Projeto e Construção de um Abrasômetro Tipo Roda de Borracha
Design and Construction of a Rubber Wheel Abrasometer
DOI:10.34117/bjdv6n5-482
Recebimento dos originais: 10/04/2020 Aceitação para publicação: 25/05/2020
Welliton Paulo da Silva
Mestrando em Engenharia Mecânica, UFPA /PPGEM
Instituição: Instituto Federal de Educação, Ciência e Tecnologia do Pará – IFPA, Campus Marabá Industrial
Endereço: Folha 22, Quadra Especial, Lote Especial II – Nova Marabá, CEP 68.508-970, Marabá – PA, Brasil
E-mail: [email protected]
Kamila Dias Bernardes El Banna
Mestranda em Engenharia de Barragem e Gestão Ambiental, UFPA /NDAE/PEBGA Endereço: Rodovia BR 422, km 13, s/nº, Canteiro de Obras da UHE, Tucurui – PA, Brasil
E-mail: [email protected]
Douglas Neves Garcia
Doutor em Engenharia Mecânica pela Universidade Federal de Uberlândia - UFU Instituição: Universidade Federal do Pará – UFPA – Campus Tucuruí
Endereço: Rodovia BR 422, km 13, s/nº, Canteiro de Obras da UHE, Tucurui – PA, Brasil E-mail: [email protected]
RESUMO
A mineração possui destaque no cenário econômico nacional, sendo responsável por grande parte das exportações do País. Porém, um fenômeno tribológico conhecido como desgaste abrasivo costuma proporcionar quantidade significativa de danos a estrutura metálica da linha de transporte de minério, que ocasiona grandes prejuízos. Dessa maneira, o estudo da tribologia é fundamental para tentar minimizar as perdas de materiais por desgaste abrasivo. A soldagem de revestimento vem constantemente sendo aplicada nas superfícies dos materiais com intuito de aprimorar a resistência ao desgaste abrasivo desses substratos. Então, visando constatar a eficiência dos revestimentos, é comum o teste destes materiais em laboratório para avaliar sua resistência. O abrasômetro tipo roda de borracha é um equipamento bastante utilizado para este fim. Este trabalho tem o objetivo de projetar e construir um abrasômetro capaz de avaliar a resistência abrasiva entre diferentes tipos de materiais. Os resultados revelam que o equipamento desenvolvido atende as características de calibração estabelecidas pelas ASTM G65, tais como rotação, vazão, carga e alinhamento, sendo capaz de caracterizar a perda de volume entre diferentes materiais.
Palavras chave: Engenharia de superfície. Soldagem de revestimento. Desgaste abrasivo. ABSTRACT
Mining is highlighted in the national economic scenario, being responsible for a large part of the country's exports. However, a tribological phenomenon known as abrasive wear usually provides a significant amount of damage, which causes great damage. Therefore, the study of tribology is essential to try to minimize losses from this phenomenon. Coating welding is constantly being applied to the surfaces of materials in order to improve the abrasive wear resistance of these substrates. In view of this, in order to verify the efficiency of coatings, it is common to test these materials in the
laboratory to assess their resistance. The rubber wheel type abrasometer is a widely used equipment for this purpose. Therefore, this work aims to design and build an abrasometer capable of evaluating the abrasive resistance between different types of materials. The results reveal that the developed equipment meets the calibration characteristics established by the ASTM G65, such as rotation, flow, load and alignment, being able to characterize the volume loss between different materials.
Keywords: Surface engineering. Coating welding. Abrasometer type rubber wheel. 1 INTRODUÇÃO
O setor industrial possui importância significativa na atividade econômica brasileira, representando 21,6% do Produto Interno Bruto – PIB e 70,8% das exportações de bens e serviços em 2018 (CNI, 2019). Nesse cenário, o setor mineral tem grande destaque, onde, segundo MME (2019), do total das exportações de janeiro a outubro de 2019, este participou com 22,6%, registrando US$ 41,9 bilhões.
Contudo, na mineração, é comum a ocorrência de fenômenos tribológicos, caracterizado por Brushan (2013) como sendo a ciência das interações entre superfícies em movimento relativo. De acordo com Holberg et. al. (2017), as perdas econômicas totais estimadas resultantes do atrito e desgaste na mineração são no total de 210.000 milhões de euros.
Segundo Sinatora (2005), as estimativas do prejuízo provocado pelo desgaste, por si só, justificam investimentos em ensino, pesquisa e tecnologia antidesgaste, pois mostram uma ideia da redução possível de custos produtivos nacionais. Para Holberg et al (2017), ao aproveitar a nova tecnologia para redução de atrito e proteção contra desgaste em equipamentos de mineração, as perdas podem potencialmente ser reduzidas em 15% no curto prazo (10 anos) e em 30% no longo prazo (20 anos).
Diante disso, a fabricação com materiais de alta resistência a esse fenômeno seria uma solução, porém, Hutchings (2017) ressalta que questões financeiras, peso e dificuldade de obter algumas propriedades inviabilizam a fabricação com esse tipo de material. Logo, a engenharia de superfície surge como sendo como uma ótima opção na minimização do desgaste abrasivo, pois de acordo com Hutchings (2017), envolve a superfície promovendo um aprimoramento das propriedades do substrato. Nesse sentido, a deposição de solda de revestimento duro é empregada em vários segmentos, entre eles a mineração, com intuito de aumentar a dureza e a resistência ao desgaste por abrasão dos componentes mecânicos (CORONALDO, CAICEDO e GOMEZ, 2009).
Dessa maneira, é importante conhecer previamente o comportamento quanto ao desgaste abrasivo dos materiais depositados, para que possa ser feita uma seleção adequada do revestimento. Esse comportamento, no geral, é conhecido através de ensaios mecânicos em laboratório que visam determinar as vantagens e limitações do material investigado. Neste contexto, o abrasômetro tipo
com Villabón e Sinatora (2006), esse equipamento é um dos dispositivos mais antigos para avaliação de desgaste abrasivo em laboratório. Ele é recomendado para simulação de desgaste abrasivo, seguindo as orientações da norma ASTM G65, onde os resultados do teste de abrasão são relatados em perda de volume em milímetros cúbicos, onde os materiais com maior resistência terão menores perdas.
Diante da importância desse equipamento, este trabalho consiste em descrever de forma detalhada o projeto, construção e validação de um abrasômetro tipo roda de borracha.
2 MATERIAIS E MÉTODOS
2.1 PROJETO E CONSTRUÇÃO
A construção do abrasômetro foi realizada conforme estabelece a norma ASTM G65. O desenho esquemático dos componentes de aplicação de força do equipamento sobre a amostra a ensaiar é detalhado na Figura 1.
Figura 1. Equipamento de teste de abrasão roda de borracha com areia seca.
Fonte: Própria autoria
A parte estrutural foi construída utilizando um perfil em “T” de aço SAE 1020 (Figura 2a). Esses perfis foram cortados e unidos através do processo de soldagem seguindo as especificações requeridas em projeto (Figura 2b e c). Na Figura 3a é possível observar a estrutura projetada, enquanto na Figura 3b é possível ver a estrutura fabricada.
Figura 2. Procedimento para corte e montagem: (a) perfil em “T”; (b) perfis com as respectivas medidas; (c) procedimento esquemático para união
Fonte: Própria autoria
Figura 3. Projeto da estrutura: a) Dimensões do projeto da estrutura; b) Esquema da estrutura montada.
Fonte: Própria autoria
Para o revestimento foram utilizadas chapas metálicas com 2 mm de espessura, Figura 4, na qual foram unidas através do processo de soldagem e rebitagem. O equipamento possui duas portas, sendo que em uma delas há uma janela, de dimensões 100 x 153 mm, a qual proporciona visibilidade no decorrer dos ensaios. Nos apoios, visando uma melhor estabilidade, foram soldados perfis em “U” de aço SAE 1020.
Figura 4. Revestimento da estrutura: (a) antes do acabamento; (b) após acabamento
Fonte: Própria autoria
Para o acionamento elétrico foi utilizado um motor trifásico de 1 cv e foi definido uma rotação de operação durante o ensaio de 200 rpm ± 10 rpm. Entretanto, o motor de 1 cv apresenta 1730 rpm, para a redução de rotação foi utilizado um sistema com correia e polias. Os cálculos de redução de rotação das polias necessárias para o sistema são mostrados na Equação 1.
𝐷1 . 𝑛1 = 𝐷2 . 𝑛2 ∴ 𝑛1 𝑛2 = 𝐷2 𝐷1 ∴ 𝐷2 = 𝑛1 𝑛2 . 𝐷1 ∴ 𝐷2 = 1730 200 . 50 ∴ 𝐷2 = 432 𝑚𝑚 (1) Onde,
D1 – Diâmetro da polia menor (mm); D2 – Diâmetro da polia maior (mm); n1 – Rotação maior (rpm);
n2 – Rotação menor (rpm).
Portanto, para a redução da rotação são necessárias a utilização de 2 polias, uma de 50 mm e outra de 432 mm. Neste caso, devido a indisponibilidade de obtenção da polia de 432mm, usou-se uma de 430 mm. Além, do motor, das polias e da correia foi utilizado um tensionador de correia, Figura 5.
Figura 5. Componenetes do sistema de transmissão, a) motor trifásico; b) polias; c) mancal; d) tensionador de correia; e) correia; f) chapa de aço para base do motor.
Fonte: Própria autoria
O sistema de polias montado pode ser observado na (Figura 6a). Pensando na manutenção, o sistema foi desenvolvido de maneira a facilitar futuras intervenções, onde seus componentes foram unidos por parafusos, e o mancal possui partes móveis que facilitam a remoção e troca. O mancal é composto por um tubo de aço, dois rolamentos, um eixo e dois suportes (Figura 6b).
Figura 6. Montagem do sistema de redução: (a) sistema de polias montado observado de vários ângulos; (b) Constituintes do mancal
Fonte: Própria autoria
A roda de borracha apresenta o diâmetro total de 228,6 mm, onde o disco foi fabricado com SAE 1020, possuindo 203,2 mm de diâmetro externo e 12,7 mm de espessura. Já a tira de borracha é composta de clorobutil vulcanizada sem emendas e que possui uma dureza de 60 Shore A, medindo 12,7 mm de largura por 12,7 mm de espessura (Figura 7). Esta foi acoplada no eixo da polia maior (Figura 8).
Figura 7. roda de borracha: (a) disco; (b) tira de borracha; (c) roda de borracha montada
Fonte: Própria autoria
Figura 8. Montagem da roda de borracha
Fonte: Própria autoria
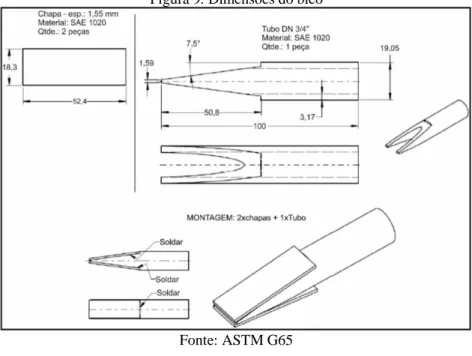
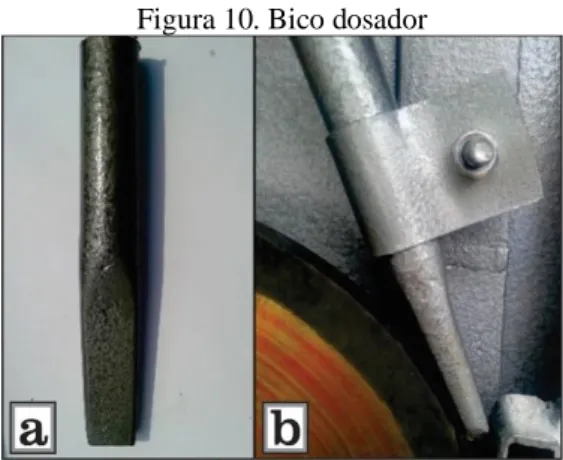
O bocal por onde ocorrerá a passagem da areia seca sobre a amostra deve possuir uma vazão de 300 a 400 g/min. Para sua fabricação foi utilizado um tubo de aço SAE 1020 com 100 mm de comprimento, com 19,05 mm de diâmetro externo e 12,71 mm de diâmetro interno e duas chapas de aço medindo 52,4 x 18,3 x 1,55 mm conforme apresentado na Figura 9. O bico fabricado pode ser observado na Figura 10.
Figura 9. Dimensões do bico
Figura 10. Bico dosador
Fonte: Própria autoria
O silo é o local de armazenamento do abrasivo. Este foi construído com chapas de zinco de 0,5 mm, de maneira atender a norma ASTM G65 o silo deve possuir uma capacidade volumétrica de aproximadamente 17500 cm³, os cálculos volumétricos foram realizados utilizando as Equações 2 a 4. As Figuras 11(a) e (b) ilustram as dimensões do silo e a Figura 11(c) exibe o silo construído.
• Calculando o volume do cone (Equação 2).
𝑉𝑐𝑜𝑛𝑒 = 𝐴𝑏 .ℎ 3 = 𝜋 .𝑟² .ℎ 3 = 𝜋 .15² .15 3 = 3534,29 cm³ (2)
• Cálculo do volume do cilindro (Equação 3).
𝑉𝑐𝑖𝑙 = 𝐴𝑏 . ℎ = 𝜋 . 𝑟² . ℎ = 𝜋 . 15² . 20 = 14137,16 𝑐𝑚³ (3) • Cálculo do volume total (Equação 4).
Figura 11. Construção do Silo: (a) parte inferior; (b) parte superior; (c) silo construido
Fonte: Própria autoria
O abrasômetro possui um braço de alavanca para aplicação da força sobre a amostra que irá ser ensaiada, que foi confeccionado utilizando uma chapa de aço SAE 1020 com espessura de 12,7 mm, acoplado ao braço de alavanca há suporte para o corpo de prova, Figura 12a, capaz de comportar amostras de dimensões 75 x 55 x 12,7 mm. A Figura 12(b) apresenta o braço de alavanca com o suporte.
Figura 12. Braço de alavanca: (a) desenho esquemático do braço de alavanca, (b) braço de alavanca fabricado e porta amostra
Fonte: Própria autoria
A força aplicada pelo próprio peso do braço de alavanca não é suficiente para atender aos requisitos da norma ASTM G65. Dessa maneira, aliado ao braço de alavanca também são necessários a utilização de pesos que possam aplicar as forças necessárias à realização desses ensaios. Para isso foram fabricados pesos com massa de 0,205 kg (2 N) e 3,8 kg (37,2 N), que associados as características do braço garantem a aplicação das forças de 5 e 92,6 N, Figura 13, de acordo com as Equações 5 e 6.
• Cálculo da aplicação da força com utilização do corpo de menor massa (Equação 5). 𝑀1𝑚𝑒𝑛𝑜𝑟 = 𝑀2𝑚𝑒𝑛𝑜𝑟 (5) 𝐹1𝑚𝑒𝑛𝑜𝑟. 𝐿1𝑚𝑒𝑛𝑜𝑟 = 𝐹2𝑚𝑒𝑛𝑜𝑟 . 𝐿2𝑚𝑒𝑛𝑜𝑟 𝐹2𝑚𝑒𝑛𝑜𝑟 = 𝐹1𝑚𝑒𝑛𝑜𝑟 . 𝐿1𝑚𝑒𝑛𝑜𝑟 𝐿2𝑚𝑒𝑛𝑜𝑟 𝐹2𝑚𝑒𝑛𝑜𝑟 = 2 . 508 203 𝐹2𝑚𝑒𝑛𝑜𝑟 = 5 𝑁
• Cálculo da aplicação da força com utilização do corpo de maior massa (Equação 6).
𝑀1𝑚𝑎𝑖𝑜𝑟= 𝑀2𝑚𝑎𝑖𝑜𝑟 (6) 𝐹1𝑚𝑎𝑖𝑜𝑟. 𝐿1𝑚𝑎𝑖𝑜𝑟= 𝐹2𝑚𝑎𝑖𝑜𝑟 . 𝐿2𝑚𝑎𝑖𝑜𝑟 𝐹2𝑚𝑎𝑖𝑜𝑟 = 𝐹1𝑚𝑎𝑖𝑜𝑟 . 𝐿1𝑚𝑎𝑖𝑜𝑟 𝐿2𝑚𝑎𝑖𝑜𝑟 𝐹2𝑚𝑎𝑖𝑜𝑟 = 37 . 508 203 𝐹2𝑚𝑎𝑖𝑜𝑟= 92,6 𝑁
Figura 13. DCL braço de alavanca: a) utilização do peso de menor massa (0,203 kg); b) utilização do peso de maior massa (3,8 kg).
A fim de controlar a revolução no decorrer dos ensaios o abrasômetro foi equipado com um sistema contador de giros, Figura 14, o qual possibilita a programação do número de giros desejados, que ao término do número de voltas regulados desliga automaticamente o motor elétrico.
Figura 14. Contador de giros
Fonte: Própria autoria
A norma estabelece a utilização de areia de quartzo com grãos arredondados de classificação 50/70. No entanto, o abrasivo utilizado neste trabalho possui uma discordância no que diz respeito à classificação. Este foi classificado utilizando as peneiras 50 e 80, Figura 15.
Figura 15. Peneiramento do abrasivo: a) agitador de peneiras; b) peneira 50 (300 µm); c) peneira 80 (180 µm)
Fonte: Própria autoria
Após ser montado a montagem do abrasômetro, Figura 16, foram realizados testes experimentais, com intuito de validação do equipamento, de acordo com as características de calibração estabelecidas pelas ASTM G65 (Rotação da roda de borracha, vazão do abrasivo, carga e alinhamento).
Figura 16. Equipamento construído
Fonte: Própria autoria
2.2 PROCEDIMENTO EXPERIMENTAL
A fim de constatar a real rotação da roda de borracha, o equipamento foi programado para 500 ciclos, e o tempo necessário para realizar esse procedimento foi marcado em um cronômetro, Figura 17.
Figura 17. Equipamento usado para verificação da rotação da roda de borracha: (a) contador de giro; (b) seleção da quantidade de ciclos; (c) cronômetro
Fonte: Própria autoria
A válvula utilizada para liberar o fluxo de areia foi aberta, e após observar um fluxo constante o abrasivo passou a ser coletado por um tempo de um minuto, Figura 18. Posteriormente, o material coletado foi pesado com o auxílio de uma balança digital de precisão, o procedimento foi repetido três vezes a fim de obter um valor médio do fluxo de abrasivo.
Figura 18. Verificação da vazão de abrasivo: (a) abertura da válvula de liberação de fluxo; (b) procedimento de coleta
Fonte: Própria autoria
Um dinamômetro foi preso ao local de fixação do corpo de prova, fazendo uso apenas do braço de alavanca, sem a utilização dos pesos, e então foi solicitado visando afastá-lo da roda de borracha, com intuito de observar a força necessária, Figura 19a. Em seguida, foi realizado esse teste com a utilização dos pesos com massas de 0,205 e 3,8 kg, Figura 19 b e c.
Figura 19. Constatação da carga aplicada: a) aplicação da carga somente com o braço de alavanca; b) aplicação da carga com a utilização do peso com massa de 0,205 kg; c) aplicação da carga com a utilização do peso com massa de 3,8 kg.
Fonte: Própria autoria
Corpos de prova de aço SAE 1020 foram lixados a fim de obter um melhor acabamento superficial. Em seguida foram realizados testes com duração de cinco minutos. Após a realização de cada teste foram feitos ajustes para o alinhamento entre a face do corpo de prova e a face da roda de borracha. Na Figura 20 pode ser observada a realização do procedimento de alinhamento.
Figura 20. Procedimento de verificação de alinhamento: (a) esquema do equipamento; (b) procedimentos de ajuste
Fonte: Própria autoria
3 RESULTADOS E DISCUSSÃO
A Figura 21 demonstra o funcionamento do abrasômetro durante os ensaios. Para desenvolver os 500 ciclos foram necessários 149 segundos, o equivalente a 201,34 rpm. A norma ASTM G65 estipula 200 rpm ± 10, logo, a rotação do equipamento encontra-se dentro do esperado.
Figura 21. Abrasômetro roda de borracha: (a) demonstração do equipamento completo; (b) equipamento ampliado
Fonte: Própria autoria
A Tabela 1 dispõe dos resultados obtidos nos procedimentos de coleta do abrasivo. Após as três medições foi verificado uma vazão média de 310,09 g/min. O estabelecido em norma é uma vazão entre 300 e 400 g/min. Portanto, o resultado obtido pertence ao intervalo considerado satisfatório.
Tabela 1. Média da vazão do abrasivo. Procedimento [g] 1º 311,79 2º 309,80 3º 308,69 Média 310,09
Fonte: Própria autoria
Com a utilização somente do peso do braço de alavanca foi possível observar que foram necessários 4,070 kg, o equivalente a 39,9 N, para afastar o porta corpo de prova da roda de borracha, Figura 22a. Na utilização do corpo de massa menor observou-se que foi necessário 4,590 kg, o equivalente a 45 N, Figura 22b. Já com o corpo de maior massa foi constatado que foi necessário 13,18 kg, o equivalente a 129,3 N, Figura 22c. Esses valores se mostraram satisfatório, já que segundo a norma ASTM G65 para a realização dos ensaios são necessárias forças de 45 e 130 N.
Figura 22. Avaliação da força atuante: a) apenas o braço de alavanca; b) uso do peso com massa de 0,205 kg; c) uso do peso com massa de 3,8 kg
Fonte: Própria autoria
De acordo com a norma ASTM G65, pode existir formas distintas de marcas de desgaste, Figura 23, onde observa-se que apenas uma encontra-se uniforme, Figura 23a, a marca não uniforme representa um desalinhamento e esta condição pode reduzir a precisão do teste.
Figura 23. a) Desgaste uniforme; b) Desgaste não uniforme
Fonte: ASTM G65
Em uma inspeção visual é possível verificar o comportamento do desgaste nos corpos de prova utilizados. A Figura 24a mostra a marca de desgaste deixada no corpo de prova no primeiro ensaio, onde é possível observar que não possui um padrão uniforme, além de não está centralizada. Já a Figura 24b mostra a marca de desgaste deixada no segundo corpo de prova, onde é possível observar que a marca de desgaste está mais centralizada e um pouco mais uniforme. Na Figura 24c já há uma melhora quando comparado ao corpo de prova anterior. E na Figura 24d é possível observar uma marca homogênea e centralizada, como indica a literatura, demonstrando que o alinhamento do equipamento produz marcas de desgaste em conformidade com a norma.
Figura 24. Avaliação da variação das marcas de desgaste em inúmeros ensaios de alinhamento
Fonte: Própria autoria
A Tabela 2 relaciona os parâmetros estabelecidos pela norma com os resultados alcançados experimentalmente. É possível observar que os valores obtidos experimentalmente pertencem aos intervalos considerados aceitáveis. Logo o equipamento segue os requisitos para realização dos ensaios, necessitando apenas da sua validação.
Tabela 2. Comparação entre o estabelecido pela norma e o obtido experimentalmente. Estabelecido pela norma ASTM G-65 Obtidos Experimentalmente Rotação 200 rpm ± 10 rpm 201,36 rpm Vazão 300 a 400 g/min 310,09 g/min
Carga
45 N ± 3% 45 N 130 N ± 3% 129,3 N
Fonte: Própria autoria
4 CONCLUSÃO
O equipamento, cumpre o indicado pela norma ASTM G-65 quanto ao projeto e construção. Este seguiu os padrões estabelecidos, e todas as etapas do processo de construção foram atendidas. Com base nos resultados coletados nos experimentos é possível afirmar o atendimento dos requisitos da norma ASTM G65 pelo abrasômetro.
Portanto, o equipamento dispõe da capacidade de realizar ensaios de desgaste abrasivo, com seu uso é possível fazer a classificação relativa de materiais em ambiente abrasivo através da perda de volume, e com isso entender a resistência ao desgaste de diferentes materiais.
REFERÊNCIAS
AMERICAN STANDARDS OF TESTING MATERIALS G65-00. “Standard test method for
measuring abrasion using the dry sand/rubber wheel apparatus”. Annual Book of ASTM
Standard, American Society for Testing and Materials.
BHUSHAN, B. Introduction of Tribology. 2 Ed. John Wiley & Sons, Ltd, New York, 2013. CNI – Confederação Nacional das Insdústrias. A Indústria em Números, 2019.
https://bucket-gw-cni-static-cms-si.s3.amazonaws.com/media/filer_public/94/98/9498cf67-08c2-4494-b10a-314c0381d1c9/industria_numeros_outubro2019_v1.pdf
CORONALDO, J. J.; CAICEDO, H. F.; GÓMEZ, A. L. The Effects of Welding Processes on
Abrasive Wear Resistance for Hardfacing Deposits. Tribology International. v. 42, p. 745 – 749,
2009.
DOI: 10.1016/j.triboint.2008.10.012
HOLMBERG, K et al. Global energy consumption due to friction and wear in the mining industry.
Tribology International. v. 115, p. 116 – 139, 2017.
DOI: 10.1016/j.triboint.2017.05.010
HUTCHINGS, I.; SHIPWAY, P. Tribology, Friction and Wear of Engineering Materials, Butterworth-Heinemann. 2 ed, 2017.
MME – Ministério de Minas e Energia. Boletim do Setor Mineral, 2019.
http://www.mme.gov.br/web/guest/secretarias/geologia-mineracao-e-transformacao-mineral/publicacoes/boletim-do-setor-mineral
SINATORA, A: Tribologia: um resgate histórico e o estado-da arte. 2005. Erudição (Professor Titular) – Departamento de Engenharia Mecânica da Escola Politécnica da Universidade de São Paulo, 2005.
https://repositorio.usp.br/item/001490296
VILLABÓN, L.; SINATORA, A: Construção e Instrumentação de um abrasômetro tipo roda-de-borracha para o estudo do comportamento tribológico de aços. Revista da Associação Portuguesa