002), a incorporação de carga mineral em compostos poliméricos é prática comum, pois além de conferir resistência mecânica, térmica e elétrica, age para diferenciar propriedades de rigidez, módulos de elasticidade, de temperaturas de deflexão, resistência ao envelhecimento, tração e influencia ainda na processabilidade do material e acabamento superficial do produto.
Com o passar dos anos estas cargas minerais, tais como carbonatos de cálcio, talco, entre outras, encontraram nos materiais poliméricos uma ampla gama de aplicações e, portanto já podemos encontrar escassez destes recursos, que passaram a serem aplicados, sobretudo, nas indústrias de tintas e cremes dentais; que faz com que em determinadas épocas do ano, seu custo ser elevado e a oferta das mesmas diminuídas (KOKTA, 1985 e BANKS, 2002).
Em contrapartida, novas cargas, podem ser aplicadas com eficiência vindo a suprir a demanda muito disputada por diferentes mercados. Assim, para aplicações especificas e diferenciadas, na criação de novos materiais e produtos de diferentes aplicabilidades podem ser desenvolvidos materiais poliméricos reforçados por meio de finos de madeira, uma carga orgânica que encontra hoje disponibilidade de recursos (BANKS, 2002).
De acordo com Oksman (1998), o principal motivo de introduzir finos de madeira em compósitos termoplásticos é a redução de custo por unidade de volume adicionado à melhoria nas propriedades mecânicas do material.
Figura 3.16 – Fibras de madeira e bagaço de cana-de-açúcar e plásticos.
De acordo com Marcovich (2002), devido à limitada estabilidade térmica da madeira, somente termoplásticos que tem ponto de fusão ou que podem ser processados abaixo de 200°C são utilizados em compósitos de plástico-madeira (CPM). Atualmente a maioria dos CPM’s são fabricados com polietileno, tanto virgem como reciclados, embora sejam utilizados também polipropileno, PVC, poliestireno e acrinolitrila-butadieno-estireno (ABS). O material plástico é sempre selecionado baseado nas propriedades, necessidades de produção, disponibilidade, custo e familiaridade do fabricante com o material.
A madeira plástica apresenta vantagens em relação à madeira tradicional ou compensados de madeira, atualmente utilizados como resistência à umidade, putrefação, resistência ao ataque de insetos, entre outras. Além disso, o resíduo de madeira é um reforço barato para a matriz polimérica ajudando a aumentar a dureza do produto (SANADI, 2002; NASCIMENTO, 2003 e PILZ, 2004).
De acordo com Guadagnine (2001), os compósitos de plástico e madeira têm vantagens como, a baixa densidade, baixo custo, alta resistência específica e alto módulo de elasticidade. Para a produção destes compósitos alguns problemas podem ocorrer:
• Dificuldades na homogeneização da mistura entre fibras e plástico na alimentação da máquina extrusora devido a diferenças de densidades;
• Fraca adesão das fibras com a matriz polimérica, devido à absorção de água na superfície das fibras de madeira, tornando impossível o molhamento total da carga;
• Falta de interação química na interface carga-polímero, devido à ausência de reatividade entre o plástico e as fibras.
• Instabilidade química das fibras de madeira a 200°C, valor próximo às temperaturas de fusão dos polímeros utilizados;
O autor sugere algumas formas de solucionar estes problemas como medidas de processo que promovam a rápida dispersão e o molhamento das fibras de madeira no polímero fundido; modificação da característica polar da superfície da celulose pela graftização com segmentos termoplásticos compatíveis e monômeros vinílicos; adição de vários aditivos, monômeros vinílicos e agentes compatibilizantes durante o período de formulação; modificação da matriz polimérica apolar com monômeros hidrofílicos ou grupos polares.
A tecnologia de produção dos compósitos termoplásticos utiliza o plástico polietileno de alta e baixa densidade e o polipropileno, em mistura com partículas e fibras vegetais, além de agentes compatibilizadores, como matérias-primas principais (KOKTA, 1985).
3.4.1 Aditivos compatibilizantes
Compósitos de plástico reforçados com fibras de madeira são normalmente produzidos ou pela mistura de fibras de madeira com polímero ou pela adição de fibras de madeira como agente de reforço na matriz polimérica, pelo processo de prensagem ou moldagem com alta pressão e temperatura. A maioria dos polímeros, principalmente os termoplásticos, são apolares (hidrofóbicos), substâncias que não são compatíveis com as fibras polares da madeira (hidrofílica) (LU et al., 2000).
compatibilizadores. Agentes de união agem como uma ponte de ligação entre polímeros termoplásticos e as fibras de madeira por um ou mais mecanismos: ligação covalente, combinações de cadeias poliméricas e interações secundárias como o caso da ligação do hidrogênio. Compatibilizadores são usados para melhorar a compatibilidade entre polímeros imiscíveis, reduzindo a tensão interfacial (CORRÊA, 2004).
Alguns compatibilizadores como anidrido acético e o isocianato metil são reagentes monofuncionais, eles diminuem a energia superficial da fibra transformando-a apolar, como a matriz termoplástica. Alguns agentes de união como o polipropileno maleatado (PPMA), estireno-etileno/butileno-estrireno maleatado (SEBS-MA) e anidrido maleico-estireno (AME), também agem como compatibilizadores. Agentes dispersantes reduzem a energia interfacial da matriz polimérica e das fibras de madeira, ajudando a dispersão uniforme da fibra da madeira na matriz polimérica sem aglutinação e, portanto, facilitando a formação de novas interfaces.
Um dos fabricantes do polipropileno maleatado (PPMA), a Atofina, que produz o Overac CA100, sugere a utilização na proporção de 1%. Segundo dados técnicos da empresa, a adição de 1% do PPMA melhora a resistência ao impacto em 80% e resistência à tração de 40% (ATOFINA – boletim técnico, 2001).
Outro fabricante do polipropileno graftizado (modificado) com anidrido maleico (PPMA), a Eastman, produz o Epolene E-43 Wax e recomenda a utilização do PPMA de 0,5 a 6 % em compósitos de poliolefinas e fibras de madeira (celulose). De acordo com as informações técnicas da empresa, o PPMA melhora a resistência à tração e outras propriedades físicas dos compósitos de poliolefinas-celulose (EASTMAN – boletim técnico, 1997).
Segundo Costa (1997), a adição de 1% de polipropileno maleatado (PPMA) em um compósito formado com fibras de madeira (70-85%) e polipropileno (15 a 30%) aumentou significativamente a resistência à tração, à flexão e o modulo de tração. No entanto, não houve melhora adicional dessas propriedades quando o teor de PPMA foi aumentado de 1 a 3%. Além de proporcionar uma menor absorção de água, o tratamento das fibras de madeira com PPMA permitiu uma incorporação eficiente do material na interface polímero/fibra, formando um compósito reforçado.
completamente o fenômeno. Os modelos mais importantes de adesão podem ser divididos em mecânicos e adesão específica, em ambos os tipos os requisitos essenciais para uma boa adesão envolve basicamente: grau adequado de umidecimento da superfície do substrato pelo adesivo e sua conseqüente penetração nos interstícios da superfície; solidificação do adesivo e a suficiente flexibilidade da massa polimerizada, a fim de reduzir os efeitos das tensões elásticas quando submetidas a esforços localizados.
A adesão mecânica é o resultado do entrelaçamento (interlocking) mecânico de polímeros em poros ou asperezas superficiais de um substrato. A Figura 3.17 mostra os princípios desta teoria proposta por McBain e desenvolvida mais especificamente para adesão de madeiras. Essa adesão se caracteriza pela penetração espontânea do adesivo, por capilaridade, para o interior dos interstícios do substrato tomando seu contorno e dificultando sua saída após a solidificação do adesivo.
Figura 3.17 – Modelo de adesão. Fonte: Costa (1997).