ÁREA DE CONCENTRAÇÃO – MATERIAIS E PROCESSOS
Washington Luis Reis Santos
EFEITO DE TEORES DE Zr SOBRE AS PROPRIEDADES MECÂNICAS E ELÉTRICAS DE LIGAS Al-EC-Si APLICADAS NA ELABORAÇÃO DE LIGAS
PARA Tx E Dx DE ENERGIA ELETRICA
EFEITO DE TEORES DE Zr SOBRE AS PROPRIEDADES MECÂNICAS E ELÉTRICAS DE LIGAS Al-EC- Si APLICADAS NA ELABORAÇÃO DE LIGAS
PARA Tx E Dx DE ENERGIA ELÉTRICA
Dissertação apresentada como requisito parcial para obtenção do titulo de Mestre em Engenharia Mecânica no Programa de Pós-Graduação da Faculdade de Engenharia Mecânica, Universidade Federal do Pará.
Área de Concentração: Materiais e Processos de Fabricação.
Orientador: Prof. Dr. José Maria do Vale Quaresma.
F866c Santos, Washington Luis Reis
Efeitos de teores de Zr sobre as propriedades mecânicas e
elétricas de ligas Al-Ec-Si aplicadas na elaboração de ligas para Tx e
Dx de energia elétrica/ Washington Luis Reis Santos; orientador José
Maria do Vale Quaresma. – Belém, 2010.
Dissertação (mestrado) – Universidade Federal do Pará. Instituto
de tecnologia. Programa de Pós-Graduação em Engenharia Mecânica,
2010.
1. Ligas Termorresistentes. 2. Tratamentos Térmicos. 3.
Resistência Mecânica. 4. Cabos de Linhas de Transmissão. I.
Quaresma, José Maria do Vale, orientador. II. Titulo
EFEITO DE TEORES DE Zr SOBRE AS PROPRIEDADES MECÂNICAS E ELÉTRICAS DE LIGAS Al-EC-Si APLICADAS NA ELABORAÇÃO DE LIGAS
PARA Tx E Dx DE ENERGIA ELETRICA
Dissertação apresentada como requisito parcial para obtenção do titulo de Mestre em Engenharia Mecânica no Programa de Pós-Graduação da Faculdade de Engenharia Mecânica, Universidade Federal do Pará.
Área de Concentração: Materiais e Processos de Fabricação.
Orientador: Prof. Dr. José Maria do Vale Quaresma.
Data de aprovação:
Banca Examinadora:
____________________________________________________Orientador JOSÉ MARIA DO VALE QUARESMA, PROF. Dr. - UFPA.
____________________________________________________
AMILTON SINATORA, PROF. Dr.- USP/SP.
____________________________________________________
HILTON TULIO COSTI, PROF, Dr.- MUSEU PARAENSE EMILIO GOELDI.
____________________________________________________
ALEXANDRE LUIZ AMARANTE MESQUITA, PROF. Dr.- UFPA.
tornaram possíveis a elaboração deste
Ao eterno criador que nos permite, não apenas viver, mas nos dá
oportunidade da evolução moral e intelectual.
Aos meus pais e minha irmã pelo amor, carinho e apoio nos diversos
momentos. A vocês muito obrigado.
Ao Prof. Dr. Jose Maria do Vale Quaresma pela orientação, compreensão,
paciência e amizade.
A UFPA, a CAPES/CNPq, a Eletronorte e ao Grupo ALUBAR, pelo suporte
técnico e apoio financeiro para confecção deste trabalho.
Aos companheiros do grupo GPEMAT: Alberto, Amanda, Djanir, Edson
Emmanuelle, Iramar, Kazuo, Luciana, Matheus, Patrick, Paulo e Thamy pela
amizade e apoio na realização deste trabalho.
À equipe do Museu Paraense Emílio Goeldi (MPEG) por colaborar com a
Este trabalho objetiva desenvolver uma análise da influência do Zr na modificação
de características importantes em ligas de Al-EC-Si para aplicação como condutor
de energia elétrica, almejando obter-se propriedades termorresistentes. Para a
realização deste estudo, as ligas foram obtidas por fundição direta em lingoteira
metálica em formato “U”, a partir do Al-EC, fixando-se na base o teor de 0,7% de Si,
e em seguida, variando-se diferentes teores de Zr. Com o intuito de precipitar as
partículas de segunda fase chamadas de dispersóides, que tem como principal
característica a retenção da microestrutura deformada quando exposta a altas
temperaturas, foi necessário submeter as ligas a um tratamento térmico de 310 ºC
durante 24 horas afim de provocar o surgimento dos finos dispersóides de Al3Zr.
Foram estabelecidas duas etapas para obtenção dos resultados: A ETAPA I
composta da solidificação, usinagem e deformações obtidas com as ligas, gerando
os fios que foram utilizados em todos os ensaios. A ETAPA II repete os mesmos
procedimentos adotados na ETAPA I, porém é feito um tratamento térmico de 310ºC
por 24 horas antes da deformação. A caracterização das amostras dos fios de cada
liga quanto à termorresistividade, que obedeceu a exigência da COPEL (Companhia
Paranaense de Energia), sendo submetidos à temperatura de 230 ºC por uma hora e
foram feitos também tratamentos térmicos na temperatura de 310 e 390ºC, com a
finalidade de se avaliar a estabilidade térmica das ligas estudadas. Verificou-se de
maneira geral que teores crescentes de Zr provocam um refinamento de grão e
aumentam o LRT e a estabilidade térmica da liga, tanto na ETAPA I quanto na
ETAPA II. Foi observado ainda que na ETAPA I, a condutividade foi bastante
afetada pelos teores de Zr, e que a inserção do tratamento térmico da ETAPA II
melhorou a capacidade de conduzir energia elétrica na liga, particularmente para o
diâmetro que sofreram maior deformação.
Palavras-Chaves: Ligas Termorresistentes, Tratamentos Térmicos, Resistência
This paper aims to develop an analysis of the influence of Zr in the modification of
important characteristics of Al-EC-Si alloys used in electrical conductors, aiming to
obtain heat resistant properties. For this study, the alloys were obtained by direct
casting in a U-shaped ingot mold, from the Al-EC, with a base Si content of 0,7%,
and then varying with different amounts of Zr. Intending o precipitate second phase
particles called dispersoid, whose main characteristic is the retention of the deformed
microstructure when exposed to high temperatures, it was necessary to submit the
alloys to a heat treatment of 310 ºC for 24 hours in order to cause the appearance of
fine dispersoids of Al3Zr. Two steps were established to obtain the results: The Step I
was composed of solidification, machining and deformation obtained with the alloys,
generating the wires used in all tests. The Step II repeats the same processes
adopted in the Step I, however a heat treatment of 310 ºC for 24 hours was made
before deformation. The heat resistance characterization of the specimens of each
alloy followed the requirements of COPEL (Companhia Paranaense de Energia
Elétrica ) when submitted to temperatures of 230 ºC for 24 hours, and heat
treatments at temperatures of 310 ºC and 390 ºC were also made to evaluate the
thermal stability of the alloys. In general, it was observed that crescent contents of Zr
results in a grain refinement and a increase of the Ultimate Tensile Strength and
thermal stability of the alloy, both in the Step I and Step II. It was also observed that
in Step I, the electrical conductivity was severely affected by the Zr contents and the
addition of heat treatment in Step II increased the electrical conductivity of the alloy,
particularly to diameters that suffered higher deformation.
Capítulo 2
Figura 2.1- Propriedades físicas do alumínio (RUSSEL e LEE 2005)...22
Figura 2.2- Comparação da condutividade elétrica do alumínio com outros metais
(COBDEN 1994)...23
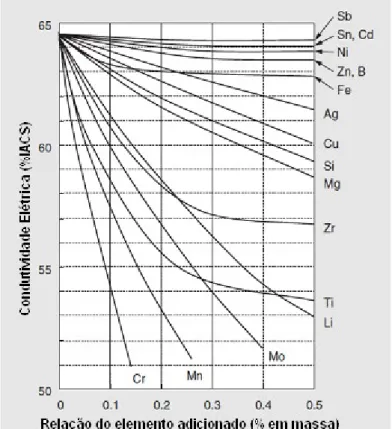
Figura 2.3- Influência dos elementos de liga sobre a condutividade elétrica do
alumínio. (HORIKOSHI et. al.2006)...25
Figura 2.4 – propriedades físicas do Zircônio (RUSSEL e LEE 2005)...28
Figura 2.5 – Partículas primárias de silício em uma liga de Al-Si hipereutética
(Handbook de Alumínio 2007)...30
Figura 2.7 - diagrama de fase de Alumínio-cobre mostrando as três etapas do
tratamento térmico de envelhecimento e as microestruturas produzidas durante o
processo (ASKELAND 2002)...32
Figura 2.8 – Exemplos de dispersóides. (a) Partículas de Al3Sc (A. TOLLEY et.al,
2004) (b) Fina dispersão de partículas exercendo fixação nos subgrãos e deste
modo inibindo a recuperação e aumentando a temperatura de recristalização em AW
1200 (ALUMATTER,2010)...33
Figura 2.9- Concentração de discordâncias (Floresta) em região adjacente a um
contorno de grão TEM 60000x (SCHAKELFORD,
2000)...35
Figura 2.10 – Variação das propriedades mecânicas em função da deformação a frio
(DIETER, 1984)...36
Figura 2. 11 – Vacâncias observadas no TEM. (a) Vacâncias combinadas em forma
complexas de disco no Zinco resfriado bruscamente (b) Alta densidade de vacâncias
em uma liga de Al- 4% Cobre resfriada bruscamente (ZLATEVA E MARTINOVA,
2008)...36
Figura 2.12 - Discordâncias parciais delimitando defeitos de empilhamento
(PADILHA, 2000)...37
Figura 2.13 – (a) Desenho esquemático do arranjo celular de discordâncias em grão
encruado (PADILHA E SICILIANO, 1996). (b) Estrutura celular no Al-1050 pós
Figura 3.1 - Fluxograma detalhando as operações metalúrgicas e de caracterização
para as ligas Al-0,7% Si da Etapa 1 modificadas com diferentes teores de
Zr...43
Figura 3.2 - Difusão dos metais de transição no Al (DUNAND, 2010)...44
Figura 3.3 - Fluxograma detalhando as operações metalúrgicas e de caracterização
para as ligas Al-0,7%Si da Etapa II modificadas com diferentes teores de
Zr...45
Figura 3.4 – Equipamentos utilizados para preparação das ligas: (a) Serra fita, (b)
balança digital e (c) forno utilizado na preparação das ligas...46
Figura 3.5 – Esquema de preparação e obtenção das ligas fundidas: (a) fundição do
material; (b) injeção de argônio; (c) coleta de amostras para análise química...47
Figura 3.6 – Laminador elétrico duo reversível: (a) Laminador “corpo” inteiro; (b)
detalhe do canal de laminação...48
Figura 3.7 – Multiohmímetro (ponte de kelvin) MEGABRÁS modelo MPK-2000...49
Figura 3.8 - KRATOS, modelo IKCL1-USB...51
Figura 3.9 (a) Corpo de prova ensaiado identificando as regiões que serão
analisadas, (b) Ultra som modelo METASOM – 14 e (c) Corpo de prova embutido
com cortes Longitudinal e Transversal...52
Figura 3.10 – Microscópio Eletrônico de Varredura (MEV) utilizado nas análises das
fraturas e das regiões transversais e longitudinais...52
Capítulo 4
Figura 4.1- Diagrama de Fase do Binário Al-Zr com a identificação das ligas
utilizadas e macrografias mostrando a evolução da estrutura bruta de fusão com a
resfriamento no vazamento durante a solidificação para a completa introdução do Zr
na solução solida super saturada (ZOLOTOREVSKY et al. 2007)...55
Figura 4.3 - Influencia da temperatura de fundição (a) taxa de resfriamento (b) sobre
a solubilidade do zircônio em solução solida (Sistema binário) (ZOLOTOREVSKY
et al.
2007)...56
Figura 4.4 - Microestruturas obtidas na liga Al-0,7%Si sem a adição de Zr. (a)
ampliação de 1000X, (b) ampliação de 2500X, mostrando morfologia de tipo “escrita
chinesa”...57
Figura 4.5 – Microestrutura da liga Al-0,7%Si sem adição de Zr, com indicação dos
pontos de analisados por EDS...58
Figura 4.6 - Microestruturas obtidas na liga Al-0,7%Si com a adição de 0,11% Zr. (a)
ampliação de 1000X, (b) ampliação de 2000X, observando-se estruturas com
morfologia de tipo “escrita chinesa”...59
Figura 4.7 – Microestrutura da liga Al-0,7% Si, com 0,11% de Zr, com indicação dos
pontos analisados por EDS...60
Figura 4.8 - Microestruturas obtidas na liga Al-0,7%Si com a adição de 0,26% de Zr.
(a) ampliação de 1000X, (b) ampliação de 1500X, observando-se estruturas com
morfologia tipo “escrita chinesa”...61
Figura 4.9 – Microestrutura da liga Al-0,7%Si, com 0,26% de Zr, com indicação dos
pontos analisados por EDS...62
Figura 4.10 - Microestruturas obtidas na liga Al-0,7%Si com a adição de 0,35% de
Zr. (a) ampliação de 1000X, (b) ampliação de 1500X estruturas com morfologia de
escrita chinesa...63
Figura 4.11 – Microestrutura da liga Al-0,7%Si, com 0,35% de Zr, com indicação dos
pontos analisados por EDS...64
Figura 4.12 - Microestruturas obtidas na liga Al-0,7%Si com a adição de 0,45% de
Zr. (a) ampliação de 1000X,(b) ampliação de 1000X (c) ampliação de 5000X
estruturas com morfologia de escrita chinesa...65
Figura 4.13 – Microestrutura da liga Al-0,7%Si, com 0,45% de Zr, com indicação dos
pontos analisados por EDS...66
Figura 4.14 – Resultados da Caracterização Mecânica da Etapa I para os diâmetros
Figura 4.15 – Resultados da caracterização elétrica da Etapa I para os diâmetros [4;
3,8; 3 e 2,7] mm. Em [A] sem Trat. Térmico; em [B] com Trat. Térmico a 230ºC; em
[C] com Trat. Térmico a 310ºC em [D] com Trat. Térmico a 390ºC e em [E] relação dos ganhos ocorridos... 71
Figura 4. 16 – Comparação das fraturas da liga Al-0,7% Si – 0,26 % Zr nos
diâmetros [4;3.8;3,0 e 2.7] mm Sem Tratamento Térmico [STT]...73
Figura 4.17 – Comparação das fraturas da liga Al-0,7% Si – 0,26 % Zr no diâmetro
de 3 mm Sem Tratamento Térmico [STT] e com diferentes tratamentos térmicos por
1 hora. [STT]; [TT230]; [TT310]; [TT390]...75
Figura 4.18 – Resultados da Caracterização Mecânica da Etapa II para os diâmetros
[4; 3,8; 3 e 2,7] mm. Em [A] sem Trat. Térmico; em [B] com Trat. Térmico a 230ºC;
em [C] com Trat. Térmico a 310ºC; em [D] com Trat. Térmico a 390ºC e em [E]
Relação das perdas ocorridas...77
Figura 4.19 – Resultados da caracterização elétrica da Etapa II para os diâmetros [4;
3,8; 3 e 2,7] mm. Em [A] sem Trat. Térmico; em [B] com Trat. Térmico a 230ºC; em
[C] com Trat. Térmico a 310ºC em [D] com Trat. Térmico a 390ºC e em [E] relação dos ganhos ocorridos...79
Figura 4.20 – Comparação das fraturas da liga Al-0,7% Si – 0,26 % Zr nos diâmetros
[4;3.8;3,0 e 2.7] mm tratados termicamente na ETAPA II...81
Figura 4.21- Comparação das fraturas da liga Al-0,7% Si – 0,26 % Zr na Etapa 2 no
diâmetro de 3 mm Sem Tratamento Térmico [STT] e com diferentes tratamentos
térmicos por 1 hora. [STT]; [TT230]; [TT310]; [TT390]...83
Figura. 4.22 - Caracterização mecânica da ETAPA I, Variação do LRT em função da
temperatura do tratamento térmico. material laminado a frio até o diâmetro de 3 mm
(com 90% de deformação)...85
Figura 4.23 Caracterização mecânica da ETAPA I, Perdas de Resistência em função
de diferentes temperaturas de tratamento térmico durante 1h...86
Figura 4.24 – Caracterização elétrica da ETAPA I, Condutividade em % IACS em
função de diferentes temperaturas de tratamento térmico durante 1h...87
Figura 4.25 – Caracterização elétrica da ETAPA I, Relação de % de ganhos em
(com 90% de deformação)...90
Figura 4.27 - Caracterização mecânica da ETAPA II, Perdas de Resistência em
função de diferentes temperaturas de tratamento térmico durante 1h...91
Figura 4.28 – Caracterização elétrica da ETAPA II, Condutividade em % IACS em
função de diferentes temperaturas de tratamento térmico durante 1h...92
Figura 4.29 – Caracterização elétrica da ETAPA II, Relação de % de ganhos em
CAPITULO 4
Tabela 4.1 – Composição química das ligas de alumínio modificadas com
Zircônio...53
Tabela 4.2 – composição química dos pontos analisados na figura 4.5 da liga sem
Zr...56
Tabela 4.3 – Composição química semiquantitativa em pontos da liga Al-0,7%Si sem
Zr, indicados na Figura 4.5...58
Tabela 4.4 – Composição química semiquantitativa em pontos da liga Al-0,7% Si,
com 0,11% de Zr, indicados na Figura 4.7...59
Tabela 4.5 – Composição química semiquantitativa em pontos da liga Al-0,7%Si,
com 0,26% de Zr, indicados na Figura 4.9...61
Tabela 4.6 – Composição química semiquantitativa em pontos da liga Al-0,7%Si,
com 0,35% de Zr, indicados na Figura 4.11...63
Tabela 4.7 - Composição química semiquantitativa em pontos da liga Al-0,7%Si, com
0,45% de Zr, indicados na Figura
4.13...66
Tabela 4. 8 – Correlação entre diâmetro do corpo de prova, limite de resistência à
tração (LRT) e temperatura de tratamento térmico...68
Tabela 4.9 - Correlação entre diâmetro do corpo de prova, condutividade IACS e
temperatura de tratamento térmico...70
Tabela 4.10 – Correlação entre diâmetro do corpo de prova, limite de resistência à
tração (LRT) e temperatura de tratamento térmico (T.T)...76
Tabela 4.11 - Correlação entre diâmetro do corpo de prova, condutividade IACS e
temperatura de tratamento térmico...78
Tabela 4.12 – Resultados experimentais da determinação do LRT em corpos de
Tabela 4.13 – Resultados experimentais da condutividade elétrica da liga Al-0,7%Si,
com diferentes teores de Zr, sem tratamento térmico (S.T.T.) e após a aplicação da
ETAPA I, com tratamento térmico à 230, 310 e 390°C...87
Tabela 4.14 - Resultados experimentais da determinação do LRT em corpos de
prova da liga Al-0,7%Si com diâmetro de 3 mm e diferentes teores de Zr, sem
tratamento térmico (S.T.T.) e após serem submetidos à ETAPA II, com tratamento
térmico à 230, 310 e 390°C...90
Tabela 4.15 - Resultados experimentais da condutividade elétrica da liga Al-0,7%Si,
com diferentes teores de Zr, sem tratamento térmico (S.T.T.) e após a aplicação da
SÍMBOLO SIGNIFICADO UNID.
A área de secção transversal mm2
d diâmetro mm
L comprimento cm
L0 comprimento corrigido cm
R resistência m/ohm
Rt resistência a t 0C ohm
R20 resistência a 20 0C ohm
Rv resistência elétrica por unidade de comprimento a 20 0C ohm/m
t tempo s
T temperatura °C
TL temperatura da linha liquidus K
Tv temperatura de vazamento oC
•
Τ taxa de resfriamento K/s
∆T intervalo de temperatura C
δ tensão MPa
ρc resistência volumétrica ohm x
mm2/m
SUB – ÍNDICES
SIMBOLO SIGNIFICADO
E1 ETAPA I
E2 ETAPA II
CTT com tratamento térmico
SUMÁRIO
1. INTRODUÇÃO ... 20
1.1. OBJETIVOS DO TRABALHO ... 22
1.1.1. GERAL ... 22
2.2.1. Características do Ferro em Ligas de Alumínio ... 26
2.2.2. Características do Cobre em Ligas de Alumínio ... 27
2.2.3. Características do Silício em Ligas de Alumínio ... 27
2.2.4. Características do Zircônio em Ligas de Alumínio ... 28
2.3. Partículas de Segunda Fase ... 29
2.3.1. Partículas Primárias ... 30
2.3.2. Constituintes ... 31
2.3.3. Precipitados ... 32
2.3.4. Dispersóides ... 33
2.4. Modificações Estruturais do Metal. ... 34
2.4.1. Conformação Plástica ... 34
2.4.2 Encruamento ... 35
2.4.3. Fatores que afetam a estrutura dos metais deformados ... 38
2.4.3.1. Energia de Falha de Empilhamento (EFE) ... 38
2.4.3.2. Átomos de soluto ... 39
2.4.3.3. Temperatura de deformação ... 40
2.4.3.4. Influência do tamanho de grão inicial ... 40
2.5. Recuperação ... 40
2.6. Recristalização ... 41
3. MATERIAIS E MÉTODOS ... 43
3.1. ETAPA I ... 43
3.2. ETAPA II ... 45
3.3. Teste de Termorresistividade. ... 49
3.4. Caracterização Elétrica das Ligas ... 49
3.5. Caracterização Mecânica das Ligas ... 51
3.6. Caracterização Estrutural da Liga ... 52
3.6.1. Preparação das Amostras para Análise Estrutural ... 52
4. RESULTADOS E DISCUSSÕES ... 54
4.1. Composição Química das Ligas ... 54
4.2. Efeitos do Zircônio na Estrutura Bruta de Fusão ... 54
4.2.1. Teoria do Diagrama de Fases ... 54
4.2.2. Análise da Estrutura Bruta de Fusão via MEV ... 58
4.2.2.1 Analise da liga Al-0,7%Si sem adição de Zr ... 58
4.2.2.2. Analise da liga Al-0,7%Si com adição de 0,11% de Zr ... 60
4.2.2.3. Análise da liga Al-0,7%Si com adição de 0,26% de Zr ... 61
4.2.2.4. Analise da liga Al-0,7%Si com adição de 0,35% de Zr ... 63
4.2.2.5. Analise da liga Al-0,7%Si com adição de 0,45% de Zr ... 65
4.3. Caracterização da Liga com 0,26% de Zr ... 68
4.3.1. ETAPA I ... 68
4.3.1.1. Caracterização Mecânica ... 68
4.3.1.2. CARACTERIZAÇÃO ELÉTRICA ... 71
4.3.1.3. Caracterização Estrutural ... 73
4.3.1.4. Fractografia do φ =3mm ( com e S.T.T) ... 75
4.3.2. ETAPA II ... 77
4.3.2.1. Caracterização Mecânica ... 77
4.3.2.2. Caracterização Elétrica. ... 79
4.3.2.3. Caracterização Estrutural ... 81
4.4.1.2. Caracterização Elétrica. ... 87
4.4.2. Resultados da ETAPA II ... 90
4.4.2.1. Caracterização Mecânica ... 90
4.4.2.2. Caracterização Elétrica ... 92
5. CONCLUSÕES E SUGESTÕES PARA TRABALHOS FUTUROS ... 94
5.1 Conclusões ... 94
ETAPA I ... 94
ETAPA II ... 95
5.2 SUGESTÕES PARA TRABALHOS FUTUROS ... 96
Capítulo 1
1. INTRODUÇÃO
O mundo tem assistido nos últimos anos a um aumento constante da
demanda de energia elétrica, industrial e doméstica. Devido a esta ampliação,
surgem problemas como o aumento de temperatura nos cabos e linhas de
transmissão, que tem como principal conseqüência, a deterioração das
características mecânicas. Deste modo, vários países estão realizando
pesquisas para o desenvolvimento de uma liga que contenha boas
propriedades mecânicas e elétricas e que resista a temperaturas elevadas.
O alumínio devido a sua abundância, leveza e condutividade elétrica já
vêm sendo utilizado como um meio para a transmissão de energia há pelo
menos 80 anos, porém suas propriedades mecânicas acabam se deteriorando
com as temperaturas que algumas linhas estão sendo submetidas.
Pesquisas no Japão na década de 50 e 60 produziram uma série de
ligas de alumínio - zircônio que resistem ao efeito do recozimento a altas
temperaturas. Nesta época, as altas taxas de crescimento da economia em
conjunto com o desenvolvimento industrial intensificaram a demanda por
energia elétrica. Essa solução tecnológica foi utilizada já na década de 60 pelo
Japão e outros países em desenvolvimento se beneficiam deste novo material
para suprir a sua demanda populacional e industrial.
O Brasil, enquanto país em desenvolvimento, destaca-se no crescimento
do consumo de energia em relação aos países mais desenvolvidos de acordo
com Ambrosi e Gonzatto (1993). Em termos de energia elétrica, o crescimento,
em média, é de 8 % ao ano para um crescimento econômico em torno de 1%
ao ano; enquanto que nos países desenvolvidos o índice de crescimento
aproxima-se de 1%. Isto significa dizer que, enquanto nos países em
desenvolvimento, como o Brasil, a necessidade de duplicação de sua
capacidade de oferta de energia está em torno de oito anos em média, nos
países desenvolvidos, isto acontece a cada sessenta e quatro anos. Programas
elétrica, naturalmente provocará a necessidade de mais energia e que
naturalmente devera vir de fontes das mais variadas distâncias até os
consumidores. Estes fatores podem fortemente contribuir para o
envelhecimento da estrutura da rede de transmissão e distribuição de energia
existente na nação, com conseqüências alarmantes.
Os problemas tendem a se manifestar particularmente durante o período
quente do verão, quando altas amperagens são exigidas para satisfazer o
aumento da demanda, fatores que combinados podem ocasionar blecautes.
Por outro lado, a combinação de elevada demanda e temperatura também
conduz para aumentar a flecha dos condutores, causando redução de provisão
da rede de operadores e em alguns casos causando blecautes quando a flecha
permitida excede o limite do vão.
Se, por um lado, temos o desafio de megas investimentos na feitura de
novas linhas, por outro, podemos aumentar a capacidade de transmissão e
distribuição de energia elétrica das linhas atualmente existentes usando estas
ligas de Al-Zr. Neste caso, com investimentos menores por exigirem pequenas
modificações, mas que podem trazer um incremento da temperatura
operacional, sem aumentar as perdas de Joule-efeito, enquanto limita a flecha
dentro de valores aceitáveis nas instalações existentes.
Baseados nestes fatos este trabalho propôs-se a estudar o
comportamento elétrico e mecânico de uma liga de alumínio com diferentes
adições do elemento Zr a caracterizando como uma liga conhecida como TAL
Thermal resistant Aluminium Alloy (Liga de alumínio termorresistente) para a
1.1. OBJETIVOS DO TRABALHO
1.1.1. GERAL
Este trabalho objetiva analisar o efeito de diferentes teores [0,11; 0,26;
0,35 e 0,45] % de Zr, sobre uma liga base Al-EC- 0,7% Si, para fins de
transmissão e distribuição de energia elétrica. Através do estudo das
propriedades mecânicas e elétricas das ligas elaboradas.
1.1.2. ESPECÍFICO
• Elaboração das ligas a serem avaliadas, nas composições químicas pré-estabelecidas para execução do trabalho.
• Caracterização das ligas para corpos de prova do molde “U”.
• Realização de tratamento térmico para a precipitação das partículas dispersóides e avaliação do mesmo.
• Realização de tratamentos térmicos para avaliar as características de termorresistencia das ligas.
Capítulo 2
2. REVISÃO BIBLIOGRÁFICA
2.1. O alumínio
O alumínio é um metal leve atóxico e não magnético pertencente ao
sistema cúbico de face centrada, C.F.C, tendo uma condutibilidade térmica,
inferior somente às da prata, cobre e ouro, tornando-o adequado para
aplicações em equipamentos destinados a permuta de calor. Tem a segunda
maior condutividade elétrica dos metais não preciosos, perdendo apenas para
o cobre. Estas características aliadas à abundância do seu minério principal
vêm tornando o alumínio o metal mais importante, após o ferro. (CHIAVERINI
2003) A figura 2.1 mostra a comparação de algumas propriedades físicas do Al
com outros metais.
Devido à sua baixa densidade, a condutividade elétrica por massa do
alumínio puro, é o dobro da cobre recozido e maior do que a de qualquer outro
metal, como mostrada na Figura 2.2.
Figura 2.2- Comparação da condutividade elétrica do alumínio com outros
metais (COBDEN 1994).
A condutividade elétrica é definida como o inverso da resistividade, e é
uma das propriedades mais sensíveis do alumínio, sendo bastante afetadas
pela mudança de composição químicas e tratamento térmico. A adição de
outros metais para a formação de ligas diminui a condutividade elétrica do
alumínio, porém esta inserção provoca benefícios adicionais como o aumento
na resistência mecânica. O tratamento térmico também afeta a condutividade
destes elementos em solução sólida produzindo melhor resistência do que os
constituintes dissolvidos. A Figura 2.3 mostra a influência da adição de
elementos na condutividade elétrica do Al.
As excelentes propriedades elétricas do alumínio tornaram este
elemento uma escolha óbvia para aplicações na indústria elétrica,
principalmente na distribuição e transmissão de energia (COBDEN, 1994). As
linhas de transmissão usando cabos de alumínio foram inicialmente
construídas na Califórnia entre 1895 e 1898. A primeira linha de transmissão
utilizando cabo de alumínio com sete fios foi construída em 1899 e permaneceu
em operação por mais de 50 anos, iniciando-se assim a utilização do alumínio
Quando o cabo de alumínio entrou em grande uso no início desse
século, experiências indicaram a necessidade de um condutor com uma maior
relação resistência/peso. Por isso, em 1907, um novo cabo composto de
alumínio e aço foi introduzido, o Cabo de Alumínio com Alma de Aço – CAA.
Esse cabo combinou o baixo peso e a alta corrente do alumínio com a
resistência mecânica do aço galvanizado, obtendo aceitação rápida e sendo
muito utilizado em todo o mundo. A ótima condutividade do cabo CAA juntou-se
à sua excelente relação resistência/peso e à facilidade de manuseio, fazendo
dele o cabo mais utilizado para a eletrificação rural nos Estados Unidos
(NASCIMENTO, 2004).
Figura 2.3- Influência dos elementos de liga sobre a condutividade elétrica do
2.2. Elementos de Liga
Os elementos de ligas mais importantes utilizadas para conferir
propriedades específicas ao alumínio são: silício (Si), magnésio (Mg),
manganês (Mn), cobre (Cu) e zinco (Zn).
Todas as ligas comerciais contêm cerca de 0,1 a 0,4 por cento de ferro
(Fe), em peso. Este teor de ferro pode ser visto como uma impureza no
alumínio dependendo das matérias-prima (alumina) e ao processo de redução
eletrolítica. O ferro é utilizado ocasionalmente para dar qualidades especiais ao
material (por exemplo, as propriedades da folha de alumínio). Outros
elementos de liga freqüentemente usado em combinação com um ou mais dos
principais elementos de liga incluem o bismuto (Bi), boro (B), cromo (Cr),
chumbo (Pb), níquel (Ni), titânio (Ti) e zircônio (Zr) . Estes elementos são
normalmente utilizados em pequenas quantidades (< 0,1 por cento em peso,
embora B, Pb e Cr podem conter até 0,5 por cento) para adequar as ligas para
fins especiais, agregando com propriedades como fusibilidade, usinabilidade,
resistência ao calor, resistência à corrosão, resistência à tração, por se tratar
dos elementos que serão utilizados no presente estudo será dada a ênfase no
cobre (Cu), ferro (Fe), silício (Si) e zircônio (Zr).
2.2.1. Características do Ferro em Ligas de Alumínio
O ferro geralmente é uma impureza presente em praticamente todas as
ligas de alumínio, mas em algumas delas pode estar presente como um
importante elemento de liga, adicionado, porém em teores sempre inferiores a
1 %. HATCH (1984). O ferro apresenta alta solubilidade no alumínio fundido e
por esta razão é facilmente dissolvido em todos os estágios de produção. A
solubilidade do ferro no estado sólido é muito baixa, aproximadamente 0,05%,
conseqüentemente a maior quantidade de ferro presente no alumínio
encontra-se apenas como faencontra-se intermetálica encontra-secundária, diluída freqüentemente com
condutores elétricos com o objetivo de aumentar a resistência mecânica da liga
e melhorar moderadamente suas características de fluência a altas
temperaturas. (ASM INTERNATIONAL, 1998).
O ferro reage com o alumínio formando uma série de fases
intermetálicas, as mais comum das quais são FeAl3, FeMnAl6 e α- AlFeSi.
Estas fases essencialmente insolúveis são responsáveis por melhorias na
resistênciada liga, especialmente a temperaturas elevadas (KAUFMAN e
ROOY, 2004).
2.2.2. Características do Cobre em Ligas de Alumínio
Segundo Gomes e Bresciani (1976) o cobre foi um dos primeiros
elementos de liga empregados e ainda tem uma larga utilização. O cobre
aumenta consideravelmente a resistência mecânica e a dureza do fundido
tanto antes como depois do tratamento térmico. É bastante solúvel no alumínio
em altas temperaturas (5% a 524ºC) e apenas ligeiramente solúvel a
temperatura ambiente.
As ligas de alumínio-cobre tem sido amplamente utilizadas em formas
fundidas ou trabalhadas onde a resistência e a tenacidade são exigidas. Estas
ligas apresentam alta resistência e dureza a temperaturas ambientes e
elevadas (KAUFMAN e ROOY, 2004).
2.2.3. Características do Silício em Ligas de Alumínio
O silício é o elemento mais usado comercialmente nas ligas para
fundição, pois confere aumento na fluidez ao no alumínio promovendo uma
melhor movimentação do liquido através das cavidades do molde de fundição,
permitindo a obtenção de produtos com formatos mais complexos. Também
porosidade nas peças fundidas e o coeficiente de expansão térmica (GOMES e
BRESCIANI, 1976).
O binário Al-Si é um eutético que ocorre à temperatura de 577ºC em um
teor correspondente a 12,6% de silício e o sistema exibe uma solubilidade de
1,65% do Si no alumínio.
2.2.4. Características do Zircônio em Ligas de Alumínio
É conhecido há muito tempo que a adição de pequenas quantidades de
zircônio no alumínio causa a diminuição dos tamanhos dos grãos Yanagisawa
et. al., (1956), descrevem em suas pesquisas, os efeitos do zircônio no
processo de diminuição de grão, quando adicionados a uma liga de alumínio. O
efeito de refinamento é menor quando comparado com o titânio. Além disso, o
zircônio tende a reduzir o efeito do refinamento de grão do titânio com adições
de boro, assim é necessário usar mais titânio – boro para refinar ligas contendo
zircônio (ASM INTERNATIONAL, 1998).
Adições de zircônio na faixa de 0,1 e 0,3% são usadas para a formação
de precipitados refinados de partículas intermetálicas, que inibem a
recuperação e a recristalização. Um elevado número de ligas, particularmente
as da família Al-Zn-Mg, usa adições de zircônio para aumentar a temperatura
de recristalização e para controlar a estrutura dos grãos em produtos
trabalhados (ASM INTERNATIONAL, 1998).
Ligas de Al-Zr são utilizadas como condutores de energia de alta
resistência térmica, conhecidos como TAL thermal resistant aluminium alloy
(Liga de alumínio Termorresistente), que tem como principal vantagem
preservar as suas características mecânicas, ou não sofrerem a uma
deterioração considerável, mesmo quando expostas a altas temperaturas de
operação, durante longos períodos de tempo (ultrapassando 20 anos)
Figura 2.4 – propriedades físicas do zircônio (RUSSEL e LEE 2005)
2.3. Partículas de Segunda Fase
As partículas de segunda fase influenciam as propriedades mecânicas
dos metais, tais como endurecimento e resistência mecânica (MEYERS e
CHAWLA, 2009). Elas afetam a microestrutura dos materiais modificando
tamanho de grão, resistência térmica e conseqüentemente a superfície da
fratura dos materiais.
Alguns elementos são adicionados em ligas, e as suas relações com a matriz
ou com os elementos já presentes formam partículas de segunda fase que
agregam propriedades ou características especificas ao material. Baseado
nestas informações é necessário o conhecimento das diferentes partículas de
segunda fase para uma melhor aplicação do material.
As partículas de segunda fase são definidas segundo o seu modo de
formação e na sua habilidade para se dissolver na matriz, sendo divididas em
• Partículas primárias.
• Constituintes.
• Dispersóides.
• Precipitados
2.3.1. Partículas Primárias
Partículas primárias referem-se à fase sólida que separa a partir da
fundição. Partículas primárias de silício são mostradas na Figura 2.5 formada
na fundição, quando a liga de Al-Si hipereutética solidifica por decomposição
eutética. A ductilidade decresce com o aumento do tamanho das partículas de
silício sendo importante o controle das mesma.
Em ligas trabalhadas, partículas macroscopicamente grandes de Al7Cr,
Al3Ti e Al3Zr que podem ser formadas por reação peritética, são indesejáveis se
a composição química não for completamente controlada (TIRYAKIOGLU e
STALEY 2003; METALLOGRAPHY and MICROSTRUCTURES, 2004).
Figura 2.5 – Partículas primárias de silício em uma liga de Al-Si hipereutética.
2.3.2. Constituintes
Este composto intermetálico formado por uma reação eutética durante a
solidificação, ou essencialmente puro silício que se forma durante a
solidificação de uma liga de Al-Si hipoeutética. A Figura 2.6 mostra algumas
partículas constituintes no alumínio. Muitos desses constituintes solúveis
dissolvem também durante o preaquecimento dos lingotes antes dos processos
de deformação ou durante o tratamento térmico de solubilização de perfis
fundidos ou produtos trabalhados. O tamanho dos constituintes decresce com o
aumento da taxa de solidificação.
Partículas constituintes têm uma interface não coerentes com a matriz e
são grosseiros interferindo na mobilidade das discordâncias e contornos de
grão, conseqüentemente, proporcionam um aumento na resistência mecânica
(METALLOGRAPHY and MICROSTRUCTURES, 2004)
O estudo de Freitas (2010) (onde foi possível definida a liga base Al-Si
para a presente pesquisa) demonstra a influência das fases α e β, escrita
chinesa e estrutura acicular, respectivamente, ambas as partículas
constituintes sobre as propriedades mecânicas e acréscimo de resistência
mecânica.
Figura 2.6 – Partículas constituintes no alumínio (a) partícula constituinte em
uma chapa de alumínio liga 2024 (TIRYAKIOGLU e STALEY, 2003); (b)
Partícula constituinte escrita chinesa (Mg2Si) em AA 535.0
(METALLOGRAPHY and MICROSTRUCTURES, 2004).
2.3.3. Precipitados
Estas partículas podem se formar durante alguma operação termal
abaixo da linha solvus. Em um adequado tratamento térmico de solubilização
todos os precipitados se dissolvem e estas podem se formar durante o
resfriamento do tratamento térmico de solubilização nos grãos e contornos de
subgrãos.
O envelhecimento é o processo térmico pelo qual passa o metal, após
ser solubilizado e resfriado rapidamente. Este processo permite a formação de
finos precipitados endurecedores. A Figura 2.7 mostra o diagrama da liga de
Al-4%Cu com a etapa de tratamento térmico e respectivas microestruturas.
Figura 2.7 - Diagrama de fase de alumínio-cobre mostrando as três etapas do
tratamento térmico de envelhecimento e as microestruturas produzidas durante
2.3.4. Dispersóides
Dispersóides podem formar-se durante o estado sólido de precipitação,
durante o pré-aquecimento de lingotes ou durante o tratamento térmico de
perfis fundidos de elementos supersaturados de baixa-difusão, isto é, solúvel
no alumínio fundido; porém, estes têm um limite de solubilidade no alumínio
sólido.
Mn, Cr ou Zr são típicos elementos formadores de dispersóides.
Diferentes dos precipitados, que conferem endurecimento por precipitação, os
dispersóides são virtualmente impossíveis de se dissolver completamente
como os precipitados. Além de a dispersão oferecer reforço, a distribuição do
tamanho dos dispersóides em ligas trabalhadas é um fator chave no controle
do grau de recristalização, granulometria do recristalizado e textura
cristalográfica. Dispersóides não são tratáveis termicamente e também
estabilizam a subestrutura de deformação durante a exposição a elevadas
temperaturas (METALLOGRAPHY and MICROSTRUCTURES, 2004). A Figura
2.8 mostra a dimensão dos dispersóides assim como a sua fina dispersão em
ligas de Al.
Devido à lenta difusão dos elementos formadores de dispersóides no
alumínio, os mesmos têm dificuldade de formar grandes partículas. Isto tem o
efeito vantajoso da formação de um grande número de micro partículas.
Dispersóides de granulometria fina (menores do que 400 nm), retardam a
recristalização fixando-se nos contornos dos subgrãos e retardando a
coalescência dos subgrãos. A baixa solubilidade na matriz de Al em altas
temperaturas favorece a resistência a dissolução durante os tratamentos
Figura 2.8 – Exemplos de dispersóides. (a) Partículas de Al3Sc (TOLLEY et. al.,
2004) (b) Fina dispersão de partículas exercendo fixação nos subgrãos e deste
modo inibindo a recuperação e aumentando a temperatura de recristalização
em AW 1200 (ALUMATTER, 2010).
2.4. Modificações Estruturais do Metal.
2.4.1. Conformação Plástica
De acordo com Bresciani et. al. (1991) o estudo da conformação plástica
dos metais é de suma importância, pois mais de 80% de todos os produtos
metálicos produzidos são submetidos a este processo.
O processo de conformação plástica permite a obtenção de peças no
estado sólido, com características controladas, através da aplicação de
esforços mecânicos. De uma forma resumida, o objetivo deste processo é a
obtenção de produtos finais com a especificação de:
• Dimensão e forma
• Propriedades mecânicas
Para a obtenção destas especificações e características, o metal passa
por uma série de modificações estruturais, e o entendimento de fenômenos
como encruamento, recuperação, recristalização se torna indispensável, haja
vista que durante o processamento ocorrem estes fenômenos.
2.4.2 Encruamento
O metal quando conformado plasticamente a frio absorve até 10% da
energia utilizada em sua deformação, a parte restante perde-se na forma de
calor. A energia armazenada no metal é “retida” na forma de energia dos
defeitos da rede cristalina, os quais se formam com a deformação plástica
(NOVIKOV, 1994).
A principal modificação na estrutura interna de cada cristal com a
deformação a frio, é a elevação da densidade de discordâncias. Callister (2007)
afirma que todo o material cristalino possui uma quantidade de discordâncias e
que são inseridas no momento da solidificação. Densidades de discordância
tão baixas quanto 10 3 mm-2 são tipicamente encontrados em cristais metálicos cuidadosamente preparados. Para metais intensamente deformados, a
densidade de discordâncias pode chegar a valores tão altos quanto 109 a 1010 mm-2.
O impedimento da livre movimentação das discordâncias devido a sua
própria interação ou com outros obstáculos, como solutos, contornos de grãos,
etc., gera uma necessidade de energia cada vez maior para que ocorra essa
movimentação, e conseqüentemente a deformação plástica é acompanhada
por uma demanda maior de tensão para deformar o material. A Figura 2.9
ilustra uma concentração de discordâncias observada em microscópio
eletrônico de transmissão (TEM), em uma região adjacente a um contorno de
Figura 2. 9 - Concentração de discordâncias (Floresta) em região
adjacente a um contorno de grão. Imagem por TEM, com ampliação de
60000x, (SCHAKELFORD, 2000).
A Figura 2.10 apresenta a variação das propriedades mecânicas de um
material metálico, quando trabalhado a frio. Podemos observar um aumento
constante das tensões limite de escoamento e resistência a tração e uma
queda acentuada da ductilidade (estricção e alongamento).
Para deformações próximas da linha A, encontra-se o denominado limite
de conformabilidade, ou seja, quando a tensão limite de escoamento é muito
próxima da tensão limite de resistência, o que associado à baixa ductilidade,
faz com que o material apresente-se num estado em que a continuidade da
deformação leve-o à ruptura, inutilizando-o.
Figura 2.10 – Variação das propriedades mecânicas em função da deformação
No momento da deformação plástica também são gerados defeitos
pontuais, que são chamados de lacunas ou vacâncias, Segundo Zlateva e
Martinova (2008), usam em suas pesquisas a seguinte definição: vacâncias
são locais do retículo cristalino nos quais não estão ocupados por átomos. E as
fontes para a formação das vacâncias são as superfícies livres e os defeitos
internos dos cristais (Discordâncias, contornos de grão e subgrão, interface de
fases). Vacâncias acima do seu equilíbrio de concentração são geradas mais
freqüentemente durante a tempera a altas temperaturas, deformação plástica,
bombardeamento de íons, bombardeamento de partículas nucleares de alta
energia ou em alguns compostos intermetálicos como um resultado de desvio
de estequiometria.
Este tipo de defeito não é comumente observado em microscópios
eletrônicos, quando separados devido a sua pequena dimensão, porém em
alguns casos como na figura abaixo na qual a presença de discordâncias
mistas (dislocation loops) com suas fronteiras complexas resulta em discos de
vacâncias visíveis Figura 2.11 a, e a alta densidade de vacâncias complexas
(vacancy loops) também foram observadas na Figura 2.11b.
Figura 2. 11 – Vacâncias observadas no TEM. (a) Vacâncias
combinadas em forma complexas de disco no Zinco resfriado bruscamente (b)
Alta densidade de vacâncias em uma liga de Al- 4% Cobre resfriada
bruscamente (ZLATEVA E MARTINOVA, 2008).
Os defeitos pontuais influem em algumas propriedades térmicas e
elétricas, podendo-se destacar o ensaio na qual se obtém as medidas de
resistividade e condutividade elétrica sendo de extrema valia no estudo de
defeitos puntiformes, tais como lacunas, intersticiais e átomos de soluto. Estes
defeitos em virtude de suas pequenas dimensões e baixas energia de
formação dificilmente são estudados por técnicas diretas. (PADILHA e
SICILIANO, 1996).
2.4.3. Fatores que afetam a estrutura dos metais deformados
Os defeitos gerados na deformação mostrados anteriormente
contribuem muito para a modificação das propriedades do material. A seguir
serão mostrados outros fatores que afetam a estrutura dos metais deformados.
2.4.3.1. Energia de Falha de Empilhamento (EFE)
A falha de empilhamento é um defeito bastante comum nos materiais
cúbicos de face centrada (CFC). A EFE ocorre quando, em uma pequena
região do material, há uma falha na seqüência de empilhamento de planos
compactados. Os defeitos de empilhamento são limitados por discordâncias
parciais, mostradas na Figura 2.12. Estas discordâncias parciais se repelem.
Quanto maior for a energia por unidade de área do defeito de empilhamento,
mais próximas estarão as discordâncias parciais, de modo a minimizar a área
defeituosa (PADILHA, 2000).
Figura 2.12 - Discordâncias parciais delimitando defeitos de empilhamento
Metais com alta energia de falha de empilhamento (EFE), tais como o
alumínio (166 mJ/m2) apresentam distribuição heterogênea de discordâncias e formam uma subestrutura celular como mostrado na Figura 2.13. Isso implica
em discordâncias com alta mobilidade que tendem a ter uma maior facilidade
de ocorrência de aniquilação e rearranjo de discordâncias, ou seja, um metal
com alta EFE apresenta uma menor densidade de discordâncias que um metal
de baixa EFE, para um mesmo grau de deformação (PADILHA e SICILIANO,
1996).
Figura 2.13 – (a) Desenho esquemático do arranjo celular de discordâncias em
grão encruado (PADILHA e SICILIANO, 1996). (b) Estrutura celular no Al-1050
pós deformação (BARLAT et. al 2003).
2.4.3.2. Átomos de soluto
A adição de átomos de soluto em um metal puro tende a alterar a
energia de falha de empilhamento do metal, assim como a distribuição de
discordâncias após a deformação. Elementos como Si, Mg, Mn, Cr e Zr são
responsáveis pela diminuição da EFE (CAMPANA, 2008), ou seja, há uma
tendência de aumento na densidade de discordâncias e conseqüentemente
aumento na resistência mecânica do material.
2.4.3.3. Temperatura de deformação
Segundo Padilha e Siciliano (1996) a densidade e distribuição das
discordâncias, assim como a energia armazenada na deformação são fatores
que dependem da temperatura na qual o metal foi deformado.
Swann (1963) observou em seus estudos que com menores
temperaturas durante a deformação, há uma diminuição na EFE e
conseqüentemente na mobilidade das discordâncias ocasionando um
armazenamento de energia maior.
2.4.3.4. Influência do tamanho de grão inicial
KEH e WEISSMAN (1963) demonstraram em seus estudos que com
amostras de diferentes tamanhos de grão e mesmos graus de deformação
apresentaram densidades de discordâncias diferentes. A densidade de
discordância assumia valores maiores para amostras com tamanho de grão
menor.
2.5. Recuperação
O termo recuperação refere-se às mudanças nas propriedades de um
material deformado que acontece antes da recristalização; estas mudanças
restabelecem parcialmente os valores das propriedades mecânicas aos valores
anteriores à deformação. Sabe-se que a recuperação acontece nestas
circunstâncias, principalmente devido a mudanças no arranjo das discordâncias
provocadas nomaterial.
A recuperação não é limitada apenas a materiais deformados
plasticamente, e pode acontecer dentro de qualquer cristal em não equilíbrio no
Exemplos bem conhecidos disto são materiais que foram irradiados ou foram
temperados em temperaturas elevadas
Existem basicamente dois tipos de recuperação:
• Recuperação dinâmica – Ocorre durante o processo de deformação em
virtude da saturação da armazenagem de defeitos cristalinos pelos
grãos, levando à formação de uma microestrutura de subgrãos
• Recuperação estática – Ocorre após o processo de deformação plástica,
sendo provocada por flutuações térmicas
Durante a recuperação, as mudanças microestruturais em um material
são sutis e acontecem em uma escala muito pequena. As microestruturas
observadas por microscópio óptico normalmente não revela muita mudanças e,
por isso, a recuperação é freqüentemente medida indiretamente por alguma
técnica de grandeza/tamanho, por exemplo, pelo acompanhamento de
mudança em alguma propriedade física ou mecânica (HUMPHREYS e
HATHERLY, 1996).
2.6. Recristalização
A recristalização pode ser definida como a eliminação dos defeitos
cristalinos gerados na deformação, através da migração de contornos de grão,
formando um novo conjunto de grãos livres de deformação com baixas
densidades de discordâncias (HUMPHREYS e HATHERLY, 1996).
Um intervalo para a temperatura de recristalização pode ser definido,
empiricamente, como estando de 30% a 60% do valor da temperatura absoluta
de fusão (K) do material (0,3 x TFusão a 0,6 x TFusão ). Cada material é
caracterizado por uma temperatura de recristalização, que é a temperatura
mínima necessária para garantir uma completa recristalização no tempo de 1
A Figura 2.14 mostra, para uma liga metálica qualquer, um esquema que
descreve a influência da temperatura de recristalização sobre os limites de
resistência mecânica (tração e ductilidade) (CIÊNCIA DOS MATERIAIS, 2010).
Figura 2.14 – Relação entre propriedades mecânicas, tamanho de grão e
microestrutura para uma liga metálica durante a recristalização (CIÊNCIA DOS
MATERIAIS, 2010).
No presente estudo o fenômeno da recristalização é prejudicial para as
ligas, pois todas as propriedades mecânicas obtidas através do processo de
deformação plástica serão eliminadas, acarretando uma falha nos cabos de
Capítulo 3
3. MATERIAIS E MÉTODOS
As ligas foram obtidas por fundição direta no Sub-laboratório de
Metalografia e Tratamento Térmicos da UFPa a partir do Al-EC (alumínio
eletrocondutor ou Al-1350). Sua preparação foi realizada através de adições de
0,7% de Si, na proporção adequada para obtenção das composições químicas.
Para obtenção de maiores informações, quanto às características de
termorresistividade e formação das partículas de segunda fase que tendem a
aumentar a temperatura de recristalização da liga, foram realizados alguns
tratamentos térmicos divididos em duas etapas
3.1. ETAPA I
Após a obtenção da liga base [Al-0,7%Si] ocorreu a adição dos
diferentes teores de Zr. O sistema operacional adotado para a solidificação da
liga foi a coquilha de formato “U”. Logo após o desmolde, os perfis obtidos
foram usinados para o diâmetro 18,5mm sendo posteriormente submetidos ao
processo de deformação por laminação à frio que gerou os corpos de provas
em forma de fios, na dimensão de 3,0 mm, para o ensaio de tração e de
tratamento térmico em diferentes temperaturas.
Nesta parte da investigação das propriedades da liga com adição de Zr,
foram realizados ensaios nas temperaturas [230; 310; 390]°C durante o
intervalo de tempo de 1 hora. A caracterização dos fios expostos à temperatura
de 230°C por 1 hora obedeceu à exigência da COPEL (Companhia
Paranaense de Energia), na qual o LRT das ligas para serem enquadradas
como termorresistentes, seu LRT não deve variar mais que 10%.
As temperaturas de [310 e 390]°C foram adotadas em vista a resultados
desempenho da liga em termos do LRT e, também, de possíveis mutações no
rearranjo da microestrutura de deformação. A seqüência para obtenção dos
dados pode ser observado no Figura 3.1, abaixo.
.
Figura 3.1- Fluxograma detalhando as operações metalúrgicas e de
caracterização para as ligas Al - 0,7%Si da ETAPA I modificadas com
diferentes teores de Zr. Fundição das ligas
Vazamento em molde “U”
Usinagem
Laminação
Caracterização Mecânica
Caracterização Elétrica Caracterização
Estrutural
Avaliação dos Resultados
T.T. 230ºC/1h T.T. 310ºC/1h T.T. 390ºC/1h Al-0,7%Si
0,11%Zr
Al-0,7%Si 0,45%Zr Al-0,7%Si
0,26%Zr Al-0,7%Si
0%Zr
3.2. ETAPA II
A ETAPA II consistiu nos mesmos passos da ETAPA I, com a inserção
de uma etapa de tratamento térmico na temperatura de 3100C por 24 horas entre as etapas de usinagem e laminação, como mostrado na Figura 3.3
Este procedimento tem o objetivo de verificar a possibilidade de se
provocar a presença de “Dispersóides” e estudar seus efeitos sobre as
características da liga base modificadas com o Zr.
Waheed e Lorimer, (1997) propõem que, através de um tratamento
térmico adequado, os elementos de transição podem precipitar partículas finas
de dispersóides com dimensões de 5 a 200 nm. E que um procedimento
padrão para precipitar os elementos de transição, seria o recozimento da liga a
uma temperatura relativamente alta, antes de qualquer operação de trabalho
mecânico.
O Zr possui uma baixa mobilidade no Al (CAVALCANTE e QUARESMA,
2006), para que haja uma precipitação, a Figura 3.2 mostra a energia de
ativação em função da difusividade dos metais de transição no alumínio.
Nota-se que em temperaturas acima de 300ºC aumenta a difusividade do Zr no Al
tornando possível a precipitação das partículas de dispersóides.
Figura 3.3 - Fluxograma detalhando as operações metalúrgicas e de
caracterização para as ligas Al - 0,7%Si da Etapa II modificadas com diferentes
teores de Zr. Fundição das ligas
Vazamento em molde “U”
Usinagem
Laminação
Caracterização Mecânica
Caracterização Elétrica Caracterização
Estrutural
Avaliação dos Resultados T.T. 310ºC/ 24h
T.T. 230ºC/1h T.T. 310ºC/1h T.T. 390ºC/1h
Al-0,7%Si 0,11%Zr
Al-0,7%Si 0,45%Zr Al-0,7%Si
0,26%Zr Al-0,7%Si
0%Zr
As composições foram confirmadas em um espectrômetro óptico
SPECTRO de propriedade da empresa parceira de uso contínuo no
monitoramento do processo industrial. Além das análises espectrométricas,
todo o alumínio utilizado para a obtenção das ligas foi cedido pela empresa
parceira no desenvolvimento dos estudos em questão.
Figura 3.4 – Equipamentos utilizados para preparação das ligas: (a) serra fita,
(b) balança digital e (c) mufla utilizada na preparação das ligas.
Na Figura anterior encontram-se relacionados: a serra fita que foi
utilizada para cortar as barras de Al-EC, pré-liga Al-10% Zr, a balança digital
utilizada para aferição da massa desejada para a preparação das ligas e o
forno no qual foram executadas todas as operações de fundição.
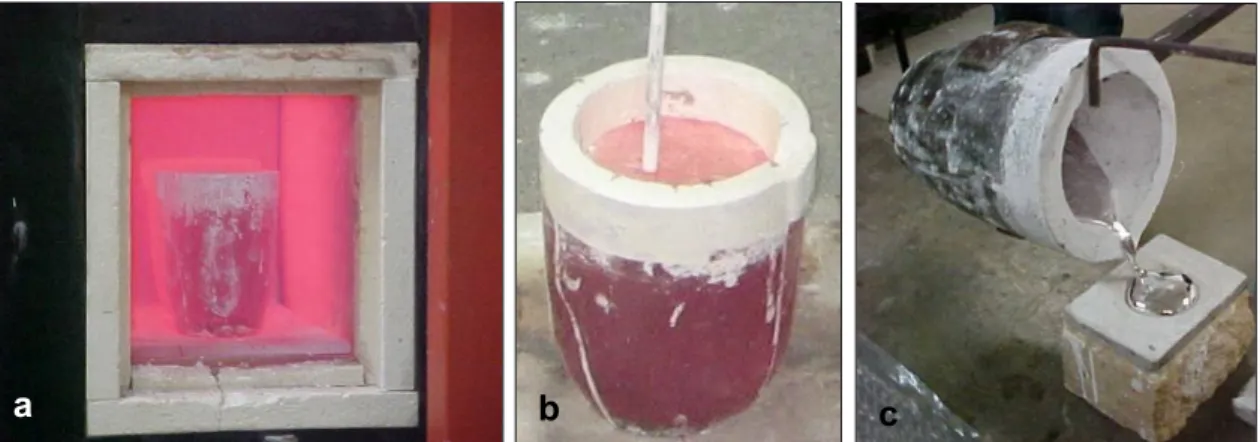
Figura 3.5 – Esquema de preparação e obtenção das ligas fundidas: (a)
fundição do material; (b) injeção de argônio; (c) coleta de amostras para análise
química.
(c) (b)
(a)
Na seqüência de imagens ilustrada na Figura 3.5, tem-se o processo de
fundição das ligas nas composições químicas predefinidas, seguida de injeção
de argônio, para a redução do percentual de hidrogênio e vazamento para se
obter a amostras para a análise.
O metal líquido foi vazado em uma lingoteira com formato em “U” como
ilustrado na Figura 3.6. A lingoteira antes do vazamento, foi pintada
internamente com caulim, para evitar a aderência do alumínio nas paredes do
molde Figura 3.4 a, e aquecida a uma temperatura media de 250º C em uma
estufa, procedimento este realizado para que houvesse o preenchimento total
do “U” com a obtenção das pernas para realização dos demais experimentos.
Figura 3.6 – Lingoteira em forma de “U”: (a) desmontada; (b) no momento do
vazamento.
Após a obtenção dos corpos de prova, foram seccionadas as duas
“pernas” do lingote com comprimento de 250 mm, para serem em seguida
usinadas do diâmetro de 22 mm para o diâmetro de 18 mm e, então, laminadas
a frio até 4 mm em um laminador duo elétrico MENAC de secção circular de
diferentes diâmetros. A Figura 3.7 mostra o laminador e o detalhe dos canais
de laminação.
Figura 3.7 – Laminador elétrico duo reversível: (a) Laminador “corpo” inteiro; (b)
detalhe do canal de laminação.
3.3. Teste de Termorresistividade.
O teste de natureza térmica é realizado segundo especificações
realizadas pela COPEL (Companhia Paranaense de Energia), que descreve
que condutores elétricos caracterizados como termorresistentes não devem
apresentar perda superior a 10% de seu limite de resistência à tração quando
submetidos à temperatura de 230 ºC por uma hora.
Os tratamentos térmicos exigidos foram executados em um forno tipo
mufla, marca BRASIMET que já foi mostrado anteriormente na Figura 3.4.
3.4. Caracterização Elétrica das Ligas
Nesta etapa, os corpos de provas são submetidos a ensaios com
objetivo de se avaliar a resistência elétrica dos mesmos, com o auxílio de um
multiohmímetro MEGABRÁS (ponte de kelvin) modelo MPK-2000, Figura 3.8.
Figura 3.8 – Multiohmímetro (ponte de kelvin) MEGABRÁS modelo MPK-2000.
As resistências elétricas dos fios foram medidas a uma temperatura
não inferior a 10°C nem superior a 30°C e corrigida para a temperatura de
20°C como a norma NBR 5118 recomenda. Após obtidos os resultados a partir
da leitura da resistências dos corpos de provas em diferentes diâmetros
utilizamos a equação fornecida pela norma NBR 6814 mostrada na equação
(3.1) abaixo.
, (3.1)
Sendo:
t = temperatura na qual foi efetuada a medição, ºC;
t
R = resistência a T ºC, em Ω;
20
R = resistência corrigida a 20 ºC, em Ω;
α = coeficiente de variação da resistência com a temperatura 20 ºC ,
especificado pela norma para liga de alumínio.
Com a resistência já corrigida a 20 ºC pode-se obter a resistividade que
é fornecida através da equação (3.2) obtida na norma NBR 6815.
(3.2)
(
)
− + =
20 1
1
20
t R
R t
α
A R
Sendo:
Rv= resistência elétrica do CP por unidade de comprimento a 20 ºC, em
m Ω
;
ρc= resistividade volumétrica do CP a 20 ºC, em ;
A = área da secção transversal do CP, em 2
mm .
Os resultados obtidos são posteriormente transformados em
condutividade elétrica (IACS), “International Annealed Cooper Standard”,
padrão internacional de condutividade correspondente à apresentada por um
fio de cobre com 1m de comprimento, 1mm2 de seção transversal a 20°C, através da fórmula:
(3.3)
Sendo:
φ = a condutividade elétrica do fio em IACS;
ρCu = a resistividade elétrica do cobre em ;
ρAl = a resistividade elétrica do alumínio em .
3.5. Caracterização Mecânica das Ligas
Após a deformação a frio das ligas e obtenção dos diâmetros desejados
no estudo os corpos de prova foram submetidos ao ensaio mecânico , em uma
máquina de ensaio de tração KRATOS modelo IKCL1 – USB mostrado na
Figura 3.9, acoplada a um micro computador com sistema de aquisição de
dados que facilita a coleta das informações. Os testes de tração foram
ensaiados segundo a norma para cabos elétricos NBR 6810 executados em
três amostras com 20 cm de comprimento para cada diâmetro ou tratamento
térmico produzido ao longo do trabalho.
Figura 3.9 - KRATOS, modelo IKCL1-USB.
3.6. Caracterização Estrutural da Liga
3.6.1. Preparação das Amostras para Análise Estrutural
Para a obtenção das macrografias das ligas e posterior análise, as
amostras foram lixadas por meio de desbaste abrasivo com lixadeira mecânica
rotativa com fluxo de água (politriz), na seqüência de lixas d’ água abrasivas de
carbeto de silício com granulometrias decrescentes #180, #220, #320, #420,
#600 e #1200. Após este passo, as amostras foram atacadas por imersão em
um reagente específico Poultons (12ml HCl (conc.), 6 ml HNO3 (conc.), 1 ml HF
(48%), 1 ml H2O), preparadas segundo técnicas-padrão metalográfica (ASM
INTERNATIONAL 2004). Após o ataque químico, os corpos de prova foram
lavados em água corrente e enxaguados com acetona. Em seguida foi utilizado
um scanner para capturar as imagens dos corpos de prova para observação da
estrutura bruta de fusão das ligas.
Para observação da superfície das fraturas provenientes dos corpos de
prova resultantes do ensaio de tração, Figura 3.8 (a), o corpo de prova foi
seccionado próximo a fratura e a sua limpeza foi realizada,em um limpador