SIMULAÇÃO COMPUTACIONAL, PROJETO, CONSTRUÇÃO E ANÁLISE DO DESEMPENHO DE UMA MATRIZ PARA EXTRUSÃO EM CANAL ANGULAR DEDICADA AO PROCESSAMENTO DE CHAPAS
Texto
Imagem
![Figura 1.2 - Esquema do processo roll casting e detalhes da solidificação do veio e formação da microestrutura [3],[4]](https://thumb-eu.123doks.com/thumbv2/123dok_br/15659796.621958/30.892.145.738.519.862/figura-esquema-processo-casting-detalhes-solidificação-formação-microestrutura.webp)
![Figura 1.3 - Esquema do processo Direct chill e seção de um lingote, indicando a região dendrítica e a equiaxial [5]](https://thumb-eu.123doks.com/thumbv2/123dok_br/15659796.621958/31.892.167.665.153.345/figura-esquema-processo-direct-seção-indicando-dendrítica-equiaxial.webp)
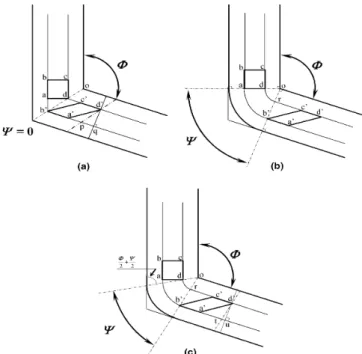
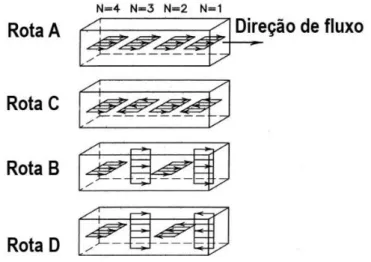
![Figura 2.14. Deformação dos planos X, Y e Z para diferentes rotas ECA [31].](https://thumb-eu.123doks.com/thumbv2/123dok_br/15659796.621958/48.892.291.697.152.604/figura-deformação-dos-planos-para-diferentes-rotas-eca.webp)

Documentos relacionados
Por último, temos o vídeo que está sendo exibido dentro do celular, que é segurado e comentado por alguém, e compartilhado e comentado no perfil de BolsoWoman no Twitter. No
4.15 Em hipótese alguma haverá segunda chamada, revisão de provas ou de resultados, em quaisquer das formas de avaliação, nas diferentes fases do Processo Seletivo, seja
Rosa. Integrante do Projeto de Pesquisa “República e Democracia no Estado de Direito”.. Ao longo da História, houve sucessivas mudanças na organização
O estudo foi gerado pela problemática “Como se dá o processo de escolarização dos alunos ribeirinhos em escolas urbanas?”, sendo que os resultados que dele emergiram versam sobre
It has been observed, that goats’ cured legs had higher rancid aroma; less time cured sheep legs (Sh7mo) present higher values of sweet aroma and smaller aroma intensity; and sheep
4.. Neste capítulo iremos analisar o modo como a política perspectiva o problema da protecção ambiental e como isso se reflecte na regulação
Dessa maneira, os resultados desta tese são uma síntese que propõe o uso de índices não convencionais de conforto térmico, utilizando o Índice de Temperatura de Globo Negro e
Dando continuidade ao Projeto Educação Ambiental para o Desenvolvi- mento Sustentável, a Embrapa Meio Ambiente e a Embrapa Florestas coorde- naram o Programa de Capacitação
