“Não há assunto tão velho que não possa ser dito nada de novo sobre ele”
RESUMO
Os rebocos são elementos integrantes dos revestimentos de alvenarias, desempenhando o papel de proteção e de qualidade estética das mesmas. Estão expostos a inúmeras ações agressivas, que constituem as suas principais causas da degradação, bem como dos edifícios, ao longo do tempo.
O uso da cal, como ligante em argamassas de revestimento de alvenarias em edifícios, remonta há séculos e desempenha um papel importante na conservação e durabilidade das alvenarias.
A introdução de ligantes hidráulicos nas argamassas, nomeadamente o cimento em substituição da cal, nos revestimentos de edifícios antigos, tem conduzido ao aparecimento de diversas patologias, provocadas por incompatibilidades físicas, químicas e mecânicas entre estas “novas” argamassas e as alvenarias, provocando a degradação quer dos revestimentos quer das alvenarias.
O conhecimento das caraterísticas físicas, químicas e mecânicas das argamassas pré-existentes é fundamental, para a formulação de novas argamassas a aplicar sobre suportes antigos, a fim de se garantir a compatibilidade entre a argamassa de reabilitação e os respetivos suportes.
O objetivo deste projeto foi desenvolver vários tipos de argamassas de cal, para serem usadas no revestimento de alvenarias de edifícios antigos.
Neste trabalho foram estudados quatro tipos de argamassas, com base em cal em pasta, cal aérea e cal hidráulica, com diferentes agregados (areia e pó de pedra) e diferentes curas (cura seca e cura húmida). São descritos os ensaios realizados e apresentados, analisados e comentados os resultados obtidos.
De um modo geral, foi possível verificar a adequabilidade das argamassas estudadas. Comparando os resultados obtidos com outros referenciados, por diferentes autores e empresas de fabrico de argamassas, constata-se que a maioria desses resultados é coerente e consistente.
Palavras-chave: Argamassas de cal, cura, revestimentos para edifícios antigos, ensaios
ABSTRACT
Plasters are important elements to masonry coatings, playing both protection and aesthetic roles. They are exposed to a countless amount of aggressive actions, which constitute the main causes of degradation, not only for plasters but also for the whole buildings over time. The use of lime, as a binder in masonry mortars in old buildings, dates back centuries ago, playing an important role in the conservation and durability of masonry.
The introduction of hydraulic binders in mortars, in particular cement, replacing lime, in the old building coatings, has led to the appearance of several pathologies, caused by physical, chemistry and mechanical incompatibilities between these "new" mortars and masonry, causing degradation to both coatings and masonry.
Knowledge of the physical, chemical and mechanical characteristics of existing mortars is fundamental for the formulation of mortars applied on old supports in order to ensure compatibility between the rehabilitation mortar and the pre-existent materials.
The purpose of this project was to develop various types of lime mortars for masonry coatings of old buildings.
In this work were studied four types of mortars, with different types of lime (lime paste, aerial lime and hydraulic lime, with different aggregates (sand and stone powder) and different types of cure (dry cure and wet cure). The tests performed are described and afterwards the obtained results are presented and analyzed.
In a general way, with the results obtained in these assays it was possible to verify the suitability of the studied mortars. Comparing the obtained results with other referenced, by different authors and mortar manufacturing companies, it is verified that most of these results are coherent and consistent.
Keywords: Lime mortars, curing, coatings for old buildings, laboratory assays, building
AGRADECIMENTOS
Finalizada mais uma etapa importante na minha vida académica, é essencial deixar alguns agradecimentos a pessoas que, direta ou indiretamente, fizeram com que fosse possível chegar ao fim deste trabalho.
Quero agradecer á minha orientadora, a professora doutora Maria de Lurdes Belgas da Costa, pelo esforço, dedicação, pela sua capacidade científica e de incentivo, motivação e também pela disponibilidade demonstrada ao longo destes meses de trabalho, bem como ao longo do Mestrado de Reabilitação Urbana e Licenciatura de Engenharia Civil.
Ao Engenheiro Pedro Costa pela total disponibilidade e grande apoio na realização dos ensaios. Pela sua amizade e por ter-me incentivado sempre, nos momentos mais difíceis. Também à professora doutora Ana Paula Machado pela sua disponibilidade e prontidão. Ao professor doutor Fernando Branco, do Departamento de Engenharia Civil da Faculdade de Ciências e Tecnologia de Coimbra, pela possibilidade de realização e apoio na execução dos ensaios de resistência à flexão e compressão e por toda a disponibilidade manifestada. Gostaria também de agradecer ao Sr. Luís, da empresa Aldeias de Pedra - Construções Unipessoal, Lda. por ter disponibilizado a cal em pasta para a realização deste projeto. Aos meus colegas e amigos do curso de Mestrado de Reabilitação Urbana especialmente ao Tiago Mendes, Rui Barbeiro, Steven Brogegas, Johnny Neves, Lázaro Cardoso, Andreia Silva e Sandrina Varanda, pela sua amizade e apoio em todos os momentos.
Agradeço também a todos os meus amigos dentro e fora do Politécnico, pela companhia nos momentos de estudo e não menos importante pelos momentos de convívio e diversão. Ao meu namorado, Luís Furtado, não só pelos conselhos diretos durante a realização do presente projeto, mas também pelo companheirismo, amizade e tolerância, bem como pela paciência dentro e fora da vida académica.
O mais importante agradecimento é para a minha família, especialmente para os meus pais José e Guiomar, pelo exemplo de vida e confiança transmitidas, e pela paciência, e compreensão durante estes 6 anos do meu percurso académico. Também á minha irmã, Susana, ao meu cunhado, Alexandre e ao meu afilhado, Gonçalo, pelo constante apoio, boa disposição demonstrada durante todo o meu percurso.
XI
Índice Geral
1. Introdução ... 1
1.1. Enquadramento e Justificação do tema ... 1
1.2. Objetivos ... 2
1.3. Estrutura do relatório ... 2
2. Enquadramento Histórico da utilização da Cal ... 3
2.1. O uso da cal nas intervenções de reabilitação ... 6
2.1.1.Casos de Obra ... 10 3. A Cal ... 13 3.1. Introdução ... 13 3.2. Cal aérea ... 14 3.3. Cal Hidráulica ... 16 3.4. Fabrico de cal ... 17 4. Trabalho Experimental ... 21
4.1. Caraterização dos materiais ... 21
4.1.1.Materiais utilizados ... 21
4.2. Ensaios de caracterização dos constituintes das argamassas (Agregados e Ligantes) ... 22
4.2.1.Análise granulométrica ... 22
4.2.2.Massa volúmica e Massa volúmica aparente ... 24
4.2.3.Baridade ... 28
4.3. Composição das argamassas em estudo ... 29
4.4. Produção das argamassas ... 30
4.4.1.Amassadura ... 30
XII
4.4.3.Preparação dos provetes sobre tijolo cerâmico... 33
4.5. Condições de cura ... 34
4.6. Ensaios de caracterização das Argamassas no estado fresco ... 36
4.6.1.Ensaio de espalhamento... 36
4.6.2.Ensaio de retenção de água ... 37
4.7. Ensaios de caracterização das Argamassas no estado endurecido ... 39
4.7.1.Ensaio de determinação da resistência à flexão... 39
4.7.2.Ensaio de determinação da resistência à compressão ... 41
4.7.3.Ensaio de Ultrassons ... 43
4.7.4.Ensaio de determinação da profundidade de carbonatação ... 44
4.7.5.Ensaio de absorção de água por capilaridade ... 44
4.7.6.Ensaio da determinação do teor de água após imersão durante 48h ... 46
4.7.7.Ensaio da avaliação da cinética de secagem ... 48
4.7.8.Ensaio de Porosidade ... 50
4.7.9.Ensaio da Avaliação qualitativa da microestrutura das argamassas ... 53
4.8. Realização de ensaios de aplicação das argamassas em tijolos ... 54
4.8.1.Fendilhação das argamassas aplicadas ... 54
4.8.2.Absorção de água sob baixa pressão (Tubos de Karsten) ... 54
4.8.3.Ensaio de Ultrassons ... 57
4.8.4.Ensaio de arrancamento por tração “Pull off” ... 58
5. Análise de Resultados ... 61
5.1. Caracterização dos constituintes das argamassas -Agregados e Ligantes…..61
5.1.1.Análise granulométrica ... 61
5.1.2.Massa volúmica e Massa volúmica aparente ... 62
5.1.3.Baridade ... 63
XIII
5.2.1.Ensaio de Espalhamento ... 64
5.2.2.Ensaio de Retenção de água ... 64
5.3. Caracterização das argamassas no estado endurecido ... 66
5.3.1.Determinação da massa volúmica ... 66
5.3.2.Ensaio de determinação da resistência à Flexão ... 67
5.3.3.Ensaio de determinação da resistência à Compressão ... 68
5.3.4.Ensaio de Ultrassons ... 71
5.3.5.Ensaio de determinação da profundidade de carbonatação ... 73
5.3.6.Ensaio da absorção de água por capilaridade ... 74
5.3.7.Ensaio da determinação do teor de água após imersão durante 48h ... 77
5.3.8.Ensaio da avaliação cinética de secagem ... 78
5.3.9.Ensaio de Porosidade ... 79
5.3.10.Avaliação qualitativa da microestrutura das argamassas ... 81
5.4. Análise dos resultados dos ensaios das argamassas aplicadas em tijolos ... 83
5.4.1.Observação da fendilhação das argamassas aplicadas ... 83
5.4.2.Absorção de água sob baixa pressão (tubos de Karsten) ... 85
5.4.3.Ensaio de Ultrassons ... 86
5.4.4.Ensaio de arrancamento por tração “Pull off” ... 88
6. Conclusões e desenvolvimentos futuros ... 91
6.1. Conclusões ... 91
6.2. Desenvolvimentos futuros ... 92
7. Referências Bibliográficas ... 93
7.1. Webgrafica ... 98
8. Anexos ... 101
Anexo I – Boletim do ensaio da análise granulométrica (Areia e Pó de Pedra)... 103
XIV
Anexo III – Boletim do ensaio da massa volúmica aparente (Cal Aérea e Cal Hidráulica)
... 107
Anexo IV – Boletim do ensaio da Baridade (Areia e Pó de Pedra)... 109
Anexo V – Boletim do ensaio da Retenção de água ... 111
Anexo VI – Boletim do ensaio da Resistência á flexão e compressão ... 113
Anexo VII - Boletim do ensaio de Ultrassons ... 115
Anexo VIII – Imagens das superfícies de carbonatação... 117
Anexo IX - Boletim do ensaio da absorção de água por capilaridade ... 119
Anexo X - Boletim do ensaio do teor de água após imersão durante 48h ... 121
Anexo XI - Boletim do ensaio da avaliação cinética de secagem ... 123
Anexo XII - Boletim do ensaio da porosidade ... 125
Anexo XIII - Boletim do ensaio da absorção de água sob baixa pressão (tubos Karsten) ... 127
Anexo XIV - Boletim do ensaio de ultrassons ... 129
Anexo XV - Boletim do ensaio de arrancamento por tração “Pull off” ... 131
XV
Índice Figuras
Figura 1: a) Pirâmide de Quéops; b) Pirâmide de Quéfren (2600-2550 A.C) (Infoescola,
S/DATA) (antigoegito, 2010) ... 3
Figura 2: Grande Muralha da China (220 A.C a Séc. XV) (ArquiteturaHistorica, 2014) ... 4
Figura 3: Via Ápia (350 A.C) (romecabs, 2012)... 4
Figura 4: Coliseu de Roma (70-80 D.C) (ArquiteturaHistorica, 2014) ... 4
Figura 5: Arco de Constantino (315 D.C) (slideshare, 2010) ... 4
Figura 6: Casa típica alentejana pintura de cal (deliciosoalentejo, 2011) ... 5
Figura 7: Argamassas com cal ... 5
Figura 8: Fornos de cal na Serra dos Candeeiros (Maduro, 2011) ... 5
Figura 9: Fábrica de Cimentos naturais em Maceira-Liz (Pascoal, 2011) ... 6
Figura 10: Evolução das obras de reabilitação e de construção nova no total de obras concluídas (2010-2015) (SIOU, 2015) ... 7
Figura 11: Projeto de argamassas de restauro. (Torgal, et al.) ... 9
Figura 12: Antes e depois da Obra de Reabilitação do Convento do Carmo. (Secil-Argamassas, 2016) ... 10
Figura 13: Obra do Castelo de Montemor-o-Novo: antes de depois (Secil-Argamassas, 2016) ... 10
Figura 14: Obra do Museu Machado Castro (Secil-Argamassas, 2016) ... 11
Figura 15: Obra da Igreja das Areias (Belgas, et al., 2015) ... 11
Figura 16: Obra da Igreja das Areias (Belgas, et al., 2015) ... 12
Figura 17: Obra da Igreja das Areias (Belgas, et al., 2015) ... 12
Figura 18: Classificação dos Ligantes (Algravio, 2010) ... 14
Figura 19: Ciclo da Cal (Maxical, 2012)... 16
Figura 20: Fornos artesanais (Américo, 2013) ... 18
Figura 21: Forno horizontal a carvão (Oliveira, 2013) ... 18
Figura 22: Esquematização do processo de fabrico da cal (Micro Lime, 2011) ... 19
Figura 23: Materiais utilizados na confeção das argamassas: a) Areia do rio; b) Pó de pedra; c) Cal em Pasta; d) Cal aérea; e) Cal hidráulica ... 22
Figura 24: Esquartelamento da amostra ... 23
Figura 25: Lavagem da amostra no peneiro 0.063mm ... 23
XVI
Figura 27: Pesagem de material retido de um peneiro ... 24
Figura 28: Lavagem da amostra no peneiro 0.063mm ... 25
Figura 29: Enchimento do picnómetro ... 25
Figura 30: Picnómetro em banho-maria ... 26
Figura 31: Secagem com ar morno ... 26
Figura 32: Aplicação do molde troncocónico ... 26
Figura 33: Estado da superfície seca da amostra... 26
Figura 34: Enchimento da tremonha ... 27
Figura 35: Tremonha cheia ... 27
Figura 36: Medição da temperatura ... 28
Figura 37: Pesagem com recipiente com água e vidro ... 28
Figura 38: Enchimento do provete ... 29
Figura 39: Nivelamento da superfície ... 29
Figura 40: a) Misturadora; b) Adição de água; c) Mistura mecânica dos constituintes; d) Remoção do material que aderiu às paredes e fundo da cuba. ... 31
Figura 41: Molde metálico Prismático ... 31
Figura 42: a) Colocação do óleo descofrante; b) Máquina de compactação; c) Enchimento da primeira camada de argamassa; d) Enchimento da segunda camada de argamassa. ... 32
Figura 43: Nivelamento da superfície do molde ... 32
Figura 44: Provete sujo e limpo ... 32
Figura 45: Humedecimento do tijolo ... 33
Figura 46: Humedecimento da cofragem ... 33
Figura 47: Aplicação da argamassa ... 34
Figura 48: Nivelamento da superfície ... 34
Figura 49: Identificação do tipo de argamassa colocada sobre os tijolos ... 34
Figura 50: Moldes na camara ... 35
Figura 51: Moldes na câmara cobertos com plástico ... 35
Figura 52: Moldes na condição de cura em laboratório ... 35
Figura 53: Mesa de espalhamento ... 36
Figura 54: Remoção do excesso ... 36
Figura 55: Mesa de espalhamento ... 37
XVII
Figura 57: Pesagem do molde cerâmico vazio ... 38
Figura 58: Pesagem do molde cerâmico cheio ... 38
Figura 59: Colocação do peso de 2Kg ... 38
Figura 60: Equipamento para ensaio de flexão ... 40
Figura 61: Provete no ensaio de flexão ... 40
Figura 62: Flexão em quatro pontos ... 40
Figura 63: Diagrama de Esforço Transverso e Momento Fletor ... 41
Figura 64: Equipamento com provete de compressão ... 42
Figura 65: Provete no ensaio de compressão ... 42
Figura 66: a) Calibração do aparelho PUNDIT; b) Aparelho para o ensaio de Ultrassons; c) Colocação da massa de contacto nos todos do provete; d) Realização do ensaio. ... 43
Figura 67: a) Metades do ensaio de flexão; b) Ensaio de carbonatação; c) Fenolftaleína 2.5%; d) Provetes com a fenolftaleína... 44
Figura 68: Provetes na caixa com fundo nivelado ... 45
Figura 69: Marcação da altura da água ... 45
Figura 70: Pesagem do provete com massa de água absorvida... 45
Figura 71: Medição da Franja ... 45
Figura 72: 1º Pesagem do provete na estufa ... 46
Figura 73: Ultima pesagem do provete na estufa ... 46
Figura 74: Introdução do provete a 45º ... 47
Figura 75: Todos os provetes a 45º ... 47
Figura 76:Limpeza do provete com pano húmido ... 47
Figura 77: Pesagem do provete saturado ... 47
Figura 78: Colocação da resina Epóxi ... 48
Figura 79: Provetes com 2demãos de resina ... 48
Figura 80: Colocação dos provetes para imersão ... 49
Figura 81: Imersão total dos provetes ... 49
Figura 82: Colocação da impermeabilização plástica ... 49
Figura 83: Pesagem do conjunto ... 49
Figura 84: Corte dos 6 provetes ... 50
Figura 85: Os 6 provetes para o ensaio ... 50
XVIII
Figura 87: Pesagem do provete seco ... 51
Figura 88: Exsicador com bomba a vácuo ... 51
Figura 89: a) Imersão dos provetes; b) Exsicador sem tampa ... 51
Figura 90: Pesagem hidrostática ... 52
Figura 91: Pesagem do provete saturado ... 52
Figura 92: Cortar as lamelas com esp.0,05cm ... 53
Figura 93: Lamelas dos provetes ... 53
Figura 94: Colagem da lamela à lâmina de vidro... 53
Figura 95: Lâmina de vidro com lamela ... 53
Figura 96: Todos as lamelas ... 54
Figura 97: Microscópio ótico ... 54
Figura 98: Revestimento no tijolo ... 55
Figura 99: Marcação do posicionamento dos tubos ... 55
Figura 100: Tubos de Karsten ... 55
Figura 101: Secagem do silicone ... 55
Figura 102: Enchimento dos tubos de Karsten... 56
Figura 103: Contagem do cronómetro ... 56
Figura 104: Ensaio realizado em todos os revestimentos ... 56
Figura 105: Calibração do equipamento ... 57
Figura 106: Marcação dos pontos de medição ... 57
Figura 107: Massa se contato na argamassa... 58
Figura 108: Ensaio a decorrer ... 58
Figura 109: Posicionamento das pastilhas ... 59
Figura 110: Cola para colagem pastilhas ... 59
Figura 111: Realização dos entalhes ... 59
Figura 112: Entalhes em todos os revestimentos ... 59
Figura 113: Equipamento do ensaio de arrancamento ... 60
Figura 114: Realização do ensaio... 60
Figura 115: Rotura Coesiva pelo revestimento em todas as argamassas ... 60
Figura 116: Curvas granulométricas dos agregados ... 61
Figura 117: Massa volúmica da areia e do pó de pedra ... 62
XIX
Figura 119: Baridade da areia e do pó de pedra ... 63
Figura 120: Espalhamento das argamassas ... 64
Figura 121: Retenção de água das argamassas ... 65
Figura 122: Relação entre retenção de água e espalhamento ... 66
Figura 123: Massa volúmica aparente das argamassas ... 67
Figura 124: Resistência mecânica à flexão aos 28, 90 e 180 dias ... 68
Figura 125: Resistência à compressão aos 28, 90 e 180 dias ... 69
Figura 126: Relação entre resistência mecânica à compressão e resistência mecânica à flexão aos 28, 90 e 180 dia ... 70
Figura 127: Resistência a compressão VS massa volúmica ... 70
Figura 128: Valor médio da Velocidade de Propagação dos ultrassons aos 90dias de idade ... 71
Figura 129: Relação entre ultrassons e Resistência à Compressão ... 72
Figura 130: Relação entre a velocidade de ultrassons e a massa volúmica aparente ... 72
Figura 131: Carbonatação da argamassa ASPL 28, 90 e 180 dias ... 73
Figura 132: Carbonatação da argamassa ACL/HL 28, 90 e 180 dias ... 73
Figura 133: Carbonatação da argamassa ACL/P.P 28, 90 e 180 dias ... 73
Figura 134: Carbonatação da argamassa ASPL/P.P 28, 90 e 180 dias ... 73
Figura 135: Valor médio do coeficiente de absorção capilar aos 90 dias de idade... 75
Figura 136: Valor médio da absorção de água por capilaridade aos 90 dias de idade ... 76
Figura 137: Valor médio da Percentagem de água absorvida ... 76
Figura 138: Valor médio do teor de água após imersão durante 48h ... 78
Figura 139: Velocidade média de secagem ... 78
Figura 140: Teor de água média ... 79
Figura 141: Valor médio da Porosidade aberta ... 80
Figura 142: Relação entre Porosidade e Capilaridade ... 81
Figura 143: Argamassa ASPL-L – 180 dias ... 82
Figura 144: Argamassa ASPL-C – 180 dias ... 82
Figura 145: Argamassa ACL/HL-L – 180 dias ... 82
Figura 146: Argamassa ACL/HL-C – 180 dias ... 82
Figura 147: Argamassa ACL/P.P-L – 180 dias ... 82
XX
Figura 149: Argamassa ASPL/P.P-L – 180 dias ... 82
Figura 150: Argamassa ASPL/P.P-C – 180 dias ... 82
Figura 151: Superfície revestida com a argamassa ASPL aos 28, 90 e 180 dias ... 83
Figura 152: Superfície revestida com a argamassa ACL/HL aos 28, 90 e 180 dias ... 84
Figura 153: Superfície revestida com argamassa ACL/PP aos 28, 90 e 180 dias ... 84
Figura 154: Superfície revestida com argamassa ASPL/PP aos 90 e 180 dias ... 85
Figura 155: Valor médio do Coeficiente de absorção de água da camada superficial aos 90 dias de idade ... 86
Figura 156: Tempo necessário para absorver 4cm (90dias) ... 86
Figura 157: Valor médio da Velocidade de propagação dos ultrassons na camada superficial aos 90dias de idade ... 87
Figura 158: Valor médio da Velocidade de propagação dos ultrassons (Camada de revestimento) e ultrassons (provetes) ... 87
Figura 159: Valor médio da Tensão de arrancamento na camada superficial aos 90dias de idade ... 88
XXI
Índice Quadros
Quadro 1: Materiais utilizados na confeção das argamassas ... 21
Quadro 2: Constituição das argamassas em estudo ... 29
Quadro 3:Constituição do traço em volume das argamassas ... 30
Quadro 4: Constituição do traço em massa das argamassas ... 30
Quadro 5: Identificação dos provetes para as diferentes condições de cura ... 35
Quadro 6: Características geométricas dos agregados ... 61
Quadro 7: Valores médios das massas volúmicas e massas volúmicas aparentes ... 62
Quadro 8: Valores médios das baridades dos agregados ... 63
Quadro 9: Consistência por espalhamento ... 64
Quadro 10: Retenção de água ... 65
Quadro 11: Massa volúmica dos provetes ... 66
Quadro 12: Resistência mecânica à flexão em MPa ... 68
Quadro 13: Resistência mecânica à compressão em MPa ... 69
Quadro 14: Velocidade de propagação de ultrassons ... 71
Quadro 15: Ensaio de Absorção de Água por Capilaridade ... 74
Quadro 16: Evolução da franja capilar (mm)... 75
Quadro 17: Ensaio de Teor de água após imersão durante 48h ... 77
Quadro 18: Ensaio de Porosidade ... 80
Quadro 19: Ensaio de Absorção de água sob baixa pressão (tubos de Karsten) ... 85
Quadro 20: Velocidade de propagação de ultrassons ... 87
1
1. Introdução
1.1. Enquadramento e Justificação do tema
Desde há alguns anos a preocupação com a reabilitação e conservação do património tem vindo a aumentar, não só para o património históricos como igrejas, conventos, palácios, mas também no que se refere aos edifícios comerciais, industriais e habitacionais.
Nos edifícios os revestimentos exteriores são os primeiros elementos a mostrar mais degradação, devido às ações ambientais a que estão sujeitos, e é muito importante que os rebocos de substituição sejam compatíveis com os materiais já existentes no edifício, pois têm a função de proteção da estrutura. Estes rebocos devem ter boa durabilidade, não só pelo aspeto estético que dão às fachadas, mas para não se ter que intervir num curto espaço de tempo.
Diversos estudos têm demonstrado que, as argamassas de cal, têm maior adequabilidade e compatibilidade para a execução de argamassas de revestimento, destinadas a edifícios antigos, devendo portanto ser usadas nas intervenções de reabilitação.
Ao longo dos anos tem-se verificado que a cal foi o material mais utilizado nas argamassas, antes do Séc. XX, visto que neste século se generalizou o uso do cimento Portland em Portugal.
Com o aparecimento do cimento houve técnicas construtivas e materiais tradicionais que deixaram de se utilizar, o que tem trazido consequências negativas para a reabilitação, pois é notório que o cimento é incompatível com os materiais das alvenarias utilizados até ao Séc. XX. Infelizmente hoje em dia ainda há intervenções de reabilitação onde se utilizam argamassas com cimento, sem atender às consequências para os edifícios, pois o cimento é um material muito rígido para ser utilizado em argamassas de reparação e/ou substituição. Já as argamassas de cal são mais deformáveis, logo conseguem acompanhar as deformações a o suporte possa estar sujeito e são menos suscetíveis ao desenvolvimento de sais.
O presente estudo pretende contribuir para o aumento do conhecimento das argamassas de cal, quando aplicadas em rebocos de edifícios antigos, através da caracterização mecânica e física de diferentes argamassas.
Confecionaram-se argamassas com cal aérea, cal hidráulica e cal em pasta, tendo-se optado por quatro composições de argamassas (cal em pasta e areia; cal aérea e cal hidráulica e
2
areia; cal aérea e pó de pedra e areia e cal em pasta e pó de pedra e areia), submetidas a dois tipos de cura (cura seca e cura húmida) para estudar a influência do tipo de cal e do tipo de cura no desempenho das argamassas.
1.2. Objetivos
O objetivo deste projeto é formular e avaliar as propriedades de argamassas de cal que sejam adequadas para “rebocos” a utilizar na reabilitação de edifícios.
As propriedades das argamassas estudadas, serão testadas e analisadas através de ensaios laboratoriais para verificar a sua adequabilidade a situações reais de obra e poder escolher a que cumpre os melhores requisitos específicos para obras de reabilitação.
1.3. Estrutura do relatório
O presente relatório de Projeto está estruturado em sete capítulos:
O Capítulo 1 apresenta uma parte introdutória, onde se faz o enquadramento do tema, com a justificação da sua importância. Neste capítulo são apresentados os objetivos do trabalho e uma descrição da estrutura do projeto.
No Capítulo 2 será efetuado o enquadramento histórico da utilização da cal, onde é referida a sua origem e a evolução do seu emprego ao longo dos anos. Será também descrito o uso da cal nas intervenções de reabilitação em Portugal, bem como apresentados alguns casos de obras onde se utilizaram argamassas e cal.
No Capítulo 3 serão apresentados os diversos tipos de cais e descritos os tipos de cais utilizados na formulação das argamassas. Por fim faz-se a explicação do processo de fabrico da cal.
O Capítulo 4 refere-se ao trabalho experimental, onde é feita a caracterização dos materiais (cal aérea, cal hidráulica, cal em pasta, areia e pó de pedra), são descritas todas as composições das argamassas desenvolvidas ao longo do projeto e por fim é feita a descrição de todos os ensaios a realizar, bem como as técnicas empregadas durante a execução dos mesmos.
A análise dos resultados dos ensaios são apresentadas no Capítulo 5.
Para o Capítulo 6 remetem-se as conclusões retiradas ao longo do trabalho desenvolvido e apresentam-se propostas para desenvolvimentos futuros.
Todas as referências bibliográficas constam no Capítulo 7 e no último Capítulo serão colocados todos os anexos importantes, para uma melhor compreensão do projeto.
3
2. Enquadramento Histórico da utilização da Cal
As primeiras argamassas surgiram por aglutinação de diversos elementos, de modo a que o Homem Primitivo pudesse suprir a necessidade de construir abrigos. Vários foram as transformações ocorridas ao longo do tempo, até que a invenção do fogo possibilitou o estudo do efeito do calor nos calcários e gessos, algo que evidenciou a melhoria substancial das suas propriedades. (Vinagre, 2015)
A cal é dos ligantes mais antigos a ser utilizado na construção. As primeiras utilizações da cal ocorreram por volta 7500 A.C. na região correspondente à atual Jordânia onde a população fazia o “gesso”, através de cal e de calcário esmagado não aquecido, para poder forrar as paredes e lareiras das suas habitações.
Uma das principais utilizações conhecidas da cal, data do período compreendido entre 2600 e 2550 A.C., no revestimento das câmaras da Pirâmide de Quéops (Fig. 1 a) e nas juntas dos blocos de calcário e granito da Pirâmide de Quéfren no Egipto (Fig. 1 b).
Figura 1: a) Pirâmide de Quéops; b) Pirâmide de Quéfren (2600-2550 A.C) (Infoescola, S/DATA) (antigoegito, 2010)
Os Gregos utilizaram as argamassas de cal na execução de alvenarias. Inicialmente a cal foi misturada com a areia, mais tarde foi-lhe adicionada a pedra de Santorini, que é uma pozolana (composto rico em sílica), constituindo assim um ligante hidráulico que apresentava como principal característica o facto de ganhar presa debaixo de água (Margalha).
A cal foi também utilizada na construção da grande muralha da China (Fig. 2), que teve início em 220 A.C., tendo sido finalizada no Séc. XV.
Foram os Romanos os primeiros a utilizar a cal, com função geotécnica, com o propósito da secagem de terrenos e para servir de ligante de fixação das lajes de pedra às plataformas,
4
onde se executavam as estradas, como por exemplo na estrada monumental da Via Ápia construída em 350 A.C (Fig. 3). (Coelho, et al., 2009)
Os Romanos desenvolveram um vasto conhecimento sobre argamassas de cal e pozolanas. Até 79 D.C eram utilizadas pozolanas artificiais (testa e carbuncultus), mas com a erupção do vulcão Vesúvio, em que as cidades de Pompeia e Herculano ficaram cobertas de cinzas com cerca de 2 a 7 m de espessura, passaram a utilizar as cinzas naturais. Foi com estas argamassas que se realizaram as grandes construções romanas na Europa tais como o Coliseu de Roma (Fig. 4) e o Arco de Constantino (Fig. 5).
Após da descoberta do cimento no séc. XX, a cal, que até à data era o ligante mais utilizado para todos os tipos de construção, passou a ser menos utilizada já que o cimento era um ligante que endurecia rapidamente, e era mais resistente, conseguindo-se, assim que as obras fossem construídas num prazo mais curto e tivessem melhor desempenho mecânico.
A aplicação da cal na construção em Portugal teve início por volta do século VIII oriunda do período de ocupação muçulmana na zona sul de Portugal. Nesta época a sua utilização
Figura 3: Via Ápia (350 A.C) (romecabs, 2012)
Figura 4: Coliseu de Roma (70-80 D.C) (ArquiteturaHistorica, 2014)
Figura 5: Arco de Constantino (315 D.C) (slideshare, 2010)
Figura 2: Grande Muralha da China (220 A.C a Séc. XV) (ArquiteturaHistorica, 2014)
5 era sobretudo para a caiação das paredes de cor branca ou de outras cores pela adição de pigmentos (Fig. 6) e para a confeção de algumas argamassas (Fig. 7).
Há registo que a primeira indústria artesanal da cal em Portugal existiu nos antigos Coutos de Alcobaça localizados na beira da Serra dos Candeeiros (Fig. 8), no século XVIII.
Segundo os registos da contribuição industrial de 1881, Pataias era o único centro de produção de cal no concelho, com treze fornos em funcionamento. Esta localidade possui veios de pedra de excelente qualidade, matos com abundância nas terras e pinhal, fatores que não só justificam a instalação desta indústria, com explicam o seu desenvolvimento ao longo das primeiras três décadas no século XX. (Oliveira, 2010)
Em 1891, em Maceira-Liz, iniciou-se o funcionamento de uma fábrica de cimentos naturais (Fig. 9) (cais hidráulicas), na mesma altura em que o engenheiro Castanheira das Neves, diretor de estudos e ensaios de materiais de construção do Ministério das Obras Públicas, publicava os primeiros estudos sistemáticos e com caracter cientifico dos aglomerados hidráulicos de fabrico nacional. A fábrica de cal hidráulica era propriedade da empresa cimentos da Maceira, Lda, fundada por João T. Guedes, que publicou em 1985 um curioso
Figura 8: Fornos de cal na Serra dos Candeeiros (Maduro, 2011)
Figura 7: Argamassas com cal Figura 6: Casa típica alentejana pintura de
6
texto dedicado ao estudo da fabricação de cimentos. Em 1918, a Direção - Geral dos Serviços Industriais concedeu-lhe o alvará para exploração e fabrico de Cal Hidráulica, que ficaria conhecida no mercado da Construção Civil com Cal Martingança. Em 1921, a empresa foi comprada por Serafim Alvarez y Rivera (1863-1935), que procedeu a modificações, melhorando, por exemplo, a bateria de fornos verticais, inspirada no sistema de cozedura de cimentos de presa lenta, do alemão Dietch. A Cal Hidráulica Martingança foi utilizada com êxito em trabalhos de hidráulica, nas décadas de 30 a 50, em obras de grande relevo, nomeadamente nos canais e no alteamento de hidroelétricas do Côa, Varosa, Unhais da Serra, Alto Alentejo, Rossim, e Serra da Estrela. Foi usada ainda no Instituto Superior Técnico, no Estádio Nacional (fundações, betões e alvenarias) e no Porto de Lisboa. (Pedra&Cal, 2001)
Com inico da produção em fábrica os fornos artesanais foram desaparecendo ano após ano e em 1995 só funcionava um forno dos 33 que em 1933 estavam em atividade. As razões para o abandono dos fornos devem à falta de mão-de-obra necessária á instalação das indústrias cimenteira, vidreiras e cerâmicas na região, ao caráter artesanal que pouco ou nada se modernizou e à dureza das condições de trabalho.
2.1. O uso da cal nas intervenções de reabilitação
Em Portugal os principais problemas dos edifícios são a falta de obras de manutenção, de conservação e de intervenções de reabilitação. Estes problemas têm como consequência a degradação e o abandono do património edificado, quer habitacional quer do património histórico e cultural-b, são infelizmente uma realidade em todo o País.
De acordo com o Instituto Nacional de Estatística em 2015 o número de edifícios licenciados para construção nova foi de 63,7%, tendo-se registado um ligeiro aumento face a 2014, que
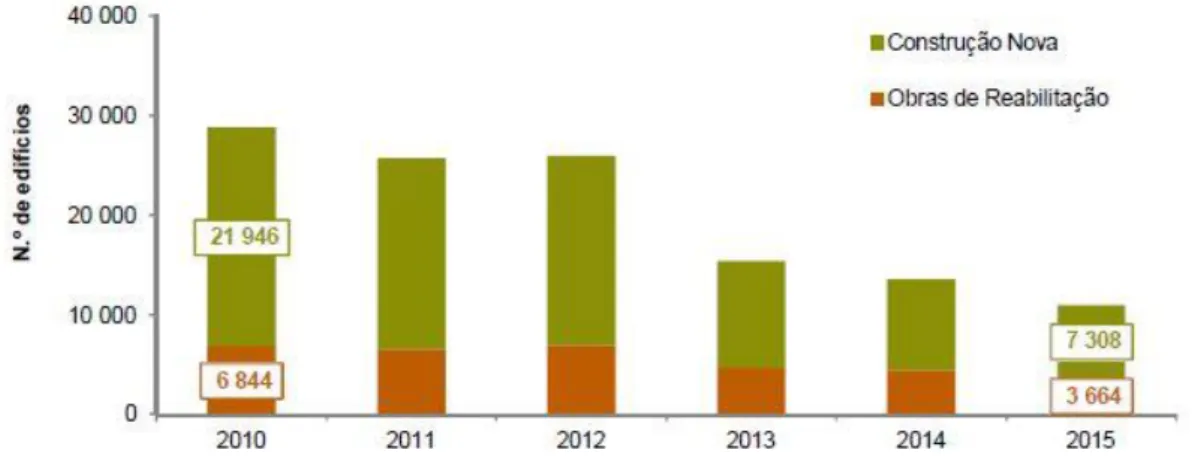
7 representava 58,2% do total de obras de construção. Relativamente a obras de reabilitação, em 2015, em 33,4% de edifícios foram concluídas as obras de reabilitação, apesar de se verificar uma diminuição deste tipo de obras, comparativamente a anos anteriores (Fig. 10). A evolução das obras de reabilitação entre 2010 e 2015 registou sucessivos decréscimos, com exceção de 2012, em que se verificou um acréscimo aproximadamente de 6%. Em 2013 assistiu-se a uma diminuição de 32,1%, correspondendo a um total de 4719 edifícios reabilitados. Esta tendência decrescente foi também evidenciada pelas construções novas, registando uma taxa de variação média anual -19,7% no período 2010-2015, e atingindo-se um total de 7308 edifícios concluídos em 2015 (-20% face a 2014). (SIOU, 2015)
Figura 10: Evolução das obras de reabilitação e de construção nova no total de obras concluídas (2010-2015) (SIOU, 2015)
Antes de se intervir na reabilitação de um edifício antigo, reveste-se de capital importância conhecer a sua história, constituição, características construtivas e o seu modelo de funcionamento, que naturalmente difere dos edifícios construídos após a massificação da construção em betão armado, a partir dos meados da década de 60 do século passado. Mais concretamente, para se realizar uma intervenção no revestimento de uma parede de um edifício antigo, é necessário conhecer as caraterísticas das alvenarias de suporte, as técnicas construtivas da época e os materiais utilizados na execução das argamassas que se utilizavam nestas construções. (Lino, 2013)
Relativamente às argamassas utilizadas nos edifícios antigos geralmente eram argamassas que tinham cal aérea como ligante principal e elevada espessura, contribuindo assim para um melhor funcionamento das alvenarias.
8
Os trabalhos de reabilitação de revestimentos em edifícios antigos devem ainda ser precedidos de uma análise da extensão da degradação e também do valor histórico ou artístico do edifício a reabilitar. Em casos de edifícios de valor histórico relevante, a primeira opção deve passar sempre pela conservação do revestimento antigo através de operações de manutenção e de consolidação. Caso o nível de degradação assim o obrigue poder-se-á proceder a uma operação de substituição parcial, sendo que a substituição total do revestimento será sempre a última operação a considerar. (Torgal, et al.)
Na escolha da argamassa para a reabilitação/conservação de edifícios antigos tem que se ter em conta as características da alvenaria existente: Relativamente à argamassa estas devem apresentar permeabilidade ao vapor de água e deformabilidade semelhantes às do suporte, e não devem ter resistência superior ao suporte para evitar o desenvolvimento de tensões, que são transmitidas à alvenaria.
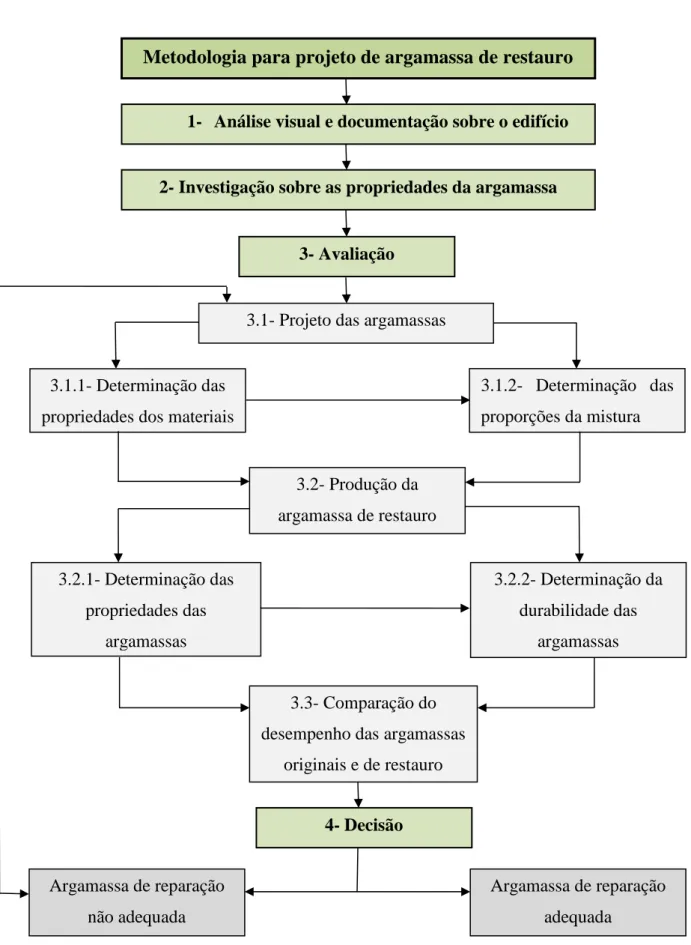
Após a identificação da argamassa de revestimento original, no que respeita às suas características físicas e mecânicas, é importante reproduzir uma argamassa de reabilitação/restauro com as características semelhantes á da original e realizar-se uma análise de compatibilidade entre as duas. Alguns autores sugerem a metodologia apresentada na Figura 11.
9
Figura 11: Projeto de argamassas de restauro. (Torgal, et al.) 1- Análise visual e documentação sobre o edifício
2- Investigação sobre as propriedades da argamassa original
3- Avaliação
3.1- Projeto das argamassas
3.1.1- Determinação das propriedades dos materiais
3.1.2- Determinação das proporções da mistura 3.2- Produção da argamassa de restauro 3.2.1- Determinação das propriedades das argamassas 3.2.2- Determinação da durabilidade das argamassas 3.3- Comparação do desempenho das argamassas
originais e de restauro 4- Decisão Argamassa de reparação não adequada Argamassa de reparação adequada
10
2.1.1. Casos de Obra
Neste item serão apresentados alguns exemplos de obras, realizadas com argamassas de cal. Argamassas de Cal Hidráulica Natural - Secil
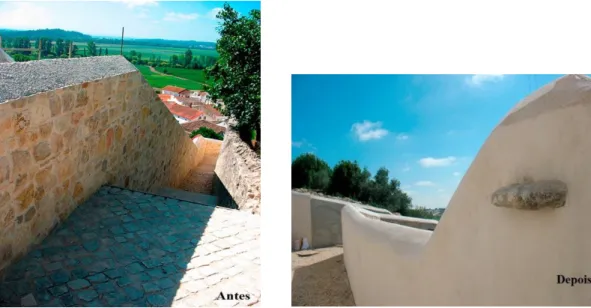
São argamassas de reboco com fibras naturais à base de cal hidráulica natural para enchimento e regularização em sistemas de reabilitação de alvenarias antigas. (Secil-Argamassas, 2016). Foram aplicadas na reabilitação das alvenarias do Convento do Carmo situado em Vendas Novas.
Figura 12: Antes e depois da Obra de Reabilitação do Convento do Carmo. (Secil-Argamassas, 2016)
O mesmo tipo de argamassa foi aplicada no Castelo de Montemor-o-Novo situado em
Montemor-o-Novo, em 2012:
11 E ainda no Museu Machado Castro situado em Coimbra em 2009.
Figura 14: Obra do Museu Machado Castro (Secil-Argamassas, 2016)
Na Igreja de Areias situado em Ferreira do Zêzere foi aplicado um reboco, constituído por um salpico de argamassa de cal hidráulica HL5 e areia grossa ao traço 1:3, camada de argamassa ao traço 1:0,5:1,5:0,5 corresponde a areia grossa, areia amarela, cal hidráulica HL5 e cal aérea hidratada. A argamassa para a camada de acabamento é constituída por areia fina, cal hidráulica e cal aérea em pasta ao traço 3:1:0,5.
12
Figura 16: Obra da Igreja das Areias (Belgas, et al., 2015)
13
3. A Cal
3.1. Introdução
A cal é um ligante que resulta da cozedura de calcários, muito abundantes na natureza, sendo constituídos sobretudo por carbonato de cálcio (CaCO3). Associada aos calcários aparece sempre, em maior ou menor quantidade, a argila. Os calcários podem, então, ser muito puros ou conterem argila em maior quantidade que o carbonato de cálcio (marga calcária) ou em menor quantidade que o carbonato de cálcio (calcário margoso).
Calcário CaCO3≈ 100%
Calcário Margoso CaCO3+ argila (menos de 50%) Marga Calcária CaCO3+ argila (mais de 50%)
A cozedura destes tipos de calcários, vai dar origem a diferentes ligantes. A cozedura do calcário quase puro dá origem ao óxido de cálcio que constitui a cal aérea; a cozedura do calcário margoso dá origem às cais mais ou menos hidráulicas conforme o teor de argila e a cozedura da marga calcária dá origem ao cimento. (Coutinho, 2002)
CaCO3 OCa + CO2
Óxido de Cálcio (Cal Viva) 800/900ºC
Cozedura em forno
CaCO3 + Argila Cal ± Hidráulica (8-20%)
1000ºC
CaCO3 com impurezas até 5% Cal viva Cal Aérea (argila, etc.)
850ºC
CaCO3 + Argila Cimento Natural (20-40%) 1050-1300ºC Equação 1 Equação 2 Equação 3 Equação 4
14
Nas argamassas ligante é o componente que tem a capacidade de ligar os outros materiais, quando se adiciona a água, formando uma pasta que, posteriormente faz presa e endurece, garantindo a coesão e a resistência mecânica das argamassas.
O ligante é o constituinte que mais influencia as propriedades e o desempenho da argamassa. A Figura 18esquematiza a classificação dos ligantes. Neste Projeto apenas serão abordadas a Cal Aérea e a Cal Hidráulica.
Figura 18: Classificação dos Ligantes (Algravio, 2010)
3.2. Cal aérea
De acordo com a norma NP EN 459-1 (2015) a cal é composta por óxidos ou hidróxidos de cálcio e óxidos ou hidróxidos de magnésio produzidos pela decomposição térmica (calcinação) de jazidas de carbonato de cálcio (p. ex., calcário, giz, conchas) ou jazidas de carbonato de cálcio e de magnésio (p. ex., calcário dolomítico, dolomite). (NP EN 459-1, 2015)
A cal aérea (CL) designa a cal que se combina e endurece com o dióxido de carbono presente no ar. Quando apropriadamente doseada com água, forma uma pasta que melhora a trabalhabilidade (valores de escoamento e da penetração) e a retenção da água das argamassas. A carbonatação dos hidratos em contato com o dióxido de carbono atmosférico forma o carbonato de cálcio que desenvolve resistência e contribui para a durabilidade das argamassas de cal. (NP EN 459-1, 2015) Ligante Orgânico Betuminosos Polímeros Inorgânicos Aéreos
Cal Aérea Gesso
Hidráulicos
15 A cal aérea resulta da Calcinação (Equação 5)de rochas calcárias puras ou quase puras. As cais classificam-se em magras e gordas. As cais magras são de cor acinzentada e as gordas de cor branca. As cais gordas são provenientes dos calcários quase puros, com mais de 95% de carbonato de cálcio (CaCO3) ou de carbonato de cálcio e magnésio [CaMg (CO3)2]. As cais magras provêm de calcários com teor de argila e outras impurezas entre 1% a 5%.
A calcinação é obtida a temperaturas que rondam os 900ºC, em que o carbonato de cálcio da rocha se decompõe em dióxido de carbono, que é libertado para o ar, e óxido de cálcio (CaO), formando a Cal Viva.
A cal aérea é produzida industrialmente em fornos verticais de alvenaria, com revestimento refratário. Em Portugal ainda existem alguns pequenos produtores artesanais. (Rodrigues, 2004)
Após a calcinação segue-se a fase da Hidratação ou Extinção (Equação 6) que consiste na mistura da cal viva (óxido de cálcio) com água, na qual resulta a cal apagada (hidróxido de cálcio [Ca(OH)2] A reação da cal viva com a água é exotérmica, podendo atingir temperaturas superiores a 100ºC.
O procedimento de extinção da cal influencia a sua qualidade, por alterar o valor médio da dimensão das suas partículas. Uma extinção prolongada favorece o crescimento dos cristais de portlandite hidratados, aumentando a plasticidade de cal em pasta.
Á medida que a pasta de cal é deixada em repouso, vai separar-se uma solução translúcida (água de cal) que fica sobre uma massa de cal em pasta espessa. A cal em pasta continua a sua maturação (a “engordar”), à medida que absorve fisicamente mais água, e deve permanecer sempre coberta por uma película de água para não contatar como CO2 do ar e não carbonatar. A água da cal é uma solução saturada de cal, que pode ser utilizada em argamassas, consolidação de materiais calcários ou pinturas. (Rodrigues, 2004)
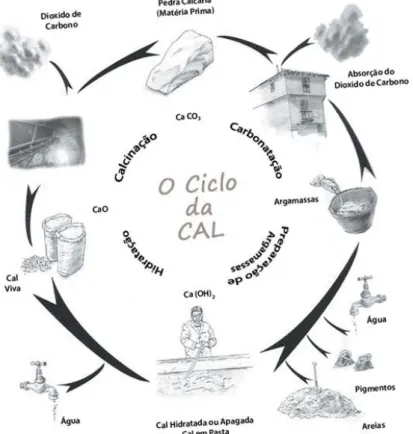
O processo de Endurecimento ou Carbonatação (Equação 7) acontece quando o hidróxido de cálcio fica em contato com o dióxido de carbono da atmosfera. Refere-se que o tempo de endurecimento ou carbonatação é influenciado pela temperatura, humidade relativa do ambiente, teor de água e concentração em CO2. Em relação às argamassas aplicadas em
CaCO3 + Calor CaO + CO2
Equação 1CaCO3 + Calor CaO + CO2
CaO + H2O Ca(OH)2 + Calor
Equação 2CaO + H2O Ca(OH)2 + Calor
Equação 5
16
obra, o tempo de endurecimento varia em função da permeabilidade ao vapor da camada e da espessura.
Com estas três fases completa-se o ciclo da cal, representado na Figura 19:
Figura 19: Ciclo da Cal (Maxical, 2012)
3.3. Cal Hidráulica
De acordo com a norma NP EN 459-1 (2015) a cal hidráulica (HL) é um ligante constituído por cal e outros materiais como o cimento, escória granulada de alto-forno, cinzas volantes,
fíler calcário e outros materiais adequados. Tem a propriedade de fazer presa e endurecer
quando misturada com água. O dióxido de carbono do ar contribui também para o processo de endurecimento. (NP EN 459-1, 2015)
A cal hidráulica (Equação 8) resulta de cozedura de calcários que contenham 8% a 20% de argilas a uma temperatura entre os 100ºC e os 1500ºC. É uma cal constituída por óxido de
Ca(OH)2 + CO2 CaCO3 + H2O
17 cálcio (CaO) que reage com a Sílica (SiO2) e com a alumina (Al2O3) da argila que, ao ficar hidratada, endurece na água ou no ar.
𝐶𝑎𝐶𝑜3 + Argila Cal Hidráulica
A preparação da cal hidráulica é feita em fornos, verificando-se em três fases distintas, à medida que a temperatura da cozedura aumenta:
Aos 500ºC – 700ºC ocorre a desidratação da argila
Aos 850ºC – 900ºC verifica-se a calcinação do calcário (CaCo3 CaO + CO2)
Entre os 1000ºC – 1500ºC dá-se a reação da sílica e da alumina da argila, com o óxido de cálcio, originando silicatos e aluminato de cálcio.
SiO2 + 2 CaO (SiO2.2 CaO) Silicato de Cálcio Al2O3 + 3 CaO (Al2O3.3 CaO) Aluminato de Cálcio
Verifica-se que, quanto maior for a temperatura menor é a quantidade de óxido de cálcio livre e maior é a quantidade de silicatos e aluminatos de cálcio, podendo-se então obter um produto semelhante ao que se obtém no fabrico do cimento. (Coelho, et al., 2009)
Após a cozedura e saída do forno a cal não é só constituída por aluminatos e silicatos cálcio, mas também por uma percentagem de 3% a 10% de cal viva (cálcio livre), à qual deve ser adicionada apenas a quantidade de água necessária à sua hidratação, pois a água em excesso pode provocar a reação dando-se a presa.
A cal retirada do forno deve ser extinta, não só com o fim de eliminar a cal viva mas, especialmente para provocar a pulverização de toda a cal hidráulica. É este facto que distingue a cal hidráulica do cimento portland: a finura da cal hidráulica é obtida por extinção da cal viva e não por moedura. (Coutinho, 2002)
3.4. Fabrico de cal
As cais aéreas e hidráulicas podem ser produzidas em dois tipos de fornos: forno vertical e forno horizontal.
O forno vertical (Fig. 20) é composto por duas câmaras sobrepostas e as pedras calcárias são alimentadas por uma abertura junto à chaminé superior. O combustível é introduzido entre as duas câmaras onde é executada a combustão. Já o arrefecimento do material é feito na
1000/1500ºC Equação 31000/1500º C 8 a 20% 8 a 20% Equação 8 Equação 9 Equação 10
18
câmara inferior, sendo o material calcinado retirado da câmara de arrefecimento, pelo lado inferior.
Figura 20: Fornos artesanais (Américo, 2013)
O forno horizontal (Fig. 21) é constituído por um cilindro metálico revestido com material refratário, rodando inclinado e lentamente em trono do seu eixo. Na sua parte superior são colocadas as pedras de calcário e na parte inferior existe um maçarico de aquecimento, por onde é retirado o material calcinado.
19 Na Figura 22apresenta-se, esquematicamente, o processo de fabrico na cal:
Figura 22: Esquematização do processo de fabrico da cal (Micro Lime, 2011)
Recepção de matérias-primas Recepção do combustivel sólido
Ensilagem de matérias-primas Enchimento da tremonha do combustivel
Doseamento e enchimento do skip Forno Aquecimento Calcinação Arrefecimento Extração Moagem e crivagem
21
4. Trabalho Experimental
4.1. Caraterização dos materiais
4.1.1. Materiais utilizados
Para estudar a composição das argamassas começou-se por caraterizar todos os materiais necessários para a sua execução, nomeadamente os ligantes e os agregados. Os materiais utilizados constam noQuadro 1.
Quadro 1: Materiais utilizados na confeção das argamassas
Material utilizado
Agregados Ligantes
Areia Cal Aérea
Pó de Pedra Cal Hidráulica Cal em Pasta
Areia
A areia utilizada teve origem na SEAT (Sociedade Extração Areia do Tejo) situada na Guerreira - Santa Cita, Santarém e foi disponibilizada pela empresa José Antunes & Filhos, Lda do Carvalhal - Sertã.
Toda a areia foi previamente passada pelo peneiro com malha de 4mm, para garantir uma granulometria uniforme (Fig. 23 a).
Pó de Pedra
Outro agregado utilizado na formulação das argamassas foi o pó de pedra, disponibilizado pela empresa MotaEngil, provindo da sua pedreira em Vale dos Ovos – Sabacheira.
O pó de pedra foi, também, passado pelo peneiro com malha de 4mm (Fig. 23 b). Cal em Pasta
A cal em pasta, usada como um dos ligantes na formulação de duas argamassas, foi disponibilizada pela empresa Aldeias de Pedra Construções, Lda, de Vila de Rei(Fig. 23 c).
Cal Aérea
22
Esta cal está classificada como CL 90, sendo portanto uma cal com boa aderência aos materiais de suporte, baixo coeficiente de capilaridade, elevada durabilidade, condutibilidade térmica constante e permeável ao vapor de água.
Cal Hidráulica
A cal hidráulica foi obtida na Cimpor(Fig. 23 e). Estacal tem a classificação HL5, sendo portanto uma cal com grande plasticidade, forte aderência aos suportes, grande poder de retenção de água, fraca tendência para a fissuração, boa impermeabilidade e durabilidade.
Figura 23: Materiais utilizados na confeção das argamassas: a) Areia do rio; b) Pó de pedra; c) Cal em Pasta; d) Cal aérea; e) Cal hidráulica
4.2. Ensaios de caracterização dos constituintes das argamassas
(Agregados e Ligantes)
4.2.1. Análise granulométrica
Para a determinação da composição das argamassas é fundamental conhecer a granulometria dos seus constituintes.
O ensaio de determinação da granulometria consiste na divisão e separação, por meio de um conjunto de peneiros normalizados, de um material em diversas classes granulométricas, de granulometria decrescente. A dimensão das aberturas e o número de peneiros são
23 selecionados de acordo com a natureza da amostra e a exatidão requerida. (NP EN 933-1, 2014)
Para cada agregado (areia e pó de pedra), foram recolhidas três amostras representativas. A análise granulométrica foi realizada pelo método de peneiração manual, de acordo com a norma NP EN 933-1 (2014), em conformidade com os seguintes procedimentos.
Colocou-se a amostra laboratorial numa estufa ventilada, a uma temperatura de 110±5ºC até ficar seca, passadas 24h de permanência da amostra na estufa, procedeu-se ao seu esquartelamento de acordo com a norma NP EN 932-2 (2002). Considerou-se que o melhor método para se conseguir uma pesagem mais aproximada dos 200g (amostra recomendada pela norma) é realizar a divisão em ¾ (Fig. 24). Com a divisão feita para as três amostras, pesou-se e registou-se valor 𝐌𝟏.
Seguiu-se a lavagem do material, num peneiro de 0.063 mm (peneiro de lavagem), para que seja possível determinar a percentagem de finos (Fig. 25), após a lavagem das três amostras, colocaram-se os tabuleiros na estufa ventilada a 110 ± 5ºC para a areia secar até terem massa constante.
Quando as três amostras ficaram secas e apresentaram massa constante, foi importante deixá-las a arrefecer, até à temperatura ambiente. Quando secas pesam-se e registam-se as massas como 𝐌𝟐.
De seguida fez-se passar, cada uma das amostras, por uma sequência de peneiros com rede de malha quadrada com aberturas de 4mm, 2mm, 1mm, 0.5mm, 0.25mm 0.125mm 0.063mm, respetivamente(Fig. 26). Todos os peneiros foram encaixados uns nos outros, por
Figura 25: Lavagem da amostra no peneiro 0.063mm Figura 24: Esquartelamento da amostra
24
Figura 27: Pesagem de material retido de um peneiro
ordem decrescente de abertura, tendo-se colocado uma tampa e um fundo. Agitou-se manualmente e bem a coluna de peneiros, com movimentos oscilatórios de rotação.
Após agitação da coluna de peneiros, retiraram-se os peneiros um a um, começando pelo peneiro com maior abertura (4mm). Agitou-se bem cada peneiro, sem forçar a passagem das partículas, embora houvesse necessidade, por vezes, de desobstruir a malha, com o auxílio de uma escova apropriada. Quando, após um minuto de peneiração, a massa do material retido em cada peneiro, não se alterar mais do que 1%, o ensaio termina, sendo registada a massa de cada peneiro (Fig. 27), bem como o material do fundo, P.
Todos os valores, anteriormente referidos, foram anotados nos boletins de ensaio, que se apresentam no Anexo I.
Após a realização deste ensaio foram traçadas as respetivas curvas granulométricas, tendo-se optado pela curva granulométrica média, de cada um dos agregados.
Com a dimensão da abertura da malha dos peneiros (eixo das ordenadas), e com a percentagem cumulativa do material que passa em cada peneiro (eixo das abcissas) foi possível traçar a curva granulométrica de cada amostra. (Subcapítulo 5.1.1)
A curva granulométrica é uma representação gráfica que facilita, de uma forma rápida, a interpretação da distribuição das partículas dos agregados.
4.2.2. Massa volúmica e Massa volúmica aparente
Para determinação da massa volúmica dos agregados (areia e pó de pedra) foi seguida a norma NP EN 1097-6 (2016). Esta norma descreve o método de referência para a
25 determinação da massa volúmica e da absorção de água das partículas dos agregados correntes e dos agregados leves. Define-se como Massa Volúmica (𝜌𝑎) a razão obtida entre, massa de uma amostra de agregado seca em estufa, e o volume que ocupa quando imersa em água, incluindo o volume de quaisquer vazios internos fechados, mas excluindo o volume de água de quaisquer vazios acessíveis pela água. (NP EN 1097-6, 2016)
Para a determinação da massa volúmica aparente dos ligantes (cal aérea e cal hidráulica) foi utilizada a norma NP EN 459-2 (2011). Para a realização do ensaio foram recolhidas três amostras representativas dos agregados e dos ligantes, para assim se poder obter um valor médio mais fidedigno.
A determinação da massa volúmica dos agregados iniciou-se com a secagem da amostra laboratorial, em estufa ventilada a 110±5ºC. Após a sua secagem fez-se o esquartelamento de acordo com a norma NP EN 932-2 (2002), para obtenção de uma amostra que se aproxime das 300g (recomendação da norma NP EN 1097-6 2016).
Realizou-se depois a lavagem, no peneiro 0.063 e em água corrente, das três amostras, para remover as partículas mais finas (Fig. 28).
De seguida colocaram-se as amostras nos picnómetros com água a uma temperatura de 22 ± 3ºC, encheram-se os picnómetros e retirou-se o ar ocluído, rodando e agitando cuidadosamente o picnómetro e colocando-o numa posição inclinada (Fig. 29).
Colocaram-se os três picnómetros em banho-maria, na câmara de saturação durante 24 ± 0.5h (Fig. 30) ao fim do tempo recomendado removeu-se o ar ocluído, adicionou-se água aos picnómetros até transbordarem. Os picnómetros foram então limpos pelo lado exterior e foram registadas as suas massas, 𝐌𝟐 e a temperatura da água.
Figura 29: Enchimento do picnómetro Figura 28: Lavagem da amostra no peneiro
26
Figura 32: Aplicação do molde troncocónico
Decantaram-se os picnómetros para um tabuleiro, espalhando a amostra saturada numa camada uniforme. Com um secador de ar morno evaporou-se a humidade superficial, remexendo sempre a amostra para uma secagem mais homogénea (Fig. 31). Quando as partículas não se aderiam umas às outras e a humidade superficial não era visível deixou-se arrefecer a amostra.
Na base de um tabuleiro colocou-se o molde troncocónico e encheu-se livremente com a massa da amostra seca. Aplicou-se o pilão 25 vezes, na abertura superior do molde troncocónico, deixando-o cair sob ação do seu peso próprio (Fig. 32). Retirou-se cuidadosamente o molde e avaliou-se o estado da superfície da amostra para ver se está com a superfície seca conforme o anexo F da norma NP EN 1097-6 (2016) (Fig. 33).
Figura 31: Secagem com ar morno Figura 30: Picnómetro em banho-maria
27 Encheram-se os picnómetros de água, colocaram-se as tampas, limparam-se e registaram-se os pesos, 𝐌𝟑, e as temperaturas de ensaio. A diferença dos valores da temperatura da água dentro dos picnómetros durante as pesagens de 𝐌𝟐 e 𝐌𝟑 não devem exceder 2ºC.
Por fim registou-se a massa das amostras saturadas com a superfície seca, 𝐌𝟏, e colocaram-se as amostras na estufa ventilada a 110 ± 5ºC até massa constante. Deixou-colocaram-se arrefecer e registaram-se os pesos, 𝐌𝟒.
Para a determinação da massa volúmica aparente dos ligantes foi necessário, numa primeira etapa, colocar previamente as amostras laboratoriais na estufa ventilada a 110 ± 5ºC para que ficassem secas e com massa constante.
Com a ajuda de uma colher de pedreiro verteu-se uma quantidade suficiente de cal para a tremonha, de forma que a cal acima do bordo se disponha segundo o seu ângulo de atrito natural. (Fig. 34).
Quando a tremonha ficou cheia, abriu-se a tampa pressionado a alavanca de fecho, retirou-se a tremonha vazia e rasourou-retirou-se, com ajuda de uma colher de pedreiro, a cal que ficou acima dos bordos do recipiente. Pesou-se a massa do recipiente com a cal e registou-se (Fig. 35).
Deve-se ter em atenção que a diferença de peso entre as três amostras, não pode ser superior a 10g.
Todos os valores anteriormente referidos foram registados e anotados nos boletins de ensaio que constam no Anexo II e Anexo III.
Figura 35: Tremonha cheia Figura 34: Enchimento da tremonha
28
4.2.3. Baridade
A determinação da baridade dos agregados foi realizada de acordo com a norma NP EN 1097-3 (2002). Esta norma estabelece o método de ensaio de determinação da baridade e do volume de vazios dos agregados.
A Baridade (𝜌𝑏) é o quociente entre a massa do agregado seco, preenchendo sem compactação um dado recipiente, e a capacidade do recipiente.
O Volume de Vazios (υ) são os espaços cheios de ar entre os agregados, contidos no recipiente. (NP EN 1097-3, 2002)
Foram recolhidas três amostras para a realização deste ensaio, para se conseguir um valor médio, mais preciso para a baridade dos materiais.
A primeira etapa na realização deste ensaio consiste na calibração do recipiente. Começou-se por pesar o recipiente vazio, Começou-seco e limpo e registou-Começou-se a sua massa, 𝐌𝟏.Voltou-se a pesar o recipiente seco, limpo e vazio, mas com uma placa de vidro, 𝐌𝟑. Depois encheu-se o recipiente com água à temperatura de 20 ± 2ºC, de acordo com a norma NP EN 1097-3 (2002), (Fig. 36).Colocou-se a placa de vidro, retirando as bolhas de ar e o excesso de água, limpou-se o recipiente pelo exterior e pesou-se a massa, 𝐌𝟒 (Fig. 37).
Foi necessário colocar a amostra laboratorial numa estufa ventilada a 110 ± 5ºC. Depois de seca retirou-se uma amostra de aproximadamente 2000kg, de acordo com os procedimentos da norma NP EN 932-2 (2002).
Depois das amostras arrefecidas colocou-se no recipiente, com uma colher de pedreiro no seu bordo superior, sobre a superfície e encheu-se com o agregado até transbordar, tendo em atenção que a colher nunca pode estar abaixo do bordo superior do recipiente (Fig. 38).
Figura 36: Medição da temperatura Figura 37: Pesagem com recipiente com água e vidro
29 Nivelou-se a superfície com ajuda da colher de pedreiro, tendo cuidado para não compactar o material (Fig. 39). Pesou-se o provete com o agregado e registou-se, 𝐌𝟐.
Todos os valores acima mencionados foram anotados nos boletins de ensaio que se encontram no Anexo IV.
4.3. Composição das argamassas em estudo
Para a realização deste trabalho foram estudadas as quatro formulações de argamassas apresentadas noQuadro 2. As argamassas foram sujeitas a dois processos de cura diferentes, que se apresentam no ponto 4.5, referindo-se que os provetes estão identificados com um L ou um C conforme as diferentes curas.
Nas argamassas (A) foram utilizadas areias do rio, pó de pedra (P.P), cal em pasta (SPL), cal aérea (CL) e cal hidráulica (HL).
Quadro 2: Constituição das argamassas em estudo
Argamassas Materiais
ASPL Cal em Pasta + Areia
ACL/HL Cal Aérea + Cal Hidráulica + Areia
A CL/P.P Cal Aérea + Pó de Pedra + Areia
ASPL/P.P Cal em Pasta + Pó de Pedra + Areia
O traço adotado para a formulação das argamassas, cuja finalidade é o revestimento de alvenarias antigas, foi de 1:3, o mais corrente de acordo com a bibliografia consultada. Na determinação da quantidade de água atendeu-se a que todas as argamassas produzidas tivessem a mesma, ou idêntica, trabalhabilidade. No Quadro 3 apresenta-se a composição
30
das argamassas em traço volumétrico e no Quadro 4estão representados os traços em massa [g] das argamassas.
Quadro 3:Constituição do traço em volume das argamassas
Argamassas
Volume
Traço Final
Cal Aérea Cal
Hidráulica Cal em Pasta Pó de Pedra Areia ASPL 1 3 1:3 ACL/HL 0,5 0,5 3 0,5:0,5:3 ACL/P.P 1 1 2 1:1:2 ASPL/P.P 1 1 2 1:1:2
Quadro 4: Constituição do traço em massa das argamassas
Argamassas Massa [g] Água [ml] Traço Final Cal Aérea Cal Hidráulica Cal em Pasta Pó de Pedra Areia ASPL 370 1380 88,58 370:1380:88,58 ACL/HL 92 128 1400 300 92:128:1400:300 ACL/P.P 182 475 920 280 182:475:920:280 ASPL/P.P 370 475 920 87,32 370:475:920:87,32
4.4. Produção das argamassas
4.4.1. Amassadura
O processo de amassadura das argamassas foi realizado de acordo com a norma EN 1015-2 (1998), na misturadora que se mostra na Figura 40 a).
Antes de se pesar o material necessário, todos os agregados forma secos numa estufa ventilada à temperatura de 110 ± 5ºC, até massa constante. Posteriormente, foram arrefecidos até à temperatura ambiente. Os materiais foram pesados numa balança de precisão de 0,1g.
Foram então colocados na cuba e pré misturados manualmente com ajuda de uma colher de pedreiro.
Com a cuba na misturadora e a pá rodando a uma velocidade mais baixa, nos primeiros 30 segundos, introduziu-se a quantidade de água pré-determinada, através de uma proveta graduada. (Fig. 40 b), deixou-se a mistura mais 150 segundos na misturadora (Fig. 40 c).
31 Findo esse tempo retirou-se a cuba e mexeu-se a argamassa com ajuda de uma colher de pedreiro, para se conseguir misturar possíveis materiais acumulados no fundo da cuba (Fig. 40 d). Colocou-se novamente a cuba na misturadora, com uma velocidade mais alta, durante 30 segundos e finalizou-se a amassadura.
Figura 40: a) Misturadora; b) Adição de água; c) Mistura mecânica dos constituintes; d) Remoção do material que aderiu às paredes e fundo da cuba.
4.4.2. Preparação dos provetes prismáticos
Após a realização da amassadura fizeram-se os ensaios das argamassas no estado fresco, nomeadamente o espalhamento e a retenção de água, descritos adiante nos pontos 4.6.1 e 4.6.2, respetivamente. Logo de seguida preparam-se os moldes para colocação das argamassas destinadas à realização dos ensaios no estado endurecido. A preparação dos provetes foi realizada de acordo com a norma EN 1015-11 (1999).
Utilizaram-se moldes prismáticos metálicos de dimensões normalizadas 40×40×160 mm3 (Fig. 41),para o fabrico de três provetes em simultâneo.
32
Todos os moldes foram previamente montados, limpos e pincelados com óleo descofrante em todas as suas faces (Fig. 42 a), para conseguir que se desmoldassem sem danificar os provetes.
O molde foi colocado na máquina de compactação (Fig. 42 b) e encheu-se com a primeira camada de argamassa fresca até atingir aproximadamente metade da altura (Fig. 42 c). Ligou-se a máquina de compactação dando 25 pancadas. Depois colocou-se a segunda camada de argamassa até o molde ficar cheio e voltou-se a dar mais 25 pancadas (Fig. 42 d).
Figura 42: a) Colocação do óleo descofrante; b) Máquina de compactação; c) Enchimento da primeira camada de argamassa; d) Enchimento da segunda camada de argamassa.
Com ajuda de uma colher de pedreiro rasou-se o molde de modo a nivelar a superfície (Fig. 43) e por fim com papel absorvente limpou-se o molde pelo exterior (Fig. 44).