Célula Robótica Industrial: aplicação de ferramentas CAD / CAM na
programação de robôs
Nuno Ferreira Rodrigues
Dissertação do MIEM
Orientadores:
Prof. Paulo Augusto Ferreira de Abreu Prof. António Manuel Ferreira Mendes Lopes
Mestrado Integrado em Engenharia Mecânica Opção de Automação
“Better to die standing, than to live in your knees” Ernesto Rafael Guevara de la Serna
Resumo
As actuais condições dos mercados obrigam a que, mesmo peças com tiragens pequenas, sejam feitas rápida e eficazmente.
A introdução de robôs em operações de maquinagem, é vista como uma boa aposta em termos de flexibilidade e de custo/peça permitindo responder às exigências do mercado. O grande entrave sentido na aplicação de robôs, pelas empresas, é a programação das trajectórias, de maquinagem, pelo método tradicional (online).
A procura de soluções levou a que programas destinados a máquinas ferramenta, fossem adaptados para a programação de robôs. Esta solução permite que se criem, pelo método offline, caminhos complexos sem que a célula precise de parar, aumentando, assim, a sua eficiência.
A realização deste projecto tem como objectivo a aplicação, implementação e validação de ferramentas CAD/CAM para a programação de robôs industriais. Assim, partindo de um programa de comando numérico gerado por uma aplicação de CAD/CAM, deverá ser gerado um programa em linguagem Rapid (linguagem dos robôs ABB). O programa deverá ser validade e simulado com recurso o software de programação offline da ABB (Robotstudio). Posteriormente, o programa deverá ser implementado na célula robótica disponível.
Numa primeira fase, o trabalho consistiu num enquadramento dos temas associados. Seguiu-se um estudo aprofundado dos elementos constituintes da célula robótica existente, assim como a criação de interfaces de ligação. A passagem para o meio virtual impulsionou a criação de alguns testes, de modo a percebe-se melhor, a influência de parâmetros como a orientação da ferramenta. A última fase do trabalho consistiu na aplicação e validação dos programas gerados recorrendo à célula robótica existente e ao software de programação offline do fabricante do robô.
A geração de programas, em linguagem robô, para operações de maquinagem, recorrendo ao software CAD/CAM, é acompanhada de erros. Foi possível concluir que os erros são relacionados com uma modelação errada da amplitude das juntas do robô e com uma falta de informação nos acessórios criados. O uso do software Robotstudio, como intermédio de confirmação dos programas gerados, provou-se vantajoso permitindo a detecção e compreensão, desses erros, antes da passagem para a célula real. A correcção de alguns dos erros obtidos em versões mais actuais do software de CAD/CAM evidencia que a utilização de robôs em aplicações de maquinagem é uma técnica recente e com perspectivas de crescimento.
Abstract
The present market conditions demand that even to produce parts in small batches it is necessary to have flexible machining process.
The use of robots in machining operations is a good strategy in terms of flexibility and cost per piece allowing to be up to the demands of the market. The major obstacle felt by the companies when using robots is the programming of the paths of the machining operations, using the traditional method (online).
The search for solutions led to the conversion of programs designed for machine tools into robot programs. This solution allows the production of complex paths, by the offline method, without stopping the cell, increasing, this way, the effectiveness.
The purpose of this project is the application, implementation and validation of CAD/CAM tools to program industrial robots. Starting with a numerical control program generated by an application of CAD / CAM, a program must be generated in Rapid language (language of ABB robots). The program should be validated and simulated using the software for offline programming of ABB (RobotStudio). Afterwards the program should be implemented in the available robotic cell.
Initially, the work involved a review of the current developments and associated themes. Then a detailed study of the elements of the existing robotic cell, as well as the creation of connection interfaces was carried out. The transition to the virtual environment led to the creation of some tests in order to test the influence of parameters such as the orientation of the tool. Finally the work involved the application and validation of programs generated using the robotic cell and the existing offline programming software from the manufacturer's robot. The programs generation, in robot language, for machining operations, using CAD / CAM software, is accompanied by errors. It was concluded that the errors are related to a wrong modeling of the robot joint amplitude and with a lack of information on the created accessories. The use of RobotStudio software, as means of confirming the generated programs, proved to be advantageous allowing the detection and understanding, of these errors, before the transition to the real cell. The correction, in current versions, of some of the obtained errors in the CAD / CAM software evidence that the use of robots in machining applications is a recent development and with growth prospects.
Agradecimentos
Aos meus orientadores, professor Paulo Abreu e professor António Mendes Lopes pela disponibilidade e ajuda no contorno das dificuldades encontradas.
Ao professor Francisco Freitas pelas iniciativas tomadas com intuito de melhor a nossa formação.
Ao professor Joaquim Fonseca pela ajuda oferecida na realização dos desenhos de definição das interfaces criadas.
À minha família por me oferecer a oportunidade de estudar e apoiar ainda que de uma maneira não convencional.
À minha namorada Mafalda por todos os momentos de felicidade, apoio e confiança que me dá.
1. Introdução ... 1
2. Operações de maquinagem ... 3
2.1. Maquinagem e comando numérico ... 3
2.1.1. Fresagem em máquinas ferramenta ... 6
2.2. Softwares para maquinagem CAD/CAM ... 7
2.2.1. Mastercam ... 8
2.2.2. PowerMILL ... 9
2.2.3. SolidCAM/InventorCAM ... 9
2.3. Robôs industriais ... 10
2.4. Programação de robôs ... 12
2.5. Maquinagem com robôs industriais ... 14
2.5.1. Stäubli RX 170 HSM ... 15
2.5.2. ABB 6660 205/1,9 ... 15
2.5.3. Programação de robôs para aplicações de maquinagem ... 16
3. Configuração da célula robótica ... 19
3.1. Célula robótica real ... 19
3.1.1. Robô ABB IRB2400/16 ... 19
3.1.2. Célula de carga ATI IP60 ... 20
3.1.3. Mudança de ferramenta SCHUNK SWS-011 ... 20
3.1.4. Mesa posicionadora ABB IRBP C500 ... 21
3.1.5. Controlador ABB IRC5 ... 22
3.1.6. Motor árvore Precision Drive Systems (PDS) XLC 070 ... 22
3.1.7. Controlo do motor árvore: variador de frequência DELTA Electronics VDF037V43 ... 24
3.1.8. Interfaces de ligação motor/robô ... 25
3.1.9. Sistemas de segurança ... 30
3.2. Célula robótica virtual ... 31 Índice
3.2.1. Modelação em Mastercam/Robotmaster ... 32
3.2.2. Modelação em Robotstudio ... 34
4. Análise de factores que influenciam a capacidade do robô seguir um trajecto de maquinagem ... 37
5. Testes na célula virtual ... 43
5.1. Teste 1 ... 43
5.2. Teste 2 ... 48
5.3. Teste 3 ... 49
5.4. Teste 4 ... 50
6. Testes na célula real ... 53
6.1. Teste 1 ... 54
6.2. Teste 2 ... 55
6.3. Teste 3 ... 57
7. Conclusões e trabalhos futuros ... 61
8. Referências ... 63 Anexos ... 65 Anexo A ... 67 Anexo B ... 69 Anexo C ... 70 Anexo D ... 71 Anexo E... 72 Anexo F ... 73 Anexo G ... 74 Anexo H ... 75
Num mundo competitivo em que a oferta aumenta diariamente, a mudança, a inovação e a adaptabilidade são os caminhos que as empresas devem seguir para conseguirem manter-se actuais e competitivas.
A obtenção de produtos com toleranciamentos apertados encontra-se altamente desenvolvida e perfeitamente dominada no mundo industrial, sendo acompanhada pela evolução computacional em forma de softwares de programação. Estes softwares permitem “à distância de um clique” obter todas as funcionalidades desejadas, sendo possíveis optimizações dos mesmos para processos mais dedicados.
Devido ao custo associado à utilização de máquinas ferramenta, peças que não exigem níveis de acabamento elevados, são, tipicamente, produzidos manualmente ou com máquinas muito dedicadas, não permitindo uma evolução dos mecanismos nem um acompanhamento do mercado actual. A área de negócio destes produtos com menores requisitos superficiais é, na realidade, muito extensa, passando por produtos de prototipagem rápida até peças ornamentais e arquitectónicas.
As vantagens da utilização de robôs industriais levaram a que estes fossem candidatos ideais para a automatização desta área menos explorada. A grande dificuldade encontrada na aplicação de robôs a estes processos é a sua programação. Um caminho de maquinagem contém um número elevado de pontos e, como os robôs não se regem por uma linguagem universal, as empresas de software tem mais dificuldades na evolução. Mesmo assim, existem no mercado diversas marcas que produzem softwares capazes de programar robôs de diferentes fabricantes para aplicações de maquinagem.
Os objectivos deste trabalho enquadram-se na evolução desta área de aplicações, tendo-se como meta o estudo de softwares de programação de robôs destinados a processos de maquinagem. Existindo uma célula robótica no Departamento de Engenharia Mecânica da Faculdade de Engenharia da Universidade do Porto, sentiu-se a necessidade de aplicar os estudos realizados e assim poder tirar conclusões com alguma validação prática. Esta aplicação impossibilitou o estudo de todos os processos de maquinagem, escolhendo-se a fresagem de topo como processo a estudar.
A primeira parte do estudo realizado focou-se numa melhor compreensão dos temas que, de alguma forma, influenciavam a obtenção dos resultados pretendidos. Fez-se uma revisão bibliográfica sobre máquinas ferramenta e softwares de programação destas, de robôs e processos de programação e, por fim, um estudo da aplicação de robôs para tarefas de maquinagem. Os resultados obtidos neste estudo encontram-se descritos no capítulo dois. Depois de uma compreensão sobre os temas a abordar estudou-se com alguma profundidade a célula real existente. Deste estudo surgiu a necessidade de criar interfaces de ligação entre o
motor árvore e o robô para permitir a sua utilização conjunta. O desenho dessa interface implicou o estudo da orientação a utilizar na colocação da ferramenta no robô, que levou à realização de diversos testes. A descrição da célula existente é feita no terceiro capítulo assim como a sua passagem para o meio virtual. Para ser possível a modelação da célula real em meio virtual tiveram de ser criados alguns dos componentes e depois editados, dependendo do programa a utilizar. O recurso a um programa de CAD/CAM (Mastercam/Robotmaster) com capacidade de programar robôs era suficiente para a realização deste trabalho, porém escolheu-se confirmar os traçados criados num software de programação do fabricante do robô (Robotstudio). A aprendizagem destes softwares envolveu a realização de diversos tutoriais.
A realização dos testes para se avaliar qual a melhor orientação da ferramenta encontra-se descrita no capítulo quarto, assim como as conclusões obtidas.
Com a definição da célula robótica em ambiente virtual passou-se à realização de testes e respectivas simulações para avaliar a sua possibilidade de execução na célula real. Os erros obtidos durante essas simulações assim como as correcções necessárias estão descritos no capítulo quinto.
A passagem para a célula real foi feita em conjunto com as alterações na virtual. Foi um processo iterativo tornando possível a correcção imediata dos erros obtidos. Mesmo assim decidiu-se estruturar o relatório de maneira separada encontrando-se, no sexto capítulo, os testes realizados na célula real.
No último capítulo do presente trabalho encontram-se as conclusões tiradas de todos os estudos realizados. Sumarizando-os é possível dizer que a utilização de softwares de CAD/CAM com possibilidade de programação de robôs é uma técnica que ainda traz associados erros, nos programas gerados, e que cria, devido a uma evolução lenta por parte dos criadores, dificuldades na modelação de elementos da célula real na célula virtual. É também notável a evolução que estes softwares estão a sofrer, sendo a prova de que estas aplicações (maquinagem com robôs) são uma matéria recente e com expectativas de crescimento.
2.1. Maquinagem e comando numérico
Pode definir-se maquinagem como sendo o processo mecânico de trabalho de materiais onde há arranque de apara. São processos precisos e rápidos, mas dispendiosos, sendo geralmente aplicados depois de processos sem arranque de apara [1]. Apresentam-se alguns exemplos de técnicas de maquinagem: Torneamento Aplainamento Furação Serragem Rectificação Fresagem
As diferenças existentes entre estas técnicas levou a que fossem criadas máquinas específicas para cada uma e, como fazem uma movimentação mecânica de uma ferramenta, são usualmente conhecidas como máquinas ferramenta.
O controlo dos drivers dos motores, sistemas de segurança, meios de comunicação e recentemente softwares de apoio à gestão e desenvolvimento do produto têm vindo a ser integrados no módulo do Comando Numérico Computadorizado (CNC).
A primeira utilização de um módulo CNC foi em 1952, onde se controlava uma fresadora de três eixos por um sistema híbrido analógico/digital de fita perfurada [2]. Nos dias correntes, os módulos CNC, incluem sistemas abertos (com base em computadores e sistemas operativos), contêm controlo adaptativo e permitem um controlo da produção comunicando com sistemas de gestão e supervisão. Começam também a ser incluídos softwares de desenvolvimento de produto que permite diminuir o tempo de comunicação entre projectista, programador e operador (floor programming). Esta diminuição tem grandes efeitos a nível monetário uma vez que uma percentagem dos custos de fabrico é determinada pelas soluções especificadas no projecto [3].
O número de eixos controlados também aumentou, conseguindo-se hoje, em alguns processos, o controlo de 5 eixos sincronizados: os 3 eixos cartesianos e a orientação segundo dois planos da peça. Esta evolução permite a maquinagem de formas cada vez mais complexas.
Tipicamente um sistema de comando numérico é constituído por uma interface com o utilizador (MMI – Man Machine Interface), uma unidade de processamento (NCK – Numerical Control Kernel), que interpreta e interpola um programa, e um autómato programável responsável pelas entradas digitais do sistema (Figura 2.1) [4].
Figura 2.1: Constituintes de um módulo de CNC [4]
Uma das grandes dificuldades em termos de maquinagem é a criação do programa. Durante muitos anos a linguagem de programação era normalizada segundo a norma ISO 6983/1, também conhecida como códigos G&M. Esta linguagem era numa parte igual para todas as máquinas mas trazia associados comandos específicos para cada construtor ou processo. Este facto tornava a linguagem não universal, pelo que foi criada uma nova norma ISO 10303-238, também conhecida por STEP-NC [4]. Com esta nova linguagem é possível o intercâmbio do mesmo programa entre várias máquinas, mas a sua utilização está muito restringida pelo número de máquinas que a aceitam e pela quantidade de pessoas familiarizadas pela norma antiga. Na Figura 2.2 está apresentada a ideia que levou à criação da nova norma, a capacidade de ter um fluxo de informação universal entre as várias fases do projecto.
Figura 2.2: Fluxo de informação com a norma STEP [5]
Como em muitos outros sectores das tecnologias a indústria aeroespacial causou um grande salto evolutivo na área da maquinagem. Com a necessidade de peças em materiais mais duros e com melhores acabamentos superficiais, surgiu por volta do ano 1976 a produção de peças recorrendo a maquinagem de alta velocidade (HSM - High Speed Machining). Este conceito fez com que toda a estrutura das máquinas e controladores tivesse que ser revista e é ainda hoje considerada como uma solução de alto nível tecnológico. É de referir que a nível de mercado esta tecnologia apresenta a vantagem de permitir reduzir o tempo de produção de uma peça e assim diminuir o seu custo unitário.
A ideia deste conceito é aumentar a velocidade de maquinagem e, consequentemente, a velocidade de avanço, fazendo com que esta seja maior que a velocidade de condução térmica, concentrando a maior parte do calor dissipado no material removido. Apresenta-se na Figura 2.3 um gráfico onde é possível ver a diminuição da temperatura com o aumento da velocidade [6]. Apesar de não haver uma definição para a velocidade a que se dá a passagem de maquinagem convencional para maquinagem a alta velocidade, podem apontar-se velocidades da ferramenta na ordem das dezenas de milhares de rotações por minuto e na ordem das dezenas de metros por minutos para as velocidades de avanço.
Figura 2.3: Diminuição da temperatura com o aumento da velocidade de fresagem [6]
Para suportar esta tecnologia, as máquinas têm de ter a nível mecânico uma simetria e equilíbrio dos pesos do motor, pinça (collet) e suporte da ferramenta (tool holder) já que estes vão rodar a velocidades na ordem das trinta e cinco mil rotações por minuto. Deve também conseguir acomodar velocidades elevadas de avanço e todas as vibrações associadas ao processo a estas velocidades.
As ferramentas devem ter uma elevada resistência ao desgaste, elevada dureza a quente e a frio e elevada condutividade térmica, para além de terem um baixo coeficiente de atrito e de dilatação. Para conseguir responder a estes requisitos usam-se materiais como os Cermets (agregados cerâmicos numa matriz metálica), os cerâmicos ou os materiais ultra duros (diamantes ou nitreto de boro cúbico), sendo possível usar revestimentos (Figura 2.4) para aumentar as características mecânicas conforme o processo/material a maquinar [7].
Figura 2.4: Pastilha para torno com vários revestimentos [8]
As peças têm de ser fixadas com uma boa repetibilidade para que possam obter-se os toleranciamentos anunciados. Para atingir os valores desejados de repetibilidade, por vezes usa-se um apalpador, em vez da ferramenta, para determinar com exactidão um ponto de referência da peça. Apresenta-se na Figura 2.5 um apalpador aplicado num torno mecânico, comunicando este com o comando numérico do sistema.
Figura 2.5: Aplicação de um apalpador num torno mecânico [9]
O controlador deve conseguir processar e ler antecipadamente blocos de instruções de forma rápida para poder gerar a trajectória e as ordens para os drivers dos motores.
As vantagens desta tecnologia face à maquinagem convencional são o melhor acabamento superficial, redução do tempo em máquina por peça e do tempo de setup, possibilidade de fazer peças de geometrias mais complexas, melhorando a resistência destas e a capacidade de realizar peças com paredes finas. Tem como desvantagens o aumento do custo das máquinas e ferramentas [3].
Estas evoluções trouxeram como desvantagem o custo da máquina e a obrigatoriedade de ter operadores com grande nível de conhecimentos.
No presente trabalho, uma vez que o estudo de todos os processos de maquinagem seria difícil de fazer e de testar na célula robótica virtual/real, optou-se por escolher um único processo de maquinagem para realizar um estudo mais aprofundado sobre este. A escolha do processo começou com a definição das restrições da célula robótica (expostas no capítulo 3), havendo mesmo assim dois processos que correspondiam às limitações impostas: a fresagem e a furação. Decidiu-se optar pela fresagem uma vez que é um processo mais complexo e que hoje em dia engloba frequentemente a furação.
2.1.1. Fresagem em máquinas ferramenta
Por meio de fresagem podem ser fabricadas peças dos mais diversos materiais, por exemplo, de aço, ferro fundido, metais não ferrosos e materiais sintéticos, com superfícies planas ou curvas, com entalhes, com ranhuras, com sistemas de dentes, etc. [1].
Sendo este, um processo complexo e com capacidade de ser muito flexível (várias famílias de produtos), surgiram no mercado diferentes estruturas, conseguindo-se fresadoras mais dedicadas e por consequência uma diminuição no custo unitário do produto. Todas as estruturas partilham um ponto em comum, a ferramenta é animada de um movimento de rotação feito num motor alojado na árvore da máquina. Estes motores têm como requisito a disposição de uma valor de binário constante, para poderem suportar a força de corte que o material produz, trabalhando em gamas de velocidades a partir das novecentas rotações por minuto até às doze mil rotações por minuto ou, em casos de maquinagem a alta velocidade, até valores mais elevados. De maneira a respeitar esta condição os motores empregues na árvore são normalmente motores de corrente alternada chamados de motores árvore ou “spindles”.
A movimentação da ferramenta é feita segundo o eixo cartesiano z (altura) recorrendo-se à mesa onde a peça está fixada para obter os movimentos nos restantes eixos cartesianos.
Actualmente, devido à evolução que estas máquinas têm tido, o nome fresadora deixou de fazer tanto sentido e passou a utilizar-se o nome centro de maquinagem. Nestes centros encontra-se a capacidade de orientação e de movimentação da peça e da ferramenta até 6 eixos, funções de gestão e funções de outros processos como, por exemplo, a fabricação de peças de revolução, associadas a tornos mecânicos.
Existem duas possibilidades de posicionamento do eixo da ferramenta (fresa) relativamente ao eixo da peça (Figura 2.6): perpendicular ou paralelo. Caso este seja perpendicular, a fresagem chama-se de topo, e encontra-se nas fresadoras verticais. Caso o eixo esteja posicionado paralelamente, designa-se fresagem cilíndrica e encontra-se nas fresadoras horizontais.
Na fresagem frontal ou de topo a ferramenta utiliza todas as navalhas para cortar a peça, tendo como efeito aparas de espessura uniforme. Este tipo de disposição do eixo da ferramenta relativamente ao da peça proporciona um rendimento de corte 15 a 20% mais elevado e uma superfície mais lisa [1], quando comparada com a fresagem cilíndrica.
Figura 2.6: Orientação do eixo da fresa vs eixo da peça
Dentro da fresagem cilíndrica existem duas possibilidades. Na fresagem a “empurrar” o sentido de rotação da fresa é contrário ao movimento de avanço, sendo este o método mais utilizado uma vez que não precisa de forças de corte tão elevadas. Se o sentido de rotação coincidir com o movimento de avanço chama-se fresagem a “puxar”, sendo aconselhado para obtenção de grandes taxas de remoção de material.
Neste tipo de máquinas as aparas são retiradas das peças por meio da rotação da fresa, sendo este o movimento principal ou de corte. Para a obtenção da espessura da apara desejada recorre-se ao movimento da mesa.
2.2. Softwares para maquinagem CAD/CAM
Com a evolução das máquinas ferramenta e a necessidade de peças com geometrias mais complexas, surgiram no mercado softwares com a capacidade de programar caminhos de maquinagem independentes da complexidade da peça. Estes softwares acompanharam a evolução computacional e do mercado, englobando hoje em dia, softwares destinados ao projecto assistido por computador (CAD – Computer Aided Design) e ao suporte na elaboração dos planos de fabrico (CAPP – Computer Aided Process Planning).
A integração CAD/CAM, além da diminuição de custos que proporciona pela redução de tempo de comunicação entre diferentes fases do desenvolvimento da peça, elimina a necessidade de pós-processadores para formato neutro, como eram precisos aquando da passagem de ficheiros de software CAD para softwares CAM. Porém, e como referido, muitas máquinas ainda funcionam com códigos G o que obriga a que estes softwares para se
manterem competitivos, tenham de ter pós-processadores específicos para diferentes máquinas.
Estes softwares calculam automaticamente, depois de definida a ferramenta e o material a maquinar, a velocidade a que o motor deve rodar e a velocidade de avanço. Estas velocidades têm relação com a dureza do material, com o número de gumes de corte e diâmetro da ferramenta e com a operação em si, se for de acabamento ou de desbaste.
É importante perceber-se que existe sempre a possibilidade de editar um ficheiro depois de criado e aí mudar os parâmetros que se quer. Mas, nesse caso, o objectivo destes softwares é perdido. A compra destes softwares, pelo custo que representam numa empresa, deve permitir que o mesmo não provoque um efeito estrangulador (“bottleneck”) no sistema de desenvolvimento de produto. A informação que sai do programa deve estar pronta a utilizar sem precisar de edições ou calibrações.
Apresentam-se de seguida alguns softwares CAD/CAM e suas principais especificações. No mercado actual as empresas vêm-se obrigadas a oferecer ao cliente o que ele precisa, tendo de ter a capacidade de adaptar um programa base a todas as situações requeridas.
2.2.1. Mastercam
Criado pela marca CNC software Inc. (www.mastercam.com), fundada em 1983, afirma ser o software CAD/CAM mais utilizado no mundo, tendo por isso uma vasta gama de clientes desde a indústria aeroespacial passando pela joalharia, madeira, música, desporto automóvel, arte entre outros. Está estruturado por módulos para poder ser configurado de acordo com a necessidade do cliente. Este software permite ainda a simulação do programa criado, para verificação dos traçados e detecção de colisões.
A parte de CAD permite a edição e criação de desenhos 2D e 3D assim como a importação directa de ficheiros criados em outros softwares de desenho.
Na parte de CAM existem módulos para fresadoras, tornos, máquinas de eletroerosão, máquinas multi-eixos, módulos específicos para trabalhar em madeira (Figura 2.7) e para arte, permitindo um desenho com menos restrições. Saiu recentemente uma opção unicamente de CAM para ser instalada sobre o software de desenho Solidworks ou Autodesk Inventor. Existem ainda módulos específicos para a indústria dos moldes, criando automaticamente o molde e todo o processo de desmoldação.
2.2.2. PowerMILL
Criado pela marca Delcam (www.delcam.com), fundada em 1977, depois de ser desenvolvido por uma universidade inglesa (Cambridge), este software é um forte concorrente do Mastercam. É um software completo permitindo o desenho 2D e 3D e o processamento de trajectórias de maquinagem em sistemas multi-eixos, máquinas de electroerosão, peças com aberturas tubulares (Figura 2.8) e peças com tamanho inferior a 1mm. Permite a simulação para testar possíveis colisões.
Figura 2.8: Simulação de fresagem numa peça com uma abertura tubular [11]
2.2.3. SolidCAM/InventorCAM
Criados pela marca SolidCam (www.solidcam.com e www.inventorcam.com), fundada em 1984, e com clientes como Bosch, Pirelli, Yamaha entre outros, estes softwares são exclusivamente de CAM. Têm como vantagem o facto de serem totalmente integráveis nos softwares CAD que lhes dão o nome, o Solidworks e Autodesk Inventor respectivamente. Esta vantagem permite que uma empresa que tenha estações de CAD e queira instalar softwares de CAM possa fazê-lo sem ter de comprar um software completamente novo, perdendo o conhecimento existente. Permitem a criação de traçados para máquinas de dois eixos e meio até cinco eixos (sincronizados), máquinas de electroerosão e máquinas que combinam a fresadora com o torno. É apresentado na Figura 2.9 um exemplo de um caminho combinado. Estes softwares permitem a simulação do traçado numa máquina ferramenta de modo a serem visíveis possíveis colisões Figura 2.10.
Figura 2.10: Simulação numa máquina ferramenta [13]
2.3. Robôs industriais
Pela definição ISO, um robô industrial é um manipulador automático, multifuncional, reprogramável, com controlo de posição e velocidade. Tem vários graus de liberdade, é capaz de manipular materiais, peças, ferramentas ou dispositivos especializados através da programação de movimentos [14].
O início da utilização de robôs no mundo industrial data de 1961, onde o primeiro robô da marca UNIMATE (Figura 2.11) foi aplicado numa fábrica da General Motors [14]. A evolução dos robôs acompanhou, desde então, os desenvolvimentos computacionais e mecânicos realizados, tendo actualmente boas características de repetibilidade (de trajectória e posição) e amplos leques de velocidades e acelerações.
A noção de repetibilidade tem grande importância na área da robótica, onde muitas aplicações requerem movimentos repetitivos, precisando o robô de possuir consistência no posicionamento do seu elemento terminal. É dada pelo raio da esfera que contém todos os pontos alcançados pelo robô. A sua classificação é dada por várias normas (ISO 9283, ANSI/RIA 15.05) e é usual obter-se repetibilidades na ordem dos centésimos de milímetro.
Figura 2.11: Primeiro robô industrial [15]
Com a evolução e o aparecimento de novos robôs no mercado surgiu também a necessidade de os classificar. A escolha recaiu sobre a configuração física, tendo sido agrupados segundo duas categorias: série e paralela.
A configuração série pode ser caracterizada por um conjunto de corpos rígidos (braços ou elos), ligados em série por intermédio de juntas prismáticas ou rotativas, formando uma
cadeia articulada aberta. Um dos elos encontra-se fixo a uma base de suporte ficando o último livre, permitindo acoplar garras ou ferramentas.
Dentro desta configuração existem as seguintes estruturas:
Articulada, revoluta ou antropomórfica (Figura 2.12);
Cilíndrica; Cartesiana; Polar; Scara; Spine; Pendular.
Figura 2.12: Exemplo de robô com estrutura revoluta [16]
Estas estruturas diferem no tipo de juntas usadas, sendo as suas características gerais, a fácil programação, velocidades elevadas e boa precisão. Este tipo de configuração (série) é a mais usada.
A configuração paralela (Figura 2.13) é formada por duas plataformas, uma fixa e outra móvel, ligadas por duas ou mais cadeias cinemáticas abertas e independentes. Cada cadeia cinemática apresenta uma estrutura constituída por um conjunto de elos ligados em série por juntas activas ou passivas. Esta configuração tem como vantagens principais a elevada velocidade de actuação e uma maior rigidez quando comparada com a estrutura série [17].
Figura 2.13: Exemplo de robô de estrutura paralela [18]
A movimentação dos robôs pode ser feita de três maneiras diferentes: movimentação linear, onde o robô segue um movimento linear de um ponto para o outro, movimentação circular,
criando uma trajectória circular entre dois pontos e movimentação de junta, onde o robô atinge a posição desejada de uma maneira “livre”.
2.4. Programação de robôs
Assim como noutros equipamentos automáticos a programação é a maneira a partir da qual se consegue estabelecer a sequência de movimentos/tarefas desejadas. A linguagem de programação usada varia de construtor para construtor trazendo dificuldades na programação de robôs de marcas diferentes dentro da mesma célula. Na Tabela 2.1 são enumeradas algumas das linguagens de programação usadas e respectivos fabricantes que as utilizam:
Tabela 2.1: Linguagem de programação segundo fabricante de robôs
Tradicionalmente a programação de robôs era feita através de uma consola ligada ao controlador do robô, chamando-se de programação online. Esta maneira de programação caracteriza-se pela obrigatoriedade da paragem da célula, trazendo quebras de produtividade e um consequente aumento do custo do produto. Traz também um nível de insegurança elevado para o programador e célula robótica. A vantagem deste método, e talvez a principal razão pelo qual ainda continua a ser muito utilizado, é o facto de não ser preciso adquirir nenhum material/software extra e não precisar de qualificação do operário. O ensinamento de pontos pode ser feito de duas maneiras, através da consola ou, em casos de trajectórias complexas (pintura, deposição de vedantes ou colas) recorrendo à cooperação entre o programador e o elemento terminal do robô (guiamento activo ou passivo) [2]. No caso em que os pontos são atingidos por movimentação da consola, estão à disposição do programador diferentes referenciais que permitem uma movimentação do robô de uma forma mais intuitiva. Facilmente se move ou orienta o elemento terminal de um robô para um ponto com deslocações ou rotações segundo um referencial cartesiano, o que não acontece com a movimentação por incrementos aos valores das juntas. Os referenciais mais utilizados são o da base do robô ou zero da máquina (mundo), o da ponta da ferramenta ou zero da ferramenta (TCP - Tool Center Point) e, em caso de existir, o referencial da peça ou zero da peça. Em qualquer um destes métodos, o ponto pretendido quando atingido é gravado na memória do controlador não sendo preciso efectuar ajustes ou calibrações.
Assim como aconteceu com os robôs, a sua programação também evoluiu com base nos avanços computacionais. Num primeiro plano surgiu a evolução das consolas de programação criando-se interfaces mais amigáveis, ecrãs maiores e tácteis e actualmente a substituição da ligação cablada por ligações bluetooth.
Porém e face à evolução dos mercados em que se exige que as produções sejam cada vez mais limpas (sem desperdícios) e rápidas (redução de tempos de preparação) surgiu a necessidade de programar a célula robótica sem que esta parasse. Foi então criado um segundo método de programação, também conhecido como programação offline. Esta programação consegue, hoje em dia recriar em computador (Figura 2.14), todos os meios de programação efectuados na consola, movimentação do robô (“jogging”) ou por linguagem de programação,
Fabricante Linguagem
ABB Rapid
FANUC Karel
REIS robotics IRL
disponibilizando-os de uma maneira mais amigável (“user friendly”). O objectivo principal deste método foi atingido uma vez que é possível programar-se novos caminhos sem que a célula robótica tenha de parar e, através de ferramentas de simulação (Figura 2.15), podem prever-se colisões evitando assim acidentes potencialmente perigosos para o programador/célula. As desvantagens da programação offline são a obrigatoriedade de adquirir um software específico e a necessidade de, mesmo assim efectuar-se ajustes por programação online devido a possíveis erros de modelação na célula virtual.
Figura 2.14: Programação offline [19]
Figura 2.15: Simulação [20]
É importante perceber-se que, como as linguagens de programação de robôs não são universais o software tem de ter ou a capacidade de se adaptar a diferentes linguagens ou, por outro lado ter a limitação de só poder trabalhar com uma certa linguagem. Existem assim dois tipos de softwares podendo ser classificados de genéricos, caso consigam trabalhar com mais que uma linguagem ou de dedicados. Apresenta-se na Tabela 2.2 uma listagem de alguns softwares de programação offline e correspondentes linguagens compatíveis.
Tabela 2.2: Softwares de programação offline e compatibilidade dos mesmos
Software Compatibilidade com robôs
RobotStudio® ABB
Robostudio REIS robotics
Roboguide Fanuc
Motosim Motoman
WORKSPACE ABB, Adept, Esched, Fanuc, Mitsubishi
COSIMIR Mitsubishi, Bosch Rexroth e Staubli Robo
A introdução deste método de programação nas empresas tem vindo a ser mais lenta do que o esperado, uma vez que a utilização de robôs ainda é feita na sua maioria para aplicações dedicadas, não rentabilizando assim o custo do software. Mesmo não havendo dados que o comprovem, acredita-se que este método tem vindo a oferecer condições de trabalho mais favoráveis, fazendo assim com que haja um declínio na utilização da programação da célula robótica pelo método online.
2.5. Maquinagem com robôs industriais
A utilização de robôs industriais para realização de tarefas de acabamento data de 1974 onde o primeiro robô completamente eléctrico da marca ASEA era utilizado para polimento de tubos de aço inoxidável (Figura 2.16). Devido ao custo associado a uma máquina ferramenta as operações de acabamento (rebarbagem, lixagem e polimento) eram feitas manualmente trazendo irregularidades, erros humanos e perigo para os trabalhadores. A criação de robôs com seis ou mais eixos de movimento e o aparecimento do controlo de força permitiu a realização dessas tarefas por robôs.
Figura 2.16: Robô ASEA para polimento [21]
A evolução dessa utilização seria a substituição das máquinas ferramenta por robôs, aproveitando a vantagem do maior volume de trabalho. Porém, e como um robô não possui um nível de rigidez equiparável a uma máquina ferramenta, tendo como consequência um pior toleranciamento do produto, a evolução caminhou no sentido da complementação da máquina ferramenta. Em casos em que o toleranciamento não é um requisito fulcral, a utilização de robôs prova-se mais económica e por vezes mais flexível.
A evolução de robôs dedicados à maquinagem tem continuado com o objectivo de melhorar a sua rigidez e precisão de posicionamento. Apresenta-se na Tabela 2.3 a síntese das características de dois robôs projectados para essa finalidade.
Tabela 2.3: Robôs projectados para operações de maquinagem
Fabricante Modelo Graus de liberdade Capacidade de carga [kg]
Stäubli RX 170 HSM 5 65
ABB IRB 6660 205/1,9 6 205
2.5.1. Stäubli RX 170 HSM
Este robô foi desenhado para operação de maquinagem contendo o motor árvore (“spindle”) integrado na estrutura do robô como é possível ver na Figura 2.17. Esta integração permite obter uma maior rigidez assim como a passagem de todas as ligações do motor por dentro do robô: eléctrica, de arrefecimento e lubrificação. Uma das grandes vantagens que a compra de um robô com estas especificações traz é a integração do comando do motor no controlador do robô, permitindo o seu controlo através da consola de programação ou tecnologias offline.
Figura 2.17: Stäubli RX 170 HSM [22]
A marca possibilita a escolha de 3 diferentes motores árvore para operações de maquinagem a alta velocidade, sendo apresentadas as suas características na Tabela 2.4.
Tabela 2.4: Caracteristicas dos motores árvore possíveis de escolher
Fabricante/modelo Velocidade de rotação [rpm] Potência [KW]
Precise/SD5084 500 até 20000 8
Fischer/MFM1224/42 2000 até 42000 17
Fischer/MFM1224 2000 até 24000 17
2.5.2. ABB 6660 205/1,9
Assim como o robô Stäubli apresentado anteriormente, este robô (Figura 2.18) foi aperfeiçoado para operações de maquinagem. A construção mecânica possibilitou um incremento de 75% de rigidez face a robôs normais [21].
Figura 2.18: ABB 6660 205/1,9 [23]
A oferta de motores árvore é feita na forma “chave na mão” dependendo do robô a aplicar. O conjunto contém o motor e respectivo driver, bem como as ligações e o software que permite o controlo através da consola de programação (Figura 2.19).
Figura 2.19: Página de controlo do motor na consola ABB [24]
Mesmo com estas evoluções a aplicação de robôs para processos de maquinagem continua a ser em peças em que não sejam precisos toleranciamentos apertados. A gama de materiais que são trabalhados vai desde espumas e plásticos a metais (operações de pré-maquinagem) passando por madeiras e pedra.
2.5.3. Programação de robôs para aplicações de maquinagem
A programação de robôs industriais para aplicações de maquinagem é uma tarefa muito complicada e complexa uma vez que num traçado de maquinagem o número de pontos é elevado. Assim como aconteceu na programação de traçados para máquinas ferramenta também nos robôs sentiu-se a necessidade de criar softwares capazes de os programar independentemente da complexidade do traçado.
É preciso não esquecer que a programação de robôs não se rege por uma linguagem universal, trazendo associado dificuldades na criação dos softwares.
Uma vez que os softwares CAD/CAM já se apresentavam disponíveis no mercado, alguns fabricantes desenvolveram pós-processadores para serem compatíveis com a linguagem dos robôs.
A simulação da movimentação do robô e das trajectórias de maquinagem possibilita não só a visualização de possíveis colisões, mas serve também para aferir a capacidade do robô chegar a todos os pontos e verificar se as interpolações entre eles são possíveis.
Apresenta-se na Tabela 2.5 a informação sintetizada de três softwares de programação de robôs para tarefas de maquinagem.
Tabela 2.5: CAD/CAM para robôs e características Software
Software
base Pós-processamento Simulação
Nº de eixos permitidos Robotmaster www.Robotmaster.com Mastercam FANUC ABB MOTOMAN KUKA STÄUBLI Sim 8 PowerMILL Robot Interface www.powermill.com PowerMILL FANUC ABB MOTOMAN KUKA STÄUBLI Sim 8 IRBCAM www.irbcam.com Mastercam PowerMILL SolidCam CATIA Etc. ABB MOTOMAN KUKA COMAU Sim 8
São apresentadas 3 empresas que usam robôs industriais para maquinagem. Johnsons Wellfield Quarries
Empresa inglesa de trabalhos em pedra, criada em 1854 (www.myersgroup.co.uk/jwq), conseguiu manter-se como líder no mercado devido a uma constante remodelação das tecnologias usadas.
Após ganhar várias concessões para obras relativamente grandes, entenderam que uma mudança urgente nos processos utilizados era precisa. Depois de alguma pesquisa e de uma demonstração do fabricante Stäubli chegaram a um acordo que a utilização de robôs para maquinagem de pedra seria uma boa opção. Actualmente dispõem de três células robóticas compostas por robôs RX270, contando com o programa MasterCam/Robotmaster como software [25].Outras vantagens foram atingidas com a menor exposição dos operadores a resíduos provenientes das operações.
Na Figura 2.20 apresenta-se uma escultura criada na fábrica em questão.
Garner Holt Productions Inc
Empresa fundada e sediada nos Estados Unidos da América desde 1977 (www.garnerholt.com), com o objectivo de criar esculturas e modelos funcionais. Tem uma vasta gama de clientes, como parques temáticos, museus, hotéis, restaurantes entre outros. Com a necessidade de criar formas complexas e de grandes dimensões, em espumas, a utilização de robôs e softwares CAD/CAM tornou o processo de desbaste rápido, preciso e económico. Actualmente a empresa conta com um robô do fabricante KUKA de seis eixos, com uma mesa posicionadora e com o software PowerMILL para programar as trajectórias. Apresenta-se na Figura 2.21 a maquinagem de uma escultura.
Figura 2.21: Robô KUKA a maquinar para Garner Holt Productions [26]
Tromes Design
Empresa australiana fornecedora de trabalhos em resinas, espumas e compósitos (www.tromesdesign.com). Com clientes no sector aeronáutico, automobilismo, desportos radicais entre outros, esta empresa adquiriu e desenvolveu tecnologias que permitem obter dos materiais trabalhados propriedades mecânicas únicas, adquirindo um portefólio vasto de prémios.
A necessidade de desenvolver todo o processo de desenho, protótipo, molde e peça final em pouco tempo tornou-se dificultada quando feita pelas técnicas convencionais (manualmente). A escolha de um robô e software offline permitiu ultrapassar esse problema. Possuem robôs do fabricante Motoman, usando o programa Rhino 3.0 como software de CAD e o programa Powermill como interface CAD/CAM. Apresenta-se na Figura 2.22 a utilização de um robô para maquinagem de uma prancha de surf.
Neste capítulo são descritas as configurações existentes (célula real) e as criadas virtualmente, para ser possível a realização de simulações e testes. Os trabalhos foram realizados no laboratório de robótica do Departamento de Engenharia Mecânica da Faculdade de Engenharia da Universidade de Porto.
3.1. Célula robótica real
A célula robótica existente é constituída pelos seguintes elementos:
Robô
Mesa
Controlador do robô
Motor árvore
Controlador do motor árvore 3.1.1. Robô ABB IRB2400/16
A série IRB 2400 de robôs da ABB representa o robô industrial mais popular no mundo na sua classe, graças a uma gama completa de aplicações optimizadas. Este tipo de robôs apresenta uma eficiência elevada na realização de diversas tarefas industriais.
O robô IRB2400/16 (Figura 3.1) possui uma configuração série, dispondo de 6 eixos. Apresenta uma capacidade de carga de 20 kg e alcance máximo de 1,5m. Visto ser um robô de estrutura revoluta apresenta uma excelente manobrabilidade, uma elevada velocidade de operação e um grande volume de trabalho, para uma pequena área de montagem.
Em anexo apresentam-se as características funcionais dos robôs da série IRB 2400. [Anexo A]
Figura 3.1: Robô ABB IRB2400/16 [28]
O robô encontra-se instalado em cima de uma base, permitindo um melhor aproveitamento do seu volume de trabalho.
O elemento terminal do robô tem acoplado dois dispositivos: célula de carga e sistema de mudança automática de ferramenta.
3.1.2. Célula de carga ATI IP60
Este transdutor, fornecido pelo construtor do robô como um “conjunto chave na mão” para aplicação de controlo de força é da marca ATI Industrial Automation. Esta empresa é dedicada à construção de acessórios para robôs.
O conjunto traz uma célula de carga modelo Delta IP60 (Figura 3.2) capaz de medir seis componentes de força: três momentos e três forças. Este transdutor é feito de peças de aço maquinadas tornando-o ideal para uso industrial. Pode trabalhar em ambientes com poeiras suspensas. O conjunto traz também uma flange de protecção instalada entre o robô e o transdutor, assim como todo o software e hardware para permitir o controlo da força.
A utilização de robôs a realizar trajectórias com controlo de força é uma aplicação recente. Tem diversas vantagens em múltiplas áreas, como por exemplo, em aplicações de lixagem de superfícies não uniformes, conseguindo manter uma força de contacto constante dando o acabamento pretendido. Em operações de montagem, a sua utilização, é também vantajosa permitindo “descobrir”, através do varrimento de um conjunto de pontos, qual o encaixe perfeito dependendo da força lida. Estes transdutores aplicados a robôs têm as desvantagens associadas a uma tecnologia emergente: custos e dificuldade de integração nos programas e controladores.
A utilização de células de carga em operações de maquinagem uma vez que a rigidez intrínseca da célula de carga afecta a precisão de posicionamento da ferramenta transportada pelo robô.
Figura 3.2: Célula de carga ATI Delta IP60 [29]
Devido à flange de protecção, a movimentação do penúltimo eixo do robô (quinto eixo) está limitada aos valores [+ 90, – 90] de modo a assegurar que não haja colisão entre esta e o robô.
3.1.3. Mudança de ferramenta SCHUNK SWS-011
Adaptador de funcionamento pneumático da empresa SCHUNK. Este adaptador (Figura 3.3) permite o accionamento (através de entradas I/O) do sistema de bloqueio, permitindo a mudança automática da ferramenta. Para tornar a mudança totalmente automática tem um sistema que passa ar comprimido por dentro dos adaptadores, podendo controlar-se as funções da ferramenta (abertura ou fecho de garras por exemplo). O modelo existente é recomendado para cargas até dezasseis quilogramas sendo adequado para o robô em questão.
Em caso de maquinagem de peças que precisem de grandes forças de corte este mecanismo pode ser um entrave, já que tem limites de binário que não podem ser ultrapassados com o risco da ferramenta cair.
Na célula robótica existem vários adaptadores para permitir ter várias ferramentas prontas a utilizar. A informação do módulo é apresentada no anexo B.
Figura 3.3: Adaptador SCHUNK SWS-011 [30]
A influência destes equipamentos em operações de maquinagem é estuda no capítulo 4. 3.1.4. Mesa posicionadora ABB IRBP C500
A utilização de robôs industriais com configurações revolutas traz grandes vantagens em termos de mobilidade e flexibilidade, devido ao grande volume de trabalho que possuem. Porém, para peças de maior dimensão, o volume de trabalho do robô pode não ser suficiente, utilizando-se um ou mais eixos externos para permitir que a peça fique dentro desse volume quando é trabalhada. Existem dispositivos que permitem orientar a peça (eixos rotativos) ou mesas lineares que transladam o robô.
A célula robótica usada conta com uma mesa posicionadora de um eixo rotativo do mesmo fabricante que o robô, com capacidade de carga de meia tonelada e repetibilidade de 0,05 milímetros. Esta mesa, sendo do mesmo fabricante, permite a total integração na célula, contando com os drivers da mesa inseridos dentro da caixa do controlador do robô. Pode ser, através de comandos simples, controlada a partir da consola ou softwares offline.
Esta mesa tem uma divisória central, como visível na Figura 3.4, permitindo a descarga em segurança de um produto numa extremidade enquanto decorrem trabalhos na outra. É também indicada para operações de soldadura protegendo o operador da radiação resultante do processo de soldadura.
Na construção deste tipo de mesas e em particular nesta, são utilizados codificadores incrementais para medição da posição angular. Este tipo de sensores tem a desvantagem de não poder estar sem alimentação perdendo, caso isso aconteça, a referência de zero. Para contornar este facto são usadas baterias que, durante a realização deste trabalho, se encontravam descarregas obrigando à definição do zero da mesa sempre que o robô era ligado.
Figura 3.4: Mesa posicionadora IRB C 500 [31]
São apresentadas no anexo C as características da mesa presente na célula. 3.1.5. Controlador ABB IRC5
O controlador IRC 5 é o mais actual e completo da marca ABB. É um sistema modular permitindo que cada utilizador o defina de acordo com a célula existente, podendo adicionar novos módulos para acomodar novos robôs ou eixos externos.
A utilização do robô pode ser feita em modo automático com velocidade máxima ou reduzida e modo manual, operando-se no último caso através da consola.
As principais características que este controlador possui incluem:
Consola de programação (FlexPendant): ecrã táctil com joysitck 3D para movimentação do robô. A interface pode ser definida pelo operador. Comunica com o controlador por cablagem.
Movimentação rápida (QuickMove): Baseado em modelações dinâmicas precisas consegue calcular o menor tempo possível para um determinado caminho.
Movimentação realista (TrueMove): Capacidade de atingir os pontos esperados e, de seguimento de trajectórias.
Movimentação conjunta (MultiMove): Controlo até quatro robôs ou 36 servomotores a partir de um único controlador, permitindo a sua sincronização e interacção. É possível a criação de um referencial móvel num robô e a movimentação sobre esse referencial por outro robô. Apesar de ser um vídeo com pouco interesse prático submete-se o leitor para a sua visualização pois permite uma melhor compreensão deste tópico.
http://www.youtube.com/watch?v=SOESSCXGhFo
No anexo D são apresentadas as características deste controlador. 3.1.6. Motor árvore Precision Drive Systems (PDS) XLC 070
Motor árvore de corrente alternada destinado à utilização em operações de maquinagem a alta velocidade. Vem equipado com um sistema automático de mudança de ferramenta.
As suas características são apresentadas na Tabela 3.1 e as dimensões de atravancamento no anexo E.
Tabela 3.1: Características do motor árvore XLC 070
Alimentação [V] 380
Potência [kW] 2.2
Número de pólos 2
Velocidade máxima [rpm] @ frequência [Hz] 40000 @ 667
Velocidade para o binário máximo [rpm] @ frequência [Hz] 24000 @ 400
Peso [kg] 10
A refrigeração do motor assim como do mecanismo que permite a mudança de ferramenta, é feita através de ar comprimido à pressão de seis Bar. É também possível a instalação de um jacto de ar direccionado para a ponta da ferramenta, de modo a permitir o seu arrefecimento. A aparência do motor usado é apresentada na Figura 3.5, excluindo o tubo de arrefecimento da ferramenta (azul).
Figura 3.5: Motor XLC-070 [32]
É aconselhado pelo fabricante que este motor, pela sua potência, trabalhe com materiais como espumas, madeiras pouco duras e plásticos. Na utilização em materiais como alumínio, madeiras duras e plásticos rígidos é aconselhada uma utilização cuidada. Esta lista de materiais enquadra-se nos materiais usualmente utilizados em aplicação de maquinagem com robôs.
Devido à sua utilização em meios industriais traz integrados sensores, com vista a uma utilização mais segura. Tem quatro sensores de proximidade que detectam se o motor está ou não a trabalhar, se é possível a mudança de ferramenta, se a mesma se encontra bem inserida e um de redundância entre duas partes móveis do motor. Conta também com dois sensores de temperatura, um que muda de estado quando a temperatura do estator ultrapassa os 130ºC e o segundo, num dos rolamentos. A importância da temperatura nos rolamentos prende-se com a relação que existe entre esta e o estado de funcionamento do motor. É aconselhável que antes de arrancar com o processo de maquinagem se faça um aquecimento ao motor até que este atinja uma dada temperatura nos rolamentos [32]. O controlo deste parâmetro permite uma maior durabilidade do motor. O sinal do sensor de temperatura presente no rolamento não sai tratado pelo que tem de ser instalado um conversor de sinal para se obter esses valores.
Sendo um motor especificado para trabalhar a altas velocidades, e como referido no capítulo anterior, o suporte de ferramentas e as ferramentas têm de estar perfeitamente equilibradas para que não surjam vibrações indesejáveis. O suporte deve ser do modelo HSK-E-32 que é um suporte de precisão, regulamentado pelas normas ISO e DIN e capaz de aguentar
velocidades de rotação de quarenta mil rotações por minuto. Na célula robótica existem três suportes destes, cabendo ferramentas com dimensões compreendidas entre um e treze milímetros.
Dentro deste suporte leva uma pinça (Collet) que, por aperto vai esmagar a ferramenta e assim fazer pressão para que esta não caia. Para diferentes diâmetros interiores correspondem diferentes pinças. Existe na célula, uma com poder de suporte para ferramentas de 5 a 6 milímetros de diâmetro.
A utilização de ferramentas de corte durante a realização deste trabalho foi substituída por material de escrita, estando as razões desta escolha relacionadas com segurança. Uma explicação mais aprofundada encontra-se no tópico Sistemas de segurança.
Foram montadas duas canetas nos suportes das ferramentas. Na primeira adaptou-se um marcador de cinco milímetros de diâmetro, conseguindo-se um comprimento de noventa e seis milímetros da ponta deste à face do motor.
A segunda caneta adaptada seguiu a mesma ideia, utilizando-se uma caneta de bico fino (1mm) com uma mola numa extremidade ficando o comprimento final deste conjunto com cento e quarenta milímetros.
Na Figura 3.6 são apresentados suportes HSK com as canetas que foram adaptadas.
Figura 3.6: Suportes HSK e canetas adaptadas, 1 e 2 da esquerda para a direita
3.1.7. Controlo do motor árvore: variador de frequência DELTA Electronics VDF037V43
Em motores de corrente alternada existe uma relação entre a velocidade de rotação do rotor (nr) em rotações por minuto, a frequência da tensão de alimentação (f) em Hertz e o número de pares de pólos do motor, dada pela equação 1.
(1)
Para se alterar a velocidade de rotação é preciso alterar o número de pólos do motor ou alterar a frequência da tensão de alimentação. A maneira mais fácil é a alteração do valor da
frequência da tensão de alimentação sendo por este motivo normal a utilização de variadores de frequência para efectuar o controlo da velocidade.
O objectivo do variador é transformar as constantes de entrada, tensão e frequência, em valores variáveis. O seu princípio de funcionamento pode ser descrito por 3 passos, sendo eles:
Transformação da tensão alternada de entrada em tensão contínua;
Filtragem da tensão;
Transformação da tensão contínua em tensão alternada variável.
A primeira transformação é feita recorrendo a díodos e a segunda recorrendo a transístores. Estes (transístores) funcionam de uma maneira bi-estável e, da relação tempo ligado /tempo desligado (Ton/Toff) surge a frequência desejada e consequentemente a variação da velocidade do motor [33].
Estes aparelhos são eficientes tendo perdas de apenas 5 a 10% devidas ao efeito térmico proveniente da comutação dos transístores centenas de vezes por segundo.
O variador usado é recomendado para motores de potência não superior a 3,7 kW aceitando comunicações através da consola embutida, onde todas as funções estão disponíveis, não trazendo por isso, nenhum sistema de segurança a não ser o bom senso do utilizador. Permite ligação cabladas e por comunicação série através de uma porta RS485 podendo ser integrado numa rede industrial do tipo master-slave [34]. Nestas últimas ligações já se consegue integrar os sensores do motor de modo a que se crie um sistema à prova de falhas (fail-safe). A definição de parâmetros é feita através de registos, estando divididos em 12 grupos contendo cada um várias opções.
3.1.8. Interfaces de ligação motor/robô
Antes de se falar dos passos seguidos para o projecto e criação das interfaces, convém explicar o porque de ser o robô a transportar a ferramenta. Existem casos (como por exemplo lixagem ou rebarbagem) em que o robô transporta a peça em vez da ferramenta. O transporte da peça pelo robô, obrigava a que fossem criadas duas interfaces: uma para fixar o motor à mesa posicionadora e a segunda que segurasse a peça ao robô. Além de um maior custo, a segunda interface causaria problemas. A gama de materiais utilizados não permite que sejam exercidas forças de aperto excessivas, deixando de garantir um bom toleranciamento. Pode-se ainda dizer que, no software de CAD/CAM utilizado, esta opção aparece apenas de uma maneira demonstrativa, escolhendo-se pelos motivos referidos utilizar o robô para manipular a ferramenta.
A ligação do motor ao robô não pôde ser feita directamente uma vez que acoplado ao robô encontrava-se uma célula de carga e um dispositivo de mudança de ferramenta. Mesmo admitindo que este (mudança automática) não trazia nenhuma limitação de binário para a realização da tarefa, a mudança de motor para outro tipo de garra não pode ser feita automaticamente uma vez que traz sempre associado a participação de um operador, pois possui cabos de ligação (potência e segurança). A escolha de se deixar ficar este dispositivo foi feita a pensar na utilização futura do robô em termos didácticos. A alteração de garras fica assim mais rápida e fácil.
A interface a projectar e construir tem pois que permitir ligar o motor árvore ao dispositivo de mudança automática.
A utilização de robôs para processos de maquinagem tem sido feita em famílias de produtos pouco diversificadas (aplicações dedicadas) não se tendo encontrado informação relativa à orientação que o motor árvore deve ter, em relação ao elemento terminal do robô, para aplicações genéricas. Nas interfaces a projectar havia uma total liberdade de definição dos valores de posicionamento e orientação, do motor árvore em relação à flange, a menos das limitações impostas pela capacidade de carga do robô.
A capacidade de carga de um robô é dada pela conjugação entre o valor do momento máximo permitido e a distância (braço) ao centro de gravidade do conjunto de acessórios acoplados. Para um conjunto de acessórios com um determinado peso a alteração da sua posição em relação à flange do robô provoca uma variação do momento aplicado, reflectindo-se na capacidade do robô o transportar.
A relação existente entre a distância do centro de gravidade da ferramenta ao elemento terminal do robô e o seu peso é apresentado na Figura 3.7. No eixo das ordenadas tem-se o valor segundo z dessa distância e no das abcissas o valor segundo o plano XY. Este gráfico fornece para vários pesos a área em que o centro de gravidade do conjunto de acessórios acoplados tem de estar, para ser possível cumprir os valores anunciados de aceleração e velocidade disponibilizados pelo fabricante do robô.
Figura 3.7: Relação distância ao centro de gravidade da ferramenta e peso [35]
Como seria de se esperar o aumento do peso da ferramenta faz com que o binário máximo seja atingido para braços mais pequenos. O conjunto a utilizar não ultrapassa os doze quilogramas pelo que deve ter o seu centro de gravidade dentro da área sombreada.
Ainda dentro deste assunto, é relevante dizer-se que a alteração da distância do centro de gravidade (por adição de acessórios por exemplo) pode, dependendo das situações, traduzir-se em vantagens. Na Figura 3.8 apresenta-se um exemplo onde a adição de dispositivos intermédios se torna vantajosa. Se a limitação dos eixos do robô só permitir o trabalho até à linha verde a utilização de um conjunto maior (distância ao centro de gravidade) possibilita um incremento segundo z (ΔZ).
Figura 3.8: Influência do tamanho da ferramenta na movimentação do robô
A influência da alteração do centro de gravidade está dependente da geometria a trabalhar e das configurações que, o robô tem, para seguir os caminhos de maquinagem criados.
O projecto das interfaces a construir não visava o trabalho em peças da mesma família, pelo que se escolheu manter a distância ao centro de gravidade o mais próximo possível da flange do robô.
A orientação do motor árvore em relação à flange do robô provoca, por vezes, uma alteração no ponto central da ferramenta. Este ponto é decisivo na capacidade do robô seguir uma trajectória definida.
A orientação pode ser definida como a rotação aplicada, a cada um dos eixos, de um referencial cartesiano, tendo-se estudo a influência de cada eixo separadamente.
Rotação segundo xx: na Figura 3.9, está ilustrada a comparação entre um conjunto interface/motor sem rotação e um onde se aplicou uma rotação segundo o eixo dos xx. De modo a tornar-se mais claro, o desenho da interface sem rotação, foi feito de maneira a posicionar o motor a noventa graus face à flange do robô.
Figura 3.9: influência da rotação segundo o eixo dos xx
Da análise de soluções utilizadas nas empresas, verificou-se um certo padrão na utilização dos valores de noventa graus e de trinta graus para a orientação provocada pela rotação do eixo dos xx. Optou-se por projectar essas duas soluções.
Rotação segundo yy: na Figura 3.10, está ilustrada a comparação entre um conjunto interface/motor sem rotação e um onde se aplicou uma rotação segundo o eixo dos yy.
Figura 3.10: influência da rotação segundo o eixo dos yy
A utilização de uma flange na célula de carga condicionou a escolha da orientação provocada pela rotação do eixo dos yy. Se o motor estiver alinhado com a flange, em caso de colisão com o robô, a flange protege o motor como se apresenta na Figura 3.11. Esta orientação tem, também, a vantagem de não provocar mais limitações nas juntas do robô.
A nível construtivo verificou-se que a fabricação da interface ligeiramente (cinco graus) desalinhada da flange permitia o mesmo nível de protecção e tornava a produção da interface mais simples.
Figura 3.11: Orientação segundo o eixo dos yy do motor árvore face à flange da célula de carga
Devido à simetria da interface projectada, a orientação do motor árvore, pode tomar os valores de mais, ou menos, cento e oitenta graus.
Rotação segundo zz: na Figura 3.12, está ilustrada a comparação entre um conjunto interface/motor sem rotação e um onde se aplicou uma rotação segundo o eixo dos zz.
Figura 3.12: influência da rotação segundo o eixo dos zz
A orientação provocada pela rotação deste eixo altera a posição do ponto central da ferramenta, mesmo assim, optou-se por utilizar um valor nulo nesta rotação de modo a não dificultar o projecto das interfaces a criar. A utilização de um valor nulo para esta rotação, permite também simplificar o processo de análise da influência destas orientações.
O software usado para efectuar todos os desenhos e montagens dos conjuntos foi o Autodesk Inventor R10. Após os desenhos finais das interfaces [Anexo F e G] decidiu-se que para o objectivo deste trabalho uma única interface seria suficiente, adaptando-se os desenhos de peças a construir a essa interface. A escolha recaiu na interface que posiciona o motor perpendicularmente ao elemento terminal do robô. Na Figura 3.13 está apresentada a interface criada
Figura 3.13: Interface criada
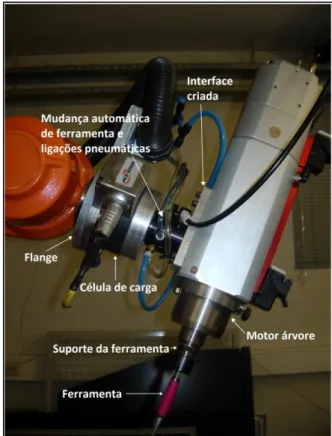
Como referido, a interface criada permitia a orientação do conjunto de acessórios de duas maneiras (+/- 180°), tendo-se escolhido montar o motor com a extremidade da ferramenta a apontar no sentido contrário da flange de protecção. Na Figura 3.14 encontra-se o elemento terminal do robô com o conjunto de acessórios e ferramenta (caneta) agarrados.
![Figura 2.3: Diminuição da temperatura com o aumento da velocidade de fresagem [6]](https://thumb-eu.123doks.com/thumbv2/123dok_br/15138857.1011676/17.892.259.684.107.378/figura-diminuição-da-temperatura-com-aumento-velocidade-fresagem.webp)
![Figura 2.9: Traçado combinado de uma peça de revolução e prismática [12]](https://thumb-eu.123doks.com/thumbv2/123dok_br/15138857.1011676/21.892.220.716.825.1107/figura-traçado-combinado-de-uma-peça-revolução-prismática.webp)
![Figura 2.10: Simulação numa máquina ferramenta [13]](https://thumb-eu.123doks.com/thumbv2/123dok_br/15138857.1011676/22.892.234.616.107.347/figura-simulação-numa-máquina-ferramenta.webp)
![Figura 2.15: Simulação [20]](https://thumb-eu.123doks.com/thumbv2/123dok_br/15138857.1011676/25.892.174.762.591.957/figura-simulação.webp)
![Figura 2.20: Escultura de pedra realizada por Johnsons Wellfield Quarries [25]](https://thumb-eu.123doks.com/thumbv2/123dok_br/15138857.1011676/29.892.257.678.884.1106/figura-escultura-pedra-realizada-johnsons-wellfield-quarries.webp)
![Figura 3.7: Relação distância ao centro de gravidade da ferramenta e peso [35]](https://thumb-eu.123doks.com/thumbv2/123dok_br/15138857.1011676/38.892.295.559.511.813/figura-relação-distância-ao-centro-gravidade-ferramenta-peso.webp)