Modelo de simulação da movimentação de materiais em um canteiro
de obras: um estudo ao caso do transporte de concreto
Bruno de Athayde Prata (UFC) bruno@nupeltd.ufc.br Gustavo Bessa Prata (UFC) gustavo_bessa@hotmail.com
José de Paula Barros Neto (UFC) jpbarros@ufc.br
Resumo
A produção enxuta (lean production) é uma nova filosofia da produção, tendo seu foco voltado para melhoria da produtividade e para redução de custos através da diminuição de perdas em todo sistema produtivo (materiais, mão-de-obra, capital e equipamentos). A indústria da construção civil é caracterizada por altos indicadores de desperdício, dentre os quais podemos citar: produtos com baixa qualidade, grande ocorrência de patologias construtivas e processos ineficientes e ineficazes. Sendo assim, este setor se apresenta como um campo promissor aos resultados que podem ser obtidos através da aplicação dos conceitos da construção enxuta. A movimentação de materiais é uma das questões que implicam em situações indesejáveis como ociosidade de mão-de-obra e congestionamento de operários diante de recursos compartilháveis. Este trabalho então tem como objetivo idealizar um modelo de simulação da movimentação de materiais em canteiro de obras, aplicando-o ao caso do concreto fabricado in loco. Para atingir tal meta, foi utilizada a técnica das Redes de Petri, técnica de modelagem de sistemas com vasta aplicação em sistemas produtivos. Através do modelo desenvolvido, tornou-se possível o estabelecimento de diversos cenários, obtendo assim uma maior compreensão da dinâmica operacional do sistema modelado.
Palavras-chave: Movimentação de materiais, Construção enxuta, Redes de Petri.
1. Introdução
Ao se fazer o planejamento executivo e o projeto para produção de uma obra, freqüentemente nos deparamos com as diversas possibilidades que temos de optar com relação aos vários cenários que podemos ter na obra, em diversas atividades. A escolha por um determinado cenário terá uma série de implicações quanto ao processo produtivo, sendo seus efeitos refletidos na organização da produção, na produtividade do transporte e na produtividade de aplicação do material.
Segundo Oliveira (1998), os projetos para produção e de canteiro são os instrumentos que permitem a construtora planejar e desenvolver eficientemente a logística no canteiro de obra. As informações neles contidas subsidiam o planejamento, a operação e a verificação das atividades logísticas na construção de edifícios (abastecimento, armazenamento, processamento e disponibilização de recursos materiais), informando quando, onde e como as atividades de produção serão realizadas, indicando a quantidade de insumos a ser utilizada em cada etapa, permitindo a programação da mão-de-obra e auxiliando no desempenho do sistema de informações.
equipamentos e instalações necessárias ao processo de produção, objetivando a realização das tarefas diárias, segundo um cronograma de execução, no menor tempo possível com a racionalização dos recursos disponíveis, ou seja, recursos materiais (insumos, equipamentos e ferramentas), recursos humanos (mão-de-obra) e financeiros.
Também para Gitahy Júnior et al (2002) a mentalidade enxuta, nos dias de hoje, é de fundamental importância para a permanência no mercado e a competitividade na industria da construção civil e conseqüentemente da mudança de imagem perante a sociedade, consumidores e investidores, de uma visão tradicionalista e ultrapassada, com métodos obsoletos e ineficientes, para uma indústria que transmita confiança nos prazos de entrega, eficiência na produção e elevados níveis de produtividade.
2. Objetivos do Trabalho
2.1 Objetivo Geral
O objetivo geral do trabalho reportado neste artigo foi elaborar um modelo, baseado em Redes de Petri, que propicie a compreensão da dinâmica operacional da movimentação de concreto, em um canteiro de obras, tendo como transporte vertical o guincho de cargas, viabilizando posterior simulação de cenários operacionais para apoio à decisão na gestão da obra.
2.2 Objetivos Específicos
Os objetivos específicos do trabalho foram:
i) Obter a estrutura lógica da movimentação de concreto, utilizando como transporte vertical o guincho de carga, em um canteiro de obras, buscando otimizar as atividades que não agregam valor;
ii) Mensurar o tempo de ciclo (tempo que o concreto leva para se deslocar desde o início do seu processo de produção até o momento da sua aplicação);
iii)Apresentar subsídios para auxiliar o processo de tomada de decisão quanto à adoção dos vários cenários que podem existir no transporte de concreto, em uma obra da região metropolitana de Fortaleza.
3. Metodologia
A metodologia empregada na elaboração do trabalho pode ser dividida em cinco partes:
i) Revisão bibliográfica:
Foi efetuada utilizando material bibliográfico de produção recente e pesquisas na Internet sobre a utilização de redes de Petri para modelagem de sistemas dos setores industrial e de serviços;
ii) Coleta de dados em campo sobre o sistema de produção e distribuição de concreto em um canteiro de obras;
iii)Elaboração de um modelo de simulação operacional de transporte de concreto; Cumpridas as etapas acima descritas, foi concebido um modelo de simulação operacional de transporte de concreto em um canteiro de obras, enfocando o tempo gasto nos processos de produção e entrega do material no seu local de concretagem.
iv) Estudo de caso;
O modelo foi aplicado no caso da obra visitada na etapa de coleta de dados.
v) Análise e discussão dos resultados obtidos.
Finalmente, realizou-se a análise final dos resultados obtidos com o estudo, explicitando-se as conclusões e recomendações para trabalhos futuros
4. A movimentação de materiais na construção civil
Surgido no Japão logo após a segunda grande guerra mundial, o STP (Sistema Toyota de Produção) inovou e revolucionou o sistema de produção. Graças à extraordinária performance e universalidade dos conceitos proporcionados pelo sistema de gestão do STP, foi aperfeiçoado pelos EUA e alcançou o status de benchmark para organizações (agrícolas, industriais, comerciais e de serviços) no mundo inteiro. Não demorou muito para que a construção civil também implantasse os conceitos do novo sistema de produção, denominado de produção enxuta (lean production) sendo adaptado para a construção civil como construção enxuta (lean construction).
A filosofia de produção convencional baseia-se no modelo de conversão. Segundo Koskela (1992), os insumos (inputs) são transformados em um produto (outputs) através de processos, onde cada um deles pode ser dividido em subprocessos, que também são considerados conversões. Já na nova filosofia de produção, além de existirem as atividades de conversão deve-se considerar também os fluxos físicos entre elas, que são principalmente atividades de movimento, armazenamento e inspeção.
Em seu trabalho sobre “Aplicação de uma nova filosofia de produção na construção civil”, (KOSKELA apud SALES et al Noprelo, 2004) descreve onze princípios para o projeto, controle e melhoria do fluxo dos processos. Intitula-se esta nova filosofia como construção enxuta:
i) Redução da parcela das atividades que não agregam valor: Isso significa reduzir as atividades que consomem tempo, recurso ou espaço, mas, não contribuem para atender aos requisitos dos clientes (KOSKELA apud BERNARDES, 2003). ii) Aumento do valor de saída através da consideração sistemática dos requisitos dos
clientes: são agregados valores aos produtos quando os requisitos dos clientes internos e externos são atendidos. A identificação dos clientes internos e externos e dos seus requisitos constitui-se em um dos passos principais para melhorar a eficácia da produção (KOSKELA apud BERNARDES, 2003).
iii)Redução da variabilidade: a variabilidade tende a aumentar a aumentar o tempo de ciclo, bem como a parcela de atividades que não agregam valor. Além disso, do ponto de vista do cliente, um produto uniforme é mais bem aceito (BERNARDES, 2003).
das atividades que não agregam valor consiste em uma das principais formas de reduzir esse ciclo.
v) Simplificação através da redução do número de pessoas, partes e ligações: esse princípio indica que quanto menor o número de pessoas, partes e ligações, se torna mais fácil a redução de atividades como inspeção e movimentação. Ou seja, busca-se uma simplificação do processo através da redução de pessoas, componentes e partes do processo.
vi) Aumento da flexibilidade de saída: os consumidores eventualmente mudam, e é necessário condições para mudanças nas operações para satisfazer suas exigências e necessidades. A aplicação desse princípio pode ocorrer na redução do tamanho dos lotes, no uso de mão de obra polivalente, na customização do produto no tempo mais tarde possível e na utilização de processos construtivos que permitam a flexibilidade do produto sem grande ônus para a produção (SEBRAE, 2000). vii)Aumento da transparência do processo: à medida que o processo produtivo
apresenta maior transparência, mais fácil torna-se a redução de erros na produção. Entre as formas de aumentar a transparência do processo podemos incluir: a remoção de obstáculos visuais, como divisórias e tapumes, a utilização de dispositivos visuais, o emprego de indicadores de desempenho e a implementação de programas de melhoria da organização e limpeza (SEBRAE, 2000).
viii)Foco no controle do processo como um todo: a busca por melhorias em etapas de um processo tende a não levar em consideração o processo como um todo. Isso torna o processo produtivo mais suscetível ao surgimento de perdas. A partir daí surge a necessidade do foco no controle do processo como um todo, e pode ser realizado a partir da integração entre os diferentes níveis de planejamento.
ix) Construção da melhoria contínua no processo: Os esforços em prol da redução do desperdício e do aumento do valor do produto devem ocorrer de maneira contínua
na empresa (KOSKELA apud BERNARDES, 2003). Esse princípio é
normalmente implementado através do planejamento e controle da produção. x) Balanceamento de melhoria nos fluxos e nas conversões: A busca por melhoria
nos fluxos está ligada a busca pela melhoria nas conversões. Um bom fluxo necessita de menor capacidade nas atividades de conversão. A aplicação desse princípio depende muito da consciência por parte da gerência de produção de que é necessário atuar em ambas as frentes (SEBRAE, 2000).
xi) Realização de benchmarking: O benchmarking consiste em um processo de aprendizados a partir de práticas adotadas em outras empresas, tipicamente consideradas líderes num determinado segmento ou aspecto específico da produção. Deve-se procurar desenvolver os processos, observando sempre os maiores destaques no mercado, em algum processo produtivo ou como um todo.
Constantemente quando se fala em perdas na construção civil logo associamos a desperdícios de materiais. No entanto, as perdas devem ser entendidas como qualquer superdimensionamento no uso de equipamentos, transportes, materiais, mão de obra e capital. Ou seja, quantidades além daquelas necessárias para execução do produto. Dessa forma, temos que eliminar ou diminuir qualquer excesso de atividades que não agregarem valor ao produto.
Para o caso específico do estudo em questão, pretendemos chegar a um determinado cenário que permita justamente isso, diminuir excessos, criando, assim, um fluxo contínuo para a atividade de concretagem de pilar, sem ociosidades nem congestionamentos.
5. Redes de Petri
As redes de Petri (RdP) devem o seu nome ao trabalho de Carl Adam Petri que na sua dissertação de doutoramento, submetida, em 1962, à Faculdade de Matemática e Física da Universidade Técnica de Darmstadt na Alemanha, apresentou um tipo de grafo bipartido com estados associados, com o objetivo de estudar a comunicação entre autômatos.
A aplicação de métodos formais, mais precisamente Redes de Petri, na modelagem de Sistemas Flexíveis de Manufatura tem sido muito pesquisada (DA SILVA et al,2000) e vários resultados têm sido obtidos, conforme podemos observar na literatura, mostrando que o tema é de grande interesse tanto para a academia quanto para a indústria.
Como vantagens de se utilizar redes de Petri na modelagem, análise e simulação de sistemas podem ser citadas a facilidade de capturar as características estruturais de um sistema, bem como modelar propriedades como conflitos, sincronização, não-determinismo e detecção de impasses. Um dos pontos fores da técnica de modelagem em questão é a conciliação de uma representação gráfica ágil com o formalismo matemático.
Formalmente uma Rede de Petri é uma quádrupla (CARDOSO e VALETTE, 1997).
R = <P,T,Pre,Post> (1) em que:
- P é um conjunto finito de lugares de dimensão n; - T é um conjunto finito de transições de dimensão m;
- Pre: P x T →Né a aplicação de entrada (lugares precedentes ou incidência anterior), com Nsendo o conjunto dos números naturais;
- Post: P x T →Né a aplicação de saída (lugares seguintes ou incidência posterior).
Uma Rede de Petri marcada é uma dupla
N = <R,M> (2) em que:
- R é uma rede de Petri;
- M é uma marcação dada pela aplicação M : P →N.
Yamada et al (2001) afirmam que um lugar pode ser utilizado como indicação de um estado do sistema (conjunto dos valores atuais dos parâmetros que definem um dado sistema, num dado instante) a ser modelado. Um lugar possui os seguintes atributos: identificação, marcação e capacidade. A identificação diferencia um lugar dos demais, a marcação equivale ao número de fichas contidas em um lugar e a capacidade é o número máximo de fichas que um lugar pode armazenar por um determinado tempo, não sendo denotada para lugares de capacidade infinita. As fichas simplesmente indicam que as condições associadas aos lugares são verdadeiras.
As transições podem representar operações ou ações realizadas pelo sistema, possuindo os seguintes atributos: identificação e, para as Redes de Petri temporizadas, o tempo, que indica quanto tempo é gasto no seu disparo. Um arco que sai de um lugar que chega a uma ou mais transições indica, juntamente com as fichas, as condições para que uma ação seja realizada.
Um arco originado em uma transição que se destina a um ou mais lugares representa as funções que geram os estados após a execução da ação. Um arco com peso k, em que k é um número inteiro positivo, pode ser interpretado como um conjunto k de arcos paralelos. Os arcos com peso um usualmente têm seu peso omitido na representação gráfica.
(a) (b)
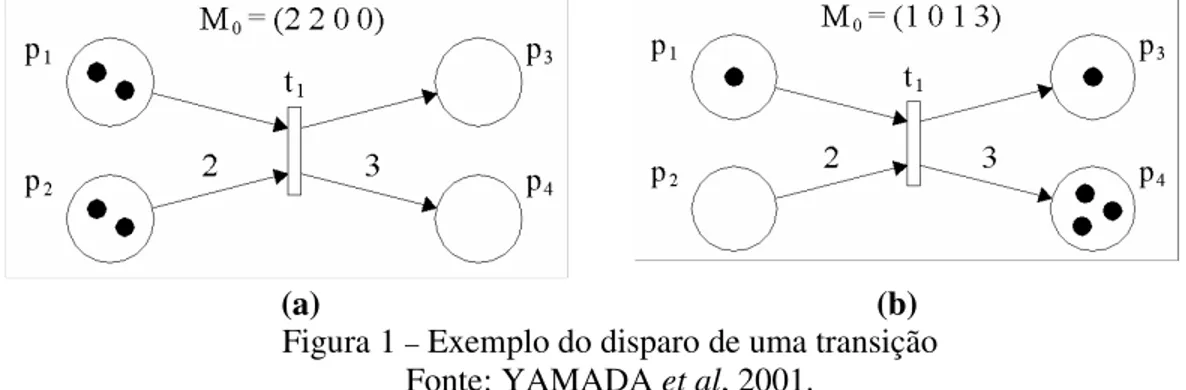
Figura 1 – Exemplo do disparo de uma transição Fonte: YAMADA et al, 2001.
Na Figura 1 é apresentado um exemplo de disparo de uma transição em uma rede de Petri. A transição t1 estará habilitada se houver pelo menos uma ficha no lugar p1 e duas fichas no
lugar p2. Quando esta condição é satisfeita, são retiradas uma ficha do lugar p1 e duas fichas
no lugar p2, sendo adicionadas uma ficha no lugar p3 e três fichas no lugar p4.
6. Concepção do Modelo
6.1 Considerações Iniciais
O problema estudado neste trabalho é a produção e movimentação de concreto, fabricado in loco, em um canteiro de obras. Conforme Palomino (1995), um sistema de manufatura (sistema produtivo) pode ser considerado como um sistema composto de vários subsistemas (processos produtivos), no qual cada subsistema realiza uma determinada operação produtiva, a qual pode ser uma transformação física ou um deslocamento físico.
Assim o processo produtivo como um todo é caracterizado pelo inter-relacionamento complexo de suas atividades e condições. Baseado na natureza discreta do inter-relacionamento entre atividades e condições, estes sistemas de manufatura podem ser definidos como sistemas de eventos discretos, ou seja, sistemas modelados de tal maneira que as variáveis de estado variam brutalmente em instantes determinados e que os valores das variáveis nos estados seguintes podem ser calculados diretamente a partir dos valores precedentes e sem ter que considerar o tempo entre estes dois instantes.
A literatura cita as Redes de Petri como técnica adequada para modelar sistemas de eventos discretos, justificando o modelo aqui proposto. Foi utilizada uma Rede de Petri temporizada para mensurar o tempo de ciclo do transporte de concreto produzido por uma betoneira, realizando-se um estudo de caso no canteiro de uma construção de um edifício situado na região metropolitana de Fortaleza. Utilizando o recurso da temporização, associa-se a cada transição um intervalo de tempo, sendo assim possível a mensuração do tempo decorrido durante a mudança de estados do sistema modelado pela rede.
Para determinação do tempo de ciclo no modelo desenvolvido neste trabalho, foi utilizado o INA, software distribuído livremente para análise e simulação de redes de Petri, desenvolvido pelo Professor Doutor Peter H. Starke no Institut für Informatik da Humboldt-Universität zu Berlin (Alemanha), em 1992.
6.2 Estudo de Caso
Na obra analisada, o concreto para a concretagem de pilares é fabricado no próprio canteiro. Existe uma betoneira que produz o concreto, sendo este transportado até o local de sua utilização por gericas e tendo o guincho de carga como veículo para transporte vertical. Existem dois guinchos na obra, cada um com a capacidade de levar duas gericas por vez, sendo um deles responsável pela subida de materiais e equipamentos, ficando o outro responsável pelo transporte de passageiros, mas que em dias de concretagem também auxilia no transporte de concreto.
A betoneira é lavada antes do início de cada produção para evitar que impurezas afetem a qualidade do concreto. Cada ciclo de produção de concreto da betoneira, betonada, tem um volume de concreto para abastecer duas gericas de 150 litros cada. Após o descarregamento da betoneira na gerica, é feito o transporte horizontal até o guincho de carga. Chegando ao guincho, temos o transporte vertical até o pavimento de aplicação. Logo em seguida, ocorre um novo transporte horizontal até o local de aplicação, para finalmente termos a utilização de uma gerica. Logo após sua utilização, teremos o processo inverso (com a gerica vazia): transporte horizontal na laje até o guincho; transporte vertical (dessa vez descida) até o pavimento onde está alocada a betoneira; e transporte horizontal do guincho até a betoneira, completando, assim, o ciclo de uma gerica.
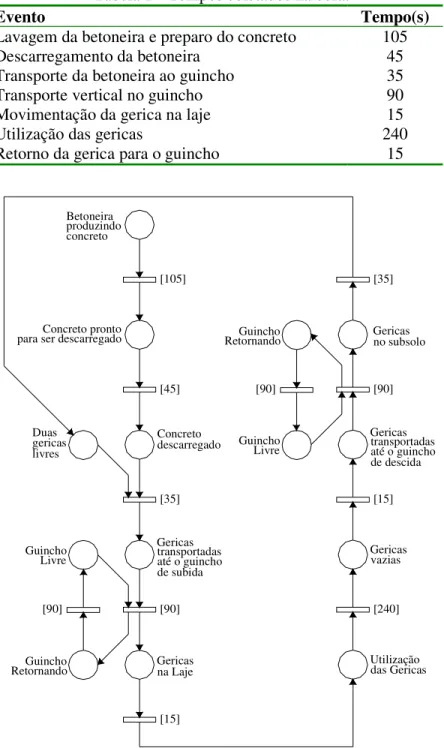
Tendo em vista que um pilar da obra analisada necessita em média de um volume de concreto correspondente a oito gericas para ser concretado, utilizou-se a Rede de Petri como meio de obter o tempo necessário a concretagem de um pilar. Na Tabela 1, são apresentados os tempos, coletados em visita de campo, que serviram de base para a temporização das transições.
Tabela 1 – Tempos coletados na obra.
Evento Tempo(s)
Lavagem da betoneira e preparo do concreto 105
Descarregamento da betoneira 45
Transporte da betoneira ao guincho 35
Transporte vertical no guincho 90
Movimentação da gerica na laje 15
Utilização das gericas 240
Retorno da gerica para o guincho 15
Guincho Retornando Livre Guincho gericas livres
na Laje Gericas descarregado Concreto concreto
Concreto pronto para ser descarregado
Utilização das Gericas produzindo
Betoneira
[105]
[45]
[35]
Gericas até o guincho transportadas Duas
[90] [90]
[15]
[240] vazias Gericas
[15]
de subida
transportadas até o guincho de descida Gericas Guincho
Livre Guincho Retornando
[90] [90]
no subsolo Gericas [35]
Figura 2 – Modelagem do sistema de produção e utilização de concreto em um canteiro de
6.2 Apresentação e Análise dos Resultados Obtidos
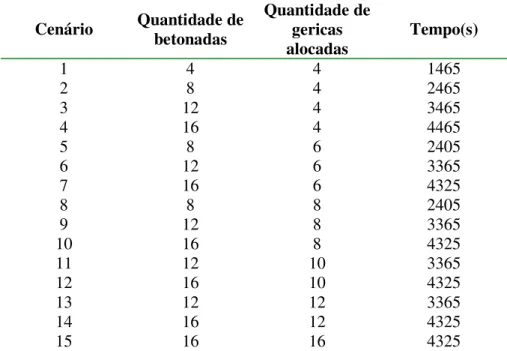
Variando as marcações da rede apresentada na Figura 2, foi possível estabelecer diversos cenários de operação. Considerando a betoneira e os guinchos como recursos fixos, variou-se apenas a quantidade de gericas alocadas para o transporte de concreto. Considerou-se também a produção da betoneira como variável, simulando situações onde mais de um pilar seria concretado.
Tabela 2 – Resumo dos resultados obtidos em todos os cenários.
Cenário Quantidade de
betonadas
Quantidade de gericas alocadas
Tempo(s)
1 4 4 1465
2 8 4 2465
3 12 4 3465
4 16 4 4465
5 8 6 2405
6 12 6 3365
7 16 6 4325
8 8 8 2405
9 12 8 3365
10 16 8 4325
11 12 10 3365
12 16 10 4325
13 12 12 3365
14 16 12 4325
15 16 16 4325
Figura 3 – Tempos de ciclo dos cenários por quantidades de betonadas
0 1000 2000 3000 4000 5000
4 8 12 16
Quantidade de betonadas
T e m p o d e c ic lo 4 6 8 10 12 16
Figura 4 – Tempos de ciclo dos cenários por quantidades de gericas
0 1000 2000 3000 4000 5000
4 6 8 10 12 16
Quantidade de gericas
Analisando os dados apresentados na Tabela 2 e nas Figuras 3 e 4, é possível observar que:
i) Na passagem do cenário de quatro para seis gericas, temos uma diminuição, quase que insignificante, dos tempos deciclo, para doze e dezesseis betonadas. A partir daí, não se tem nenhuma redução no tempo de ciclo;
ii)O aumento da quantidade de gericas, mantendo-se a mesma produção de concreto, não implica necessariamente em uma diminuição do tempo de ciclo das gericas;
iii) O aumento da produção da betoneira implica em acréscimos no tempo de operação do sistema aproximadamente constantes;
iv)O cenário que se adequa mais, às características da obra em questão e aos objetivos que desejamos, é o cenário com quatro gericas e uma produção de oito betonadas seguidas, pois dessa forma podemos estabelecer um fluxo constante de gericas sem congestionamento com um tempo de ciclo razoável;
v) Não adianta aumentar a produtividade de concreto (betonadas) e o número de gericas quando o fator limitante, o “gargalo”, é o tempo de utilização da equipe de concretagem. Sendo assim, ela é que tem de “puxar” a produção. Caso se queira diminuir esse tempo de utilização, de acordo com o cronograma da obra, deve-se alocar mais funcionários na concretagem, tendo assim, novos parâmetros para os dados de para a configuração dos cenários, gerando outros resultados;
7. Conclusões
O modelo concebido neste trabalho apresentou diversos pontos positivos, dentre os quais podem ser destacados:
i) Através do modelo se obteve uma maior compreensão da dinâmica operacional da movimentação de concreto em um canteiro de obras;
ii) Foram estabelecidos diversos cenários de operação, dando suporte à tomada de decisão com vistas aos princípios da construção enxuta e à otimização da produção; iii)O modelo pode ser aplicado, após ajustes, a qualquer canteiro de obras.
O modelo apresenta algumas limitações intrínsecas ou que decorreram de simplificações :
i) Não foi considerada a dinâmica interna da produção de concreto na betoneira e da utilização do concreto nos pilares;
ii)Trata-se de um modelo determinístico onde as incertezas não são consideradas.
Para o aprofundamento do tema pesquisado e aperfeiçoamento do modelo desenvolvido, os autores sugerem:
i) Avaliar a viabilidade econômica dos cenários propostos;
ii) Utilizar Redes de Petri estocásticas a fim de considerar a aleatoriedade do sistema; iii)Realizar a modelagem interna da central de produção de concreto, bem como da
equipe de concretagem;
iv)Utilizar o modelo aqui proposto em outros problemas operacionais de um canteiro de obras;
8. Referências Bibliográficas
CARDOSO, J. & VALETTE, R. (1997) – Redes de Petri. Florianópolis: UFSC.
DA SILVA, L.D.; PERKUSICH, A. e DISTÉFANO, A. L. N. (2000) – Um Arcabouço para a Modelagem de Sistemas de Manufatura Utilizando Redes de Petri Coloridas e Reuso de Modelos. Campina Grande: UFPB.
GITAHY JÚNIOR, A.L.; FARIAS FILHO, J. R. e QUELHAS, O. L. G. (2002) – Aplicação da Construção Enxuta (Lean Construction) na orientação do arranjo físico em Canteiros de Obra da Construção Civil – Subsetor Edificações. Rio de Janeiro: UFF.
KOSKELA, L.(1992) – Aplication of the new production philosophy to construction. Stanford, EUA: CIFE. 75p. (Technical Reporte 72.)
OLIVEIRA, O.J. (1998) – Influências do Projeto de Construção e do Projeto de Canteiro no Sistema Logístico da Construção de Edifícios. São Paulo: UNINOVE.
PALOMINO, R.C. (1995) – Uma Abordagem para a Modelagem, Análise e Controle de Sistemas de Produção Utilizando Redes de Petri. Florianópolis: UFSC.
SALES, A. L. F.; PRATA, G. B.; MEDEIROS, X.; BARROS NETO, J. P.; HEINECK, L. F. (2004) – Inovações tecnológicas em uma empresa de Fortaleza. Fortaleza: UFC
SEBRAE, Lean Construction: diretrizes e ferramentas para o controle de perdas na construção civil, Porto Alegre, 2000, Edição SEBRAE, vol. 5.