Optimização de estratégias de alimentação para identificação de parâmetros de um modelo de fermento de padeiro
112
0
0
Texto
(2)
(3) Este trabalho contou com o financiamento da Junta Nacional de Investigação Científica e Tecnológica ao abrigo do Programa PRAXIS XXI. Tese realizada sob a orientação do. Doutor Eugénio Manuel de Faria Campos Ferreira Professor Auxiliar. UNIVERSIDADE DO MINHO ESCOLA DE ENGENHARIA DEPARTAMENTO DE ENGENHARIA BIOLÓGICA 1996.
(4)
(5) 1. Agradecimentos Há muitas pessoas a quem deveria expressar os meus sinceros agradecimentos; gostaria, porém, de salientar aqueles que mais directamente contribuíram para levar a bom termo a realização deste trabalho e que em seguida refiro: Ao Doutor EUGÉNIO FERREIRA, orientador científico da minha tese, gostaria de expressar o meu reconhecimento por todo o apoio científico, material e humano desde o primeiro ao último momento da realização deste trabalho. À Engª MARGARIDA CARDOSO e ao Doutor ROMUALDO SALCEDO desejo agradecer toda a disponibilidade e apoio na resolução dos problemas referentes a optimização e também as facilidades concedidas no acesso a programas por eles desenvolvidos. Ao Doutor JOSÉ TEIXEIRA, pelo primeiro e decisivo incentivo à realização deste mestrado. A todos os meus colegas pela boa camaradagem e apoio demonstrados, em particular aos colegas de laboratório pelo óptimo ambiente de trabalho que me proporcionaram. À FILOMENA OLIVEIRA e à CRISTINA SUSANA pelo optimismo e pela amizade demonstrada desde sempre e por toda a ajuda prestada no trabalho experimental. Ao ANTÓNIO VICENTE por todo o apoio, incentivo e pela imprescindível ajuda na revisão da tese. Finalmente, é devido um reconhecimento às instituições e organismos que contribuíram para a realização deste trabalho: Universidade do Minho e à JNICT pela bolsa concedida no âmbito do programa PRAXIS XXI. Aos meus Pais e à minha irmã pelo apoio incondicional que sempre me prestaram. Braga, Dezembro de 1996.
(6)
(7) 3. Sumário Esta tese teve como objectivos principais a elaboração e implementação de soluções para a planificação óptima de experiências de modo a resolver o problema da identificação na estimação de coeficientes de rendimento num modelo de fermento de padeiro. O objectivo final foi programar trajectórias de alimentação de substrato. As metodologias apresentadas para a identificação de coeficientes de rendimento envolvem medições completas do estado e visam a optimização da riqueza informativa da experiência, quantificada por índices relativos à matriz de informação de FISHER. Procurou projectar-se experiências que conduzissem a um máximo de informação através da programação do caudal de alimentação em glucose. O procedimento utilizado necessita de um conhecimento a priori dos coeficientes de rendimento e é independente das cinéticas de reacção. Foram, depois, realizadas experiências com o perfil de alimentação de glucose optimizado para determinação dos coeficientes de rendimento.. Palavras-chave: Identificação de Sistemas. Estimação de Parâmetros. Coeficientes de Rendimento. Optimização. Planificação de Experiências. Saccharomyces cerevisiae. Fermento de Padeiro..
(8) 4. Abstract Optimisation of feeding trajectories for parameter identification in a model of baker’s yeast. The main objectives of this thesis were the development and implementation of solutions to achieve an optimum experimental design in order to solve the problem of identification in the estimation of yield coefficients af a baker’s yeast model. The final objective has been to program substrate feeding profiles. The methodologies developed in order to identify yield coefficients involve complete state measurements and aim at the optimisation of the informative richness of the experiment, quantified by indexes related to the concept of FISHER’s information matrix. An effort has been made to design experiments that would lead to a maximum of information by programming the glucose feeding rate. The procedure needs a priori knowledge of the yield coefficient values and it is independent of the growth kinetics. Finally, experiments were performed with the optimised glucose feeding profile in order to determine the yield coefficients.. Key words: System Identification. Parameter Estimation. Yield Coefficients. Optimisation. Experimental Design. Saccharomyces cerevisiae. Baker’s Yeast..
(9) 5. Résumé Optimisation de trajectoires d’alimentation pour l’identification des paramètres dans un modèle de levure de boulangerie.. Cette thése a pour objectif l’élaboration et l’implémentation de solutions pour la planification optimale d’essais, pour résoudre le problème de l’identification dans l’éstimation de coefficients de rendement dans un modèle de levure de boulangerie. Le but es programmer trajectoires d’alimentation en substrat. Les méthodologies developpées pour l’identification des coefficients de rendement enveloppent la mesure de l’état complet et ont pour but d’optimiser la consistance informative de l’expérience, quantifiée par des indexes relatifs à la matrice de l’information de FISHER. La planification expérimentale est faite pour obtenir un maximum d’information à travers de la programmation du débit d’alimentation en glucose. Le procédé a besoin d’une connaissance a priori de coefficients de rendement et est idépendant des taux de croissance. Finalement, expériences sont realisées avec le profil d’alimentation de glucose optimisé pour déterminer les coefficients de rendement.. Mots clés: Identification de Systèmes. Estimation de Paramètres. Coefficients de Rendement. Optimisation. Planification des Expériences. Saccharomyces cerevisiae. Levure de Boulangerie..
(10)
(11) 7. Índice AGRADECIMENTOS.....................................................................................................................................1 SUMÁRIO ........................................................................................................................................................3 ABSTRACT .......................................................................................................................................................4 RÉSUMÉ...........................................................................................................................................................5 ÍNDICE .............................................................................................................................................................7 LISTA DE TABELAS....................................................................................................................................10 LISTA DE FIGURAS ....................................................................................................................................11 LISTA DE SÍMBOLOS .................................................................................................................................12 1. INTRODUÇÃO ........................................................................................................................................17 1.1. A BIOTECNOLOGIA.........................................................................................................................18. 1.2. FERMENTAÇÃO ..............................................................................................................................20. 1.3. PRODUÇÃO DE FERMENTO DE PADEIRO .........................................................................................22. 1.3.1. Aspectos morfológicos e ciclo de vida......................................................................................22. 1.3.2. Aspectos metabólicos ...............................................................................................................24. 1.3.2.1. Metabolismo de açúcares .............................................................................................................. 25. 1.3.2.2. Estequiometria............................................................................................................................... 27. 1.3.2.3. Capacidade respiratória limitada ................................................................................................... 28. 1.3.2.4. Repressão catabólica ..................................................................................................................... 30. 1.3.3 1.4. Aspectos processuais................................................................................................................30 MODELAÇÃO DO PROCESSO DE PRODUÇÃO DE FERMENTO DE PADEIRO ........................................33. 1.4.1. Classes de modelos...................................................................................................................33. 1.4.2. Modelo cinético ........................................................................................................................35. 1.4.3. Modelo dinâmico geral de reactores biológicos ......................................................................38. 1.4.4. Coeficientes globais de transferência de massa.......................................................................40. 1.4.4.1. Coeficiente global de transferência de oxigénio............................................................................ 40. 1.4.4.2. Coeficiente global de transferência de dióxido de carbono........................................................... 41. 1.4.5. Modelos parciais para o fermento de padeiro .........................................................................42.
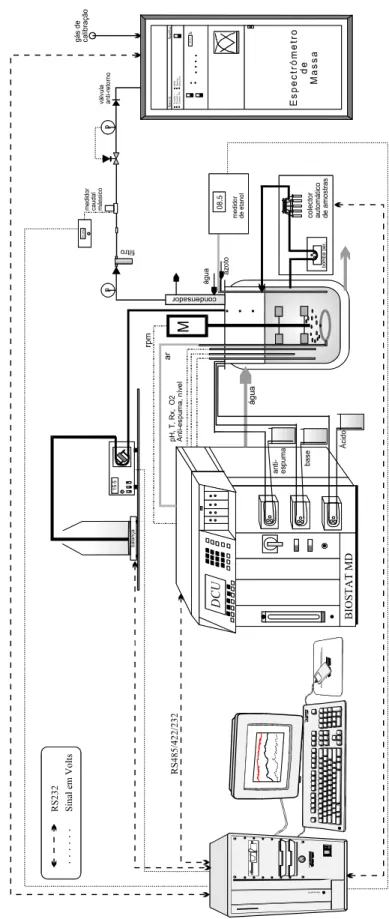
(12) 1. INTRODUÇÃO. 1.5. 8. IDENTIFICAÇÃO DE MODELOS ........................................................................................................43. 1.5.1. Identificabilidade estrutural.....................................................................................................45. 1.5.2. Identificação de coeficientes de rendimento ............................................................................46. 1.5.3. Planificação de experiências....................................................................................................49. 1.5.3.1. A matriz de informação de Fisher ................................................................................................. 50. 1.5.3.2. Critérios de optimalidade .............................................................................................................. 53. 1.5.4 1.6. Identificação de coeficientes de rendimento na produção de fermento de padeiro .................55 OBJECTIVOS DA TESE .....................................................................................................................58. 2. MATERIAIS E MÉTODOS ....................................................................................................................59 2.1. INTRODUÇÃO .................................................................................................................................60. 2.2. MICRORGANISMO...........................................................................................................................60. 2.3. MEIOS DE CULTURA .......................................................................................................................60. 2.4. INSTALAÇÃO EXPERIMENTAL .........................................................................................................61. 2.4.1. Fermentador.............................................................................................................................64. 2.4.2. Recolha Automática de Amostras.............................................................................................64. 2.4.3. Balança/Bomba ........................................................................................................................65. 2.5. SISTEMA INFORMÁTICO ..................................................................................................................65. 2.6. MÉTODOS DE ANÁLISE EM LINHA ...................................................................................................67. 2.6.1. Variáveis ambientais ................................................................................................................67. 2.6.2. Análise da concentração de etanol dissolvido .........................................................................67. 2.6.3. Análise dos gases de saída por espectrometria de massa........................................................67. 2.7. ANÁLISES EM DIFERIDO..................................................................................................................72. 2.7.1. Concentração de biomassa ......................................................................................................72. 2.7.2. Concentração de açúcares e etanol .........................................................................................73. 2.8. DETERMINAÇÃO EXPERIMENTAL DO COEFICIENTE GLOBAL DE TRANSFERÊNCIA DE MASSA (KLA) .73. 2.8.1. Método estático ........................................................................................................................73. 2.8.2. Método dinâmico......................................................................................................................74. 2.8.3. Correcção no cálculo de KLa ...................................................................................................76. 2.9. PROCEDIMENTO EXPERIMENTAL ....................................................................................................76. 2.9.1. Etapas preparatórias................................................................................................................76. 2.9.2. Arranque da fermentação.........................................................................................................77. 2.9.3. Fim da fermentação .................................................................................................................78. 2.9.4. Realização de análises em diferido ..........................................................................................79. 2.10. MÉTODOS DE OPTIMIZAÇÃO USADOS..............................................................................................79. 2.10.1. Algoritmo de optimização de procura aleatória adaptativa SGA .......................................79. 2.10.2. SIMPSA................................................................................................................................79. 3. RESULTADOS E DISCUSSÃO..............................................................................................................81 3.1. OPTIMIZAÇÃO DO PERFIL DE ALIMENTAÇÃO DE GLUCOSE ..............................................................82.
(13) 1.1 A BIOTECNOLOGIA. 3.2. 9. RESULTADOS EXPERIMENTAIS........................................................................................................88. 4. CONCLUSÕES.........................................................................................................................................95 5. BIBLIOGRAFIA ......................................................................................................................................97 APÊNDICES.................................................................................................................................................101 APÊNDICE A: PARÂMETROS DO MODELO DE SIMULAÇÃO E DO MÉTODO DE OPTIMIZAÇÃO..................................................................................................................................... A.1 1. PARÂMETROS CINÉTICOS ....................................................................................................................... A.1 2. MÉTODO DE OPTIMIZAÇÃO .................................................................................................................... A.1 APÊNDICE B: ALGUMAS CONSIDERAÇÕES SOBRE A IDENTIFICAÇÃO EXPERIMENTAL .................................................................................................................................................................. B.1 1. CÁLCULO DE OTR, CTR E C NO TRATAMENTO DOS DADOS EXPERIMENTAIS PARA IDENTIFICAÇÃO DE PARÂMETROS .................................................................................................................................................. B.1 O. 2. VALORES EXPERIMENTAIS DO COEFICIENTE DE TRANSFERÊNCIA DE MASSA K L 2 a .............................. B.4.
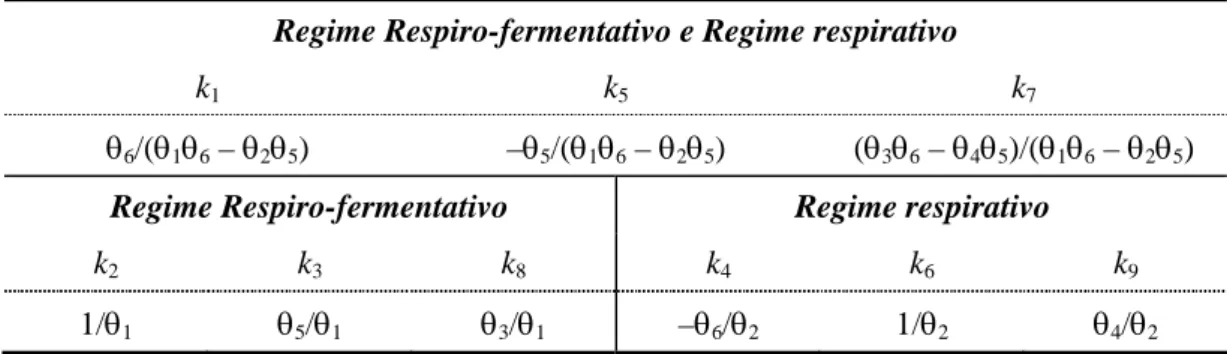
(14) 1. INTRODUÇÃO. 10. Lista de Tabelas Tabela 1.1 Partições induzidas de K e correspondente matriz A ....................................................................55 Tabela 1.2 Expressões de cálculo dos coeficientes de rendimento ..................................................................57 Tabela 2.1 Composição do meio de cultura para produção de fermento de padeiro......................................61 Tabela 2.2 Características do equipamento da instalação experimental ........................................................63 Tabela 2.3 Interfaces de aquisição e comunicação de dados ..........................................................................66 Tabela 3.1 Valores de coeficientes de rendimento...........................................................................................83 Tabela 3.2 Valores iniciais para a simulação..................................................................................................83 Tabela 3.3 Condições de operação das experiências de simulação ................................................................84 Tabela 3.4 Valores calculados de coeficientes de rendimento para o período respiro-fermentativo..............87 Tabela 3.5 Valores calculados de coeficientes de rendimento para o período respirativo .............................87 Tabela 3.6 Valores iniciais para a nova optimização......................................................................................89 Tabela 3.7 Valores calculados de coeficientes de rendimento para o período respiro-fermentativo..............91 Tabela 3.8 Valores calculados de coeficientes de rendimento para o período respirativo .............................92.
(15) 1.1 A BIOTECNOLOGIA. 11. Lista de figuras Figura 1.1 Fases do crescimento de um microrganismo em cultura descontínua...........................................21 Figura 1.2 Célula típica de levedura ...............................................................................................................23 Figura 1.3 Mapa metabólico simplificado da utilização da glucose pela S. cerevisiae ..................................26 Figura 1.4 Representação esquemática da capacidade respiratória limitada (FERREIRA, 1995)....................29 Figura 1.5 Modelação de bioprocessos ...........................................................................................................34 Figura 2.1 Esquema da instalação experimental (FERREIRA, 1995)................................................................62 Figura 2.2 Espectro de massas para os componentes puros (FERREIRA, 1995) ..............................................71 Figura 2.3 Determinação de KLa pelo método dinâmico ................................................................................75 Figura 3.1 Perfis de alimentação optimizados: a) Maximização do determinante da matriz de informação de Fisher relativa ao regime respiro-fermentativo; b) Maximização do determinante da matriz de informação de Fisher relativa ao regime respirativo; c) Maximização do produto dos dois determinantes. ................................................................................................................................84 Figura 3.2 Experiência de identificação com perfil de alimentação optimizado (Simulação 7). (a) perfis de biomassa, glucose e etanol; (b) perfis de oxigénio e dióxido de carbono .....................................85 Figura 3.3 Perfis dos regressores e das taxas específicas de crescimento para a experiência de identificação com perfil de alimentação optimizado (Simulação 7)....................................................................85 Figura 3.4 Validação da experiência de identificação com perfil de alimentação optimizado (Simulação 7): perfis de biomassa, etanol e dióxido de carbono (traço - valores “reais”, pontos - validação)...86 Figura 3.5 Efeito da concentração de glucose na alimentação no grau de riqueza informativa....................88 Figura 3.6 Perfil de alimentação e regressores obtidos para a optimização com as condições iniciais da Tabela 3.6.......................................................................................................................................89 Figura 3.7 Perfil das variáveis de estados e regressores obtidos na experiência 1 ........................................90 Figura 3.8 Perfil das variáveis de estados e regressores obtidos na experiência 2 ........................................90 Figura 3.9 Perfil das variáveis de estados e regressores obtidos na experiência 3 ........................................91.
(16) 1. INTRODUÇÃO. 12. Lista de Símbolos LETRAS LATINAS MAIÚSCULAS A C C Csat CG,CO. matriz função de coeficientes de rendimento concentração de dióxido de carbono na fase líquida matriz (diagonal) de calibração concentração de saturação de dióxido de carbono dissolvido concentração molar de dióxido de carbono na fase gasosa. (ML ) -3 (ML ). sat CL,i. concentração (molar) de saturação na fase líquida para o componente i. (ML ). CL,i D. concentração (molar) na fase líquida para o componente i taxa de diluição. (ML ) -1 (T ) -1 (LT ). i. -3. (ML ) -3. 2. DL. difusividade de fase líquida para o componente i. Dr Ds E F Fe FI Fs G Ge Gs HCO. diâmetro do reactor diâmetro do agitador concentração de etanol vector de caudais (mássicos) de entradas líquidas no reactor caudal (mássico) de alimentação do reactor na forma líquida matriz de informação de Fisher caudal (mássico) de saída do reactor na forma líquida caudal volúmico de gás caudal (molar) de entrada de gás caudal (molar) de saída de gás constante de HENRY para o dióxido de carbono. -3 -3. (L) (L) -3 (ML ) -1 -3 (MT L ) -1 (MT ) -1. (MT ) -1 (L3T ) -1 (MT ) -1 (MT ). 2. K. matriz de coeficientes de rendimento ou coeficientes estequiométricos. + Ka. inversa generalizada ou a pseudo-inversa da matriz Ka. i KLa. coeficiente global de transferência de massa para o componente i Ks, Kc, Ke parâmetros de saturação parâmetro de inibição Ki L comprimento da célula de medida L matriz n×n de permutação de linhas massa molar; massa molar do componente i M, Mi N velocidade de agitação NC número de condicionamento O concentração de oxigénio dissolvido concentração de saturação de oxigénio dissolvido Osat concentração de oxigénio em estado estacionário Oo concentração de oxigénio no ponto B O1 P vector dos sinais desacoplados P pressão total pressãp parcial do componente i Pi número de potência Pno. -1. (T ). (L) (M) -1 (T ) -3. (ML ) -3 (ML ) -3 (ML ) -3 (ML ) -1 --2. (ML T ) -1 --2 (ML T ).
(17) 1.1 A BIOTECNOLOGIA. Pot Q Qe Qo Qs. potência de entrada vector de caudais mássicos de saídas gasosas do reactor caudal volumétrico de entrada de gás velocidade de consumo de oxigénio caudal volumétrico de saída de gás. e. caudal mássico do componente i gasoso à entrada do reactor. Qi. s. 13. (ML2T-3) -3 -1 (ML T ) -3 -1 (L T ) -1 (T ) -3 -1 (L T ) -1. (MT ) -1. Qi R R -1 R Si Sij S S Se T Tt U V VG Vgas X Ym Yi Z Z. caudal mássico do componente i gasoso à saída do reactor (MT ) constante dos gases perfeitos matriz de fragmentação matriz de desconvolução intensidade (ou altura) total do pico ou sinal contribuição do componente j para a intensidade do pico da massa i vector dos sinais gerados pelo espectrómetro -3 concentração de glucose (ML ) -3 concentração de glucose no meio de alimentação (ML ) temperatura absoluta (θ) tempo total da experiência (T) vector que representa o balanço entre entradas e/ou saídas de substratos e -3 -1 produtos gasosos (ML T ) Volume de líquido no reactor (L) volume de fase gasosa (L) -1 velocidade linear do gás (LT ) -3 concentração em biomassa (ML ) vector das observações coeficientes de rendimento biomassa/substrato -3 vector transformação de estado resultante de uma partição no modelo de estado (ML ) matriz quadrada de números aleatórios. LETRAS LATINAS MINÚSCULAS d e e fi ki kij n nT m p pi qc qs max. qs. resp. qs t ri si u x y y ye,i ys,i w. diâmetro das elipsóides de desvios erro na medição ruído da observação caudais de alimentação (nodos) coeficientes de rendimento coeficientes de rendimentos ou coeficientes estequiométricos do componente j na reacção i número de variáveis de estado número de pontos experimentais número de reacções; número de entradas de controlo característica da matriz K; vector com posições de pólos no plano Z (0 a 1) -1 --2 pressão parcial do componente i (ML T ) -1 taxa específica de utilização de oxigénio (T ) -1 taxa específica (total) de consumo de glucose (T ) valor máximo para taxa específica de consumo de glucose taxa específica de consumo respirativo de glucose tempo velocidade de reacção i sinais do espectrómetro de massa vector de entradas vector de variáveis de estado vector de saídas medidas fracção molar fracção molar (ou volúmica) do componente i na corrente gasosa de entrada fracção molar (ou volúmica) do componente i na corrente gasosa de saída vector de perturbações não medidas; ruído branco. -1. (T ) -1. (T ) (T) -3 -1 (ML T ).
(18) 1. INTRODUÇÃO. 14. LETRAS GREGAS MINÚSCULAS ε ει. vector de compressão componente do vector de compressão vector regressor vector de velocidades de reacção valor próprio da matriz de informação de FISHER taxa específica de crescimento. (T ). taxa específica de crescimento fermentativo em glucose. (T ). taxa específica de crescimento respirativo em etanol. (T ). µs. taxa específica de crescimento respirativo em glucose. (T ). µ max θ σ τS ξ ξGe,i ξGs,i ξL,i. taxa específica máxima de crescimento vector de parâmetros do modelo desvio padrão constante de tempo do eléctrodo vector de estado constituído pelas concentrações dos componentes concentração mássica do componente i na corrente gasosa de entrada no reactor concentração mássica do componente i na corrente gasosa à saída do reactor concentração mássica do componente i no reactor (fase líquida). (T ). (T) -3 (ML ) -3 (ML ) -3 (ML ) -3 (ML ). concentração mássica de saturação do componente i no reactor (fase líquida). (ML ). φ. ϕ λ µ r. µs o. µe. o. sat. ξL,i. ÍNDICES a, b e f l m max min R RF req resp. designa partição entrada condições finais da fermentação refere-se a uma linha de uma dada matriz medida máximo mínimo respirativo respiro-fermentativo requerido respirativo. NOTAÇÃO MATEMÁTICA T -1 + ^ – *. cov diag det E{...} ƒ(Z|θ). δ ∂. .... Transposta de uma matriz inversa de uma matriz pseudo-inversa de uma matriz valor estimado média valor de referência covariância designa uma matriz diagonal determinante operador estatístico esperança função densidade de probabilidade condicional de Z dado θ variação derivada parcial norma. -1 -1. -1. -1 -1. -3.
(19) 1.1 A BIOTECNOLOGIA. 15. SIGLAS DE INSTITUIÇÕES ATCC EFB ETH. American Type Culture Collection European Federation of Biotechnology Eidgenössische Technische Hochschule. OUTRAS SIGLAS ADN ADP ATC ATP BLUE CTR DCU DDE EMP HMP HPLC LCD MIF NADH NADPH n.i. OTR PC PPP r.p.m. R RF slpm u.m.a. vvm. Ácido Desoxirribonucleico Adenosine-Di-Phosphate Ácidos Tri-Carboxílicos Adenosine-Tri-Phosphate Best Linear Unbiased Estimator Carbon Transfer Rate Digital Control Unit Dynamic Data Exchange Embden-Meyerhof-Parnas Hexose Monophosphate Pathway High Performance Liquide Chromatography Liquid Crystal Display matriz de informação de FISHER Nicotinamide Adenine Dinucleotide Hydrogen (forma reduzida de NAD) Nicotinamide Adenine Dinucleotide Phosphate Hydrogen (forma reduzida de NADP) não identificado Oxygen Transfer Rate Personnal Computer Pentose Phosphate Pathway rotações por minuto estado Respiratório do Processo estado Respiro-fermentativo do Processo standard liter per minute unidade de massa atómica volume de ar por volume de reactor por minuto. NOTAS: 1. Pelo facto de não ser frequente a utilização de unidades SI no domínio da biotecnologia, recorreu-se por -1 vezes a unidades mais comuns, como por exemplo, a utilização de g.L para exprimir concentrações. 2. Por uma questão de legibilidade, optou-se pela capitalização da letra que designa a unidade litro. Assim, o convencional l é substituído por L..
(20)
(21) 17. 1. Introdução.
(22) 1. INTRODUÇÃO. 18. 1.1 A Biotecnologia Actualmente a Biotecnologia é encarada como algo relativamente novo, talvez o mais recente desenvolvimento técnico, mas na realidade ela já existe há muitos séculos. As origens da Biotecnologia remontam ao início da história humana e a sua história pode ser dividida em cinco fases (SCRAGG, 1988). Os primeiros processos biotecnológicos eram fermentações alcoólicas (vinho e cerveja) e fermentações lácticas de derivados do leite. Os Sumérios descobriram as fermentações alcoólicas há cerca de dez mil anos. Cinco mil anos mais tarde, os Egípcios começaram a usar a levedura de padeiro. Durante o segundo período ocorreu o desenvolvimento da microbiologia, há cerca de cem anos. Em 1867, Louis Pasteur escreveu o livro “Étude sur la bière”, no qual demonstra que a levedura é responsável pela fermentação. Descobriu, também, que as bactérias ácidas lácticas estragavam o vinho e a cerveja por provocarem uma fermentação ácida láctica. O trabalho de Pasteur foi seguido de desenvolvimentos lentos no estudo de microrganismos. Em 1882, Robert Koch desenvolveu os meios de cultura sólidos o que permitiu isolar culturas de células. Um ano depois foi possível usar culturas puras em fermentações industriais. No início do sec. XX foram introduzidos os processos de produção de acetona, butanol, glicerol e ácido cítrico. Um outro desenvolvimento importante foi o processo de lamas activadas para tratamento de esgotos que começou a ser usado em Manchester em 1914. Esta fase da biotecnologia pode ser designada por Era de Pasteur. O período seguinte é a Era dos Antibióticos. Começou nos anos 20 com a produção da penicilina e conduziu ao desenvolvimento de grandes fermentadores submersos. Dez anos depois surgem as fermentações em contínuo e nos anos 70 começam a ser usados as enzimas e as células imobilizadas. Durante a Era Pós-antibióticos o conhecimento do metabolismo celular permitiu uma exploração muito alargada das capacidades duma grande variedade de microrganismos. Estes foram usados para produzir vitaminas e aminoácidos, enzimas para uso industrial, fontes alternativas de proteínas, etanol para uso combustível, entre outros. A quinta era na história da biotecnologia pode ser designada por Era do ADN.
(23) 1.1 A BIOTECNOLOGIA. 19. recombinante. Durante esta fase desenvolveu-se a chamada “nova biotecnologia”. A tecnologia do ADN recombinante surgiu nos anos 70 e introduziu a possibilidade de manipular as características genéticas dos microrganismos. Nesta era surgem, também, os anticorpos monoclonais, que são produtos da tecnologia dos hibridomas. Outras técnicas em franco desenvolvimento em áreas importantes da biotecnologia incluem a cultura de células animais e vegetais, o uso de células e enzimas imobilizadas, sensores biológicos, engenharia de proteínas, o uso de computadores em fermentações e os novos bio-reactores. A EFB (“European Federation of Biotechnology”) definiu Biotecnologia como sendo o uso integrado da bioquímica, microbiologia e ciências de engenharia com vista a uma aplicação industrial de biossistemas (células de origem animal, vegetal ou microbiana, suas partes e análogos moleculares) para a obtenção de bens e serviços. Dito de outro modo, a Biotecnologia é a aplicação de agentes biológicos no fornecimento de bens e serviços (SCRAGG, 1988). O uso do termo Biotecnologia poderia indicar um só assunto mas a sua essência é a natureza multidisciplinar. É necessário juntar engenheiros químicos, microbiólogos, bioquímicos e químicos para se conseguir obter sucesso na aplicação prática da biotecnologia. Este sucesso implica, além do sucesso científico, sucesso também a nível económico, o que introduz mais factores a ter em conta, principalmente quando se trata de processos em grande escala ou onde é necessário um investimento considerável em matérias-primas, mão-de-obra e energia. Considerações deste tipo podem muitas vezes levar ao uso de processos contínuos em vez de descontínuos ou vice-versa. Assim, é também necessário envolver engenheiros de processo logo no início do planeamento duma empresa biotecnológica. Um processo biotecnológico pode então definir-se como aquele em que há uma utilização dos microrganismos (leveduras, bactérias, etc.) e/ou enzimas podendo ter como objectivo a síntese de compostos químicos intracelulares (proteínas) ou extracelulares (antibióticos, álcool), a produção de biomassa (caso da produção de fermento de padeiro), de alimentos (bebidas), de energia (biogás, etanol) e ainda a despoluição biológica de efluentes..
(24) 1. INTRODUÇÃO. 20. 1.2 Fermentação O termo “fermentação” tem um significado diferente para bioquímicos e microbiólogos industriais. O seu significado bioquímico tem a ver com a produção de energia através da degradação de compostos orgânicos enquanto que industrialmente é usado para descrever qualquer processo de produção que envolva crescimento microbiano, o que inclui a generalidade dos processos biotecnológicos. Há quatro grupos principais de fermentações comercialmente relevantes (STANBURY e WHITAKER, 1984): (i) As que produzem biomassa como produto final (produção de levedura de padeiro e de células microbianas para serem usadas como alimento humano ou animal - “single cell protein”); (ii) As que produzem enzimas microbianas (proteases, pectinases, amilases); (iii) As que produzem metabolitos microbianos; (iv) As que modificam um composto adicionado à fermentação - processos de transformação. Neste último grupo as células microbianas são usadas para converter um composto num outro estruturalmente relacionado e economicamente mais valioso. As reacções podem ser catalisadas e incluem desidrogenações, oxidações, hidroxilações, descarboxilações, desidratações e condensações, isomerizações, nitrificações e desnitrificações. Estes processos microbianos têm vantagens em relação aos processos químicos tradicionais: são específicos, operam a baixas temperaturas e não implicam o uso de catalisadores metálicos fortemente poluentes. Embora a produção de vinagre seja o processo mais conhecido (conversão de etanol em ácido acético), a maioria destes processos envolve a produção de compostos de alto valor acrescentado (esteróides, antibióticos). Em muitos destes processos são usadas células ou enzimas imobilizadas devido às grandes quantidades de biomassa necessárias para catalisar uma só reacção. Estas enzimas ou células imobilizadas podem ser vistos como catalisadores que são reutilizáveis várias vezes. Os grupos (i), (ii) e (iii) englobam-se numa categoria mais geral de reacções de crescimento microbiano e estão logicamente dependentes da fase de crescimento em que o microrganismo se encontra. Num processo típico de cultura descontínua, o número de células vivas varia com o.
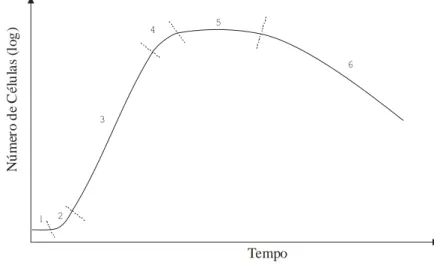
(25) 1.2 FERMENTAÇÃO. 21. tempo de acordo com a Figura 1.1. Depois de uma fase de latência (1), que ocorre após a inoculação da cultura e pode ser considerado como um período de adaptação, onde não há aumento visível do número de células, ocorre uma ligeira fase de aceleração (2), seguida duma fase de crescimento exponencial (3), em que as células crescem a uma taxa de crescimento máxima e constante. Naturalmente que as células não se podem multiplicar indefinidamente em cultura fechada e, após uma curta fase de desaceleração (4), aparece uma fase estacionária. Nesta altura a população atinge o seu tamanho máximo. Eventualmente poderá ocorrer um declínio do número de células viáveis numa última fase - fase de morte celular (6).. Número de Células (log). 4. 5. 6. 3. 1. 2. Tempo. Figura 1.1 Fases do crescimento de um microrganismo em cultura descontínua Cada fase tem grande importância nos processos microbianos. Por exemplo, se se pretender obter um máximo de densidade celular no fim do processo, é importante minimizar a duração da fase de latência e maximizar a taxa de crescimento e a duração da fase exponencial. Durante a fase exponencial produzem-se metabolitos essenciais ao crescimento das células como aminoácidos, nucleótidos, proteínas, ácidos nucleicos, lípidos, polissacáridos, etc. Estes produtos são designados por metabolitos primários e muitos deles têm uma importância económica considerável. A nível industrial são produzidos por fermentação etanol, ácido cítrico, acetona e butanol, ácido glutâmico, lisina e vitaminas, entre outros, geralmente com grandes rendimentos e baixo valor comercial. Durante a fase estacionária ou em fases de crescimento muito lento algumas culturas microbianas sintetizam compostos que aparentemente não têm nenhuma função no metabolismo celular - metabolitos secundários. Muitos destes metabolitos têm actividade.
(26) 1. INTRODUÇÃO. 22. antimicrobiana, outros são inibidores de enzimas específicas, alguns são promotores de crescimento e muitos têm propriedades farmacológicas (antibióticos, vitaminas). Assim, os metabolitos secundários são a base de muitos processos fermentativos, apresentando normalmente um alto valor comercial devido a um baixo rendimento. As enzimas são normalmente incluídas neste grupo. Os processos biotecnológicos podem também ser classificados de acordo com o modo de operação escolhido para o bio-reactor: (i) Operação descontínua - não há adição de substrato nem remoção de produto até ao fim do processo; (ii) Operação contínua - é continuamente adicionado substrato e retirado produto, permanecendo o volume total dentro do bio-reactor constante; (iii) Operação semi-contínua - os nutrientes são alimentados de forma programada, contínua ou intermitente, ao longo do tempo sem remoção do produto.. 1.3 Produção de Fermento de Padeiro As leveduras são sem dúvida o grupo mais importante de microrganismos comercialmente explorados pelo Homem, tanto quantitativamente como economicamente, mas englobam apenas cerca de 400 espécies agrupadas em 39 géneros, o que é pouco quando comparadas com outros grupos importantes de microrganismos (STEWART e RUSSELL, 1985). Em fermentações naturais e produtos caseiros podem aparecer uma grande variedade. destes organismos mas as espécies comercialmente cultivadas pertencem a apenas três dos 39 géneros conhecidos - Saccharomyces, Candida e Kluyveromyces - sendo a Saccharomyces cerevisiae a que tem maior interesse industrial. As suas variedades e estirpes são usadas na propagação da levedura de padeiro, em fermentação de “ale”, “saké” e algumas cervejas (leveduras de topo), em destilarias, na produção de álcool e no fabrico de alguns vinhos. Os produtos derivados de matérias da célula desta levedura incluem enzimas e coenzimas. 1.3.1 Aspectos morfológicos e ciclo de vida As leveduras de panificação são estirpes de Saccharomyces cerevisiae, que pertencem a.
(27) 1.3 PRODUÇÃO DE FERMENTO DE PADEIRO. 23. um grupo de fungos em que a forma unicelular é predominante. Como qualquer fungo, as leveduras são organismos eucariotas com um alto grau de organização. Possuem um núcleo celular limitado por uma membrana nuclear e vários organelos subcelulares como mitocôndrias (onde ocorre uma parte importante do metabolismo energético da célula), vacúolos (que servem de reservatório de nutrientes, de certas enzimas e talvez também de desperdícios e produtos tóxicos), retículo endoplasmático e complexo de Golgi. A parede celular tem uma estrutura rígida que constitui cerca de 25 % do peso seco da célula. Não só protege a célula, mas também contém várias enzimas. As células de levedura têm uma forma esférica, elipsoidal ou cilíndrica e têm uma largura de cerca de 4-8 µm e um comprimento de 5-16 µm (REED e PEPPLER, 1973). Contudo, o tamanho e forma podem variar, dependendo das condições ambientais. São células translúcidas que não possuem a capacidade de se movimentarem, excepto no caso de movimentos brownianos. A Figura 1.2 representa duma forma esquemática muito simplificada uma célula de levedura.. Figura 1.2 Célula típica de levedura O crescimento da Saccharomyces é feito por gemulação. A célula “gema” é formada lateralmente à célula-mãe e aumenta de tamanho até ter aproximadamente o mesmo tamanho desta (em geral, ligeiramente inferior), altura em que se separa e liberta. A nova célula, em conjunto com a célula-mãe, repete então o processo de gemulação. Esta parte do ciclo da célula é chamada crescimento vegetativo (RATLEDGE, 1990). A Saccharomyces pode também esporular e produzir ascosporos se as condições se tornarem adversas ao crescimento vegetativo (os ascosporos permitem à levedura sobreviver por longos períodos de falta de água, temperatura elevada, etc.). Se forem formados, os ascosporos contidos no asco podem ou não ser libertados e separarem-se. Os esporos assim isolados contêm uma só cópia dos cromossomas parentais (são células haplóides). Em condições favoráveis, os esporos podem germinar e dar origem a células.
(28) 1. INTRODUÇÃO. 24. vegetativas. Como há diferenças entre os dois cromossomas que formam uma cadeia na célula-mãe original, formam-se dois tipos de células haplóides, cada uma delas com uma só cópia dos cromossomas. Esta diferença poderia ser descrita como célula “feminina” e célula “masculina” mas como esta terminologia não tem significado no caso das leveduras adopta-se os termos “a” e “α”. As células haplóides de tipo oposto podem então juntar-se numa só célula diplóide, que contenha os pares de cromossomas “reunidos”. Os ascosporos podem, nas condições apropriadas, reunir-se sem separação e dispersão, ainda dentro do asco, dando origem outra vez a uma célula diplóide. Normalmente, uma célula de Saccharomyces é diplóide, embora as células haplóides possam também crescer vegetativamente. A fisiologia e o comportamento dos dois tipos de células são semelhantes e as diferenças interessam essencialmente aos geneticistas. 1.3.2 Aspectos metabólicos É óbvio que uma célula cresce e usa não só carbono, mas também muitos outros elementos que constituem a sua composição final: azoto, oxigénio (que podem ser obtidos a partir do ar quando o organismo cresce aerobiamente), K+, Mg2+, SO42-, PO43- e um grupo de iões em menores quantidades (Fe3+, Zn2+, Mn2+, etc.). A composição duma célula pode variar muito, de acordo com a forma de crescimento. Isto não depende somente do facto de ela crescer ou não aerobiamente, mas também se o faz com excesso ou falta de carbono ou de outros nutrientes vitais (N, P, K). Mudanças na temperatura e pH, por exemplo, também podem mudar a composição da célula. Os substratos são degradados pelas células existentes produzindo-se intermediários carbonados, algum poder redutor (sob a forma de NADH e NADPH) e energia (sob a forma de ATP). Este processo degradativo é conhecido como catabolismo. Em condições aeróbias, o poder redutor é convertido em energia adicional através de reacções de fosforilação oxidativa. Este processo é o principal responsável pelo consumo de oxigénio pelas células. As células utilizam então os intermediários carbonados, o poder redutor e a energia que produziram para dar origem a novas células; estes processos implicam o estabelecimento de ligações carbono-carbono e carbono-azoto na síntese de proteínas, ácidos nucleicos e todas as outras macromoléculas constituintes da nova célula. Este processo de biossíntese é referido como anabolismo. O conjunto dos processos de catabolismo e anabolismo é conhecido por metabolismo (RATLEDGE, 1990)..
(29) 1.3 PRODUÇÃO DE FERMENTO DE PADEIRO. 25. 1.3.2.1 Metabolismo de açúcares Os açúcares representam a maior fonte de carbono e energia para a fisiologia celular. De entre todos os mono e polissacáridos, a glucose representa o papel principal sendo o substrato preferencial e ponto de partida para a maioria das vias metabólicas. A Saccharomyces cerevisiae tem a capacidade de fermentar um grande leque de açúcares como glucose, sacarose, frutose, galactose, maltose e maltotriose. O primeiro passo na utilização de qualquer açúcar por uma levedura é normalmente a sua passagem através da membrana celular ou a hidrólise inicial fora da membrana seguida de entrada na célula de alguns ou todos os produtos da hidrólise. Os melaços de cana ou beterraba são os substratos mais usados industrialmente para a levedura de padeiro. São subprodutos da indústria do açúcar que ainda contêm cerca de 50 % de sacarose. Os melaços de beterraba contêm também cerca de 5 % de rafinose. Durante o processo de produção de açúcar pode haver inversão total ou parcial da sacarose obtendo-se frutose e glucose, fazendo com que a concentração destes monossacáridos varie consideravelmente. A sacarose é hidrolisada fora da membrana celular pela enzima extracelular invertase dando origem a glucose e frutose. A rafinose é um substrato pobre para esta enzima e é hidrolizado com um rendimento reduzido em melobiose e frutose. A melobiose não é um substrato para a levedura de padeiro. Assim, somente a glucose e a frutose são transportadas para o interior da célula por difusão facilitada e através duma fosforilação. As hexoses intracelulares entram então num mecanismo glicolítico. A Figura 1.3 representa duma forma simplificada o metabolismo de açúcares da levedura de padeiro (FERREIRA, 1995). Numa primeira fase e em condições de bom arejamento e concentração de açúcar baixa, a glucose sofre uma glicólise pela via Embden-Meyerhof-Parnas (EMP) a piruvato, com produção de energia sob a forma de ATP. O piruvato é depois oxidado no ciclo do ácido tricarboxílico (ATC) a dióxido de carbono e água (BERRY, 1987). Esta via metabólica converte apenas 70 % a 94 % da glucose em piruvato (REED e PEPPLER, 1973). O restante é metabolizado pela via das fosfato-pentoses (HMP ou PPP) que tem um papel importante na produção de poder redutor na forma de NADPH, mas que produz apenas metade da energia produzida através da via EMP. A rede de reacções desta via é diferente, mas o produto final é também o piruvato..
(30) 1. INTRODUÇÃO. 26. Figura 1.3 Mapa metabólico simplificado da utilização da glucose pela S. cerevisiae Dependendo da capacidade respiratória da célula e da disponibilidade do oxigénio, o piruvato ou segue uma via aeróbia e entra no ciclo do ácido tricarboxílico (ATC) e na cadeia respiratória, ou o seu excesso segue uma via anaeróbia de formação de etanol se a glicólise produzir mais piruvato do que o sistema respiratório e o ciclo ATC conseguem metabolizar (KEULERS,1993). Esta via permite a obtenção de energia na ausência de oxigénio. Podem também formar-se alguns produtos menores, como o glicerol e o lactato. Enquanto a glicólise ocorre no citoplasma, as etapas do ciclo ATC e da respiração são feitas nas mitocôndrias. A levedura é um fungo invulgar que, embora seja capaz de crescer aerobiamente segundo um mecanismo glicolítico típico e por um ciclo do ácido tricarboxílico, também consegue crescer em condições em que a energia é produzida através da degradação de etanol e onde a fosforilação oxidativa é suprimida. Assim, se a capacidade respiratória e a disponibilidade de oxigénio excederem o que for necessário para consumir o açúcar disponível, o etanol é consumido pela célula segundo uma via aeróbia, sendo convertido.
(31) 1.3 PRODUÇÃO DE FERMENTO DE PADEIRO. 27. em acetato e depois oxidado no ciclo do glioxilato, que converte os resíduos acetil em ácido oxaloacético. Este ácido entra depois no ciclo ATC normal (REED e PEPPLER, 1973). O crescimento em etanol requer a produção de muitos precursores para a síntese celular que a glicólise fornece quando o crescimento se dá em glucose. Para produzir estes precursores, o metabolismo segue uma via essencialmente inversa à glicólise, o que é referido como via gluconeogénica. O armazenamento de polissacáridos, por exemplo, pode fazer-se por duas vias: quando o crescimento é feito em glucose formam-se directamente a partir do açúcar através dum passo simples de polimerização que é energeticamente eficiente; quando o crescimento ocorre em etanol é necessária uma etapa de gluconeogénese para a sua produção. Além dos açúcares e do etanol, a levedura pode também assimilar outros compostos orgânicos e usá-los como fonte de carbono, como o ácido acético, o acetaldeído, o ácido láctico, o ácido pirúvico, o glicerol (em presença de mono e/ou dissacáridos) e aminoácidos. 1.3.2.2 Estequiometria Dependendo da taxa de alimentação de glucose, a cultura pode crescer sob diferentes condições. A glucose pode ser consumida oxidativamente ou redutivamente. No primeiro caso é, juntamente com oxigénio e azoto, convertida em energia, massa celular, dióxido de carbono e água. No segundo caso, o oxigénio não intervém e é produzido etanol como subproduto. Este etanol pode ser consumido em presença de oxigénio e azoto para se obter energia, massa celular, dióxido de carbono e água. Assumindo que durante todo o processo a composição da biomassa permanece constante, podem representar-se as vias metabólicas por: (i) Crescimento oxidativo em glucose C6H12O6 + 6O2 → 6CO2 + 6H2O + Energia. (1.1). (ii) Crescimento redutivo em glucose C6H12O6 → 2C2H5OH + 2CO2 + Energia. (1.2).
(32) 1. INTRODUÇÃO. 28. (iii) Crescimento oxidativo em etanol C2H5OH + 3O2 → 2CO2 + 3H2O + Energia. (1.3). Estas reacções traduzem a chamada “estequiometria clássica” e representam a estequiometria que teoricamente deveria ocorrer. Embora em todas estas reacções haja produção de energia, a utilização aeróbia de glucose é bastante mais favorável ao crescimento e produção de biomassa já que o seu rendimento energético é superior ao das outras duas. Contudo, dependendo das condições, o açúcar disponível poderá seguir a via óptima ou parte dele poderá ter que seguir a via anaeróbia de produção de etanol. 1.3.2.3 Capacidade respiratória limitada O mecanismo regulatório das leveduras é muitas vezes sumariado no que diz respeito às suas respostas ao aumento da concentração de glucose ou ao aumento da concentração de oxigénio. Estes efeitos designam-se por efeito de Crabtree e efeito de Pasteur, respectivamente. Uma levedura é Crabtree positiva se o seu metabolismo oxidativo é reprimido na presença de oxigénio quando a concentração de glucose no meio aumenta. Por outras palavras, o efeito do aumento de glucose acima dum certo valor crítico resulta numa diminuição da capacidade da célula para oxidar glucose. Assim, a glucose será metabolizada redutivamente e haverá formação de etanol. O efeito de Pasteur consiste na inibição do metabolismo redutivo pela respiração o que leva a uma menor utilização da glucose em situações aeróbias do que em situações anaeróbias. FIECHTER e SEGHEZZI (1992) e SONNLEITNER e KÄPPELI (1986) recomendam que as expressões. “efeito de Crabtree” e “efeito de Pasteur” sejam evitadas, preferindo descrever a actividade regulatória com base na capacidade respiratória limitada das células. Hoje em dia, os dados disponíveis acerca do metabolismo da Saccharomyces cerevisiae sugerem que a sua regulação está intimamente ligada à capacidade respiratória celular, o que levou à formulação dum novo conceito que explica a formação de etanol como uma reacção de sobre-fluxo do metabolismo glicolítico quando a capacidade respiratória das células é excedida. Um modelo para o crescimento da levedura de padeiro em glucose foi apresentado por SONNLEITNER e KÄPPELI em 1986. Assume-se que a capacidade respiratória das.
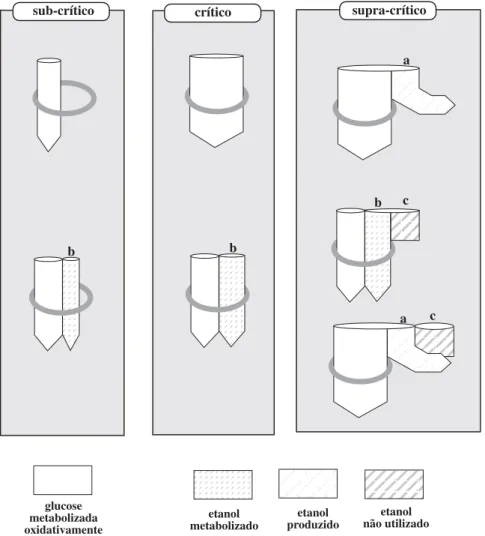
(33) 1.3 PRODUÇÃO DE FERMENTO DE PADEIRO. 29. células governa o metabolismo da glucose ou etanol e a formação de produtos em células em crescimento e representa uma restrição ou estrangulamento (“bottleneck”) para a utilização oxidativa do substrato (Figura 1.4). sub-crítico. supra-crítico. crítico. a. b b. c. b. a. glucose metabolizada oxidativamente. etanol metabolizado. etanol produzido. c. etanol não utilizado. Figura 1.4 Representação esquemática da capacidade respiratória limitada (FERREIRA, 1995) Para fluxos de substrato suficientemente baixos para passarem esta restrição (fluxos subcríticos), é observado um metabolismo puramente oxidativo com prioridade para a glucose sobre o etanol (o etanol é usado até se atingir a capacidade respiratória do microrganismo, quando toda a glucose já tiver sido consumida). Se o fluxo de glucose exceder o valor crítico (fluxo de substrato supra-crítico) há uma partição no fluxo de glucose: a glucose correspondente à saturação da restrição é metabolizada oxidativamente (reacção 1.1) e o resto é metabolizado redutivamente com formação de etanol, segundo a reacção 1.2. Como a utilização de etanol é um processo oxidativo e a sua utilização tem uma prioridade menor que a da glucose, não há consumo de etanol nestas condições, ou seja, o princípio da capacidade respiratória limitada não permite o consumo e produção simultâneos de etanol. O crescimento em etanol como único substrato é também limitado.
(34) 1. INTRODUÇÃO. 30. pela capacidade respiratória. De notar ainda que o crescimento só é puramente redutivo em condições anaeróbias. 1.3.2.4 Repressão catabólica Esta reacção de sobre-fluxo é, contudo, só a primeira e mais rápida resposta ao excesso da concentração de glucose. A segunda resposta, mais lenta, é geralmente designada por repressão catabólica (FIETCHER e SEGHEZZI, 1992). Em leveduras, a inibição de várias vias metabólicas por açúcares fermentáveis constitui o maior mecanismo regulador da síntese de muitas enzimas envolvidas na gluconeogénese, ciclo ATC e respiração. A acumulação intracelular de metabolitos de açúcares, nomeadamente de glucose, é responsável pelos efeitos regulatórios observados e daí chamar-se repressão catabólica. Na Saccharomyces cerevisiae este fenómeno resulta na sua preferência para fermentar açúcares via glicólise a etanol e CO2 em vez de os oxidar completamente via respiração (TRIVEDI et al., 1986). A síntese de muitas enzimas responsáveis pelo metabolismo de outros substratos é também reprimida pela presença de grande quantidade de glucose no meio (FIETCHER e SEGHEZZI, 1992; TRIVEDI et al., 1986). Assim, a célula usa a glucose como substrato. preferencial. A glucose é também um agente de inactivação catabólica o que resulta no desaparecimento de enzimas mais rápido do que o esperado por diluição celular, seguido de repressão da síntese dessas mesmas enzimas (várias enzimas respiratórias e gluconeogénicas estão sujeitas a inactivação catabólica) (TRIVEDI e JACOBSON, 1986). 1.3.3 Aspectos processuais A levedura de panificação consiste num conjunto de células de Saccharomyces cerevisiae com uma actividade metabólica bem controlada que é caracterizada pela capacidade de fermentar rapidamente em massas com elevada pressão osmótica (BERRY, 1987). A qualidade da levedura quanto à actividade levedante depende da estirpe utilizada. (TRIVEDI e JACOBSON, 1986). Depende, também, do seu estado fisiológico no momento da utilização: ela deve estar em condições de resistir ao choque osmótico, de passar rapidamente do estado estacionário ao estado de actividade metabólica e deve utilizar eficazmente os açúcares pela via catabólica fermentativa (POMERLEAU, 1990). Deve existir.
(35) 1.3 PRODUÇÃO DE FERMENTO DE PADEIRO. 31. um compromisso entre actividade metabólica da levedura e estabilidade (que depende do seu comportamento durante o armazenamento). De facto, para se obter levedura com boa actividade levedante é necessário que o seu sistema enzimático esteja bem desenvolvido, para permitir uma intensa actividade metabólica imediata. Por outro lado, um sistema enzimático demasiado desenvolvido vai provocar um consumo rápido de reservas de energia durante o armazenamento e essas reservas podem ser insuficientes na altura da readaptação da levedura ao crescimento. Os objectivos no fim da fermentação para produção de fermento de padeiro são, então, obter leveduras com fortes reservas de polissacáridos e com uma actividade enzimática apropriada. A principal matéria-prima usada hoje em dia na produção de fermento de padeiro é o melaço de cana ou beterraba, que fornece açúcares fermentáveis como fonte de carbono e energia, juntamente com minerais, enxofre, vitaminas, elementos traço (ferro, zinco, cobalto, etc.) e algum azoto orgânico. Qualquer um destes melaços pode ser usado dependendo do seu preço e disponibilidade. Uma vantagem do melaço de beterraba é que dá uma cor clara ao produto final, mas tem a desvantagem de ser deficiente em biotina. Além dos melaços pré-tratados, a alimentação deve conter outros compostos essenciais para um rápido crescimento. A amónia, o sulfato de amónio e a ureia são as fontes de azoto usadas. Como fonte de fósforo usa-se o ortofosfato ou ácido fosfórico e podem ser adicionados também suplementos minerais e vitaminas. Como em qualquer processo de fermentação, o desenvolvimento do inóculo é uma parte importante da propagação da levedura. A propagação de culturas puras de Saccharomyces cerevisiae começa no laboratório e é, depois, transferida para fermentadores sucessivamente maiores, esterilizáveis, pressurizados, em operação descontínua para minimizar as contaminações (TRIVEDI e JACOBSON, 1986). O fermentador final não é esterilizado no verdadeiro sentido da palavra, mas sim vaporizado à pressão atmosférica juntamente com todas as linhas em contacto. Tem geralmente um volume de 100-200 m3 e é fabricado em aço inoxidável ou outro material resistente à corrosão. Está equipado com um sistema de arrefecimento, um sistema de arejamento, meios de agitação vigorosa, sistema de alimentação de açúcar e outros nutrientes, portas de amostragem e instrumentação de controlo de pH e nível de espuma (BERRY, 1987). O processo decorre por um período de 12 a 18 horas dependendo do fermentador e da concentração final de células desejada..
(36) 1. INTRODUÇÃO. 32. Para se obter um alto rendimento de biomassa em açúcar é necessário manter a concentração do açúcar abaixo do ponto onde a produção do etanol é iniciada, o que é conseguido com adição gradual de açúcares fermentáveis à solução fortemente arejada e agitada, evitando assim uma concentração inicial muito elevada. O reactor é, por isso, operado em modo semi-contínuo, com um perfil de alimentação que normalmente segue uma curva crescente até se atingir uma dada concentração de biomassa (KRISTIANSEN, 1993). A partir daí, é mantida constante e finalmente suspende-se a alimentação durante aproximadamente a última hora da fermentação. O arejamento é mantido sempre num nível alto, nunca inferior a 1 vvm (volume de ar por volume de reactor por minuto), para evitar crescimento anaeróbio. Se a levedura cresce anaerobiamente, a taxa de crescimento é pequena, é consumido mais açúcar e é produzido etanol; além disso, a actividade enzimática é afectada pela transferência entre condições aeróbias e anaeróbias e a qualidade do produto final é reduzida (a actividade levedante é reduzida) se as condições aeróbias não forem asseguradas durante a produção no reactor. A fermentação da levedura de panificação decorre a 30 oC. Isto é um compromisso entre a temperatura à qual se obtém um rendimento de biomassa em açúcar máximo (28.5 oC) e a temperatura à qual se atinge a taxa de crescimento máxima (32 oC). O perfil de pH é também uma solução de compromisso (KRISTIANSEN, 1993). É vantajoso operar a um pH baixo para evitar a contaminação. Contudo a taxa de crescimento é máxima para pH 4-5.5. Assim, o valor usado é cerca de 4 para a maior parte do processo fermentativo. Perto do fim, aumenta-se o pH até cerca de 5.5 devido a requerimentos de qualidade; a pH baixo, os pigmentos presentes nos melaços são facilmente absorvidos pela levedura e a concentração de amónia que cora a levedura é maior. Para se conseguir um produto final mais claro, o pH é aumentado, preferencialmente suspendendo a alimentação de amónia, o que resulta também na cessação da gemulação e na acumulação de polissacáridos intracelulares. Uma das razões para suspender a alimentação dos melaços e da amónia antes do fim do processo é que um conteúdo baixo em proteínas e alto em polissacáridos melhora a estabilidade do produto final (KRISTIANSEN, 1993). A levedura assimila e acumula substrato não utilizado, em particular os polissacáridos que são usados como fonte de energia durante o armazenamento. A homogeneidade, que é importante para se obterem boas características levedantes, é outra das razões para se parar a alimentação de melaços..
(37) 1.4 MODELAÇÃO DO PROCESSO DE PRODUÇÃO DE FERMENTO DE PADEIRO. 33. Permite que a levedura mature, ficando quase todas as células num estado fisiológico semelhante e unicelular (o número de células gemuladas, nestas condições, é muito baixo). Os passos seguintes incluem a concentração da levedura por centrifugação, lavagem, prensagem e filtração (REED e PEPPLER, 1973). As células de levedura são concentradas por centrifugação até se obter um creme de levedura com 15-20 % de sólidos. Este creme é arrefecido e filtrado. O bolo prensado é então extrudido, arrefecido, transportado com refrigeração e vendido como levedura de padeiro em blocos com cerca de 30 % de sólidos, embrulhados em papel de cera (blocos de 0.5-2.5 kg) ou então é dissolvido e vendido em meio líquido. Na produção de levedura seca activa, o bolo prensado é extrudido na forma de fitas finas que são depois secas com ar a 40-60 oC. Este tipo de levedura contém 9095 % de levedura. Tem uma validade maior que a anterior mas tem uma menor actividade levedante.. 1.4 Modelação do Processo de Produção de Fermento de Padeiro Os modelos são geralmente desenvolvidos para predizer a resposta dum sistema a estímulos externos ou para fins descritivos. Como o modelo é uma aproximação à realidade, tem que haver um equilíbrio entre a sua precisão e a sua complexidade. O modelo deverá permanecer suficientemente simples e com um reduzido número de parâmetros, de modo a ser possível a sua validação experimental e a identificação desses mesmos parâmetros. Contudo, deve ser capaz de descrever o processo com o pormenor necessário para o fim em causa. 1.4.1 Classes de modelos Existem muitos tipos de modelos. Os modelos verbais, por exemplo, fazem uma descrição qualitativa do processo. Os modelos empíricos usam ajustes numéricos a dados experimentais para descrever relações entre variáveis. Um modelo determinístico tem um significado de ausência de incerteza enquanto que um modelo estocástico atribui a um acontecimento uma dada probabilidade de ocorrência. Um modelo pode ainda ser contínuo ou discreto no tempo. Na modelação matemática dum processo biotecnológico é importante ter em conta dois.
Imagem

+7



Documentos relacionados
forficata recém-colhidas foram tratadas com escarificação mecânica, imersão em ácido sulfúrico concentrado durante 5 e 10 minutos, sementes armazenadas na geladeira (3 ± 1
No primeiro, destacam-se as percepções que as cuidadoras possuem sobre o hospital psiquiátrico e os cuidados com seus familiares durante o internamento; no segundo, evidencia-se
Dessa maneira, os resultados desta tese são uma síntese que propõe o uso de índices não convencionais de conforto térmico, utilizando o Índice de Temperatura de Globo Negro e
Pretendo, a partir de agora, me focar detalhadamente nas Investigações Filosóficas e realizar uma leitura pormenorizada das §§65-88, com o fim de apresentar e
c.4) Não ocorrerá o cancelamento do contrato de seguro cujo prêmio tenha sido pago a vista, mediante financiamento obtido junto a instituições financeiras, no
Os maiores coeficientes da razão área/perímetro são das edificações Kanimbambo (12,75) e Barão do Rio Branco (10,22) ou seja possuem uma maior área por unidade de
Ninguém quer essa vida assim não Zambi.. Eu não quero as crianças
Este estudo tem como objetivos identificar os níveis de trauma manifestados e de estratégias de coping utilizadas pelos TEPH; caracterizar os incidentes mais
