iii
Dissertação realizada sob a orientação cientifica do Doutor Jaime Francisco Cruz Fonseca, Professor Auxiliar do Departamento de Electrónica Industrial da Universidade do Minho
iv
v
RESUMO
A crescente necessidade do aumento da produtividade e da qualidade na fabricação de produtos revolucionou o desenvolvimento industrial, visando a utilização de novas tecnologias na produção, no sentido de aumentar a eficiência e a flexibilidade das máquinas e dos processos industriais. Estes factores, aliados à necessidade de criar novos produtos que obedeçam a regras e requisitos de mercado muito restritos, conduziu à concepção e desenvolvimento das máquinas SMA e SMAP na Vishay Electrónica Portugal.
É neste contexto que se apresenta o trabalho efectuado no âmbito desta dissertação, orientando o estudo e a implementação de um sistema que efectue a Parametrização Automática de Equipamentos de Controlo de Qualidade de Diferentes Tipos de Condensadores.
As máquinas existentes no teste do controlo da qualidade na produção são caracterizadas por não serem capazes de dar resposta às exigências de mercado, uma vez que estas foram concebidas para a produção em massa.
Na sua maioria as máquinas referidas, apresentam problemas de flexibilização, afinação e desempenho devido à sua baixa fiabilidade mecânica e aos seus processos ainda muito manuais. Todos estes factores condicionam a garantia da qualidade dos produtos fabricados.
O software desenvolvido permite ao operador validar a programação da máquina e dos instrumentos de medida através da leitura óptica do código de barras 2D de forma automática. As interfaces foram desenvolvidas com tecnologia Touch
Screen, tendo sempre presente o ambiente industrial, a facilidade de operação e
vi
A comunicação do software pela porta RS-232 com o autómato programável (PLC) permite visualizar a distribuição de condensadores, os gráficos da evolução da produção, as distribuições de Lote e Turno e o estado da máquina e dos instrumentos de medida.
Nesta base, a integração das máquinas de teste SMA e SMAP, com o sistema informático baseado numa plataforma cliente – servidor, possibilita a automatização do processo de programação da máquina e dos instrumentos de medida e interligação com outros softwares de apoio à produção, sistemas operativos e base de dados.
As parametrizações, distribuições e anomalias são guardadas em base de dados SQL Server na fase de Fecho de Controlo de Lote. Esta metodologia contribui para a melhoria do processo de controlo da qualidade.
vii
ABSTRACT
The increasing necessity of improving the productivity and the quality in the manufacture of products revolutionized the industrial development, aiming at the use of new technologies in the production, in order to increase the efficiency and the flexibility of the machines and the industrial processes. These factors, together with the necessity to create new products that obey to the rules and very restricted requirements of market, lead to the conception and development of machines SMA and SMAP in Vishay Electrónica Portugal.
It is in this context that we present the work made in the scope of this dissertation, guiding the study and the implementation of a system that makes the Automatic Parametrization of Equipment of Quality control of Different Types of Capacitors. The existing machines in the quality control test in the production are characterized by not being capable to give reply to the market requirements, once these had been conceived for the production in mass.
In their majority the related machines, present problems of flexibilization, refining and performance due to their low mechanical reliability and to their still very manual processes.
All these factors condition the guarantee of the manufactured product quality. The developed software allows the operator to validate the programming of the machine and the instruments of measure through the optic reading of the barcode 2D of automatic form.
The interfaces had been developed with Touch Screen technology, having always present the industrial environment, the easiness of operation and the restrictions of operation.
The communication of software by the RS-232 gate with the programmable controller (PLC) allows to visualize the distribution of capacitors, the graphs of the evolution of the production, the distributions of Lot and Shift and the state of the machine and the instruments of measure.
viii
In this base, the integration of the test machines SMA and SMAP, with the informatics system based in a client - server platform, makes possible the automatization of the process of programming the machine and the instruments of measure and interconnection with other softwares of support to the production, operative systems and database.
The parametrizations, distributions and anomalies are kept in database SQL Server in the phase of Closing of Control of Lot. This methodology contributes for the improvement of the process of control of the quality.
ix
AGRADECIMENTOS
Para que o presente trabalho pudesse ser realizado, foi essencial a colaboração de várias pessoas e entidades às quais agradeço e passo a citar.
Ao Eng.º Hélder Cardoso e Eng.º Pedro Silva, pela amabilidade de disponibilizar os recursos materiais e humanos da empresa Vishay, que permitiram a elaboração e conclusão do trabalho realizado nesta dissertação.
A todos os meus amigos, em especial ao André Caridade e Pedro Lima pelo incentivo e pelas diversas contemplações.
Ao Dr. Jaime Fonseca, tenho a agradecer a orientação científica, a revisão final e as sugestões tão oportunas ao logo de todo o trabalho.
À minha família que me apoiou serena e incondicionalmente.
A todas estas pessoas, e ainda a todas as outras que, de qualquer forma me auxiliaram e apoiaram neste propósito, os meus mais sinceros agradecimentos.
x
ÍNDICE
ÍNDICE DE FIGURAS ... xi
ÍNDICE DE TABELAS ...xiii
Apresentação da Empresa Vishay ... xiv
1. Introdução...1
1.1 Motivações e objectivos...5
1.2 Organização da tese...8
2. Hardware e Software Existentes nas Máquinas SMA e SMAP...9
2.1 Ligação em Rede...9
2.2 Integração de Aplicações...11
2.3 Parametrização e Configuração Manual...17
2.4 Acesso e Registo de Dados...18
2.5 Interfaces Externas de Aquisição de Dados ...19
2.6 Conclusão ...20
3. Processo de Controlo da Qualidade...23
3.1 Tipo de Condensadores...24
3.2 Material dos Dieléctricos...26
3.3 Programação e Aquisição de Dados dos Instrumentos de Medida ...28
3.4 Ensaios e Procedimentos de Medida ...30
3.5 Ponte 4263B – LCR METER ...44
3.6 Ponte 4339B – HIGHT RESISTANCE METER ...48
3.7 Ponte CT30 – LCR METER ...50
3.7 Interface Externa de Aquisição de Dados USB/GPIB...53
4. Software de Controlo e Monitorização ...57
4.1 Plataforma de Software Seleccionada...58
4.2 Suporte Base de Dados...73
4.3 Automatização do Processo ...80
4.5 Leitor de Código de Barras ...95
4.6 Intranet...96
5. Máquinas SMA e SMAP ...100
5.2 Disposição da Máquina...101
5.3 Descrição do Hardware da Máquina ...103
5.4 Descrição do Software da Máquina ...108
6. Conclusões e Trabalho Futuro ...118
6.1 Conclusões ...118
6.2 Trabalho Futuro ...121
xi
ÍNDICE DE FIGURAS
Figura 1 – Controlo por Amostragem...3
Figura 2 – Processo do Controlo por Amostragem ...3
Figura 3 – Máquina SMAP...4
Figura 4 – Layout Máquina SMA e SMAP ...10
Figura 5 – Aplicações distribuídas na Vishay ...12
Figura 6 – Representação do Sistema de Base de Dados da Produção ...15
Figura 7 – Tipologias das Máquinas SMA e SMAP...16
Figura 8 – Sistema de Aquisição de Dados das Máquinas SMA e SMAP ...19
Figura 9 – Gama de Condensadores de Filme...24
Figura 10 – Sequência de Procedimentos na Programação dos Instrumentos de Medida...28
Figura 11 – Circuito Equivalente Série ...32
Figura 12 – Circuito de Teste em Máquinas SMA e SMAP...34
Figura 13 – Resistência de Carga ...35
Figura 14 – Ponte 4263B – LCR METER ...44
Figura 15 – Diagrama de Blocos da Ponte 4263B – LCR METER...45
Figura 16 – Ponte 4339B – HIGHT RESISTANCE METER ...48
Figura 17 – Diagrama de Blocos da Ponte 4339B – HIGHT RESISTANCE METER. ...49
Figura 18 – Ponte CT30 – LCR METER...51
Figura 19 – Interface da Placa de Aquisição de Dados USB/ GPIB ...54
Figura 20 – Topologia de Comunicação das Máquinas SMA e SMAP ...57
Figura 21 – Estrutura Geral do Software ...60
Figura 22 – Estrutura dos Módulos GPIB ...63
Figura 23 – Estado dos Instrumentos de Medida ...66
Figura 24 – Estrutura de Programação na Comunicação com o PLC ...68
Figura 25 – Estrutura da Automatização do Processo da Amostragem...71
Figura 26 – Datagrama do Sistema de Aquisição de Dados...72
Figura 27 – Modelo Relacional da Base de Dados das Máquinas SMA e SMAP..77
Figura 28 – Tabelas da Base de Dados das Máquinas SMA e SMAP...78
Figura 29 – Words de Envio e Resposta ...84
Figura 30 – Formato da Frame de envio e resposta. ...86
Figura 31 – String Recebi no PC – Word 16 / 17 / 18 /19 ...89
Figura 32 – String Recebi no PC – Código de Erros ...91
xii
Figura 34 – String Recebi no PC – Distribuições de Encomenda. ...94
Figura 35 – Etiqueta de Programação ...95
Figura 36 – Software SharePoint...98
Figura 37 – Página de Intranet de Consulta de Lote ...99
Figura 38 – Dados de Controlo do Lote...99
Figura 39 – Disposição da Máquina SMA/SMAP ...101
Figura 40 – Alimentação de Condensadores na máquina SMA/SMAP por Tabuleiro. ...102
Figura 41 – Embalador Duplo da máquina SMA/SMAP. ...102
Figura 42 – Fonte de Tensão...104
Figura 43 – Fonte de Tensão...104
Figura 44 – Pormenor do Controlo da Máquina SMA/SMAP. ...105
Figura 45 – Autenticação do Operador na Máquina SMA/SMAP...108
Figura 46 – Interface Principal do Software da Máquina SMA/SMAP...109
Figura 47 – Interface de Calibração dos Instrumentos de Medida da Máquina SMA. ...110
Figura 48 – Interface de Calibração dos Instrumentos de Medida da Máquina SMAP ...111
Figura 49 – Interface da Amostragem. ...112
Figura 50 – Interface de Programação dos Instrumentos de Medida da Máquina SMA...113
Figura 51 – Interface de Configuração dos Parâmetros da Máquina SMAP...114
Figura 52 – Fecho de Turno...115
Figura 53 – Interface de Autenticação no Fecho de Turno ...115
Figura 54 – Interface de Autenticação no Fecho de Lote...116
xiii
ÍNDICE DE TABELAS
Tabela 1 – Análise às limitações e às tecnologias existentes na Produção. ...21
Tabela 2 – Propriedades do Dieléctrico...27
Tabela 3 – Tensão de Ensaio dos Condensadores do Tipo RFI...35
Tabela 4 – Tensão de Ensaio dos Condensadores do Tipo MKT/MKP/MKC. ...36
Tabela 5 – Tensão de Ensaio dos Condensadores do Tipo KP/KC...36
Tabela 6 – Voltagem de Medição da Resistência de Isolamento...36
Tabela 7 – Valores Mínimos da RIS dos condensadores do Tipo F’s...37
Tabela 8 – Valores Mínimos da RIS dos Condensadores do Tipo MKT/MKC/MKP. ...38
Tabela 9 – Valores de Capacidade dos Condensadores do Tipo MKT/MKC. ...39
Tabela 10 – Valores de Capacidade dos Condensadores do Tipo KP/MKP/KC. ..39
Tabela 11 – Valores de Capacidade dos Condensadores do Tipo RFI. ...40
Tabela 12 – Valores de Tangente dos Condensadores do Tipo MKP. ...40
Tabela 13 – Valores de Tangente dos Condensadores do Tipo MKC. ...41
Tabela 14 – Valores de Tangente dos Condensadores do Tipo MKP. ...41
Tabela 15 – Valores de Tangente dos Condensadores do Tipo KP. ...42
Tabela 16 – Valores de Tangente dos Condensadores do Tipo KC/KP. ...42
Tabela 17 – Valores de Tangente dos Condensadores do Tipo F1710/12/22/72 e F1724/74. ...42
Tabela 18 – Parâmetros de Medida da ponte 4263B – LCR METER. ...46
Tabela 19 – Ponte CT30 – LCR METER. ...52
Tabela 20 – Características Técnicas da Placa de Aquisição de Dados USB/ GPIB. ...55
Tabela 21 – Estado dos Instrumentos de Medida da Máquina SMA/SMAP. ...87
Tabela 22 – Programação da Máquina SMA/SMAP. ...88
Tabela 23 – Estado da Máquina SMA/SMAP...90
Tabela 24 – Descrição do Erro das Máquina SMA /SMAP. ...92
Tabela 25 – Distribuição de Turno...93
Tabela 26 – Distribuição de Encomenda. ...94
Parametrização Automática de Equipamentos de Controlo de Qualidade de Diferentes Tipos de Condensadores
xiv
Apresentação da Empresa Vishay
A Vishay Intertechnology, Inc. foi fundada em 1962, época em que a indústria electrónica conheceu um crescimento exponencial.
A evolução tecnológica aos longos destes 44 anos foi profunda, resultando em equipamentos electrónicos que alteraram o mundo e a forma como as pessoas comunicam, viajam, trabalham e se divertem.
A estratégia da Vishay desde a sua fundação, é um profundo empenhamento na inovação e desenvolvimento de novos produtos, acompanhado de um crescimento através de aquisições.
Esta estratégia conduziu a empresa para um patamar superior tornando-se num dos maiores produtores mundiais de semicondutores discretos e componentes electrónicos passivos, sempre com o objectivo da inovação e liderança tecnológica em todos os produtos electrónicos.
O sector da electrónica é dos mais dinâmicos e com maior crescimento no mercado mundial, o que permite perspectivar oportunidades de desenvolvimento da indústria nacional, desde que o País desenvolva condições atractivas. Este sector é caracterizado por uma exigência e sofisticação cada vez maiores por parte dos clientes, associadas às expectativas criadas pela rápida inovação dos produtos e serviços e diminuição dos ciclos de vida dos mesmos.
No segmento de Telecomunicações, Informática e Electrónica profissional tem-se assistido a uma redução da procura de telecomunicações fixas e a um aumento significativo da procura de telecomunicações móveis.
Apresentação da Empresa Vishay
Parametrização Automática de Equipamentos de Controlo de Qualidade de Diferentes Tipos de Condensadores
xv
A procura interna de alguns segmentos está intimamente relacionada com a evolução do mercado da habitação e com a construção de infra-estruturas que geram, directa e indirectamente, necessidades de bens do sector. A procura de material eléctrico encontra-se relacionada com a evolução do mercado de infra-estruturas eléctricas e de telecomunicações.
O segmento de máquinas e equipamentos eléctricos está dependente da evolução de todos os outros sectores industriais.
A Vishay produz componentes electrónicos utilizados em praticamente todos os tipos de aparelhos e equipamentos electrónicos, tais como telemóveis, PDA’s, consolas de jogos, sistemas áudio e vídeo, televisores, electrodomésticos, computadores, iluminação, equipamento médico, equipamento industrial, subsistemas em automóveis e aeronáutica.
Com qualidade e excelência, a Vishay procura satisfazer diariamente e no mundo inteiro as necessidades que são exigidas ao nível das residências, escritórios, fábricas, hospitais, auto – estradas, aeroportos e bases militares. As pessoas dependem de componentes produzidos pela Vishay.
A Vishay tem actualmente produções em catorze países empregando mais de 20.000 pessoas.
Divisão da Empresa
A Vishay surgiu após a aquisição de duas empresas (Roederstein; BCComponennts). A Divisão de Filmes é então constituída pela fusão de duas Marcas (empresas), sendo estas a Roederstein (fundada em 1925 em Berlim na Alemanha e adquirida pela Vishay em 1992) e a BCComponents (ex-Philips- fundada em 1961 em Roeselare na Bélgica, adquirida pela Vishay em 2002). A Divisão de Filmes tem unidades fabris certificadas segundo as normas Internacionais: QS 9000, ISO 14000; ISO 9001, e produz em cinco países: Portugal, Bélgica, China, Índia e Estado Unidos.
Apresentação da Empresa Vishay
Parametrização Automática de Equipamentos de Controlo de Qualidade de Diferentes Tipos de Condensadores
xvi
A Vishay Electrónica Portugal foi constituída em 1969 com o nome de Roederstein Electrónica Portugal, Lda.; sendo a sua área de implantação de 18.000 m2 e
contando actualmente com mais de 200 colaboradores (100% Portugueses). Esta Sub-Divisão fabrica e fornece mais de 200.000.000 de condensadores por ano para os vários segmentos de mercado que compõem a indústria electrónica internacional.
Os objectivos gerais desta empresa incluem:
- O alcance de resultados que satisfaçam os seus accionistas. - A produção de produtos excelentes ao melhor custo.
- Inovação e formação contínua.
- A manutenção de uma presença global no mercado em que opera. - A satisfação e lealdade de clientes, colaboradores e fornecedores
Esta tarefa é árdua uma vez que torna-se muito complicado conseguir sustentar a organização num cenário de crescente competitividade global. Em simultâneo, acompanhar a rápida inovação técnica, a evolução das tecnologias de informação e comunicação, as alterações de processos e constantes mudanças no panorama económico, social e de clientes, é ainda mais difícil.
Uma das características evidentes na economia de mercado onde a Vishay actua, traduz-se, tal como noutros sectores de actividade, na tendência de transferência das produções europeias, chamadas de comodities, para o Oriente. Esta realidade cria oportunidades aos seus concorrentes Asiáticos e, consequentemente, obriga a Vishay Portugal a optimizar de forma permanente a sua estrutura de custos de forma a manter/incrementar a sua posição no mercado.
Neste âmbito, os Departamentos da Produção e de Informática desenvolveram esforços conjuntos de constante modernização nos processos e na evolução tecnológica.
Apresentação da Empresa Vishay
Parametrização Automática de Equipamentos de Controlo de Qualidade de Diferentes Tipos de Condensadores
xvii
O projecto Parametrização Automática de Equipamentos de Controlo de Qualidade de Diferentes Tipos de Condensadores surge como resposta à necessidade da Vishay Electrónica Portugal de criar novos produtos que obedeçam a regras e requisitos de mercado muito restritos ao nível da qualidade. Para isso a Vishay teve de reestruturar o layout da produção obrigando a intervir nos processos, tendo sempre presente o desenvolvimento de novas tecnologias para as máquinas SMA (Schnell Mess Automat) e SMAP tornando-as mais eficazes de forma a satisfazer os vários segmentos de mercado que compõem a industria electrónica internacional.
Parametrização Automática de Equipamentos de Controlo de Qualidade de Diferentes Tipos de Condensadores
1
1. Introdução
Actualmente as exigências de personalização, de funcionalidade e de qualidade dos produtos são cada vez mais elevadas ao nível do mercado da electrónica. Tendo em conta que as produções de mão-de-obra intensiva foram deslocadas para o Oriente, devido ao factor de custo por condensador, tornou-se imprescindível para a Vishay Electrónica Portugal especializar-se na fabricação de produtos específicos para o ramo.
O tempo de produção cada vez menor é uma exigência do mercado da electrónica, o que implica um modelo de produção direccionado para o atendimento das necessidades do cliente, no menor espaço de tempo possível e com o mínimo de desperdício.
As máquinas SMA e SMAP foram concebidas na Vishay Electrónica Portugal para dar resposta às exigências de personalização do mercado e ao controlo da qualidade dos diferentes tipos de condensadores. Para manter a liderança do mercado a Vishay revê constantemente os seus processos de fabricação, aperfeiçoando as suas técnicas e métodos de trabalho. Neste âmbito as máquinas SMA e SMAP são tecnologicamente evoluídas e adaptadas de forma a aprimorar o processo produtivo, dando resposta a novos segmentos de mercado, perspectivando a criação e o desenvolvimento de novos produtos que satisfaçam o maior número possível de clientes.
O sector do mercado das máquinas de teste da qualidade é caracterizado por não dar resposta às exigências, uma vez que todas as máquinas fabricadas são para produções em massa. As máquinas de teste na sua maioria têm graves problemas de flexibilização, afinação e desempenho devido à sua baixa fiabilidade mecânica. Todos estes problemas condicionam os testes da qualidade e contribuem para o aumento das interrupções pois o sistema não se encontra adaptado às exigências. A intervenção do técnico na máquina é constante não o libertando para vigiar outros sistemas de produção ou embalagem.
Capítulo 1. Introdução
Parametrização Automática de Equipamentos de Controlo de Qualidade de Diferentes Tipos de Condensadores
2
A nível mundial existem alguns fabricantes de Máquinas de Teste Automáticas como por exemplo: Arcotronics Group (Itália), Livingston Group (Taiwan), Sancon
Jetwell (Haimen) Electronics Co Ltd (China), KOEM Engineering (korea), JONIC'S
(Índia). Das empresas referenciadas a mais representativa e inovadora é a empresa Arcotronics Group (Itália) à qual a Vishay Electrónica Portugal adquiriu algumas máquinas para as suas unidades de produção. Devido aos problemas referidos e a inúmeros outros, a Vishay desenvolveu o know how e concebeu as suas próprias máquinas de teste adaptadas às suas necessidades.
Os sistemas actuais de controlo de qualidade dependem dos parâmetros introduzidos pelos diferentes operadores. Na etapa antecedente ao ensaio os condensadores passam por três fases distintas: a Bobinagem, a Pré-Montagem e a Montagem. Só após o seu término os condensadores passam à fase de Ensaio, onde serão testados a 100 %.
As informações extraídas do lote nas diferentes fases do processo construtivo são registadas de forma manual no mapa de produção. O cruzamento da informação entre as diferentes fases de fabricação do condensador e entre os diferentes departamentos é dificultado pela existência de diversas plataformas, o que não contribui para a melhoria do processo da qualidade.
No processo Controlo por Amostragem (figura 1) os operadores responsáveis da qualidade preenchem manualmente o Mapa de Ensaio através da consulta de diversas tabelas, onde subscrevem os valores da Norma de Ensaio. O mapa referido, para além das características físicas do condensador, como o tipo de marcação, a altura dos terminais, a cintagem e o tipo de embalagem, contém características eléctricas, como os valores da tensão de ensaio, da capacidade, da resistência de isolamento e os limites da tangente para as diferentes frequências.
Capítulo 1. Introdução
Parametrização Automática de Equipamentos de Controlo de Qualidade de Diferentes Tipos de Condensadores
3 Figura 1 – Controlo por Amostragem
Nesta etapa (figura 2) os limites de corte de tangente para as diferentes frequências são calculados através do processo de amostragem, que tem por objectivo extrair do lote os condensadores que contêm uma melhor qualidade de fabricação, eliminando assim os condensadores que têm uma maior probabilidade de falha. Esse reajuste de tangente deve-se às diferentes centragens praticadas para as várias tolerâncias existentes na fase da Bobinagem.
Capítulo 1. Introdução
Parametrização Automática de Equipamentos de Controlo de Qualidade de Diferentes Tipos de Condensadores
4
Os testes finais da qualidade são efectuados na máquina SMA ou SMAP (figura 3), sendo que a configuração desta é efectuado pelo operador através da introdução dos dados contidos no Mapa de Ensaio proveniente do Controlo por Amostragem. Nesse mapa estão descritas todas as características físicas e eléctricas relativas ao Tipo e Capacidade do condensador a ser testado.
Figura 3 – Máquina SMAP
Os sistemas de aquisição e parametrização de dados no controlo da qualidade são efectuados manualmente, pelo que a susceptibilidade a erros é maior. Este facto, pela complexidade do sistema, requer um operador especializado, proporcionando desta forma uma maior taxa de ocupação no desenvolvimento dos processos.
As conformidades do lote são registadas manualmente na folha de ensaio. O tempo dispensado no processo é moroso e requer uma elevada atenção do operador no controlo de todo o processo, no sentido de evitar erros na parametrização das pontes de medida, regulação das fontes de tensão ou no registo das conformidades no mapa de controlo do lote.
Capítulo 1. Introdução
Parametrização Automática de Equipamentos de Controlo de Qualidade de Diferentes Tipos de Condensadores
5
O processo de arquivo é também manual, excluindo o registo das não conformidades nas diferentes grandezas eléctricas a serem testadas. A metodologia em vigor dificulta a optimização, análise e compreensão das diferentes etapas construtivas do processo de fabricação do condensador.
1.1 Motivações e objectivos
O objectivo desta dissertação inclui o estudo e o desenvolvimento de um software que permita a integração da automação das máquinas de teste SMA e SMAP, com o sistema informático baseado numa plataforma cliente - servidor. Esta plataforma tem como objectivo implementar um sistema que permita fazer a configuração automática das máquinas SMA e SMAP e a parametrização automática dos instrumentos de medida através de computador, consoante o Tipo – Valor do condensador a ser testado. Esses parâmetros são guardados numa base de dados central, construída em SQL Server.
A comunicação entre o computador e os instrumentos de medida é efectuada através do protocolo GPIB (General Purpose Interface Bus) que inicialmente foi desenvolvido pela Hewlett-Packard e tornado standard pelo IEEE (Institute of
Electrical and Electronics Engineers). Actualmente, o protocolo descrito foi
ampliado com Comandos Standards para Instrumentos Programáveis (SCPI). O software desenvolvido em Visual Basic permite ao operador validar a configuração das máquinas SMA e SMAP através da leitura óptica do código de barras 2D, que foi gerado pelo responsável da qualidade no Controlo por Amostragem. A interface foi desenvolvida com tecnologia Touch Screen, tendo sempre presente o ambiente industrial, a facilidade de operação e as restrições de operação. No software foram introduzidos gráficos que permitem a análise da evolução da produção e a distribuição dos condensadores separados na máquina, consoante as tolerâncias (5%;10%;20%). Esta informação é fornecida pelo autómato.
Capítulo 1. Introdução
Parametrização Automática de Equipamentos de Controlo de Qualidade de Diferentes Tipos de Condensadores
6
Neste processo o responsável da qualidade pode alterar parâmetros de programação (por exemplo capacidade, tangente, frequências, limites de corte e resistência de carga) através da sua autenticação ao contrário do operador que só valida os resultados do teste.
A ligação entre o SQL Server e o Sistema Operativo AS400 é estabelecida através de ODBC (Open Data Base Connectivity). Esta ligação permite extrair do sistema AS400, as características do lote a ser testado, para de seguida se realizar a impressão da etiqueta 2D, de forma a identificar o lote e posteriormente configurar as máquinas SMA e SMAP. O código referido permite ao software efectuar diversas consultas à base de dados SQL Server e correlacionar os dados com o
software de apoio à gestão da produção, denominado VepCalc. Este software foi
desenvolvido sobre uma base de dados Access.
O software das máquinas SMA e SMAP usa o protocolo de comunicação RS-232 para obter informação de um autómato programável (PLC) da Omron que permita a visualização da distribuição de condensadores, de gráficos da evolução da produção, das anomalias do lote e do estado da máquina. Este protocolo de comunicação entre a interface de operação e o autómato das máquinas SMA e SMAP é denominado de Hostlink pela Omron.
As parametrizações, distribuições e anomalias são guardadas em base de dados
SQL Server na fase de Fecho de Controlo de Lote. Esta metodologia permite
analisar, flexibilizar e adaptar as várias fases do processo de fabricação dos condensadores. A sua implementação permite a rastreabilidade do lote e a prevenção das anomalias mais frequentes, minimizando, desta forma, os respectivos custos, bem como actuar nas técnicas de controlo no âmbito da área da produção.
A integração do software das máquinas SMA e SMAP com o software de gestão VepCalc permite a centralização de toda a informação, optimizando e automatizando processos, acrescentando novas funcionalidades à gestão dos parâmetros de condensadores, criando relatórios específicos e promovendo a interacção inter - departamental.
Capítulo 1. Introdução
Parametrização Automática de Equipamentos de Controlo de Qualidade de Diferentes Tipos de Condensadores
7
A informação centralizada acima referida será disponibilizada na Intranet, permitindo aos gestores dos diferentes sectores a rápida consulta do processo produtivo, a determinação dos cronogramas de produção, assim como a verificação das Normas de Ensaio e visualização das características do lote a ser produzido.
Esta flexibilidade e adaptabilidade de programar, gerir e automatizar os procedimentos contribui para a melhoria do processo da qualidade.
Para cumprir com os objectivos descritos anteriormente, foi efectuado um estudo minucioso da fase de Ensaio e Medida, bem como do processo de realização do Controlo da Qualidade, com o objectivo de analisar os procedimentos efectuados durante os referidos processos. Esse estudo visou especificamente a reestruturação dos dados, pesquisa de investimentos na aquisição de novas tecnologias, na inclusão de novas funcionalidades no processo de configuração e na parametrização dos instrumentos de medida. Os seus resultados foram apresentados em reunião aos diversos departamentos e foram debatidas as várias opções tecnológicas tomadas e o caminho a seguir na reestruturação do processo.
Após a escolha da interface GPIB tendo em consideração as diversas pontes de medida existentes no processo de Controlo da Qualidade e as métricas de desempenho, efectuou-se o levantamento de todos os comandos necessários a enviar às pontes de medida no sentido de as programar remotamente. A programação foi implementada por funções tendo sempre presentes os procedimentos necessários e os valores estabelecidos pela Norma de Ensaio. Para realizar a implementação da configuração automática foi necessário analisar a programação do autómato, incluir nos módulos rotinas específicas de comunicação e introduzir novos blocos de funções, operacionalizando, assim, todos os procedimentos efectuados pelo operador, minimizando a sua intervenção.
Capítulo 1. Introdução
Parametrização Automática de Equipamentos de Controlo de Qualidade de Diferentes Tipos de Condensadores
8
1.2 Organização da tese
A tese que se apresenta foi desenvolvida no âmbito do Mestrado em Engenharia de Electrónica Industrial, da Universidade do Minho, tendo como objectivo de estudo a Parametrização Automática de Equipamento de Controlo de Qualidade de Diferentes Tipos de Condensadores.
Desta forma, e no que concerne à sua estruturação, importa referir que se encontra seccionada em sete capítulos.
O Capítulo 1 tem por objectivo enquadrar a dissertação no trabalho realizado. Apresenta-se uma breve descrição sobre a natureza e importância do problema, os objectivos e o contexto em que o trabalho foi realizado.
No Capítulo 2 apresenta-se a análise detalhada do Hardware e Software presente nas máquinas SMA e SMAP, expondo as funcionalidades e limitações que se levantam no controlo do teste da qualidade.
O terceiro capítulo descreve pormenorizadamente o processo de controlo da qualidade e quais os procedimentos necessários na medição dos parâmetros nos condensadores, os diferentes tipos de ensaios efectuados, as características técnicas dos instrumentos de medida e do sistema de aquisição de dados.
O Capítulo 4 descreve e justifica a plataforma de software seleccionada, bem como o suporte de base de dados, toda a automatização do processo e a comunicação entre as diferentes tecnologias envolvidas, apresentando todas as vantagens e funcionalidades desta implementação.
Um último ponto deste capítulo visa a implementação de uma página de intranet onde podem ser consultadas as Normas de Ensaio, as diferentes parametrizações e todos os registos efectuados no controlo da qualidade.
O layout e as características técnicas das máquinas SMA e SMAP e a descrição do software implementado são apresentados no Capítulo 5.
No capítulo final são apresentadas as conclusões deste trabalho, sendo apontadas perspectivas de desenvolvimento para trabalho de futuro.
Parametrização Automática de Equipamentos de Controlo de Qualidade de Diferentes Tipos de Condensadores
9
2. Hardware e Software Existentes nas
Máquinas SMA e SMAP
2.1 Ligação em Rede
Nos últimos anos o crescimento da utilização das redes industriais tem introduzido mudanças drásticas na implementação de novos esquemas de produção. As redes industriais permitem o acesso e a partilha de informação de forma rápida e segura, pelo que a sua implementação torna-se um objectivo primordial para o desenvolvimento tecnológico.
Os desafios existentes ao nível do desenvolvimento tecnológico e dos sistemas de informação justificam a necessidade de reforçar e adequar o actual panorama tecnológico em que a Vishay Portugal se enquadra.
O grande avanço tecnológico actual das redes informáticas, em especial a Internet, permitiu a interligação dos sistemas monolíticos fechados (AS400) com pessoas distribuídas pelos diversos sectores, facilitando a interacção e partilha de informação. Esta tem sido a motivação para o uso desta tecnologia em diversas áreas do conhecimento.
Actualmente os computadores têm uma maior velocidade de processamento e a largura de banda na comunicação em rede é muito maior, o que facilita o desenvolvimento de sistemas de informação, a inclusão de conteúdos com melhor qualidade e a integração de aplicações complexas para funcionamento em rede local ou remota.
As máquinas de teste SMA e SMAP da fase de Ensaio e Medida são sistemas isolados, que não estão ligados em rede e não se encontram interligados com as diferentes aplicações, apresentando problemas de inovação pela moderada capacidade de geração de conhecimento adaptável às necessidades da produção. A existência destas soluções fechadas, com custos de interligação e actualização elevados, continuavam a ser uma limitação à evolução e à competitividade.
Capítulo 2. Hardware e Software Existentes nas Máquinas SMA e SMAP
Parametrização Automática de Equipamentos de Controlo de Qualidade de Diferentes Tipos de Condensadores
10
O isolamento das máquinas acima referidas dificulta a interacção com o operador e impede o acesso à base de dados, tornando o processo não automatizado. Na figura 4 é observável a representação de toda a estrutura física comum às máquinas SMA e SMAP e os seus principais componentes de aquisição, de medida e de controlo.
Figura 4 – Layout Máquina SMA e SMAP
A forma de se atingir um elevado nível de integração das máquinas SMA e SMAP passa pela adopção de redes industriais abertas, que permitam aos vários equipamentos comunicarem entre si, dando resposta aos seguintes problemas:
Partilha de informação e recursos; Diminuição do custo de funcionalidade; Cobertura geográfica;
Fragmentação da informação;
Capítulo 2. Hardware e Software Existentes nas Máquinas SMA e SMAP
Parametrização Automática de Equipamentos de Controlo de Qualidade de Diferentes Tipos de Condensadores
11
No sentido de expandir o uso das novas tecnologias na produção, como suporte ao desenvolvimento económico e tecnológico no âmbito da sociedade de informação e do conhecimento, a Vishay Electrónica Portugal teve que dinamizar a informatização dos seus recursos.
A integração das máquinas SMA e SMAP em rede com as diferentes aplicações cria, assim, um novo grau de sofisticação em todos os sectores da produção, permitindo acelerar os processos de fabricação e a oferta de serviços, padronizando recursos e integrando sistemas de informação.
2.2 Integração de Aplicações
2.2.1 Estrutura ExistenteO aumento da produtividade e competitividade são estratégias imprescindíveis para o desenvolvimento económico da Vishay Electrónica Portugal. Desta forma, a implementação de um novo modelo de produção, a dinamização e sofisticação da oferta especializada visa atingir objectivos como a redução de custos, o aumento da qualidade e a inovação.
Sendo a integração das aplicações cada vez mais um factor chave para a melhoria da competitividade (em particular quando o tempo de resposta às solicitações de mercado tem de ser curto), a flexibilidade é um dos objectivos a ter sempre em consideração.
A integração das aplicações permite a melhoria das interacções entre pessoas, departamentos e serviços, como suporte à dinamização dos fluxos de informação e de material inter e intra empresas. Uma das formas de a melhorar, consiste na interligação dos recursos das empresas recorrendo a redes de comunicação. A Vishay Electrónica Portugal procura informatizar e automatizar os seus processos de fabrico e de negócio como forma de agilizar as suas actividades, recorrendo a aplicações informáticas de produção, contabilidade, gestão de
Capítulo 2. Hardware e Software Existentes nas Máquinas SMA e SMAP
Parametrização Automática de Equipamentos de Controlo de Qualidade de Diferentes Tipos de Condensadores
12
Contudo, a integração de aplicações informáticas de diferentes tecnologias nem sempre é fácil, sendo necessário superar vários obstáculos. Destes, destacam-se as diferenças de sistemas operativos, de hardware, de redes de comunicação, de bases de dados e de linguagens de programação.
Um outro obstáculo à integração das aplicações diz respeito à falta de normalização na representação dos dados da empresa, armazenamento dos dados em diferentes bases de dados, ou transmitidos através da rede, e do seu significado para aplicações diferentes.
Na figura 5 são apresentadas as várias aplicações e sistemas existentes na Produção da Vishay Electrónica Portugal. Como se pode visualizar não existe operacionalidade entre os sistemas uma vez que estes se encontram isolados, dificultando o fluxo e o acesso à informação, bem como a tomada de decisões administrativas e a comunicação dos utilizadores dentro e entre as empresas, ou seja, seus clientes, parceiros e fornecedores.
Capítulo 2. Hardware e Software Existentes nas Máquinas SMA e SMAP
Parametrização Automática de Equipamentos de Controlo de Qualidade de Diferentes Tipos de Condensadores
13
Como se pode observar na figura 5 o SAP (Systeme, Anwendung und
Programme) R/3 foi desenvolvido para uma arquitectura cliente - servidor e
actualmente é o ERP (Enterprise Resource Planning) standard do Grupo Vishay, para a Gestão e Produção.
O AS/400 é um minicomputador da IBM para pequenos e médios negócios e utilizadores departamentais. É um sistema, com base de dados integrada, orientado a objectos e que foi desenhado para implementar o modelo de base de dados relacional de E.F.Codd no sistema operativo e hardware. Todo o software necessário é incluído e integrado.
Actualmente este sistema (AS400) gere os dados da Produção da Vishay Portugal. Contudo, apesar de ser seguro e robusto, não é fácil a sua integração com as outras tecnologias devido à sua complexidade. A manutenção é dispendiosa além de não existirem pessoas especializadas na programação ou na gestão deste sistema dentro do Grupo Vishay.
O software VEPCalc serve de base de apoio à gestão da produção e tem como função disponibilizar informação de processos que não estão implementados no AS400, como a explosão de materiais, relatórios e a gestão de parâmetros de teste nos condensadores. Esta aplicação é desenvolvida em Visual Basic 5 e possui uma base de dados Access.
A aplicação DISREM foi desenvolvida em Visual Basic 3 e possui uma base de dados local em Access. Este software da fase de Controlo por Amostragem imprime as etiquetas 2D e calcula a tangente para as várias frequências de teste. Este software será eliminado a curto prazo com a implementação do novo
Capítulo 2. Hardware e Software Existentes nas Máquinas SMA e SMAP
Parametrização Automática de Equipamentos de Controlo de Qualidade de Diferentes Tipos de Condensadores
14
2.2.2 Estrutura Actual
A reestruturação das redes de dados e de telecomunicações dentro da empresa foi um passo importante para que esta pudesse responder de forma rápida e eficaz às solicitações cada vez mais exigentes, de recursos de comunicação. Dentro dessa realidade, os sistemas estruturados destacam-se como uma solução economicamente viável e tecnicamente eficaz.
No sentido de facilitar as mudanças e tornar a comunicação mais eficiente são utilizadas diversas técnicas, entre elas o conceito de sistemas estruturados. A utilização de sistemas estruturados no projecto de redes torna possível interligar, na mesma rede, computadores, sistemas de multimédia capazes de proporcionar o acesso aos vários sistemas de comunicação (voz, dados, imagens, sinais de controlo) através de um único sistema de rede. A finalidade dessa infra-estrutura de rede é promover uma base sólida para o bom desempenho das redes de comunicação existentes, visando a longevidade do sistema.
Um dos factores chave para a melhoria do sistema de informação consiste na integração das diferentes aplicações existentes na Produção. Esta iniciativa oferece uma solução para modernizar as soluções suportadas em sistemas
mainframe antigos, utilizando os princípios da arquitectura SOA (Arquitectura
Orientada a Serviços), proporcionando um aumento da eficiência sem depender dos sistemas mainframe.
Na figura 6 é observável a nova topologia de rede implementada na Produção. Esta nova estrutura de rede e comunicação das diferentes tecnologias, aplicações e plataformas é integrada de forma a melhorar e agilizar o fluxo de informação.
Capítulo 2. Hardware e Software Existentes nas Máquinas SMA e SMAP
Parametrização Automática de Equipamentos de Controlo de Qualidade de Diferentes Tipos de Condensadores
15 Figura 6 – Representação do Sistema de Base de Dados da Produção
O servidor de Produção com base de dados SQL Server foi criado para integrar os diferentes sistemas distribuídos e alojar as diferentes bases de dados dos diversos sectores da produção. A forma de contornar os problemas causados por esta situação passa pelo estabelecimento de uma ligação entre o SqlServer e AS400 através de ODBC (Open Data Base Connectivity). Este é um padrão de programação para o acesso a base de dados por meio de uma biblioteca de funções pré- definida, criada pelo SQL Access Group. Desta forma é possível a integração das duas plataformas e a importação de dados referentes ao planeamento e à gestão da Produção.
Neste âmbito, as diferentes bases de dados dos softwares DISREM e VEPcalc da fase de Controlo e Ensaio serão modificadas e convertidas numa única base de dados construída na tecnologia SQLServer. No decorrer do processo as diferentes bases de dados em Access deixam de ser locais e passam a estar disponíveis em rede numa arquitectura cliente - servidor aos diferentes sectores e departamentos. Esta centralização permite a disponibilização e o aperfeiçoamento de novas tecnologias para o acesso e armazenamento dos dados. As tecnologias de processamento podem ser melhoradas com componentes mais rápidos, terminais remotos, operações partilhadas ou com a gestão de recursos.
Capítulo 2. Hardware e Software Existentes nas Máquinas SMA e SMAP
Parametrização Automática de Equipamentos de Controlo de Qualidade de Diferentes Tipos de Condensadores
16
No que se refere aos dados, estes podem ser considerados um recurso, uma vez que uma mesma informação possui uma duração e uma importância temporal, que pode ser requisitada ou disponibilizada aos vários sectores da empresa. Como já foi referido, a centralização de dados da Produção no servidor SqlServer disponibiliza e aperfeiçoa as novas tecnologias e possibilita a consolidação de mecanismos de segurança, replicação e backup oferecendo inúmeras vantagens, entre as quais se destacam:
Acesso rápido e aleatório a dados;
Referencias cruzadas e compatibilidade de informações; Procedimentos interdepartamentais automatizados; Recursos nativos de transformação de base de dados; Reduz gargalos e acelera a tomada de decisões;
Prognósticos e estimativas de projecções, baseados na história e em fatos esperados.
A aplicação das máquinas de controlo da qualidade SMA e SMAP (figura 7) padece de lacunas de integração com as diversas aplicações e plataformas existentes na produção e gestão. Esta aplicação não permite recorrer a plataformas computacionais distribuídas que forneçam, não só, serviços de comunicação, como também, serviços que possibilitem a partilha de informação, o processamento distribuído de tarefas, mecanismos de segurança e localização de serviços no ambiente distribuído.
Capítulo 2. Hardware e Software Existentes nas Máquinas SMA e SMAP
Parametrização Automática de Equipamentos de Controlo de Qualidade de Diferentes Tipos de Condensadores
17
2.3 Parametrização e Configuração Manual
Nas últimas décadas é observável nas indústrias uma tendência crescente para a automação de processos contínuos ou de manufactura. Estes sistemas automatizados actuais são fiáveis, flexíveis e com custos atractivos. Pode, então, o planeamento de processos de fabricação e a programação e controlo da produção ser integrados nos sistemas de controlo, comando e visualização, com o intuito de aumentar a produtividade, a eficiência, diminuindo assim as perdas e custos de produção.
Desta forma, a automatização de procedimentos, tarefas, actividades de engenharia e fabricação maximiza o desempenho de pessoas e equipamentos. O planeamento e controlo da produção requerem a interacção de diversas funções, entre elas a programação da produção, planeamento de processos, planeamento dos materiais, controlo de stocks, compras e planeamento de ocupação das máquinas. Convencionalmente todas essas funções trabalham com um grande número de dados e a complexidade do processo produtivo condiciona procedimentos analíticos para a optimização do planeamento.
Os sistemas de parametrização e programação de dados das máquinas SMA e SMAP, no processo de controlo da qualidade são efectuados de forma manual. Estes possuem várias interfaces que interagem com o operador, para que este introduza as diferentes parametrizações das pontes de medida em conformidade com os critérios estabelecidos pela Norma de Ensaio.
A máquina é configurada/parametrizada em função das características físicas do condensador e das especificidades de fabrico requeridas pelo cliente. A susceptibilidade a erros na parametrização dos testes é superior devido à sua complexidade, o que requer uma maior especialização e ocupação do operador no desenvolvimento de processos.
Actualmente os sistemas implementados nas máquinas SMA e SMAP têm diversas configurações na aquisição de dados. As diferentes marcas e modelos de instrumentos de medida obrigam os operadores a conhecerem os códigos específicos dos sistemas, limitando a flexibilização de pessoas dentro do sector.
Capítulo 2. Hardware e Software Existentes nas Máquinas SMA e SMAP
Parametrização Automática de Equipamentos de Controlo de Qualidade de Diferentes Tipos de Condensadores
18
A Vishay Electrónica Portugal considera que a automatização dos seus processos contínuos e de manufactura justifica-se economicamente, considerando os critérios da qualidade, flexibilidade, produtividade e viabilidade. Entre as vantagens da automação pode ser mencionada a rapidez na comunicação electrónica de dados para a transmissão da informação. A automatização minimiza os erros cometidos por interpretação de dados, permitindo o acesso à informação de forma adequada a todas as pessoas envolvidas no processo produtivo. Uma outra funcionalidade é permitir a monitorização de problemas nos equipamentos e processos, disponibilizando a informação em tempo real sobre a situação da produção, stocks e vendas da fábrica.
2.4 Acesso e Registo de Dados
O crescimento exponencial da quantidade de informação gerada, processada e armazenada e a necessidade da redução dos tempos de resposta das empresas às solicitações do mercado conduziram ao aparecimento de novas tecnologias capazes de interligar os recursos das empresas, permitindo uma rápida transferência de informação entre os seus sistemas.
A integração dos processos de gestão e de fabrico não é fácil, mesmo quando a empresa já conseguiu integrar os seus recursos e aplicações informáticas. Apesar das vantagens oferecidas pelas redes de comunicação e plataformas distribuídas no suporte e integração dos processos da empresa, é importante possuir mecanismos de acesso e registo a dados para rapidamente analisar, projectar e implementar novas funcionalidades e operações.
Assim sendo, o desenvolvimento de um novo sistema de informação para as maquinas SMA e SMAP, dentro da empresa, conduzirá à necessidade de adequar o actual cenário de interligação entre os diversos sistemas distribuídos pela produção. Nesse sentido o estabelecimento e promoção de uma estratégia integrada permitirá o acesso e registo de fluxos de dados de uma forma fácil, rápida e segura. Esta flexibilidade contribui significativamente para a melhoria do processo de controlo da qualidade.
Capítulo 2. Hardware e Software Existentes nas Máquinas SMA e SMAP
Parametrização Automática de Equipamentos de Controlo de Qualidade de Diferentes Tipos de Condensadores
19
2.5 Interfaces Externas de Aquisição de Dados
O crescente aumento na utilização de sistemas de aquisição de dados tem gerado alterações nos procedimentos de controlo e automatização dos ensaios que determinam as propriedades físicas dos materiais. As diversas grandezas físicas são lidas e armazenadas ao longo do tempo, à medida que a amostra do material é submetida a esforços mecânicos, a testes eléctricos, ou a mudanças das condições ambientais.
Os sistemas actuais de aquisição de dados incluem microprocessadores que são ferramentas poderosas na realização desses ensaios, permitindo a realização de leituras de forma automática. Esta tecnologia proporciona uma maior fiabilidade dos dados, uma vez que a leitura manual é propícia a erros. Permite também um acompanhamento do ensaio através de gráficos gerados à medida que as leituras são elaboradas, além de libertar o operador da realização de outras tarefas no processo de teste da qualidade.
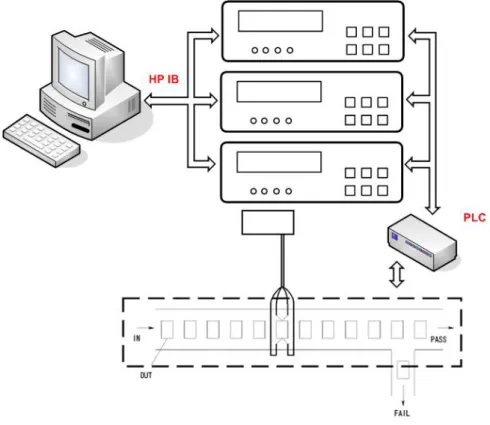
Nos sistemas actuais das máquinas de teste SMA e SMAP da Vishay (figura 8), o operador programa manualmente os parâmetros nos instrumentos de medida. As placas de aquisição de dados ISA / HPIB (Industry Standard Architecture /
Hewlett-Packard Interface Bus) estão descontinuadas sendo difícil a sua
aquisição. Essas placas utilizam um protocolo de comunicação com os instrumentos de medida específico baseado na tecnologia da Agilent.
Capítulo 2. Hardware e Software Existentes nas Máquinas SMA e SMAP
Parametrização Automática de Equipamentos de Controlo de Qualidade de Diferentes Tipos de Condensadores
20
Na figura acima esquematizada, os sistemas de aquisição implementados nas máquinas SMA e SMAP têm diversas configurações na aquisição de dados. As diferentes marcas e modelos de instrumentos de medida condicionam o desenvolvimento e a implementação de novos processos automatizados.
A implementação de novos sistemas standards de aquisição de dados GPIB (General-Purpose Interface Bus) / IEEE488, permitirá a construção de novas interfaces, que padronizam a comunicação, parametrização e programação dos instrumentos de medida, de uma forma automática e inteligente. A inclusão destas novas placas de aquisição de dados oferece uma maior liberdade de acção tornando os sistemas de controlo e comando mais flexíveis.
2.6 Conclusão
A Vishay Electrónica Portugal pretende fomentar um novo impulso à inovação e ao desenvolvimento tecnológico com vista a aumentar de forma sustentada a competitividade, produtividade e o crescimento.
As limitações existentes pela falta de ligação em rede, a existência de uma base de dados e a integração com as diversas aplicações da Produção não permitiam implementar um sistema de configuração automática e de registo de dados para as máquinas SMA e SMAP.
A descontinuidade da actual interface de aquisição de dados ISA/HPIB e os problemas de comunicação com as várias marcas e modelos de instrumentos de medida limitava a padronização de um sistema de parametrização e aquisição de dados baseados em base de dados.
Desta forma, a reestruturação tecnológica da fase de Controlo e Ensaio era fundamental para a integração de sistemas no desenvolvimento de uma nova aplicação para o controlo dos testes de qualidade nas máquinas SMA e SMAP.
Capítulo 2. Hardware e Software Existentes nas Máquinas SMA e SMAP
Parametrização Automática de Equipamentos de Controlo de Qualidade de Diferentes Tipos de Condensadores
21
Este plano de acção visa estimular a mudança nos procedimentos de controlo e automatização como alavanca ao desenvolvimento tecnológico e à inovação das metodologias da qualidade. Este processo veio solucionar os problemas encontrados no processo de estudo da fase de Controlo e Ensaio.
Na tabela 1 apresenta-se uma visão global dos softwares existentes na Produção, as tecnologias de base de dados e as placas de aquisição de sinal.
Dentro deste enquadramento existem várias limitações que foram analisadas e serviram de base à fundamentação e à viabilidade da implementação do projecto desta dissertação, tendo como objectivo o desenvolvimento tecnológico e o seu impacto nos procedimentos e processos actuais.
Software existente na Produção da Vishay Portugal Base de Dados Placa GPIB no PC
Situação AS400 SAP VEPCalc DISREM SQL
SERVER ACCESS ISA /USB PCI
VB 3
(Existente)
Não Não Não Não Não Sim Sim Não
VB 6
(Actual) Sim Sim Sim Sim Sim Sim Sim Sim
Tabela 1 – Análise às limitações e às tecnologias existentes na Produção.
Com base na análise dos principais indicadores, a Vishay Electrónica Portugal concluiu que a tecnologia existente, impressa nos sistemas de teste da qualidade nas máquinas SMA e SMAP, limitava o desenvolvimento tecnológico e a integração das várias aplicações. A flexibilidade e a optimização deste processo eram um factor chave para a melhoria do sistema de informação e para a reestruturação e desenvolvimento dos procedimentos de controlo e automatização dos ensaios da qualidade.
Capítulo 2. Hardware e Software Existentes nas Máquinas SMA e SMAP
Parametrização Automática de Equipamentos de Controlo de Qualidade de Diferentes Tipos de Condensadores
22
No plano económico os investimentos efectuados nas mudanças de tecnologias eram amortizadas pelo aumento da qualidade dos serviços prestados aos clientes, pela importância de acompanhar o desenvolvimento tecnológico actual e pela participação na sociedade técnico-científica e industrial no domínio das tecnologias de fabricação de condensadores de filme.
Parametrização Automática de Equipamentos de Controlo de Qualidade de Diferentes Tipos de Condensadores
23
3. Processo de Controlo da Qualidade
A Política da Qualidade do Grupo Vishay consiste na contínua satisfação dos Clientes através do reconhecimento da Qualidade dos seus serviços e produtos. A Vishay segue fielmente as exigências da Certificação de Qualidade, através da melhoria dos processos, de forma a satisfazer todas as necessidades do cliente. Todos os condensadores de filme fabricados na Vishay Electrónica Portugal são certificados pelas normas ISO 9001/ISO 9002 (EN 29001/EN 29002).
Esta (ISO 9001) denomina-se por um sistema de qualidade detalhado que abrange todas as actividades de desenvolvimento, obtenção de material, produção, garantia de qualidade e serviço ao cliente. É baseada em padrões nacionais e internacionais tais como DIN CECC e IEC. Todos os procedimentos da qualidade e de fabrico estão descritos com rigor no Manual de Qualidade da Empresa.
O compromisso da qualidade é assumido através da introdução de melhorias nos processos internos e motivar e promover a participação dos colaboradores através da estimulação do trabalho em equipa, formação e mobilidade fazem também parte da política de qualidade.
Desta forma a importância da Política da Qualidade é fundamental e por isso a Vishay Electrónica Portugal adoptou ferramentas de controlo de qualidade actualizadas, tais como SPC (Statistical Process Control), FMEA (Failure Mode
and Effect Analysis) e Auditorias de Qualidade que servem para a melhoria
continuada deste processo. Assim sendo os programas de formação constantes garantem a informação actualizada relativamente aos últimos procedimentos de produção e de qualidade, às pessoas envolvidas em todo o processo, indo assim ao encontro das exigências dos clientes.
Capítulo 3. Processo de Controlo da Qualidade
Parametrização Automática de Equipamentos de Controlo de Qualidade de Diferentes Tipos de Condensadores
24
3.1 Tipo de Condensadores
A Vishay Electrónica Portugal possui um portfólio de produtos, onde estão descritas as seguintes gamas de produto:
AC Pulse, DC (GP), RFI, Precisão e outros (produtos especiais, taylor
made ou em declínio);
Esta gama de produtos (Figura 9) desdobra-se em 35 diferentes linhas que por sua vez se desdobram em profundidade mediante os seus valores capacitivos e/ou tensão.
Figura 9 – Gama de Condensadores de Filme
Os condensadores de filme estão geralmente subdivididos em duas vertentes, em condensadores de filme e condensadores de filme metalizado.
Capítulo 3. Processo de Controlo da Qualidade
Parametrização Automática de Equipamentos de Controlo de Qualidade de Diferentes Tipos de Condensadores
25
3.1.1 Condensadores de Filme
Os condensadores de filme consistem basicamente em dois eléctrodos de fita de metal que estão separados por uma película de plástico isoladora a que também se chama dieléctrico. Os terminais estão soldados às extremidades frontais dos eléctrodos.
Os condensadores de filmes são tipicamente fabricados para valores de capacidade que variam entre 100pF e 0,01 uF. e possuem características, tais como, resistência de isolamento elevada, excelentes portadores de corrente e boa estabilidade de capacidade.
3.1.2 Condensadores de Filme Metalizado
Os eléctrodos dos condensadores de fita metalizada consistem numa placa de alumínio extremamente fina (0.02um - 0.1um) que é depositada em vácuo ou na fita dieléctrica ou na fita transportadora.
Os materiais do filme dieléctrico, normalmente usados na escala de produção, variam entre 0,9 uF até 20 uF. As camadas metalizadas do elemento do condensador são ligadas entre si, em oposição através da metalização por vaporização de diferentes metais nos extremos. O processo é também conhecido como metalização.
Os terminais são soldados às extremidades frontais.
Para a produção de condensadores de fita metalizada, a Vishay utiliza dois tipos de fita, a fita convencionalmente bobinada e a chamada tecnologia de fita empilhada (multi - camadas).
Os condensadores de fita empilhada, aquando comparados com condensadores de fita bobinadas, apresentam uma capacidade de carga mais elevada em AC. Os condensadores de fita metalizada são tipicamente fabricados em valores de capacidade que variam entre 100 pF e 10uF.
Capítulo 3. Processo de Controlo da Qualidade
Parametrização Automática de Equipamentos de Controlo de Qualidade de Diferentes Tipos de Condensadores
26
As suas principais característica são a elevada eficiência de volume e as propriedades de auto - tratamento em tensão.
3.1.3 Condensadores Especiais
Para aplicações de correntes elevadas, a Vishay também pode oferecer projectos especiais, tais como condensadores com pesada metalização dos bordos ou metalização de ambos os lados, bem como combinações que tenham numa unidade um condensador de filme e um condensador de fita metalizada. É, para além disso, possível oferecer projectos com secções duplas e múltiplas para aplicações de alta tensão.
Dependendo do projecto, estes condensadores têm baixas perdas, elevadas capacidades de corrente e vibração, alta tensão, pequenas dimensões e boas propriedades de auto-tratamento de tensão.
3.2 Material dos Dieléctricos
As características eléctricas de condensadores de filme plástico são em grande parte ditadas pelas propriedades dos seus materiais dieléctricos.
Para a produção de condensadores de filme, a Vishay Electrónica Portugal, utiliza vários materiais que de seguida serão apresentados e explicados.
3.2.1 Filme Polietileno Terephtlate (PET)
A fita de poliester oferece uma elevada constante dieléctrica. Além disso, tem também excelentes propriedades de auto-tratamento e uma boa estabilidade de temperatura. O coeficiente de temperatura do material é positivo.
Os condensadores de poliester são usados em circuitos genéricos onde fornecem a melhor eficiência de volume de todos os condensadores de filme a custos moderados. Estes são preferencialmente usados para aplicações DC, tais como desacoplamento, bloqueio, circuito secundário e supressão de ruídos.
Capítulo 3. Processo de Controlo da Qualidade
Parametrização Automática de Equipamentos de Controlo de Qualidade de Diferentes Tipos de Condensadores
27
3.2.2 Filme de Polipropileno (PP)
A fita de polipropileno tem características eléctricas superiores. Esta apresenta perdas dieléctricas muito baixas, elevada resistência ao isolamento, baixa absorção dieléctrica e elevada força dieléctrica. A fita fornece também uma excelente resistência à humidade e uma estabilidade a longo prazo muito boa. O coeficiente de temperatura do material é negativo.
Os condensadores de polipropileno são tipicamente usados em aplicações AC e em vibração a altas-frequências (por exemplo ajuste “fly-back” e correcção factor de potência). São também usados em fontes de alimentação, balastros eléctricos, aplicações “snubber”, circuitos de controlo de frequência e de filtragem, bem como em armazenamento de energia.
3.2.3 Filme de Policarbonato (PC)
A fita de policarbonato apresenta perdas dieléctricas baixas e uma estabilidade a longo prazo muito boa e o seu coeficiente de temperatura é muito baixo.
Os condensadores de fita de policarbonato são usados preferencialmente em aplicações de filtragem, sincronismo e integração.
3.2.4 Quadro das Propriedades do Dieléctrico
Na tabela 2 são apresentados os parâmetros dos dieléctricos de Filme Polietileno Terephtlate (PET), Filme de Policarbonato (PC) e Filme de Policarbonato (PC).
Capítulo 3. Processo de Controlo da Qualidade
Parametrização Automática de Equipamentos de Controlo de Qualidade de Diferentes Tipos de Condensadores
28
3.3 Programação e Aquisição de Dados dos Instrumentos de
Medida
A qualidade dos condensadores testados nas máquinas SMA e SMAP é garantida através da padronização dos procedimentos da programação dos instrumentos de medida. Os procedimentos de medição devem estar em conformidade com o ensaio em tensão, com os valores de resistência de isolamento, com capacidade e com a tangente.
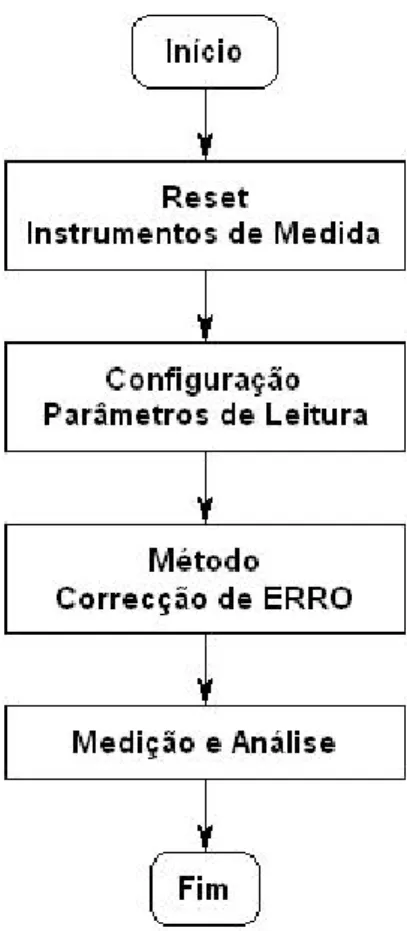
Na figura 10 é apresentada a metodologia e os procedimentos genéricos de configuração dos instrumentos de medida.
Capítulo 3. Processo de Controlo da Qualidade
Parametrização Automática de Equipamentos de Controlo de Qualidade de Diferentes Tipos de Condensadores
29
Antes de se iniciar um novo teste de lote, o operador das máquinas SMA e SMAP deve validar a configuração dos vários instrumentos de medida em função do Tipo - Capacidade do condensador a ser testado. A automatização destes procedimentos de programação e medição é um requisito fundamental para a garantia da qualidade.
A aplicação do reset aos instrumentos de medida faz com que estes apresentem na sua configuração de base os valores padrão de fábrica tais como:
Frequência;
Amplitude de Sinal de Teste; Parâmetros de Medida; Desvio de Leitura;
Desvios dos Valores de Referência; Tempo de Leitura;
Modo de Trigger;
Estado dos Comparadores; Método de Correcção.
Na etapa de configuração dos parâmetros de leitura, os valores de Capacidade, Tangente, Resistência de Isolamento e Limites de Corte nos instrumentos de Medida são definidos em função dos testes a efectuar. A configuração das grandezas descritas é efectuada por módulos GPIB existentes no software das máquinas SMA e SMAP que garantem a programação e medição das grandezas envolvidas.
A definição do método de correcção de erros a utilizar, permite eliminar os erros provenientes do comprimento das pontas de prova e compensar as perdas por contacto A correcção de erros é efectuada por dois procedimentos essenciais, a calibração e o ajuste. Este processo garante que as leituras efectuadas às várias grandezas eléctricas, pelos variados instrumentos de medida, sejam fidedignas.
Capítulo 3. Processo de Controlo da Qualidade
Parametrização Automática de Equipamentos de Controlo de Qualidade de Diferentes Tipos de Condensadores
30
Na etapa final (Medição e Análise) os instrumentos fazem a medição das grandezas e comparam com os valores padrão estabelecidos na etapa de configuração. Se a leitura de valores das várias grandezas do condensador estiver dentro dos Limites de Corte especificados, os instrumentos de medida validam o teste e enviam ordem de sinal ao autómato onde está descrito se o condensador está dentro dos parâmetros de especificação. Caso contrário, o condensador é rejeitado na linha teste e contado como falta na Distribuição de Lote.
3.4 Ensaios e Procedimentos de Medida
Todos os condensadores devem ser testados segundo a IEC60384 e os lotes com tolerância
≥
5% têm que ter um tempo mínimo de estabilização de 12h. No que se refere a lotes com tolerância < 5% o tempo de estabilização mínimo é de 24h. No que concerne ao acerto da ponte de medida este deve ser efectuado no início de cada lote, no mínimo 1 vez por turno. As pontes de medida devem ser ligadas com antecedência, no mínimo ½ hora, antes de iniciar as medições.Esta secção é dedicada aos ensaios e procedimentos de medida dos condensadores, pelo que interessa, nesta fase, deixar algumas definições úteis para a análise dos ensaios a realizar.
Tensão Nominal (Un)
A tensão nominal é a tensão para a qual o condensador foi desenhado. É definida como a tensão máxima em DC ou AC (RMS) ou pulso em tensão, que pode ser continuamente aplicada aos terminais do condensador até a uma temperatura de operação de 85 º C. A tensão nominal depende da propriedade dieléctrica do material utilizado.
Acima dos 85º C, mas sem exceder a sua temperatura máxima, a tensão nominal sofre um decréscimo que varia com o material dieléctrico usado.