sistema de controlo de uma m´
aquina de
fabrico h´ıbrido
Rui Alberto Ferreira Santos
Orientador:
Prof. Doutor Fernando Gomes de Almeida Orientador INEGI:
Eng. Jo˜ao Paulo Pereira
Disserta¸c˜ao realizada no ˆambito do
Mestrado Integrado em Engenharia Mecˆanica
Resumo
A presente disserta¸c˜ao tem como objetivo o estudo dos sistemas de fabrico h´ıbrido
compos-tos por uma vertente aditiva e uma subtrativa, tendo em vista colmatar as falhas expostas num sistema composto apenas por um dos processos.
Foi feito um estudo sobre a sua presen¸ca no mercado atual, tendo sido verificado
que poucos fabricantes, como a DMG, a Hermle e a Hybrid Manufacturing Technologies,
apresentam uma solu¸c˜ao para o problema, ainda num estado embrion´ario.
Analisaram-se diferentes estruturas existentes para averiguar a que permitiria um me-lhor enquadramento num sistema deste tipo, tendo optado por uma estrutura cartesiana
dividida em duas partes: uma cabe¸ca de deposi¸c˜ao com trˆes eixos, uma ´arvore com trˆes
eixos para o processo subtrativo e uma mesa que translada entre os dois espa¸cos de
tra-balho, com dois eixos de rota¸c˜ao. O sistema teria as funcionalidades de um centro de
maquinagem de cinco eixos conjugado com o processo de Fused Deposition Modelling ou de Directed Energy Deposition.
Procedeu-se `a an´alise de diferentes unidades de controlo que permitiriam a configura¸c˜ao
de um sistema h´ıbrido, validando-se op¸c˜oes como o pacote Beckhoff TwinCAT CNC e o
Siemens Sinumerik 840D sl.
Foram testados diferentes softwares de CAM e slicing, verificando-se a inexistˆencia de
um que satisfizesse em pleno as necessidades exigidas por um sistema de fabrico h´ıbrido.
Posteriormente, foi elaborada uma conjuga¸c˜ao que permitisse a gera¸c˜ao de c´odigo G
pretendido ao utilizar o Autodesk Fusion 360 com o Mecsoft Visual CADCAM/Visual
3DPrint, que permitiu gerar a trajet´oria para uma extrus˜ao em superf´ıcies irregulares.
Sendo uma ´area em desenvolvimento, o progresso feito nesta disserta¸c˜ao foi encarado
Abstract
Definition of an architecture for the control system of an hybrid manufacturing machine
The aim of this dissertation is to study hybrid manufacturing systems composed of an additive and a subtractive component, with the objective of filling the gaps of a system composed by only one of the processes.
A study was made of its presence in the current market, being found that few ma-nufacturers, such as DMG, Hermle and Hybrid Manufacturing Technologies, presented a solution to the problem, still in an embryonic state.
Different structures were analyzed to find out which would allow better response in a system of this kind, having opted for a cartesian structure separated in two parts: a deposition head with three axes associated, a spindle with also three axes for the subtrative process and a work table that moves between the two workspaces with two rotation axes. The system would have the functionalities of a five-axis machining center and the process of Fused Deposition Modelling or Directed Energy Deposition.
Different control units were analyzed which would permit the configuration of an hybrid system, validating options such as the Beckhoff TwinCAT CNC package and Siemens Sinumerik 840D sl.
Different CAM and slicing softwares were tested, and there was no one that fully met the needs of an hybrid manufacturing system. Subsequently, a conjugation was elaborated that allowed the generation of the intended G code using Autodesk Fusion 360 and Mecsoft Visual CADCAM/Visual 3DPrint, being able to generate the path of an extrusion in irregular surfaces.
As an area under development, the progress made in this dissertation was seen as a starting point for future work in the field of hybrid manufacturing.
Agradecimentos
Em primeiro lugar gostaria de agradecer aos meus orientadores, Professor Doutor Fernando
Gomes de Almeida e Engenheiro Jo˜ao Paulo Pereira, pela disponibilidade demonstrada e
apoio prestado ao longo desta disserta¸c˜ao.
Esta tese foi desenvolvida no ˆambito da opera¸c˜ao NORTE-01-0145-FEDER-000022 –
SciTech – Science and Technology for Competitive and Sustainable Industries, cofinanciado
pelo Programa Operacional Regional do Norte (NORTE2020), atrav´es do Fundo Europeu
de Desenvolvimento Regional (FEDER). Gostaria de agradecer ao INEGI e, em particular, ao Engenheiro Lu´ıs Moreira pela disponibilidade e ajuda em melhor entender o tema estudado.
Gostaria de agradecer aos meus pais pelo seu constante apoio incondicional e pela confian¸ca depositada em mim ao longo de todo o meu percurso.
Um agradecimento `a B´arbara pela constante preocupa¸c˜ao, paciˆencia e perseveran¸ca
para que me mantivesse focado.
Por ´ultimo, gostaria de agradecer aos meus amigos pelo ˆanimo e tempos bem passados
Resumo . . . v
Abstract . . . vii
Agradecimentos . . . ix
Lista de Figuras . . . xvi
Lista de Tabelas . . . xvii
Gloss´ario xix I Introdu¸c˜ao xxi 1 Introdu¸c˜ao 1 1.1 Problema existente . . . 1 1.2 Objetivos . . . 2 1.3 Organiza¸c˜ao da tese . . . 2 2 Enquadramento 3 2.1 Fabrico aditivo . . . 3 2.1.1 Categorias . . . 4 2.1.2 Tipos de m´aquina . . . 8 2.1.3 Vantagens . . . 10 2.1.4 Desvantagens . . . 11 2.2 Fabrico Subtrativo . . . 11 2.3 Fabrico H´ıbrido . . . 12 2.4 Estado da Arte . . . 14
2.4.2 Fabrico Subtrativo . . . 14
2.4.3 Fabrico H´ıbrido . . . 15
II Estudo de uma arquitetura 19 3 Estrutura do sistema 21 3.1 Processos aditivos a utilizar . . . 21
3.2 Tipo de estrutura . . . 22
3.2.1 Estrutura CNC . . . 22
3.2.2 Estrutura de AM . . . 24
3.2.3 N´umero de eixos . . . 25
3.2.4 Estrutura H´ıbrida . . . 27
3.2.5 Unidade de Controlo Num´erico . . . 28
4 Gera¸c˜ao de c´odigo G 33 4.1 Conceptualiza¸c˜ao e CAD . . . 33
4.2 Convers˜ao para c´odigo G . . . 34
4.2.1 Interface CAD-CAM . . . 35
4.2.2 Slicers . . . 36
4.2.3 C´odigo G em sistemas h´ıbridos . . . 37
4.3 Manipula¸c˜ao do c´odigo G . . . 47
5 Problemas associados a um sistema h´ıbrido 49 5.1 Maquinagem de diferentes materiais . . . 49
5.2 Fluido de Corte . . . 50
6 Conclus˜ao e trabalhos futuros 53
Bibliografia 57
Anexo A: Desenho de defini¸c˜ao da pe¸ca estudada . . . 63
Anexo B: Cat´alogo Siemens Sinumerik . . . 69
Anexo C: Cat´alogo Beckhoff Twincat CNC . . . 75
Lista de Figuras
2.1 Exemplo de um processo de fabrico aditivo . . . 3
2.2 Stereolithography . . . 4
2.3 Selective Laser Sintering . . . 4
2.4 Material Jetting . . . 5
2.5 Binder Jetting . . . 5
2.6 Fused Deposition Modeling . . . 6
2.7 Ultrasonic Additive Manufacturing . . . 6
2.8 Directed Energy Deposition . . . 7
2.9 BQ Prusa i3 Hephestos . . . 9
2.10 Tripodmaker . . . 9
2.11 Polar 3D . . . 10
2.12 Rugosidade relativa da superf´ıcie de acabamento em diferentes processos de fabrico . . . 12
2.13 Exemplos de m´aquinas referidas na tabela 2.3 . . . 14
2.14 Processos mencionados na sec¸c˜ao 2.4.3 . . . 15
2.15 Vis˜ao geral do algoritmo presente em ’Automated rapid prototyping combi-ning additive and subtractive processes’ (adaptado) . . . 17
3.1 Diagrama funcional de um centro de maquinagem de trˆes eixos . . . 22
3.2 Estrutura duma cabe¸ca de deposi¸c˜ao de FDM . . . 24
3.3 Configura¸c˜oes do extrusor em DED . . . 25
3.4 Eixos cartesianos e de rota¸c˜ao . . . 27
3.7 Sinumerik 840D sl e Sinamics S120 . . . 30
3.8 TwinCAT . . . 30
3.9 PC incoporado Beckhoff CX . . . 30
4.1 Pe¸ca de teste . . . 34
4.2 Fluxo de trabalho em fabrico aditivo e subtrativo . . . 35
4.3 Simula¸c˜ao em software CAMotics (esquerda) de um exemplo de c´odigo G (direita) . . . 35
4.4 Fluxo de trabalho ideal em fabrico h´ıbrido . . . 37
4.5 Fluxo de trabalho encontrado para o fabrico h´ıbrido . . . 38
4.6 Vista lateral da pe¸ca de teste . . . 38
4.7 Pe¸ca de teste sem parte aditiva . . . 38
4.8 Processo de slicing em trˆes diferentes planos no programa Print Studio . . . 39
4.9 Teste do software CAMotics em cilindros com diferentes alturas . . . 40
4.10 Modelo desenhado em Autodesk Fusion 360 . . . 41
4.11 Sele¸c˜ao do ambiente CAM em Autodesk Fusion 360 . . . 42
4.12 Percurso da ferramenta no facejamento inicial . . . 42
4.13 Percurso da ferramenta na forma¸c˜ao da cavidade central . . . 42
4.14 Sele¸c˜ao da op¸c˜ao de simula¸c˜ao em Autodesk Fusion 360 . . . 43
4.15 Pormenor na execu¸c˜ao da cavidade central (in´ıcio) . . . 43
4.16 Pormenor na execu¸c˜ao da cavidade central (avan¸cado) . . . 43
4.17 Pormenores da simula¸c˜ao em Autodesk Fusion 360 . . . 43
4.18 Sele¸c˜ao da op¸c˜ao de ’exportar como STL’ em Autodesk Fusion 360 . . . 44
4.19 Gera¸c˜ao do c´odigo G associado `a impress˜ao do cilindro em Mecsoft Visual-CAM . . . 45
4.20 Percurso da ferramenta no melhoramento da qualidade superficial do cilin-dro depositado . . . 45
4.21 Diferen¸ca entre um ficheiro de CAD original e um STL . . . 46
5.1 Exair Cold Gun Aircoolant Systems . . . 51
Lista de Tabelas
2.1 Materiais tipicamente utilizados em cada uma das categorias de AM . . . . 7
2.2 Exemplo de alguns processos ’sub-h´ıbridos’ . . . 13
Gloss´
ario
3DP 3D Printing. 5
ABS Acrylonitrile Butadiene Styrene. 8
AM Additive Manufacturing. xii, xvii, 3, 7, 10, 14,
22, 24, 28
ASTM American Society for Testing and Materials.
3
CAD Computer Aided Design. xii, xvi, 2–4, 10, 33,
35, 37, 38, 40, 47, 48, 56
CAM Computer Aided Manufacturing. v, vii, xii,
xvi, 26, 35–38, 40, 43, 48, 56, 57
CNC Computerized Numerical Control . xvi, 11, 13,
21–24, 26, 28, 29
DED Directed Energy Deposition. xv, 15, 21, 24,
25, 27, 52, 55, 56
DMLS Direct Metal Laser Sintering. 4, 8
DRV Drives. 29
EBM Electron Beam Melting. 4
EDM Eletrical Discharge Machining. 52
FDM Fused Deposition Modeling . xv, 6, 8, 21, 24,
26, 55, 56
MMC Man Machine Control . 29
MMI Man Machine Interface. 28, 29
MPA Metal Powder Application. 15
NCK Numerical Control Kernel . 28
PLA Polylactic Acid . 8
PLC Programmable Logic Control . 29
SCARA Selective Compliance Articulated Robot Arm.
10
SHS Selective Heat Sintering. 4
SLA Stereolithography . 4, 8
SLM Selective Laser Melting. 4
SLS Selective Laser Sintering. 4, 8
UAM Ultrasonic Additive Manufacturing. 6
Parte I
Cap´ıtulo 1
Introdu¸
c˜
ao
Embora nos dias que correm se fale em fabrico aditivo como sendo uma tecnologia recente,
esta tem vindo a ser desenvolvida ao longo do tempo. Uma das referˆencias mais not´aveis
´
e a fundi¸c˜ao. Sendo um dos processos aditivos mais antigos, foi evoluindo desde simples
cabe¸cas de machado que eram, h´a cerca de 5000 anos, vazadas em molde aberto, at´e `as
grandes fundi¸c˜oes dos dias de hoje [1].
Por outro lado, nos mais atuais processos temos o comumente referido como ’impress˜ao
3D’ que, como ser´a visto nas sec¸c˜oes seguintes, engloba uma s´erie de m´etodos de
prototi-pagem r´apida que permitem obter de forma expedita uma pe¸ca, formada atrav´es da adi¸c˜ao
de sucessivas camadas de um dado material [2].
Como qualquer tecnologia, os diferentes processos de manufatura, sejam eles de
sub-tra¸c˜ao ou adi¸c˜ao de material, est˜ao em constante evolu¸c˜ao para satisfazer as necessidades
do mercado, atrav´es da utiliza¸c˜ao de novos materiais, da procura de um melhor
acaba-mento ou at´e mesmo do aumento da flexibilidade de um m´etodo j´a existente. Havendo
uma vasta gama de processos a ser utilizada para diferentes fins, todos tˆem limita¸c˜oes
-restri¸c˜oes tecnol´ogicas ou f´ısicas que impossibilitam a exequibilidade de formas complexas
ou de certos requisitos relativos `as pr´oprias propriedades f´ısicas, como a dimens˜ao [3].
1.1
Problema existente
Com benef´ıcios not´aveis no que diz respeito `a versatilidade e `a facilidade de tornar f´ısico
um modelo e verificar se uma ideia ´e exequ´ıvel, ou at´e mesmo permitir realizar testes
preliminares, o fabrico aditivo traz alguns inconvenientes, entre outros, no que diz respeito `
a velocidade de manufatura e ao acabamento superficial - algo que se torna imperativo
quando se trata dum produto final e n˜ao apenas de um modelo de testes.
O ´ultimo pode ser atenuado com a diminui¸c˜ao da espessura das camadas depositadas,
o que acarreta tamb´em um aumento do custo do equipamento utilizado. Outra solu¸c˜ao
envolve processos de p´os processamento que, ainda assim, n˜ao permitem a obten¸c˜ao da
mesma qualidade superficial que seria obtida, por exemplo, por um processo subtrativo como a fresagem.
1.2
Objetivos
Como mencionado na sec¸c˜ao 1.1 a qualidade superficial obtida por processos subtrativos
-maquinagem - trariam um melhor acabamento superficial `as pe¸cas produzidas por fabrico
aditivo. Para evitar a utiliza¸c˜ao de diferentes sistemas, que implicariam a mudan¸ca da
pe¸ca de um sistema para o outro e, por conseguinte, um aumento do tempo e dos custos
de produ¸c˜ao, surge uma outra solu¸c˜ao: um sistema h´ıbrido que permite n˜ao s´o a cria¸c˜ao
de uma pe¸ca por fabrico aditivo, como tamb´em a sua maquinagem quando desejada.
Sendo uma tecnologia inovadora e relativamente recente, n˜ao tendo sido, por isso,
amplamente estudada, ´e o objetivo desta disserta¸c˜ao explorar as arquiteturas e solu¸c˜oes
de fabrico j´a existentes no mercado, bem como estudar as poss´ıveis estruturas para a
conjuga¸c˜ao dos dois tipos de fabrico, de modo a abrir caminho `a constru¸c˜ao de um novo
modelo ou de novas solu¸c˜oes nesta ´area.
Para al´em disso, ser´a tamb´em um objetivo, a an´alise de software inform´atico existente
que permita a passagem de um ficheiro de CAD para um ficheiro de c´odigo m´aquina a
ser introduzido num sistema h´ıbrido. No caso de tal software n˜ao existir, pretende-se a
adapta¸c˜ao de um conjunto de programas capaz de realizar as funcionalidades requeridas.
1.3
Organiza¸
c˜
ao da tese
Para melhor fluidez no estudo, esta disserta¸c˜ao estar´a organizada da seguinte forma:
• Parte I: Introdu¸c˜ao
– Cap´ıtulo 1: Introdu¸c˜ao;
– Cap´ıtulo 2: Enquadramento - inclui conceitos necess´arios ao progresso da
dis-serta¸c˜ao como o de fabrico aditivo, subtrativo e h´ıbrido, bem como o estado da
arte associado aos anteriores; • Parte II: Estudo de uma arquitetura
– Cap´ıtulo 3: Estrutura do Sistema - s˜ao analisadas as arquiteturas mais usadas
em cada um dos processos individuais escolhidos, tecendo-se considera¸c˜oes sobre
quais as melhores arquiteturas para o sistemas conjunto;
– Cap´ıtulo 4: Gera¸c˜ao de c´odigo G - ´e feito um estudo do software existente e
ana-lisada uma poss´ıvel solu¸c˜ao para a transforma¸c˜ao desde o ficheiro de Computer
Aided Design (CAD) at´e `a obten¸c˜ao de c´odigo G;
– Cap´ıtulo 5: Problemas associados a um sistema h´ıbrido - s˜ao mencionados
problemas originados quando s˜ao integrados os dois diferentes sistemas, bem
como poss´ıveis solu¸c˜oes.
Cap´ıtulo 2
Enquadramento
2.1
Fabrico aditivo
Tendo em conta que o processo estudado adiante ter´a como base o fabrico aditivo, ser´a
´
util analisar com maior pormenor os benef´ıcios e desvantagens deste m´etodo quando usado
individualmente, bem como algumas das suas tecnologias base.
Numa variedade de ind´ustrias, ´e utilizado o termo prototipagem r´apida para
descre-ver um processo que cria rapidamente uma representa¸c˜ao do produto final - prot´otipo.
Contudo, para algumas das tecnologias que se mencionam ao longo deste trabalho, este
termo ´e inadequado, visto que a qualidade da pe¸ca produzida a torna mais pr´oxima do
objetivo, podendo mesmo ser o produto final. Sendo assim, a ASTM adotou um novo termo: fabrico aditivo (Additive Manufacturing (AM)) [2, 4].
AM ´e um conceito que engloba diferentes tecnologias que permitem a cria¸c˜ao de objetos
3D, diretamente a partir dum ficheiro CAD (normalmente de extens˜ao .stl ). Este processo
´
e feito atrav´es da adi¸c˜ao sucessiva de camadas de material - entre eles o pl´astico, o metal
e o cimento. ´E, ent˜ao, correntemente adotado o termo ’impress˜ao 3D’ para este tipo de
processos de fabrico [2, 4].
Figura 2.1: Exemplo de um processo de fabrico aditivo [5]
A ASTM separou este conjunto de processos em sete diferentes categorias: VAT Pho-topolymerization, Powder Bed Fusion, Binder Jetting, Material Jetting, Sheet Lamination, Material Extrusion e Directed Energy Deposition [6].
2.1.1 Categorias
De seguida ser´a feita uma breve descri¸c˜ao de cada uma das categorias mencionadas,
se-gundo [2, 7].
VAT Photopolymerization : s˜ao criadas pe¸cas diretamente a partir de um ficheiro
CAD 3D sem utiliza¸c˜ao de ferramentas adicionais, convertendo resina foto-polim´erica em
sec¸c˜oes s´olidas, camada a camada, utilizando um laser ultravioleta. A mesa onde est´a
inicialmente o material desce e uma nova camada ´e atingida com o feixe. Em algumas
m´aquinas deste processo, existe uma lˆamina que se move entre camadas, para
propor-cionar uma superf´ıcie mais lisa `a camada seguinte. Quando a pe¸ca est´a conclu´ıda, ´e
limpa com uma solu¸c˜ao para remover os restos de resina ainda l´ıquida. Ao utilizar um
l´ıquido para produzir o objeto, este processo pode ter necessidade de utilizar suportes em
algumas pe¸cas visto que, ao contr´ario do processos com p´os, n˜ao h´a suporte vindo do
material n˜ao utilizado. ´E considerado um dos processos aditivos com melhor acabamento.
Processo associado: Stereolithography (SLA) (processo est´a ilustrado na figura 2.2).
Figura 2.2: Stereolithography [8]
Powder Bed Fusion : utiliza um laser ou um feixe de eletr˜oes para fundir pequenas
part´ıculas de pl´astico, metal, cerˆamica ou vidro. Os p´os destes materiais s˜ao espalhados
pelas camadas anteriores com um rolo ou uma lˆamina. Processos associados: Direct Metal
Laser Sintering (DMLS), Electron Beam Melting (EBM), Selective Heat Sintering (SHS), Selective Laser Melting (SLM) e Selective Laser Sintering (SLS). Como exemplo, no SLS
(processo ilustrado na figura 2.3), ao contr´ario do SLA, n˜ao s˜ao necess´arias estruturas
de suporte, visto que este ser´a feito pelo material n˜ao sinterizado. Neste processo, a
plataforma est´a numa cˆamara de temperatura controlada, onde a temperatura est´a um
pouco abaixo da temperatura de fus˜ao do material e a cˆamara ´e, usualmente, preenchida
com nitrog´enio para minimizar a oxida¸c˜ao e aumentar a qualidade do modelo. Algumas
m´aquinas monitorizam a temperatura de cada camada, adaptando a potˆencia do laser
para melhorar a qualidade final. O DMLS usa o mesmo procedimento do SLS, utilizando metais como material escolhido.
Material Jetting : m´etodo semelhante `a impress˜ao 2D feita por uma impressora por
jato de tinta. Podem ser utilizados m´ultiplos materiais num ´unico processo e o material
pode ser mudado durante o processo de produ¸c˜ao. Neste processo, o material ´e projetado
na plataforma de constru¸c˜ao sob a forma de got´ıculas (formadas por um extrusor
osci-lat´orio). As gotas s˜ao eletricamente carregadas e direcionadas com aux´ılio de placas de
deflex˜ao eletroest´aticas que permitem um correto posicionamento das mesmas. Ap´os
se-rem depositadas formam uma camada que ser´a posteriormente curada ou endurecida com
recurso a luz ultravioleta. Os materiais a utilizar, devido `a natureza das got´ıculas, s˜ao
limitados, sendo pol´ımeros e ceras os mais utilizados gra¸cas `a sua viscosidade e facilidade
em formar gotas. Processo associado: PolyJet.
Figura 2.4: Material Jetting [8]
Binder Jetting : s˜ao utilizados dois materiais - p´o e ligante. O ´ultimo, normalmente
l´ıquido, funciona como meio de ades˜ao entre as diferentes camadas de p´o. Mais uma vez, h´a
uma cabe¸ca de extrus˜ao que se movimenta no plano horizontal enquanto a mesa de trabalho
se desloca na vertical, ap´os cada camada ter sido completada. Os p´os s˜ao espalhados pela
mesa, com aux´ılio de um rolo, enquanto o ligante ´e extrudido nas zonas necess´arias. Pela
utiliza¸c˜ao de um ligante, este m´etodo n˜ao ´e aconselhado para fabrico de pe¸cas estruturais.
Como outros processos com p´os, tamb´em n˜ao necessita de estruturas de suporte. Podem
ser produzidas pe¸cas em diferentes pl´asticos, vidro ou metal. Processo associado: 3D
Printing (3DP).
Material Extrusion : o material ´e direcionado para um extrusor, onde ´e aquecido, e depositado camada a camada. O extrusor move-se no plano horizontal, enquanto a
plataforma de fabrico ´e movida na vertical, depois de cada camada estar conclu´ıda. Para
que haja uma aderˆencia eficaz, ´e necess´ario que exista energia residual suficiente para
ativar cada uma das superf´ıcies entre regi˜oes adjacentes. ´E a t´ecnica mais utilizada nas
impressoras desktop. Este processo varia dos restantes na medida em que o material ´e
adicionado por um bocal extrusor sobre press˜ao constante e num fluxo cont´ınuo para
garantir resultados precisos. Aquando da aplica¸c˜ao duma nova camada, a anterior j´a ter´a
solidificado. O processo repete-se at´e a pe¸ca estar conclu´ıda. Processo associado: Fused
Deposition Modeling (FDM).
Figura 2.6: Fused Deposition Modeling [8]
Sheet Lamination : o material, sob a forma de folha, ´e colocado na superf´ıcie de
fabrico, ´e ligado `a camada anterior e cortado (por laser ou com uma faca, dependendo
do material a trabalhar). Este procedimento pode acontecer na ordem inversa, cortando
o material antes de ser ligado. Processos associados: Ultrasonic Additive
Manufactu-ring (UAM) and Laminated Object ManufactuManufactu-ring (LOM). No UAM, folhas de metal
(figura 2.7)s˜ao unidas atrav´es de soldadura ultra-s´onica, necessitando, posteriormente, de
serem maquinadas para retirar material n˜ao unido. No LOM utiliza-se papel como
ma-terial a ser unido, num m´etodo idˆentico ao anterior mas, ao inv´es de soldadura, utiliza-se
adesivo, sendo por isso desaconselhado para pe¸cas estruturais.
Directed Energy Deposition : normalmente utilizado para adicionar material ou
reparar pe¸cas j´a existentes (figura 2.8). Uma m´aquina deste tipo consiste num extrusor
montado num bra¸co que deposita material (em fio ou p´o), posteriormente fundido por um
laser ou um feixe de eletr˜oes, numa superf´ıcie espec´ıfica, onde ir´a solidificar. O princ´ıpio
deste processo ´e semelhante ao de Material Extrusion, contudo, ao contr´ario do ´ultimo,
este n˜ao est´a fixo num eixo espec´ıfico e o bra¸co (de 4 ou 5 eixos) pode ser movido em
m´ultiplas dire¸c˜oes. Embora tamb´em possa ser utilizado com pol´ımeros e cerˆamicos, ´e
normalmente utilizado com metais - p´os met´alicos ou fios de metal.
Figura 2.8: Directed Energy Deposition [9]
Na tabela 2.1 est˜ao representados os materiais mais comuns a ser utilizados em cada
uma das categorias referidas.
Tabela 2.1: Materiais tipicamente utilizados em cada uma das categorias de AM [2, 7]
Processo Material
VAT Photopolymerization Resina polim´erica cur´avel com UV
Powder Bed Fusion SHS: Nylon
DMLS, SLS, SLM: A¸co inoxid´avel, Titˆanio, Alum´ınio,
Cobalto-Cr´omio, A¸co
EBM: Titˆanio, Cobalto-Cr´omio, A¸co inoxid´avel,
Alum´ınio e Cobre
Material Jetting Pol´ımeros: Polypropylene, HDPE, PS, PMMA, PC,
ABS, HIPS, EDP
Binder Jetting Metais: A¸co inoxid´avel
Pol´ımeros: ABS, PA, PC
Cerˆamicos: Vidro
Material Extrusion ABS, Nylon, PC, AB
Sheet Lamination Material que seja capaz de ser enrolado: papel, pl´astico
e algumas folhas de metal
2.1.2 Tipos de m´aquina
Utilizando estes processos, existem dois grupos de m´aquinas dispon´ıveis no mercado:
industriais e desktop. Sendo as industriais, como o nome indica, mais utilizadas pela
ind´ustria e as desktop utilizadas em casa, ou por pequenos grupos de trabalho. As listas
que se seguem enunciam algumas das propriedades de cada um deste tipo de m´aquina,
segundo [10].
Desktop Tentam replicar as m´aquinas profissionais, a uma menor escala e custo.
• Pre¸co: embora ainda existam algumas a ultrapassar os 2000e, h´a uma vasta
gama a pre¸cos inferiores a 200e, tornando-as mais acess´ıveis ao uso dom´estico;
• Tamanho: reduzido, relativamente `as industriais. Na tabela 2.3 ´e poss´ıvel
com-parar os diferentes volumes de impress˜ao. O peso destas m´aquinas ´e tamb´em
reduzido, rondando os 10 kg;
• Tecnologia: usualmente FDM embora tamb´em existam em SLA e SLS;
• Materiais: utilizam termopl´asticos como o ABS e o PLA
• Software: acess´ıvel, visto que tamb´em ser˜ao utilizadas pelo consumidor dom´estico
• Aplica¸c˜oes: na sua maioria n˜ao podem ser usadas eficientemente num
ambi-ente industrial. S˜ao ent˜ao focadas no p´ublico dom´estico, para fabricar pe¸cas
personalizadas, brinquedos, entre outros.
Industriais Utilizadas num ambiente profissional, s˜ao utilizadas em prototipagem r´apida,
modela¸c˜ao de um conceito ou at´e mesmo para o fabrico do produto final.
• Pre¸co: com elevados standards de qualidade, tˆem de ser capazes de produzir
grandes objetos eficientemente, colocando o pre¸co destas m´aquinas, geralmente,
acima dos 100,000 e;
• Tamanho: varia significativamente, podendo o peso da m´aquina estar entre os
30 e os 5000 kg (como ´e o caso da 3D Systems Phenix PXL);
• Tecnologia: existe uma maior variedade, podendo haver em SLA, SLS, DMLS, entre outros.
• Materiais: tamb´em neste aspeto superam as desktop, podendo fabricar numa
vasta gama de materiais, permitindo ao utilizador escolher o mais indicado para
o efeito pretendido. Entre eles est˜ao termopl´asticos, fotopol´ımeros, resinas e
metais;
• Software: maior incidˆencia na flexibilidade e funcionalidade do que na facilidade
de utiliza¸c˜ao;
• Aplica¸c˜oes: modela¸c˜ao de conceitos, prototipagem r´apida e fabrico de moldes.
Para al´em desta divis˜ao categ´orica, em [11] algumas m´aquinas com a tecnologia FDM
s˜ao agrupadas consoante a sua estrutura.
Cartesiana Este ´e o design encontrado na grande maioria das m´aquinas referidas.
S˜ao assim chamadas por usarem o sistema cartesiano como m´etodo de determinar onde e
como se deslocarem tridimensionalmente. Usualmente, tˆem uma mesa de impress˜ao que se
desloca no eixo dos ZZ, movendo-se o extrusor nos eixos X e Y. O eixo dos ZZ m´ovel pode
Figura 2.9: BQ Prusa i3 Hephestos [12]
Delta Sendo relativamente diferente da anterior, o seu nome adv´em do facto de o
extrusor estar suspenso por trˆes bra¸cos numa configura¸c˜ao triangular, observ´avel na
fi-gura 2.10. Esta confifi-gura¸c˜ao faz com que a localiza¸c˜ao do extrusor seja matematicamente
mais complexa de encontrar mas, ao mesmo tempo, permite maiores velocidades na sua
movimenta¸c˜ao e um tamanho mais compacto. Para al´em disso, este tipo de impressoras
´
e tamb´em distinguido pelo facto da mesa de impress˜ao ser, normalmente, circular e estar
im´ovel.
Figura 2.10: Tripodmaker [13]
Polar Como o nome indica, esta categoria utiliza um sistema de coordenadas polar,
ou seja, um sistema em que cada ponto est´a representado, em cada camada, por um raio
e um ˆangulo associado. Esta estrutura ´e utilizada impondo rota¸c˜ao `a mesa de impress˜ao,
enquanto o extrusor se movimenta no eixo dos ZZ. Movimentos nos anteriores eixos X e Y
podem ser feitos pela mesa ou pelo extrusor. A vantagem deste sistema ´e que, para pe¸cas
circulares simples, s˜ao apenas necess´arios dois motores associados ao sistema, levando a
uma rela¸c˜ao volume de trabalho/volume do sistema mais eficiente. A figura 2.11 representa
Figura 2.11: Polar 3D [14]
Outras Havendo uma vasta comunidade no que diz respeito `a impress˜ao 3D, existem
tipos de impressoras n˜ao convencionais que s˜ao desenvolvidas como meio de testar novos
m´etodos. Um exemplo ´e a impressora do tipo Selective Compliance Articulated Robot
Arm (SCARA), que utiliza bra¸cos rob´oticos para assegurar a movimenta¸c˜ao do extrusor
utilizado.
Embora exista uma grande variedade de sistemas de AM, como em todos os processos
de fabrico, existem vantagens e limita¸c˜oes que tornam o processo pass´ıvel de ser
aper-fei¸coado.
2.1.3 Vantagens
Alguns dos benef´ıcios associados ao fabrico aditivo podem ser evidenciados, segundo [15, 16] na lista abaixo.
• Produ¸c˜ao de baixo volume: quando n˜ao ´e necess´ario um elevado n´umero de
pe¸cas, este processo torna-se mais vantajoso
• Produtos de complexidade elevada: permite geometrias mais complexas do que
no fabrico tradicional. Torna-se poss´ıvel criar conjuntos pr´e-montados com pe¸cas
m´oveis.
• Pe¸cas ocas sem aumento de custos associados: quanto mais complexa (com
mais ocos) for a pe¸ca, mais r´apido e barato ´e a sua produ¸c˜ao por fabrico aditivo
visto que h´a uma redu¸c˜ao no material a utilizar.
• Altera¸c˜oes em projetos facilitadas: caso seja preciso alterar uma pe¸ca, basta
fazer a altera¸c˜ao no ficheiro CAD original, visto que n˜ao h´a necessidade da cria¸c˜ao
de novos moldes ou outras ferramentas a utilizar;
• Curto tempo de espera: o prot´otipo pode ser impresso logo depois de se desenhar
as pe¸cas em CAD e podem ser iniciados alguns testes preliminares
• Menor desperd´ıcio de material: apenas o material utilizado na pe¸ca ´e utilizado
2.1.4 Desvantagens
Por outro lado, segundo [15, 17], este processos tamb´em tˆem as seguintes desvantagens:
• Taxas de produ¸c˜ao baixas: nas desktop, impress˜ao com velocidades entre 40
mm/s e 100 mm/s fazem com que a impress˜ao duma pe¸ca exemplo com dimens˜oes
aproximadas de 14 x 4 x 10 cm demore entre 4 a 6 horas (variando com a velocidade
e a impressora) - um aumento da velocidade implica uma diminui¸c˜ao da qualidade
do acabamento. Contudo, as m´aquinas industriais j´a chegam a velocidades pr´oximas
dos 1000 mm/s em duas cabe¸cas de deposi¸c˜ao (caso da Massivit 1800 )
• Custos de produ¸c˜ao podem ser elevados: devido ao elevado custo das m´aquinas
e de cada pe¸ca necessitar de uma supervis˜ao elevada.
• Necessidade de p´os processamento: qualidade superficial e o rigor dimensional
reduzidos (espessura de cada camada pode variar entre os 100 e os 600 µm, embora
algumas m´aquinas possam chegar aos 25 µm)
• Processo de produ¸c˜ao descont´ınuo: s´o ´e poss´ıvel imprimir, por norma, uma
pe¸ca de cada vez
• Reduzido volume de impress˜ao: observ´avel na tabela 2.3;
• Conhecimento extensivo do material e da m´aquina: necess´arios para produzir
pe¸cas de qualidade
2.2
Fabrico Subtrativo
Como um dos processos mais utilizados para obten¸c˜ao da forma final de um componente
mecˆanico, o fabrico subtrativo, como o nome sugere, baseia-se em processos de remo¸c˜ao de
material. Existindo opera¸c˜oes que permitem o desbaste de um maci¸co inicial, h´a tamb´em
as que se focam no acabamento superficial e precis˜ao dimensional, para que a pe¸ca esteja o
mais pr´oxima poss´ıvel do desejado. Diferindo na geometria e cinem´atica, os m´etodos que
incorporam esta categoria tˆem princ´ıpios mecˆanicos idˆenticos. Este tipo de fabrico engloba
ent˜ao uma variada gama de processos, entre os quais est˜ao a fresagem, o torneamento, a
fura¸c˜ao e a brochagem [18].
A automatiza¸c˜ao dos processos at´e aqui mencionados ocorreu a par do surgimento das
m´aquinas de Computerized Numerical Control (CNC). Inicialmente, a tecnologia
CNC foi aplicada apenas a mecanismos mais simples como tornos ou fresadoras. Contudo,
juntamente com a sua evolu¸c˜ao, foi permitido o desenvolvimento de m´aquinas capazes de
realizar uma s´erie de opera¸c˜oes, tendo em vista lidar com um conjunto de componentes
num setup ´unico, aumentando a flexibilidade destes processos [19].
Tamb´em esta tecnologia tem pontos fortes e fracos quando comparada com o j´a
men-cionado fabrico aditivo. Conseguindo o ´ultimo, tendo as suas desvantagens, colmatar
algumas do primeiro como referido em 2.1.3, sendo facilitada a produ¸c˜ao de pe¸cas mais
complexas com ocos, por exemplo, bem como o desperd´ıcio de material reduzido.
Por outro lado, o fabrico subtrativo tem uma vasta gama de materiais que podem ser
Figura 2.12: Rugosidade relativa da superf´ıcie de acabamento em diferentes processos de fabrico [20]
por este processo ´e bastante superior. Na figura 2.12 podem ser observados os valores
de rugosidade (Ra) em diversos processos subtrativos, estando os relativos `a fresagem
(milling) entre 6,3 e 0,8 µm [20].
2.3
Fabrico H´ıbrido
Das sec¸c˜oes 2.1 e 2.2 ´e poss´ıvel aferir algumas desvantagens que fazem com que os processos
isolados n˜ao sejam ideais. Embora nem todas essas falhas possam ser colmatadas, existem
melhoramentos que podem ser feitos para tornar o produto final mais pr´oximo do desej´avel.
´
E, assim, introduzido nesta sec¸c˜ao o conceito de fabrico h´ıbrido (Hybrid Manufacturing
(HM)) que, como a designa¸c˜ao sugere, compreende mais do que um processo, o que faz
com que existam diversos tipos de HM.
Alguns tipos de HM, embora utilizem diferentes processos, s˜ao denominados de
sub-h´ıbridos, visto que est˜ao dentro da mesma categoria (aditivo/subtrativo/conforma¸c˜ao)
-vis´ıvel na tabela 2.2 [3].
Contudo, o m´etodo que ir´a ser analisado ser´a h´ıbrido na medida em que conjuga
dois tipos de processos diferentes - aditivo e subtrativo. Um modo de combinar estas
fun¸c˜oes, seria utilizar um processo aditivo para construir uma pe¸ca pr´oxima `a final, sendo
de seguida maquinada at´e `a forma desejada com a precis˜ao de um processo subtrativo.
Tabela 2.2: Exemplo de alguns processos ’sub-h´ıbridos’ [3]
Tipo de h´ıbrido Processos Descri¸c˜ao
Subtrativo Maquinagem mecˆanica e
corte por laser
O corte por laser permite menor desgaste da
ferramenta na maquinagem, levando a um aumento da
precis˜ao do processo.
Maquinagem mecˆanica e
maquinagem por descarga el´etrica
Usado para maquinar pormenores em materiais
duros e fr´ageis.
Combinaram-se os dois processos, montando-se um
el´etrodo de grafite na ´arvore
do centro de maquinagem de elevada velocidade para maquinar ligas de n´ıquel.
Conforma¸c˜ao pl´astica Tratamento t´ermico por laser
e conforma¸c˜ao de chapa
A energia proveniente do tratamento com laser
modifica a micro estrutura e
as propriedades mecˆanicas da
pe¸ca a trabalhar, facilitando
o processo de conforma¸c˜ao.
Aditivo Deposi¸c˜ao de materiais
misturados
Utiliza-se uma mistura de ligas para fazer com que o material depositado tenha
carater´ısticas interm´edias `as
que lhe deram origem
Deposi¸c˜ao de m´ultiplos
materiais
Utiliza-se mais do que uma
cabe¸ca de extrus˜ao para que
haja duas fontes de deposi¸c˜ao
de material.
cladding e maquinagem mecˆanica; soldadura por arco el´etrico e maquinagem mecˆanica;
molda¸c˜ao por inje¸c˜ao e fresagem [3].
Como ser´a analisado na segunda parte desta disserta¸c˜ao, o sistema a ser estudado
ser´a um que combine um processo aditivo dos mencionados na sec¸c˜ao 2.1.1 com uma
m´aquina CNC capaz de efetuar subtra¸c˜ao de material. Desse modo, ser´a poss´ıvel conjugar
a flexibilidade de um sistema aditivo com o acabamento superficial de um sistema subtrativo, sendo esta a maior vantagem proveniente do uso deste tipo de processo.
2.4
Estado da Arte
Nesta sec¸c˜ao ser˜ao abordadas algumas tecnologias, existentes no mercado, de interesse
relevante para o estudo a ser realizado. Mais uma vez, visto se tratar dum processo que
engloba dois m´etodos diferentes, ser´a ben´efico fazer tamb´em uma contextualiza¸c˜ao do
mercado para esses processos individualmente - fabrico aditivo e maquinagem.
2.4.1 Fabrico Aditivo
Na tabela 2.3 s˜ao evidenciados aspetos gerais de algumas m´aquinas das diferentes
tecno-logias de fabrico aditivo. Sendo poss´ıvel observar a diferen¸ca no pre¸co e no volume de
impress˜ao, entre as varia¸c˜oes desktop e industrial. S˜ao tamb´em ilustrados alguns desses
sistemas na figura 2.13.
Tabela 2.3: Compara¸c˜ao das diferentes tecnologias de AM [21, 22, 23, 24, 25, 26, 27]
Modelo Tecnologia Tipo Pre¸co Volume de impress˜ao
Sintratec SLS Desktop 5.000 e 130 x 130 x 130 mm
EOS P 396 SLS Industrial 267.000e 340 x 340 x 600 mm
Form 2 SLA Desktop 4.000 e 145 x 145 x 175 mm
Riverbase 500 SLA Industrial 86.000 e 500 x 400 x 300 mm
Ultimaker 2 FDM Desktop 1.700 e 223 x 223 x 205 mm
Fortus 900 mc FDM Industrial 670.000e 914 x 610 x 914 mm
(a) Sintratec [21] (b) Form 2 [23] (c) Fortus 900mc [26]
Figura 2.13: Exemplos de m´aquinas referidas na tabela 2.3
2.4.2 Fabrico Subtrativo
Nesta ´area existe j´a uma extensa gama de equipamentos dispon´ıveis no mercado, dando-se
Como exemplo, contrariamente ao que ser´a de notar no HM, ´e poss´ıvel enumerar uma
s´erie de equipamentos focados em trabalho de maquinagem dentro de uma mesma marca
(DMG [28]), tais como:
• DMG MORI DMU 50: centro de maquinagem universal de 5 eixos • DMG MORI HSC 55: centro de maquinagem de elevada velocidade • DMG MORI NTX 2000: centro de torneamento de 5 eixos
2.4.3 Fabrico H´ıbrido
O foco deste estudo contudo, ser´a num sistema h´ıbrido de fabrico aditivo-subtrativo. Sendo
assim, de seguida ser˜ao referidas algumas solu¸c˜oes existentes no mercado, alguns artigos
com desenvolvimentos na ´area, bem como uma patente associada ao tema.
No mercado
Embora ainda numa fase inicial, estes sistemas prop˜oem-se a executar ambas as fun¸c˜oes
-adi¸c˜ao e remo¸c˜ao de material.
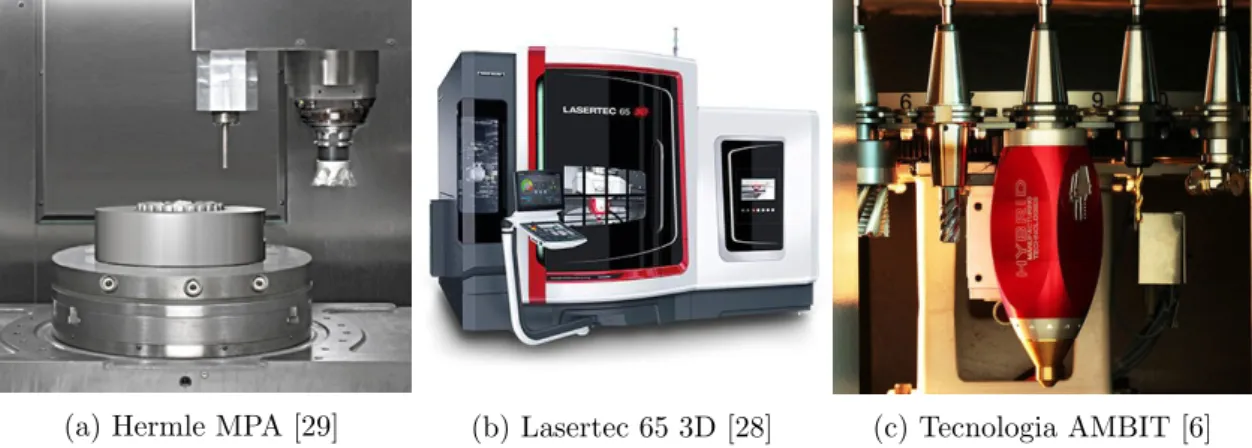
• HERMLE - Tecnologia Metal Powder Application (MPA): processo de spray t´ermico
onde part´ıculas de metal (em p´o) s˜ao aceleradas atrav´es dum g´as, atingindo elevadas
velocidades, sendo ent˜ao depositadas no substrato por um extrusor a uma velocidade
que pode exceder os 200 cm3/h. A unidade de deposi¸c˜ao MPA ´e ent˜ao combinada
com um centro de maquinagem Hermle de 5-eixos, criando um sistema h´ıbrido [29]; • DMG MORI - Lasertec 65 3D: centro de maquinagem que permite a troca de
ferra-mentas, alternando entre fabrico aditivo (tecnologia DED) e subtrativo [28];
• Hybrid Manufacturing Technologies - tecnologia AMBIT: s´erie de cabe¸cas de
de-posi¸c˜ao e sistemas de ancoragem que permite que, virtualmente, qualquer m´aquina
CNC se torne num sistema h´ıbrido com fabrico aditivo (Directed Energy Deposition (DED)) e subtrativo, alternando entre estes dois sistemas [6].
(a) Hermle MPA [29] (b) Lasertec 65 3D [28] (c) Tecnologia AMBIT [6]
Artigos e Patentes
Para al´em dos produtos `a venda no mercado, ou pr´oximos de estarem, h´a tamb´em estudos
e solu¸c˜oes que est˜ao em fase de desenvolvimento, podendo ser encontrados em diferentes
publica¸c˜oes e artigos.
• Automatic Process Planning and Toolpath Generation of a Multiaxis Hybrid Manu-facturing System: descreve o desenvolvimento de um algoritmo de corte adaptativo (adaptive slicing)para um processo de manufatura auxiliado por laser (LAMP ) de 5 eixos. Algoritmo esse que consegue gerar camadas de material de espessura uniforme
e n˜ao-uniforme, utilizando os processos de fabrico aditivo e subtrativo [30];
• Low cost integration of additive and subtractive processes for hybrid layered
manufac-turing: integra¸c˜ao de um sistema de soldadura num centro de maquinagem existente,
criando um sistema de HM. Uma forma pr´oxima da final ´e obtida por deposi¸c˜ao de
cord˜ao de soldadura, sendo posteriormente maquinada at´e `a forma desejada [31];
Existem tamb´em patentes relativas a esta ´area de estudo, como em ’Automated rapid
prototyping combining additive and subtractive processes’, onde os autores reivindicam um
processo de manufatura automatizado. Durante esse processo, h´a a rece¸c˜ao da descri¸c˜ao
do objeto a fabricar, a identifica¸c˜ao das regi˜oes onde dever˜ao ocorrer processos de fabrico
aditivo e/ou subtrativo, a cria¸c˜ao dos diferentes caminhos que a ferramenta ir´a percorrer
(toolpaths) nos diferentes processos e o fabrico do objeto de acordo com os mesmos [32].
Figura 2.15: Vis˜ao geral do algoritmo presente em ’Automated rapid prototyping combining additive and subtractive processes’ (adaptado) [32]
Parte II
Cap´ıtulo 3
Estrutura do sistema
Uma das altera¸c˜oes mais significativas aquando da passagem de um sistema aditivo para
um subtrativo (ou vice-versa) ´e a configura¸c˜ao do hardware da m´aquina. Existem
dife-ren¸cas importantes que devem ser tidas em conta ao analisar um sistema h´ıbrido
cons-titu´ıdo pelos dois processos referidos previamente, n˜ao s´o nos componentes
individual-mente, como tamb´em na estrutura em geral. Nesta sec¸c˜ao ser˜ao analisadas algumas dessas
diferen¸cas, bem como poss´ıveis estruturas a contemplar na eventual constru¸c˜ao do referido
sistema.
3.1
Processos aditivos a utilizar
Como referido na sec¸c˜ao 2.1.1, existem diferentes processos de fabrico aditivo. Estando
cada processo associado a uma m´aquina diferente, ´e conveniente deliberar quais os m´etodos
que s˜ao compat´ıveis ou que facilitam a implementa¸c˜ao de um m´etodo h´ıbrido.
Observando os dois primeiros m´etodos listados - VAT Photopolymerization e Powder
Bed Fusion - torna-se claro o inconveniente destes pelo facto da pe¸ca a ser produzida estar
submersa em resina ou p´o, respetivamente, o que dificulta a passagem de uma opera¸c˜ao
aditiva para subtrativa (ou vice-versa). H´a tamb´em um inconveniente ao utilizar Binder
Jetting, dado que existem p´os remanescentes na superf´ıcie da pe¸ca que n˜ao sofreram a
a¸c˜ao do ligante, fazendo com que o m´etodo referido n˜ao seja o ideal.
Por outro lado, para facilitar a interliga¸c˜ao dos dois processos - aditivo e subtrativo
- era conveniente que a estrutura do primeiro fosse facilmente adaptada a um sistema
do segundo, ou vice-versa. Esta interliga¸c˜ao pode ser verificada entre os sistemas de
FDM e os sistemas CNC e, sendo a tecnologia DED a mais pr´oxima `a primeira (havendo
mudan¸cas na extrus˜ao do material), escolheram-se os m´etodos de Material Extrusion e
Directed Energy Deposition como sendo os mais indicados para este estudo. Ao contr´ario
dos anteriores, apenas o material necess´ario `a produ¸c˜ao da pe¸ca est´a envolvido nestes
processos, n˜ao existindo p´os ou l´ıquidos inutilizados que poder˜ao interferir com o processo
de maquinagem.
De notar que, como mencionado na sec¸c˜ao 2.4.3, o segundo m´etodo (DED) j´a tem
vindo a ser desenvolvido no ˆambito dos sistemas h´ıbridos por empresas como a DMG, a
3.2
Tipo de estrutura
Para analisar a estrutura do sistema h´ıbrido, ser´a ben´efico analisar previamente a estrutura
de cada uma das suas partes - m´aquina CNC subtrativa e m´aquina de AM.
3.2.1 Estrutura CNC
Na figura 3.1 ´e mostrado, segundo [18], um diagrama de um centro de maquinagem CNC
t´ıpico de trˆes eixos. Este pode ser dividido em trˆes unidades:
• Mecˆanica: engloba a(s) mesa(s) de trabalho, colunas, a estrutura de suporte da
´
arvore e a estrutura associada aos acionamentos;
• Eletr´onica de potˆencia: cont´em o motor da ´arvore, os motores de acionamento e os
respetivos drivers, a fonte de alimenta¸c˜ao de alta tens˜ao e os interruptores de fim de
curso;
• CNC: consiste numa unidade de computador e sensores de posi¸c˜ao e velocidade para
cada mecanismo de acionamento.
Figura 3.1: Diagrama funcional de um centro de maquinagem de trˆes eixos [18]
M´etodos de acionamento
Os sistemas de acionamento tˆem como fun¸c˜ao a movimenta¸c˜ao da mesa ou, em alguns
casos, a ´arvore. O conjunto composto pelo servomotor e pelo sistema de transmiss˜ao
mecˆanica tem que ser fi´aveis e eficientes, dado que ´e a partir deste movimento que ir´a ser
definido o grau de precis˜ao do sistema final. Embora de in´ıcio se utilizassem servomotores
DC, que permitiam bin´arios e eficiˆencia elevados, com o desenvolvimento dos servomotores
AC, os ´ultimos tornaram-se mais utilizados ao fornecer um bin´ario constante ao longo do
sua gama de velocidades, necessitarem de menor manuten¸c˜ao e terem maior rigidez quando
Transmiss˜ao mecˆanica ´
E necess´ario que hajam elementos de transmiss˜ao mecˆanica como meio de transformar o
movimento de rota¸c˜ao dos servomotores em movimento linear. Entre alguns dos requisitos
destes sistemas est˜ao a elevada rigidez, a baixa fric¸c˜ao e a ausˆencia de backlash [19]. De
seguida s˜ao descritos algumas da op¸c˜oes utilizadas para este fim.
Fuso/Porca Sistema eficiente em m´edios percursos. Os mais indicados para a utiliza¸c˜ao
em m´aquinas CNC s˜ao os fusos de esferas e de rolos, permitindo baixo desgaste,
precis˜ao, fric¸c˜ao reduzida e elevada eficiˆencia [19];
Pinh˜ao/Cremalheira Para cursos maiores, os fusos tˆem de estar apoiados em pontos
interm´edios para minimizar a deflex˜ao devido ao seu pr´oprio peso e tˆem de ser
au-mentados os diˆametros para evitar a deflex˜ao torcional. Para al´em disso, os fusos
tˆem velocidades cr´ıticas inferiores ao conjunto pinh˜ao/cremalheira. Por esses
moti-vos, este ´ultimo ´e por vezes utilizado em aplica¸c˜oes que exijam um maior curso ou
velocidade. Neste caso, a rigidez do guiamento ´e independente do tamanho do curso.
Para al´em das referidas, este conjunto tem ainda a vantagem de ser mais barato [19];
Motores lineares Nestes sistemas ´e utilizado um motor que produz uma for¸ca linear ao
inv´es de bin´ario. Sendo a mais recente das trˆes alternativas, ´e vantajoso quando
s˜ao necess´arios elevados n´ıveis de velocidade e acelera¸c˜ao, independentemente do
tamanho do curso. Torna-se ent˜ao ´util aquando da produ¸c˜ao de sistemas de grande
envergadura [33].
Funcionamento
No par´agrafo seguinte ´e descrito o processo de funcionamento de uma m´aquina CNC, desde
a inser¸c˜ao do c´odigo G, a ser estudado na sec¸c˜ao 4.2.3, at´e `a movimenta¸c˜ao da ferramenta
que ir´a maquinar a pe¸ca.
Para dar in´ıcio ao fabrico, o operador coloca o programa de controlo num´erico (c´odigo
G) no computador pertencente `a unidade CNC. O controlador processa o ficheiro e faz
as interpola¸c˜oes necess´arias de modo a gerar posi¸c˜oes num´ericas discretas para cada um
dos drivers dos motores de posicionamento, juntamente com os de velocidade enviados ao
driver encarregado de controlar a ´arvore. Os comandos num´ericos s˜ao ent˜ao convertidos
em sinais de tens˜ao (±5V ou ±10V) pela unidade CNC e enviados aos servoamplificadores.
Estes ir˜ao processar e amplificar o sinal para a tens˜ao exigida pelos motores. `A medida que
estes se movem, sensores medem a sua posi¸c˜ao e velocidade. Utilizando essas medi¸c˜oes, a
unidade CNC executa, periodicamente, leis de controlo digital, com o objetivo de manter
a velocidade de avan¸co, bem como o caminho da ferramenta, dentro dos limites exigidos
[18].
Na realidade, ´e poss´ıvel aferir que a descri¸c˜ao do par´agrafo anterior serve de referˆencia
para os sistemas recentemente implementados mas, pela observa¸c˜ao de cat´alogos de
for-necedores como a Siemens (anexo B), a Beckhoff (anexo C) e a Fanuc (anexo D), h´a
pre-dominˆancia na utiliza¸c˜ao de redes digitais (sistemas field bus) que permitem uma maior
facilidade na integra¸c˜ao de novos componentes, fazendo com que este tipo de sistemas
seja mais facilmente atualizado [34]. Para al´em disso, as malhas de controlo de posi¸c˜ao e
de velocidade tendem a ser fechadas pelos drivers, ficando o CNC apenas encarregado da
3.2.2 Estrutura de AM
Tamb´em o sistema de fabrico aditivo se move segundo as instru¸c˜oes do c´odigo fornecido.
Contudo, ao contr´ario do subtrativo, o resultado ´e a movimenta¸c˜ao do extrusor no lugar
da ferramenta de subtra¸c˜ao. Isto faz com que estes processos sejam muito similares e,
consequentemente, que a sua integra¸c˜ao seja facilitada.
Na sec¸c˜ao 2.1.2, as m´aquinas do tipo FDM foram divididas em categorias consoante
a sua estrutura. Ap´os ter sido feita uma an´alise `a estrutura duma m´aquina CNC na
sec¸c˜ao 3.2.1, ´e percet´ıvel que para um maior n´ıvel de integra¸c˜ao entre os dois sistemas a
tecnologia de AM seja tamb´em do tipo cartesiana.
Quando comparada com uma m´aquina CNC, a estrutura de um sistema de FDM
ou DED n˜ao sofre varia¸c˜oes acentuadas. Os motores que deslocam a ´arvore e
ferra-menta/extrusor e a mesa s˜ao idˆenticos, bem como o pode ser a estrutura onde os diferentes
sistemas estar˜ao montados. A maior altera¸c˜ao ´e feita no que diz respeito ao extrusor e `a
ferramenta de maquinagem propriamente ditos. De seguida ser´a feita uma breve descri¸c˜ao
dos extrusores dos diferentes processos.
Em FDM, a cabe¸ca de deposi¸c˜ao tem como fun¸c˜ao o aquecimento e direcionamento
do material fornecido sob a forma de um perfil cont´ınuo, tendo em vista a correta
de-posi¸c˜ao na superf´ıcie de trabalho [35]. Para isso, o filamento ´e pressionado entre rolos at´e
ao liquidificador, onde funde e ´e extrudido. Normalmente, utiliza-se um motor
passo-a-passo nestes sistemas, podendo ser substitu´ıdo por um servomotor para maior precis˜ao e
continuidade do fluxo. Na figura 3.2 est´a esquematizado um extrusor deste tipo.
Figura 3.2: Estrutura duma cabe¸ca de deposi¸c˜ao de FDM [35]
No que diz respeito ao processo de DED, a cabe¸ca de deposi¸c˜ao ´e, tipicamente,
com-posta por uma unidade de laser, um extrusor de p´os, tubagens de g´as inerte (que
permi-tir˜ao o correto posicionamento dos p´os) e sensores. Na figura 3.3 est˜ao representadas duas
poss´ıveis configura¸c˜oes deste sistema. A da esquerda (alimenta¸c˜ao coaxial) permite uma
melhor captura dos p´os e tem prote¸c˜ao contra a oxida¸c˜ao, no caso de estar a depositar
na presen¸ca de ar. A da direita (alimenta¸c˜ao singular) tem a vantagem de ser simples,
tornando-se mais barata, e permite a deposi¸c˜ao de material em zonas mais apertadas [2].
De seguida ser˜ao estudados aspetos relevantes num sistema h´ıbrido, como o n´umero
Figura 3.3: Configura¸c˜oes do extrusor em DED [2]
3.2.3 N´umero de eixos
Quando se trata de fabrico subtrativo, a utiliza¸c˜ao de uma estrutura com cinco eixos
permite ao utilizador maquinar formas com maior complexidade, num um ´unico set-up,
aumentando a produtividade do trabalho e evitando erros na mudan¸ca de set-up. Isto
inclui a maquinagem de furos centrados em diferentes eixos e a facilidade em maquinar ˆ
angulos sem necessidade de uma ferramenta espec´ıfica, utilizado uma fresa com a pe¸ca
inclinada [36].
Para al´em disso, ao permitir rodar a ferramenta e aproxima-la da pe¸ca, ´e poss´ıvel o
uso de ferramentas mais curtas e, consequentemente, maiores velocidades de corte sem carregar em demasia a ferramenta. Um outro aspeto resultante do encurtamento referido ´
e a redu¸c˜ao das vibra¸c˜oes, donde ir´a resultar um melhor acabamento superficial [36].
Sendo, pelos motivos dos par´agrafos anteriores, ben´efico e aconselh´avel o uso de cinco
eixos para parte subtrativa num sistema h´ıbrido, deve-se agora verificar a sua utilidade na parte aditiva.
Os sistemas de fabrico aditivo, para componentes com alguma inclina¸c˜ao (normalmente
superior a 45o), necessitam de suportes. Ao introduzir uma mesa rotativa numa impressora
desktop comum, de trˆes eixos, em [37], foi poss´ıvel fabricar uma pe¸ca com uma estrutura
pendente com inclina¸c˜ao de 90o. Juntamente com a elimina¸c˜ao dos suportes ´e reduzido o
tempo de impress˜ao e a quantidade de material gasto.
Sendo assim, tendo o sistema h´ıbrido como objetivo fabricar esse tipo de componentes,
ser´a tamb´em ´util a inser¸c˜ao de dois eixos adicionais na parte aditiva da m´aquina.
Tipos de sistemas de cinco eixos
Havendo chegado `a conclus˜ao que um sistema de cinco eixos seria vantajoso para ambas
as partes integrantes duma m´aquina h´ıbrida, ser´a interessante estudar as configura¸c˜oes
a) Eixo de rota¸c˜ao na mesa e eixo extra na ´arvore
Mesa com rota¸c˜ao at´e 360o em torno do eixo Y. Na ´arvore h´a tamb´em rota¸c˜ao
A, segundo o eixo X desde 30o acima do plano horizontal at´e 30o abaixo. Esta
configura¸c˜ao permite lidar com pe¸cas de maior envergadura, dado que existem menos
eixos de rota¸c˜ao na mesa (ao contr´ario da ferramenta). Assim, havendo rota¸c˜ao em
torno de Y, este eixo est´a limitado, mas como ´e o ´unico, pode acomodar pe¸cas mais
altas (eixos de rota¸c˜ao evidenciados na figura 3.4).
O problema desta configura¸c˜ao est´a em acrescentar um eixo de rota¸c˜ao `a ´arvore que
ir´a tornar mais complexa a localiza¸c˜ao da ponta de corte - ser´a fun¸c˜ao do
tama-nho e diˆametro da ferramenta, bem como do ˆangulo em rela¸c˜ao ao eixo que roda.
Caso o controlador utilizado n˜ao fa¸ca a matem´atica associada automaticamente, ´e
necess´ario medir a ferramenta antes de programar o software de Computer Aided
Manufacturing (CAM). Desse modo, um desgaste significativo na ferramenta levaria
a uma revis˜ao do programa de CAM. No caso dos c´alculos serem feitos, ´e de notar
que esta configura¸c˜ao requer um maior esfor¸co de processamento do que quando a
ferramenta apenas trabalha em X, Y e Z.
Pe¸ca ideal: pe¸cas altas e pe¸cas cil´ındricas com furos ao redor da sua periferia.
b) Dois eixos de rota¸c˜ao na mesa
Para al´em da rota¸c˜ao da configura¸c˜ao anterior, a mesa ´e inclinada segundo A, em
torno do eixo X num sistema com rota¸c˜ao de at´e 180o. Esta configura¸c˜ao, ao colocar
os dois eixos na mesa, limita o tamanho das pe¸cas a ser maquinadas. Isto porque,
ao contr´ario da configura¸c˜ao anterior, a pe¸ca tamb´em ser´a inclinada segundo o eixo
X, `a semelhan¸ca da figura 3.5.
N˜ao tendo nenhum eixo extra na ´arvore, este tipo de m´aquinas permite a utiliza¸c˜ao
de ferramentas mais longas, dado que para as afastar da pe¸ca ´e apenas necess´ario
movˆe-las em Z. Para al´em disso, ao n˜ao colocar nenhum eixo extra na ´arvore, ´e
requerido menos esfor¸co computacional de cada vez que h´a rota¸c˜ao da pe¸ca, dado
que a localiza¸c˜ao da ferramenta n˜ao inclui varia¸c˜oes trigonom´etricas. Sendo assim, o
offset da ferramenta pode ser feito com um ajuste nos eixos X, Y e Z. Este esfor¸co ´e
menor tanto para o CNC como para o software de CAM. Outro aspeto que beneficia
com esta configura¸c˜ao s˜ao cortes mais ’pesados’. Como os rolamentos utilizados
na mesas s˜ao, geralmente, muito maiores do que os utilizados quando h´a um eixo
extra na ´arvore, a m´aquina aguentar´a for¸cas mais elevadas estando a ferramenta sem
liberdade de inclina¸c˜ao.
Pe¸ca ideal: anel de furos, pe¸cas cil´ındricas com necessidade de maquinar em torno
do diˆametro exterior.
c) Dois eixos extra na ´arvore
Para esta configura¸c˜ao, s˜ao colocados dois eixos extra na ´arvore, um permitindo a
rota¸c˜ao segundo Z e outro segundo X ou Y. Isto faz com que o sistema tenha uma
capacidade de for¸ca de corte reduzida quando comparada com os outros. Contudo,
ao utilizar este m´etodo h´a um aumento da flexibilidade da m´aquina.
Pe¸ca ideal: sendo mais flex´ıvel permite diferentes variedades de pe¸cas, conseguindo
trabalhar com maior facilidade, relativamente `as anteriores configura¸c˜oes, em
inte-riores de cilindros.
Pode ent˜ao ser feita uma an´alise `as configura¸c˜oes referidas de modo a serem retiradas
algumas conclus˜oes no que diz respeito a um sistema aditivo do tipo FDM, analogamente
Figura 3.4: Eixos cartesianos e de rota¸c˜ao Figura 3.5: Exemplo de mesa com dois eixosde rota¸c˜ao
1. A adi¸c˜ao de dois eixos extra ao sistema faz com que sejam adicionados dois
moto-res. Observando uma estrutura cartesiana, ´e poss´ıvel aferir que a instala¸c˜ao desses
mesmos motores na mesa ser´a facilitada, quando comparada com a adi¸c˜ao de eixos
na ´arvore;
2. Um sistema com eixos extra na ´arvore, ter´a de ser mais compacto por ter dois novos
motores e, por consequente, mais dif´ıcil de montar;
3. A impress˜ao com cabe¸ca inclinada poder´a deslocar o material a depositar, antes
deste atingir a superf´ıcie;
Pela enumera¸c˜ao feita, ´e poss´ıvel concluir que a melhor configura¸c˜ao de cinco eixos para
um sistema h´ıbrido ser´a a que introduz dois eixos extra na mesa de trabalho. Embora esta
configura¸c˜ao seja uma alternativa no que diz respeito ao fabrico subtrativo, ´e quando se
analisa o fabrico aditivo que se torna necess´aria a sua escolha. Desta maneira, o sistema
´
e composto por um menor n´umero de eixos do que quando se utilizam os dois processos
em separado tendo, cada um, apenas trˆes eixos, perfazendo um total oito eixos (trˆes no
subtrativo, trˆes no aditivo e dois na mesa) ao inv´es de dez (cinco em cada sistema).
Tamb´em ´e plaus´ıvel a utiliza¸c˜ao desta configura¸c˜ao se o elemento aditivo for do tipo
DED. Neste caso, n˜ao h´a problema em ter outro tipo de configura¸c˜ao de cinco eixos, dado
que a energia cin´etica das part´ıculas de p´o a serem expelidas pelo extrusor tem um efeito
maior do que a gravidade atuante nas part´ıculas durante o percurso no ar. Desse modo,
a deposi¸c˜ao n˜ao-vertical ´e igualmente eficiente [2]. Na realidade, ´e usual os sistemas com
este tipo de tecnologia utilizarem um bra¸co com cinco eixos para a tarefa de deposi¸c˜ao,
podendo estar a pe¸ca numa mesa est´atica [7].
3.2.4 Estrutura H´ıbrida
Ao analisar as sec¸c˜oes anteriores ´e poss´ıvel ter uma perspetiva sobre uma poss´ıvel
con-figura¸c˜ao que maximize a utilidade de um sistema h´ıbrido. Tendo um sistema de cinco
eixos, quer na parte subtrativa quer na parte aditiva ´e ben´efica a utiliza¸c˜ao de dois eixos
Como exemplos de sistemas dentro dessa configura¸c˜ao podem ser enumerados
(ex-cluindo os eixos de rota¸c˜ao e inclina¸c˜ao da mesa):
1. Sistema com trˆes eixos ´unicos: Ambas as cabe¸cas de maquinagem e AM
-s˜ao movimentadas em conjunto, impedindo a troca de ferramenta enquanto um dos
processos estiver em curso. ´E um sistema mais simples, mas com menor mobilidade.
Sistema de cinco eixos.
2. Sistema com trˆes eixos aditivos e trˆes subtrativos: Neste caso, seria necess´ario
aumentar o n´umero de eixos para nove, dando mobilidade `a mesa para se movimentar
entre os sistemas. Deste modo, cada sistema teria o seu espa¸co de trabalho, o que
permitiria que fossem trocadas as ferramentas ao que n˜ao estivesse a ser utilizado,
enquanto o outro trabalharia na pe¸ca. Isto ´e, a mesa deslocar-se-ia para a direita,
por exemplo, quando houvesse necessidade de maquinar a pe¸ca e para a esquerda
quando o processo aditivo estivesse em curso. Sistema de nove eixos.
3. Sistema com trˆes eixos ´unicos com altera¸c˜ao de ferramenta: Neste sistema,
os diferentes processos (aditivo e subtrativo) eram tratados como diferentes
ferra-mentas, `a semelhan¸ca da tecnologia AMBIT mencionada na sec¸c˜ao 2.4.3. Ao querer
passar de um processo subtrativo para um aditivo, uma cabe¸ca de deposi¸c˜ao seria
adicionada como ferramenta e a alimenta¸c˜ao necess´aria teria de ser executada para
fornecer material para a extrus˜ao (em fio ou em p´o). Sistema de cinco eixos.
Os sistemas enumerados, est˜ao assim dispostos por ordem de complexidade crescente.
Os dois primeiros seriam poss´ıveis de ser concebidos e testados recorrendo a componentes de cada um dos tipos de processo, sendo o segundo mais ambicioso e complexo do que
o primeiro, ao separar ambos os sistemas. Para a conce¸c˜ao do ´ultimo, por outro lado,
seria necess´ario o desenvolvimento de um m´odulo especializado (como o desenvolvido pela
Hybrid Manufacturing Technologies) que permitisse a utiliza¸c˜ao de uma ´arvore concebida
para processos subtrativos, como suporte para uma cabe¸ca de extrus˜ao.
Para qualquer um dos sistemas propostos, s˜ao necess´arias unidades que permitam o
correto controlo de um vasto n´umero de eixos e funcionalidades. Na sec¸c˜ao seguinte ser˜ao
analisados alguns exemplos dessa unidade de controlo.
3.2.5 Unidade de Controlo Num´erico
Na sec¸c˜ao 3.2.1, foi mencionado um componente fundamental no correto funcionamento de
todos os sistemas automatizados: a unidade de CNC. Segundo [38], esta unidade pode ser
dividida em trˆes componentes, sendo de notar que as tarefas de cada componente podem
variar, no caso das malhas de posi¸c˜ao e velocidade serem ou n˜ao fechadas pelos drivers:
Man Machine Interface (MMI) Interface entre o controlo num´erico e o utilizador.
Pode mostrar o estado do trabalho, da m´aquina e oferecer funcionalidades para
editar o programa de c´odigo G;
Numerical Control Kernel (NCK) N´ucleo da unidade de controlo, interpreta o
pro-grama fornecido, faz as interpola¸c˜oes necess´arias, realiza o controlo de posi¸c˜ao e a
Programmable Logic Control (PLC) Controla a mudan¸ca de ferramenta, a
veloci-dade de rota¸c˜ao da ferramenta, mudan¸ca da pe¸ca a trabalhar e faz o controlo da
m´aquina em geral (`a exce¸c˜ao do conjunto de motores).
Na figura 3.6 s˜ao destacadas as diferentes funcionalidades de controlo das diferentes
unidades que comp˜oe o CNC. Estando a ser analisada a vertente de controlo, a interface
MMI foi substitu´ıda por Man Machine Control (MMC) e foram inclu´ıdos os Drives (DRV) que se referem ao controlo dos motores de acionamento.
Figura 3.6: Funcionalidades de controlo de um sistema CNC [38]
Controlador para sistema h´ıbrido
Ap´os analisar os tipos de configura¸c˜ao exequ´ıveis num sistema h´ıbrido, ´e necess´ario
encon-trar uma unidade que permita controlar um m´ınimo de nove eixos de modo a conseguir
interpretar e interpolar o c´odigo G para o segundo sistema (sistema com maior n´umero de
eixos dos enumerados).
Atualmente, este tipo de unidade e o software associado n˜ao s˜ao representados na
sua totalidade por equipamento propriet´ario, havendo ao dispor distribui¸c˜oes baseadas em
software j´a existente (como o CodeSys) e distribui¸c˜oes open-source. Nas ´ultimas, a um
grau superior de liberdade para construir solu¸c˜oes n˜ao convencionais est´a associada uma
maior complexidade na sua cria¸c˜ao. Por outro lado, como ´e usual no software propriet´ario,
a uma solu¸c˜ao mais ”fechada”est´a associado um maior n´ıvel de fiabilidade.
Embora existam solu¸c˜oes para controlo open-source, estas s˜ao utilizadas em projetos
de menor escala, como pequenos centros de maquinagem e impressoras desktop. ´E nesta
categoria que se enquadram solu¸c˜oes como a SmoothieBoard e o LinuxCNC, sendo a
o controlo de pequenos motores, permitindo a implementa¸c˜ao de pequenos projetos, e a segunda um outro exemplo de software capaz de ser instalado num computador para fazer
o controlo pretendido [39, 40]. Contudo, para o sistema em an´alise, ser´a necess´aria uma
solu¸c˜ao mais robusta que controle, como mencionado, um m´ınimo de nove eixos.
Para uma solu¸c˜ao com software propriet´ario, poder-se-ia referir o Siemens Sinumerik
840D sl, um pacote modular desenhado tendo em vista sistemas que exigem uma elevada
flexibilidade para o utilizador. Tal como a solu¸c˜ao analisada de seguida, tamb´em esta
per-mite a utiliza¸c˜ao de drivers (como o Sinamics S120, presente na figura 3.7) e servomotores
da marca para uma melhor interliga¸c˜ao do conjunto. Contudo, embora seja recomendada
a NCU710 (numerical control unit ) onde a instala¸c˜ao do sistema Sinumerik Operate estar´a
feita, h´a tamb´em a possibilidade desta ser feita numa plataforma Windows, utilizando a
PCU50 (panel control unit ) [41].
Figura 3.7: Sinumerik 840D sl e Sinamics S120 - conjunto permite at´e 93 eixos [41]
Uma outra solu¸c˜ao n˜ao open-source mas com funcionalidades de personaliza¸c˜ao
sufici-ente para o sistema em causa, ´e o pacote da figura 3.8 - TwinCAT (The Windows Control
and Automation Technology) - desenvolvido pela empresa Beckhoff.
Figura 3.8: TwinCAT [42] Figura 3.9: PC incoporado Beckhoff CX [42]
A vertente modular deste pacote permite a adi¸c˜ao de funcionalidades quando
ne-cess´ario, permitindo uma vertente explorativa ao construir uma solu¸c˜ao. Embora mais
direcionado para opera¸c˜oes de maquinagem, como o torneamento ou at´e mesmo corte por
laser, esta solu¸c˜ao j´a foi utilizada no desenvolvimento de um sistema de impress˜ao como
o pretendido [43]. Sendo permitida a utiliza¸c˜ao de diversos canais, ´e poss´ıvel a cria¸c˜ao de
mesmos. A marca possui tamb´em computadores industriais com incorpora¸c˜ao de pain´eis I/O (figura 3.9) e conjuntos de drivers para os servomotores (como os AX5000 e AX8000,
por exemplo) que facilitam a integra¸c˜ao do pacote referido [42].
Estando direcionados, maioritariamente, para sistemas de fabrico subtrativo, ao
confi-gurar os programas de controlo para o sistema h´ıbrido ´e necess´ario ter em aten¸c˜ao certos
aspetos, como a defini¸c˜ao das vari´aveis an´alogas ao eixo de extrus˜ao, sistemas de
arrefeci-mento (como ventoinhas) e comandos de in´ıcio e paragem do mesmo.
Tendo sido analisadas diferentes possibilidades para a estrutura dum sistema h´ıbrido, ´e
agora relevante fazer o estudo dos programas existentes que permitam uma correta gera¸c˜ao
![Figura 2.1: Exemplo de um processo de fabrico aditivo [5]](https://thumb-eu.123doks.com/thumbv2/123dok_br/15592604.1050829/25.892.118.736.837.1032/figura-exemplo-de-um-processo-de-fabrico-aditivo.webp)
![Figura 2.5: Binder Jetting [8]](https://thumb-eu.123doks.com/thumbv2/123dok_br/15592604.1050829/27.892.201.639.895.1112/figura-binder-jetting.webp)
![Figura 2.7: Ultrasonic Additive Manufacturing [7]](https://thumb-eu.123doks.com/thumbv2/123dok_br/15592604.1050829/28.892.311.630.856.1089/figura-ultrasonic-additive-manufacturing.webp)
![Tabela 2.1: Materiais tipicamente utilizados em cada uma das categorias de AM [2, 7]](https://thumb-eu.123doks.com/thumbv2/123dok_br/15592604.1050829/29.892.102.744.672.1124/tabela-materiais-tipicamente-utilizados-cada-uma-das-categorias.webp)
![Figura 2.9: BQ Prusa i3 Hephestos [12]](https://thumb-eu.123doks.com/thumbv2/123dok_br/15592604.1050829/31.892.277.566.107.425/figura-bq-prusa-i-hephestos.webp)
![Figura 2.12: Rugosidade relativa da superf´ıcie de acabamento em diferentes processos de fabrico [20]](https://thumb-eu.123doks.com/thumbv2/123dok_br/15592604.1050829/34.892.247.693.111.576/figura-rugosidade-relativa-superf-acabamento-diferentes-processos-fabrico.webp)
![Tabela 2.3: Compara¸ c˜ ao das diferentes tecnologias de AM [21, 22, 23, 24, 25, 26, 27]](https://thumb-eu.123doks.com/thumbv2/123dok_br/15592604.1050829/36.892.155.790.484.990/tabela-compara-ao-das-diferentes-tecnologias-de-am.webp)
![Figura 2.15: Vis˜ ao geral do algoritmo presente em ’Automated rapid prototyping combining additive and subtractive processes’ (adaptado) [32]](https://thumb-eu.123doks.com/thumbv2/123dok_br/15592604.1050829/39.892.184.681.92.1159/algoritmo-presente-automated-prototyping-combining-additive-subtractive-processes.webp)
![Figura 3.1: Diagrama funcional de um centro de maquinagem de trˆ es eixos [18]](https://thumb-eu.123doks.com/thumbv2/123dok_br/15592604.1050829/44.892.286.663.556.820/figura-diagrama-funcional-de-centro-maquinagem-trˆ-eixos.webp)
