Braz. J. of Develop.,Curitiba, v. 6, n. 8, p. 62311-62322 aug. 2020. ISSN 2525-8761
Estudo da redução do percentual de austenita retida pelos processos subzero e
criogênico
Study of the austenite retained percentage by subzero and cryogenic process
DOI:10.34117/bjdv6n8-601
Recebimento dos originais:08/07/2020 Aceitação para publicação:26/08/2020
Marcelo Gautério Fonseca
Doutorando PPGCEM/CDTEC/UFPEL
Rua Gomes Carneiro, 01, Centro. CP 96010-610, Pelotas, RS E-mail: marcelofonseca@furg.br
Jorge Luis Braz Medeiros
Professor Dr. Universidade Federal do Rio Grande – FURG Programa de Pós Graduação em Engenharia Mecânica (PPMec) – FURG
Av. Itália, Km8, s/n, Carreiros – CEP 96203 -900, Rio Grande – RS E-mail: jorge.braz@furg.br
Luciano Volcanoglo Biehl
Professor Dr. Universidade Federal do Rio Grande – FURG Programa de Pós Graduação em Engenharia Mecânica (PPMec) – FURG
Av. Itália, Km8, s/n, Carreiros – CEP 96203 -900, Rio Grande - RS E-mail: lucianobiehl@furg.br
Leandro Macedo Cozza
Doutorando PPGCEM/CDTEC/UFPEL
Rua Gomes Carneiro, 01, Centro. CP 96010-610, Pelotas, RS E-mail: lcozza@bol.com.br
Fabio Augusto Dornelles do Amaral
Professor Dr. Universidade Federal do Rio Grande – FURG Programa de Pós Graduação em Engenharia Mecânica (PPMec) – FURG
Av. Itália, Km8, s/n, Carreiros – CEP 96203 -900, Rio Grande - RS E-mail: fabio.amaral@furg.br
Samuel Vinícius Bonato
Professor Dr. Universidade Federal do Rio Grande – FURG Av. Itália, Km8, s/n, Carreiros – CEP 96203 -900, Rio Grande - RS
E-mail: svbonato@furg.br
José de Souza
Professor Dr. Escola Técnica Liberato Salzano Vieira da Cunha
R. Inconfidentes, 395, Bairro Primavera, CP 93340-140, Novo Hamburgo, RS E-mail: josesouza@liberato.com.br
Braz. J. of Develop.,Curitiba, v. 6, n. 8, p. 62311-62322 aug. 2020. ISSN 2525-8761
RESUMO
Os avanços tecnológicos sugerem o desenvolvimento de novos materiais e novas técnicas que possam proporcionar produtos competitivos economicamente, com propriedades mecânicas e metalúrgicas desejadas. Quando da aplicação do tratamento termoquímico de cementação (difusional) e posterior têmpera (adifusional) os aços apresentam transformação de fase, passando da microestrutura austenítica para martensítica. Esta transformação pode não ser completa, devido ao potencial de carbono e os elementos de liga, que reduzem a temperatura final de transformação martensítica, resultando em fase residual de austenita. Esta pode degradar as propriedades mecânicas do aço, provocando alterações dimensionais e diminuição da resistência mecânica. Para limitar a presença da austenita retida, os processos, de difusão em atmosfera controlada, shot peening, subzero, criogenia e revenimento podem ser aplicados. Estes métodos requerem procedimentos complexos e rigoroso controle de parâmetros. Neste contexto os processos de tratamento térmico subzero e crigênico podem apresentar variáveis favoráveis à transformação martensítica. Diante do exposto este trabalho tem como objetivo o estudo comparativo das técnicas subzero (-80˚C) e criogênica (-196,7˚C) para redução do percentual de austenita retida, ocasionando a melhora do desempenho de componentes cementados. Foi realizada a cementação com potencial de carbono 1%, em amostras de aço DIN 20 MnCr5, seguido de têmpera, revenimento e posterior aplicação dos tratamentos térmicos subzero e criogênico. Os resultados indicaram que ambos os tratamentos térmicos representam técnicas confiáveis para transformação da austenita retida em martensita, melhorando o desempenho de componentes cementados, temperados e revenidos. Dentre estes processos o de criogenia com nitrogênio líquido foi o que apresentou melhor desempenho com valores finais de austenita retida inferior a 2,7%.
Palavras-chave: Aço DIN 20MnCr5, Cementação, Subzero, Criogenia. ABSTRACT
Technological advances suggest the development of new materials and new techniques that can provide economically competitive products with desired mechanical and metallurgical properties. When applying the thermochemical treatment of carburizing (diffusion) and subsequent hardening (adiffusion), the steels present a phase transformation, changing from austenitic microstructure to martensitic. This transformation may not be complete due to the carbon potential and the alloying elements, which reduce the final temperature of martensitic transformation, resulting in a residual phase of austenite. This may degrade the mechanical properties of the steel, causing dimensional changes and decreased mechanical strength. To limit the presence of retained austenite, the processes, of diffusion in controlled atmosphere, shot peening, subzero, cryogenics and tempering can be applied. These methods require complex procedures and strict parameter control. In this context, subzero and cyrogenic heat treatment processes may present variables favorable to martensitic transformation. In view of the above, this work aims at the comparative study of subzero (-80˚C) and cryogenic (-196,7˚C) techniques to reduce the percentage of retained austenite, causing an improvement in the performance of carburizing components. Carburizing with 1% carbon potential was performed in steel samples DIN 20 MnCr5, followed by quenching, tempering and subsequent application of subzero and cryogenic heat treatments. The results indicated that both heat treatments represent reliable techniques for the transformation of retained austenite into martensite, improving the performance of cemented, tempered and quenched components. Among these processes, cryogenics with liquid nitrogen showed the best performance with final values of retained austenite below 2.7%.
Braz. J. of Develop.,Curitiba, v. 6, n. 8, p. 62311-62322 aug. 2020. ISSN 2525-8761
1 INTRODUÇÃO
A partir da aplicação do tratamento termoquímico de cementação e posterior têmpera a microestrutura da camada cementada apresenta transformação de fase de austeníta para martensita. Essa transformação pode não ser completa, ocasionando a presença de determinado percentual de austenita retida. Esta fase é metainstável, sendo indesejada na condição não estabilizada, pois degrada as propriedades mecânicas e metalúrgicas, junto à superfície do aço, provocando alterações dimensionais e diminuindo sua dureza e consequentemente resistência mecânica [1]. Para diminuir a presença da austenita retida, as técnicas de controle do potencial de carbono, shot peening, tratamento subzero, criogenia e revenimento podem ser aplicados. Neste âmbito entre as formas de se transformar esta austenita retida em martensita, os processos subzero e criogênico apresentam variações tecnológicas com a finalidade de melhorar as propriedades mecânicas e metalúrgicas dos metais. Estes tratamentos se dividem basicamente em dois tipos, sendo o subzero, quando o material é resfriado a temperaturas inferiores à -80 °C e posteriormente exposto à temperatura ambiente e o tratamento criogênico, quando a temperatura de resfriamento atinge -196,7 °C [2].
O processo de cementação consiste na difusão intersticial de carbono a partir da superfície do aço com potencial de carbono ideal na faixa de 0,8% e 1%, a uma temperatura na faixa entre 880 e 930 °C. Estas temperaturas podem ser mais elevadas a fim de se reduzir o tempo de cementação, aumentando a cinética de difusão, porém neste caso recomenda-se a utilização de aços microligados, para ancoragem do tamanho de grão austenítico. O tratamento termoquímico de difusão de carbono na austenita é diretamente influenciado por dois processos que determinam a taxa de cementação. Estes são a absorção do carbono na superfície e a difusão do carbono. A cementação é amplamente utilizada na produção de peças e componentes para suportarem esforços de tração, compressão, flexão, torção e aumentarem resistência a fadiga e ao desgaste [3,4,5].
Diferentes microestruturas e mudanças fase são diretamente influenciados pelos procedimentos, após a cementação. A microestrutura da camada cementada e temperada consiste basicamente de martensita, austenita retida e carbonetos precipitados [6].
Dependendo da velocidade de resfriamento dos aços de baixo carbono, pode-se obter diferentes fases presentes no tratamento, como perlita, bainita e a martensita na região do núcleo. A temperatura de austenização pode variar com a composição química de cada material, objetivando-se uma faobjetivando-se, na qual objetivando-se obtém o melhor arranjo microestrutural do aço [7,8]. Outros parâmetros importantes da têmpera são o tempo de resfriamento, a velocidade do resfriamento para formação da microestrutura desejada [7,8].
A transformação martensitíca é adifusional e instantânea não dependendo do tempo, mas, sim da taxa de resfriamento e após a têmpera, pode-se ter à temperatura ambiente certa quantidade
Braz. J. of Develop.,Curitiba, v. 6, n. 8, p. 62311-62322 aug. 2020. ISSN 2525-8761
de “austenita retida” ou “austenita residual” que degrada as propriedades mecânicas dos aços temperados e ainda podendo se transformar posteriormente e martensita não revenida por processos mecânicos [8]. A austenita retida surge, após a têmpera, tendo como sua principal causa a presença de elementos de liga o elemento mais importante o carbono, o qual reduz significativamente a temperatura final da transformação da martensita. O carbono em solução sólida contribui aumentando a resistência ao cisalhamento da austenita, desse modo, quantidades apreciáveis de austenita não transformada, podem estar presentes entre as ripas de martensita a temperatura ambiente. Já independente de quaisquer níveis carbono, alguns elementos de liga tendem a estabilizar a austenita, favorecendo o aumentando nos percentuais de austenita retida [9]. Outro fator que influi nos percentuais de austenita retida é a temperatura de austenização, quanto maior for à mesma, maior será a capacidade de dissolver excessos de carbonetos na austenita, antes do resfriamento [10,11,12,13].
Os tratamentos subzero e criogênico são utilizados com a finalidade de melhorar as propriedades mecânicas dos aços ferramentas e aços cementados, aumentando a estabilidade dimensional, microestrutural e reduzindo as tensões residuais [14,15,16,17]. Os fenômenos envolvidos na transformação dependem das temperaturas envolvidas no processo e as propriedades mecânicas estão associadas a diferentes fenômenos a transformação quase que total da austenita retida em martensita, precipitados de finos carbonetos e remoção das tensões residuais [15,17]. Atualmente existem duas teorias para explicar os efeitos causados pelo processo de tratamento a baixas temperaturas nas propriedades mecânicas dos aços. A primeira se refere simplesmente às mudanças devido à transformação da austenita retida em martensita. A outra teoria descreve que além da transformação da austenita retida em martensita ocorrem mudanças na morfologia da martensita e um aumento na formação e precipitação de carbonetos ultrafinos no processo de revenido provocando mudanças nas propriedades dos materiais. Resfriamento a temperatura de -80 °C se mostra eficiente em transformar parcialmente toda a austenita retida em martensita [18,19].
Outros estudos demonstram que grandes quantidades de austenita retida são transformadas em martensita a temperaturas entre 0 e -80 °C e nas temperaturas entre -80 e 196,7 °C, porém com maior risco de trincamento. Outro fenômeno microestrutural é a estabilização da austenita retida, estudos realizados demonstraram que a dureza atingida em corpos de prova à temperatura de -80 °C logo, após a têmpera foram maiores do que corpos de prova que aguardaram tempo superior a 24 horas em repouso [20].
As mudanças microestruturais e as propriedades mecânicas no processo de tratamento criogênico estão diretamente atreladas ao tipo de material, aos parâmetros de têmpera e o tempo e temperatura utilizados no processo [20]. Entre as propriedades mecânicas envolvidas no tratamento
Braz. J. of Develop.,Curitiba, v. 6, n. 8, p. 62311-62322 aug. 2020. ISSN 2525-8761
criogênico influenciadas pelos dois processos estão: 1) devido à transformação da austenita retida: transformação da austenita retida aumenta a dureza; melhora a estabilidade dimensional; reduz a tenacidade; possível aumento na resistência ao desgaste e 2) formação de precipitados de carbonetos: aumento na resistência ao desgaste; aumento na tenacidade e pouco aumento ou nenhum efeito na dureza [20].
Diante do exposto este trabalho tem como objetivo comparar as técnicas para redução do percentual de austenita retida em martensita, melhorando o desempenho de componentes cementados. Para isto se verificará a presença de austenita retida nos processos subzero e criogênico através de análise de imagens da microestrutura e do perfil de microdurezas.
2 MATERIAIS E MÉTODOS
2.1 MATERIAIS
O material utilizado neste trabalho foi o aço DIN 20MnCr5 classificado como aço baixa liga aplicável nos tratamentos térmicos de cementação e/ou carbonitretação, possuindo média temperabilidade de núcleo.
2.2 PROCESSO DE CEMENTAÇÃO E TÊMPERA
A etapa de cementação das amostras foi realizada em atmosfera sintética a base de Metanol e Propano por 12 horas de difusão com potencial de carbono 1,0%, na temperatura de austenitização de 925 °C. Posteriormente aplicado têmpera direta em óleo acelerado Houghton KB (110°C/s), com processo de revenimento à temperatura de 180°C por 1 hora.
2.3 PREPARAÇÃO DOS CORPOS DE PROVA (CP)
Após a cementação, têmpera e revenimento, os corpos de prova foram divididos em: a) Três CP: Cementados e temperados , utilizados como referência;
b) Três CP: Cementados, temperados e tratamento subzero em ultra freezer na temperatura de - 80 ˚C por 2 horas;
c) Três CP: Cementados, temperados e tratamento criogênico em Nitrogênio líquido na temperatura de - 196,7 ˚C por 2 horas.
2.4 TRATAMENTO SUBZERO EM ULTRA FREEZER
Para realização do tratamento subzero foi utilizado um ultra freezer vertical com capacidade de 333 L, modelo mdf - u33v, série 10080220, marca Sanyo. As amostras sofreram tratamento pelo período de 2 horas a uma temperatura de -80 °C.
Braz. J. of Develop.,Curitiba, v. 6, n. 8, p. 62311-62322 aug. 2020. ISSN 2525-8761 2.5 TRATAMENTO CRIOGÊNICO EM NITROGÊNIO LÍQUIDO
O tratamento criogênico, em nitrogênio líquido foi realizado em tanque instrumentado, com eficiência de 100% produzido em aços inoxidáveis. Na figura 1 (a) tanque de nitrogênio e 2 (b) amostra, após criogenia.
Figura 1: (a) tanque de nitrogênio líquido, onde foram colocadas as amostras em e (b) amostra, após tratamento sub zero.
2.6 ANÁLISE DA MICROESTRUTURA E DO PERCENTUAL DE AUSTENITA RETIDA Nas análises das imagens das microestruturas foram avaliadas as fases, presença de trincas e determinação dos percentuais de austenita retida. Para isto foram utilizadas análises de imagens através do programa Phase Analysis utilizando Microscópio Óptico (MO) Modelo GX51F, série 0F68306, Olympus e Microscópio Eletrônico de Varredura (MEV), em modo alto e baixo vácuo, Jeol, JSM - 6610LV.
2.7 ENSAIOS DE MICRODUREZA
Nos ensaios verificou-se a microdureza da camada cementada, zona de transição e núcleo. Para tal foi realizado testes de microdureza Vickers com carga de 300g e os intervalos de medição de 0,1 mm da superfície em direção ao núcleo. Os ensaios foram realizados em microdurômetro, modelo Hwt-2t, série l63034901552, Shimadzu.
3 RESULTADOS E DISCUSSÕES
Seguindo o roteiro apresentado na metodologia, os ensaios realizados verificaram a efetividade dos tratamentos subzero e criogênico ma camada cementada. Utilizou-se às técnicas de MEV, Análise de Imagens e Miccrodureza Vickers.
Braz. J. of Develop.,Curitiba, v. 6, n. 8, p. 62311-62322 aug. 2020. ISSN 2525-8761 3.1 ANÁLISE MICROESTRUTURAL E DE IMAGEM
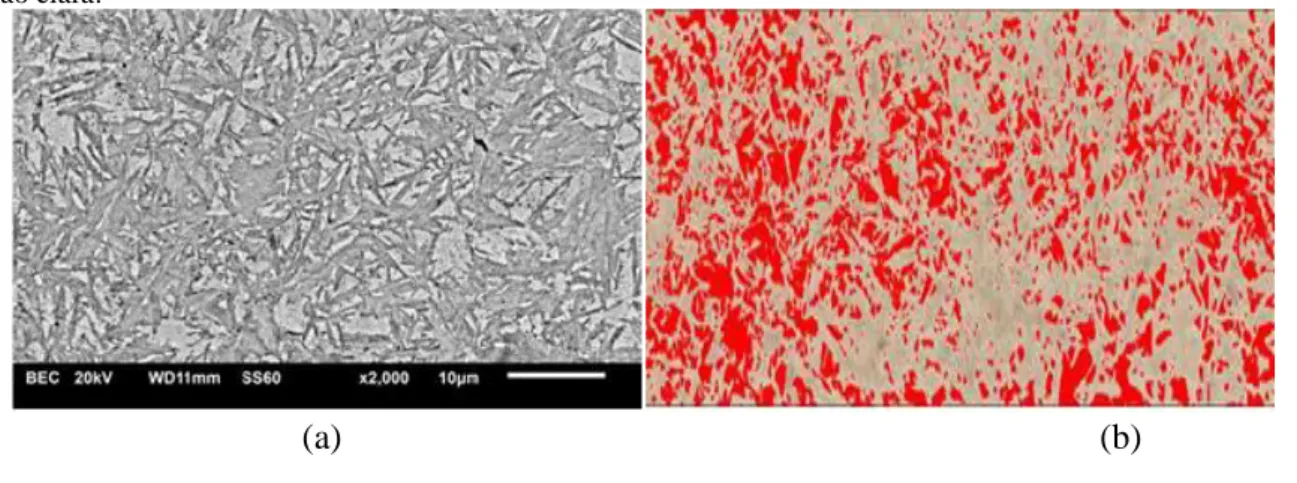
A microestrutura da camada cementada, temperada e revenida original foi constituída por martensita de alto carbono e austenita retida, conforme verificado na figura 2 (a) e em (b) imagem utilizada no programa Phase Analysis, verificando-se a segunda fase constituída por austenita retida, região clara. Não foi detectado à presença de carbonetos em contorno de grão ou microtrincas na camada cementada. A ausência de carbonetos em contorno de grão elimina fator limitador na aplicação para a transformação efetiva em martensita, pelos processos subzero e criogênico [1,4].
Figura 2: Microestrutura da camada cementada, temperada e revenida verificando-se martensita e austenita retida (a) e em (b) imagem utilizada no programa Phase Analysis verificando-se a segunda fase constituída por austenita retida, a região clara.
(a) (b)
A presença de austenita retida tem forte influência do potencial de carbono e da presença de elementos de liga [9, 10, 13]. A austenita retida pode ser fator deletério aos componentes devido ao fato do mesmo poder transforma-se em martensita não revenida por processo mecânico [14]. Por ser metaestável pode originar a formação de martensita não revenida com comportamento frágil [10, 13]. Não detectado crescimento anormal de grão nas amostras. As amostras de aços DIN 20MnCr5 apresentaram percentual médio de 32,32% de austenita retida.
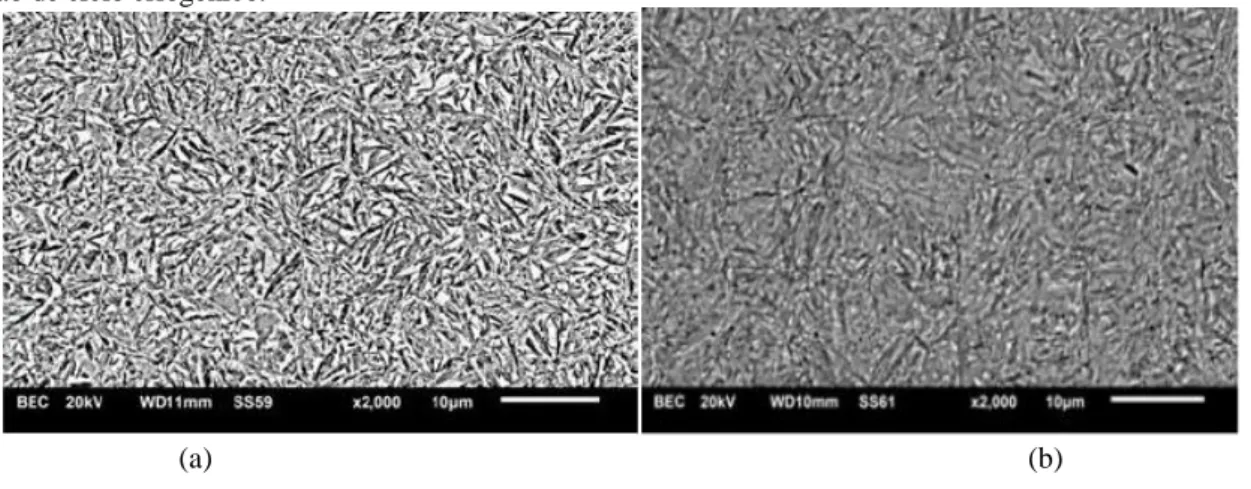
A figura 3 (a) apresenta as imagens obtidas por microscopia eletrônica de varredura, após processo subzero e criogenia (b). Verifica-se a presença de matriz martensítica e redução significativa de austenita retida.
Braz. J. of Develop.,Curitiba, v. 6, n. 8, p. 62311-62322 aug. 2020. ISSN 2525-8761
Figura 3: Microestrutura, após processo subzero verificando-se a presença de martensita e redução drástica do percentual de austenita retida (MEV) em (a). Em (b) verifica-se matriz martensítica na camada cementada, após a aplicação de ciclo criogênico.
(a) (b)
Verificou-se ausência de carbonetos em contornos de grão, após a aplicação do referido tratamento. O percentual de austenita retida na superfície da camada cementada, após o tratamento subzero sofreu uma redução de 32,32% para 5,17%.
Já na figura 3(b),verifica-se a microestrutura da camada cementada, após a aplicação de ciclo de criogenia. Observou-se matriz martensítica com baixo volume de austenita retida na camada cementada, ausência de carbonetos em contorno de grão. Também não foram detectadas microtrincas, nas amostras. Os percentuais de austenita retida no processo criogênico demostraram uma redução na austenita retida de 32,32% para 2,7%. Esta redução mais acentuada deve-se à maior homogeneização no nitrogênio líquido do que no ultra freezer, sendo a cinética mais rápida e homogeneização mais rápida [2].
Na análise de correlação austenita retida nos ciclos térmicos indicados na figura 4 observa-se os percentuais de austenita retida nos ciclos Cementado, temperado e revenido (CTR), Cementado, temperado, revenido e subzero (CTRS) e Cementado, temperado, revenido e criogenia (CTRC).Verificou-se que a redução dos percentuais de austenita retida foi efetiva nos ciclos térmicos subzero e criogênico.
Braz. J. of Develop.,Curitiba, v. 6, n. 8, p. 62311-62322 aug. 2020. ISSN 2525-8761
Figura 4: Efeito dos ciclos térmicos CTR, CTRS e CTRC no percentual de austenita retida dos corpos de prova.
3.2 ENSAIOS DE MICRODUREZA
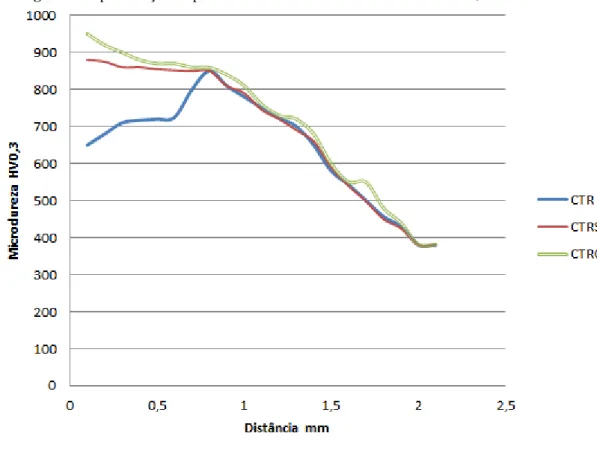
A avaliação do comportamento de microdureza dos processos CTR, CTRS e CTRC pode ser realizada, a partir dos dados da figura 5.
O perfil de microdureza médio das amostras CTR apresentou valores crescentes à partir da superfície até 0,8 mm. Este é um comportamento típico da presença de austenita retida. A variação de microdureza entre a primeira medição e o “pico” máximo apresentou valor médio de 200 HV0,3.
Após à aplicação do tratamento subzero verificou-se aumento significativo da microdureza na camada cementada. O principal efeito deste aporte de microdureza relacionou-se à transformação de austenite retida e martensita [2]. Destaca-se que o perfil de microdureza passou a apresentar valores decrescentes, a partir da superfície, contribuindo para formação de tensões compressivas que são favoráveis ao aumento da vida em fadiga, quando presentes em regiões subsuperficiais [2]. Houve um acréscimo de 230 HV0,3 , quando comparada a microdureza a 0,1 mm entre as amostras
CTR e CTRS, representado valor significativo no aumento da resistência mecânica localizada. Com o processo criogênico ou aumento de microdureza apresentou valores mais elevados comparativamente com o ciclo subzero. Quando comparado com a condição CTR a 0,1mm da superfície, o acréscimo foi de 300 HV0,3 e comparado a condição o CTRS o aumento foi de 70 HV0,3.
Os valores demonstraram maior capacidade do processo criogênnico na transformação martensítica. Desta-se à necessidade da aplicação de revenimento após a aplicação dos ciclos subzero e criogênia pela presença de martensita não revenida com comportamento frágil junto à superfície [2].
Braz. J. of Develop.,Curitiba, v. 6, n. 8, p. 62311-62322 aug. 2020. ISSN 2525-8761 Figura 5: Representação do perfil de microdureza médio nas amostras CTR, CTRS e CTRC.
A profundidade da camada cementada manteve-se inalterada, sendo definida em 1,5 mm nos processos CTR, CTRS e CTRC. Este comportamento relaciona-se a presença de austenita retida em aços cementados ser minimizada a partir de determinadas distâncias da superfície pela cinética de difusão [4].
4 CONCLUSÕES
Os resultados demostraram que a aplicação dos tratamentos subzero e criogênico representaram técnicas confiáveis para transformação da austenita retida em martensita.
O tratamento criogênico foi o que apresentou melhor rendimento, sendo foi possível eliminar maior quantidade de austenita retida, transformando-a em martensita não revenida.
Nos dois ciclos foi possível aumento de microdureza superficial e diminuindo-se significativamente as variações dentro da camada cementada.
Não foram detectadas variações de microdureza no substrato do material.
Toda a transformação martensítica originada dos processos subzero e criogênico deve ser acompanhada de revenimento minimizando efeito da fragilização na camada cementada pela presença de martensita não revenida.
A profundidade da camada cementada não apresentou variação com a aplicação dos ciclos subzero e criogênico.
Braz. J. of Develop.,Curitiba, v. 6, n. 8, p. 62311-62322 aug. 2020. ISSN 2525-8761
AGRADECIMENTOS
Os autores deste trabalho agradecem a CAPES, FAPERGS e CNPq pelo suporte financeiro.
REFERÊNCIAS
[1]OLIVEIRA, R. C. L. M. ; BIEHL, L. V. ; MEDEIROS, J. L. BRAZ. ; FERREIRA FILHO, D . “ANÁLISE COMPARATIVA ENTRE A TÊMPERA E PARTIÇÃO VERSUS A TÊMPERA E REVENIMENTO PARA O AÇO SAE 4340”, REVISTA MATÉRIA-RIO DE JANEIRO, V. 24, PP. 1-11, 2019.
[2] PRECIADO, M., BRAVO, P. M., ALEGRE, J. M. “Effect of low temperature tempering prior cryogenic treatment on carburized steels”, Journal of Materials Processing Technology, v. 176, pp. 41-44, 2006.
[3] VIEIRA, E.R.; MEDEIROS, J.L.BRAZ; BIEHL, L.V.; COSTA, V. M.; NUNES, L.D.; BICHARRA, E.H.; DA SILVA, M.S.” Investigation on the capacity of PVP Polymer in 15B30 steel cooling in the quenching process” , Brazilian Journal of Development, V.6, n.7, pp.50199-50206, 2020.
[4] ARAMIDE, F. O.;IBITOUE, S.A.; OLADELE, I.O.; BORODE, J.O. Effects of carburization time and temperature on the mechanical properties of carburized mild steel, using activated carbon as carburizer”,Materials Research, v. 12, n. 4, São Carlos, São Paulo .
[5] MEDEIROS, J.L.BRAZ; REGULY, A.; STROHAECKER, T.R. “Applying oxi-nitrocarburizing surface strengthening process to corrosion prevention in MIM 17-4 PH satinless steel, Espacios, V 36, n. 20, 2015.
[6] KRAUSS, G.; “Microstructure and properties of carburized steels”, Heat Treating, American
Society for Metals International Handbook, Volume 4, USA, 1991.
[7] VIEIRA, E.R.; BIEHL, L.V.; MEDEIROS, J.L.BRAZ; DA SILVA, A.B.; FILHO, D. F.; DE SOUZA, J.; “Efeito da variação da concentração de solução polimérica aquosa a base de PVP na têmpera do aço AISI 4140”. Revista Matéria. V.24. pp1-10, 2019.
[9] DIAS, E. D., MARCELO, C. J., DELGADO JR, H. G., et al., “Efeito da velocidade de resfriamento sobre a transformação da austenita em aços baixa liga”, Cadernos UniFOA, v. 9, n. 26, pp. 37-45, 2014.
[10] HU, Z. Z., MA, M. L., LIU, Y.Q. et al.., “The effect of austenite on low cycle fatigue in three-phase steel”, International Journal of Fatigue, v. 19, n. 8-9, pp. 641-646, 1997.
[11] ZAEFFERER, S.; OHLERT, J.; BLECK, W. “A study of microstructure, transformation mechanisms and correlation between microstructure and mechanical properties of a low alloyed TRIP steel”, Acta Materialia, v. 52, pp. 2765,-2778, Apr. 2004.
[12] YAN, Y. H.; KAI, G. Y.; JIAN, M. D. “Transformation behavior of retained austenite under different deformation modes for low alloyed TRIP-assisted steels”, Materials Science and
Braz. J. of Develop.,Curitiba, v. 6, n. 8, p. 62311-62322 aug. 2020. ISSN 2525-8761
[13] HIDALGO, J., FINDLEY, K. O., SANTOFIMIA, M. J. Thermal and mechanical stability of retained austenite surrounded by martensite with different degrees of tempering, v. 690, pp. 337-347, Apr. 2017.
[14] VIEIRA, E.R.; MACEDO, R.J.; COSTA, V. M.; BICHARRA, E.H.; PIOVISAN, A.S.; BIEHL, L.V.; MEDEIROS, J.L.BRAZ. “Evaluation of cooling curves of steel AISI 4140 quenched under diferente concentration of Polyvinylpyrrolidone”, Interciencia, V.45, pp. 146-158, 2020.
[15] AMERICAN SOCIETY METAL. ASM Metals Handbook Volume 4: Heat Treating, A. International, Editor, pp. 167-1678, pp. 487-491, 1991.
[16] GULYAEV, A. Cold treatment of steel. Metal Science and heat Treatment, v.40, n. 11, pp. 449-455, 1998.
[17] BALDISSERE, P. C. D. Deep Cryogenic Treatment: The Open Mechanical Engineering
Journal, v. 2, pp. 1-11, 2008.
[18] Yun, Dong / Xiaoping, Lin / Hongshen, Xiao. Deep cryogenic treatment of highseep steel and its mechanism. Heat Treatment of Metals, pp. 55-59, 1988.
[19] COLLINS, D. N. Cryogenic Treatment of tool Steels. Advanced Materials & Processes, pp. H23-H29, 1998.
[20] COLLINS, D. N, DOMER J. Deep cryogenic treatment of a D2 cold-work tool steel. Heat