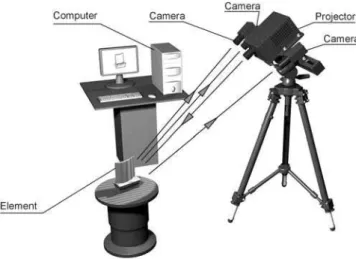
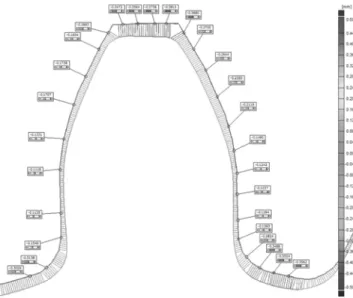
The application of optical measurements for the determination of accuracy of gear wheels casts manufactured in the RT/RP process
Texto
Imagem
Documentos relacionados
Ter conjunção carnal ou praticar outro ato libidinoso com menor de 14 (catorze) anos: Pena - reclusão, de 8 (oito) a 15 (quinze) anos. § 1º Incorre na mesma pena quem pratica
The probability of attending school four our group of interest in this region increased by 6.5 percentage points after the expansion of the Bolsa Família program in 2007 and
didático e resolva as listas de exercícios (disponíveis no Classroom) referentes às obras de Carlos Drummond de Andrade, João Guimarães Rosa, Machado de Assis,
Apresenta-se nesta seção, uma síntese dos principais resultados levantados de forma a situar o leitor. Em relação ao objetivo “a) Caracterizar os projetos de extensão
não existe emissão esp Dntânea. De acordo com essa teoria, átomos excita- dos no vácuo não irradiam. Isso nos leva à idéia de que emissão espontânea está ligada à
If, on the contrary, our teaching becomes a political positioning on a certain content and not the event that has been recorded – evidently even with partiality, since the
Ao Dr Oliver Duenisch pelos contatos feitos e orientação de língua estrangeira Ao Dr Agenor Maccari pela ajuda na viabilização da área do experimento de campo Ao Dr Rudi Arno
Ousasse apontar algumas hipóteses para a solução desse problema público a partir do exposto dos autores usados como base para fundamentação teórica, da análise dos dados
