Je tiens à remercier Vadim Mizonov pour son aide dans la création du modèle d'agitation de poudre. La rhéologie des poudres permet d'évaluer les forces nécessaires aux équipements pour mettre une poudre en mouvement.
Bibliographie
Les caractéristiques des poudres
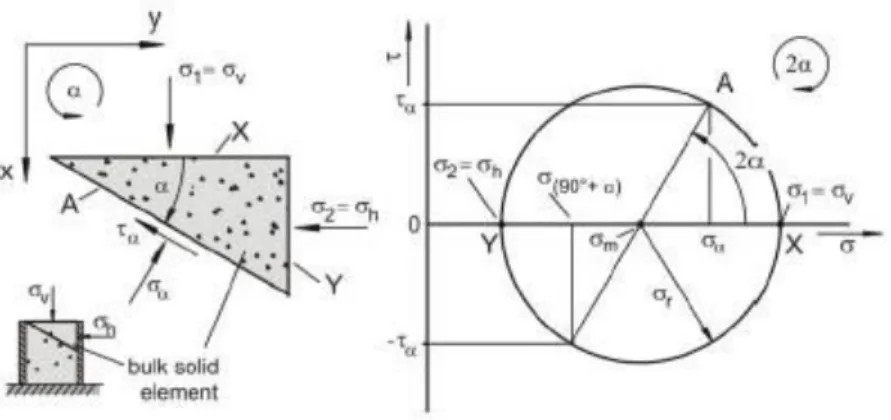
Les contraintes au bas du tas de poussière dépendent de la façon dont il a été façonné. L'étude s'est concentrée sur l'évolution compositionnelle de la porosité dans les mélanges binaires (Ben Aïm et Le Goff, 1968).

Rhéologie des poudres
En exprimant celle-ci en fonction de la contrainte normale, une régression linéaire permet de calculer la valeur de la contrainte de cisaillement pour une contrainte normale nulle. Ainsi la contrainte de cisaillement τ peut être exprimée en fonction de la contrainte normale σ selon la relation de Coulomb (équation 11).

Mélange des poudres
Le choix correct de la méthode d’échantillonnage est essentiel pour l’analyse d’un mélange de poudres. Avec un calibrage approprié, il est possible d'obtenir une image complète de la surface du lit de poudre distribué.

Les mélangeurs discontinus
Une cartographie des régimes d'écoulement permet de connaître l'écoulement de la poudre en fonction de la vitesse de rotation de la cuve et du débit de remplissage (Figure 28). Il est plus efficace que les mélangeurs à bol rotatif classiques, pour lesquels la vitesse du bol est constante, et donc le mouvement de la poudre est régulier.

Modélisation par chaînes de Markov du mélange des poudres
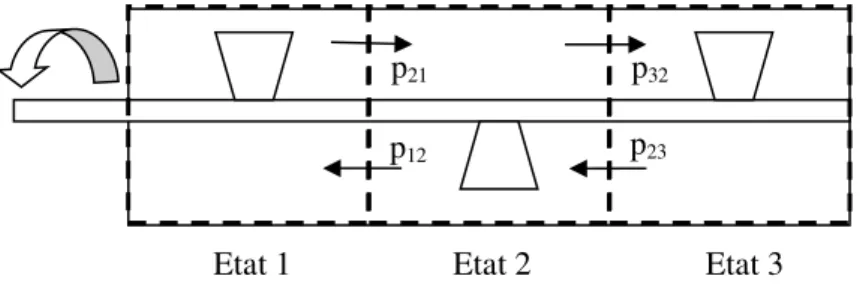
Sachant que la somme entre les coefficients de chaque colonne doit être égale à 1, il est possible de dériver les autres coefficients de la matrice de transition. Une chaîne non linéaire a été établie en supposant que les probabilités de transition pij dépendent de la masse retenue dans l'état i (équation 33).
Matériels et Méthodes
Les poudres utilisées
Cinq poudres ont été utilisées dans ce travail : semoule fine, marque. Ces poudres ont été choisies car elles ont des propriétés d'écoulement différentes, dont la semoule qui est libre et les quatre autres poudres qui sont assez cohésives, avec des tailles, formes et densités différentes. Des mélanges entre semoule et lactose et entre semoule et lactose fin seront utilisés en rhéologie dans un mélangeur Triaxe® et en laboratoire avec un rhéomètre FT4 et un volumètre.
La semoule fine « Le Renard » dont nous disposons est constituée de particules d'un diamètre volumique moyen d'environ 300 µm, elle contient également une petite fraction massique de fines particules inférieures à 100 µm. On peut noter que toutes les poudres ont une faible teneur en eau, à l'exception de la semoule qui est hygroscopique et a tendance à absorber l'humidité de l'air.

Les techniques de caractérisation
Il est possible d'effectuer des mesures de débit avec une impulsion d'air entrant par le fond du réservoir avec une pièce frittée et un dispositif d'injection d'air (Figure 9). Par exemple, pour la semoule il est possible d'atteindre 40 mm.s-1, limite du dispositif, tandis que les autres poudres utilisées comme le lactose, le lactose fin et le sable ne dépassent pas 10 mm.s-1. La vitesse du flux d'air appliqué au talc ne peut excéder 6 mm.s-1, car plus loin la poudre est poussée hors du récipient.
Pour pouvoir les comparer, toutes les mesures ont été effectuées avec de l'air à une vitesse d'air de 6 mm.s-1. L'énergie nécessaire à la descente de la pale dans le lit de poudre à une vitesse de 100 mm.s-1 à une vitesse de l'air de 6 mm.s-1 est appelée Énergie Aérée (AE).

Le mélangeur Triaxe ®
Une interface Labview® développée dans notre laboratoire permet de contrôler la vitesse de tournage et de rotation et d'obtenir les couples au cours du temps (Figure 12). De plus, il est possible de sélectionner un ensemble de vitesses de manivelle et de rotation qui seront imposées aux moteurs, tout en sélectionnant le temps d'application de chaque combinaison manivelle-rotation. Selon le couple vitesse de torsion-rotation, plusieurs trajectoires peuvent être décrites par un point situé à l'extrémité de la pale.
Quant à la trajectoire d'une pointe d'aube, elle dépend du rapport entre la vitesse de rotation de l'arbre et la vitesse de rotation de l'arbre. La vitesse de pointe des pales a été calculée en fonction des dimensions du mélangeur et de la vitesse de rotation.

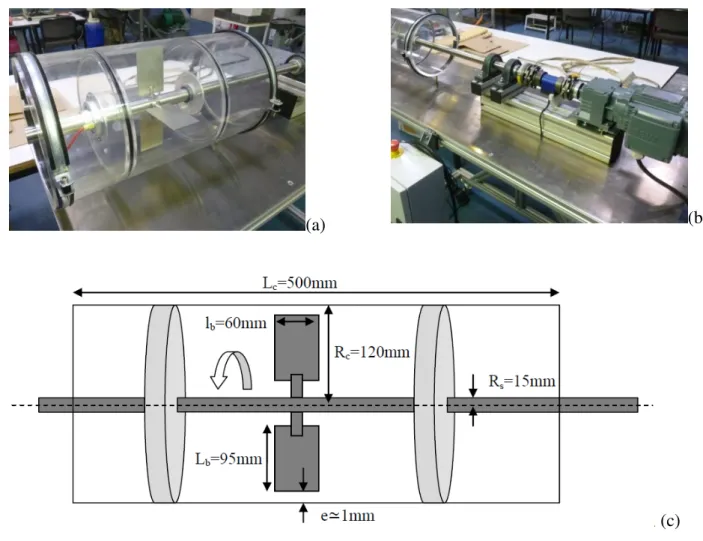
Le mélangeur prototype polyvalent
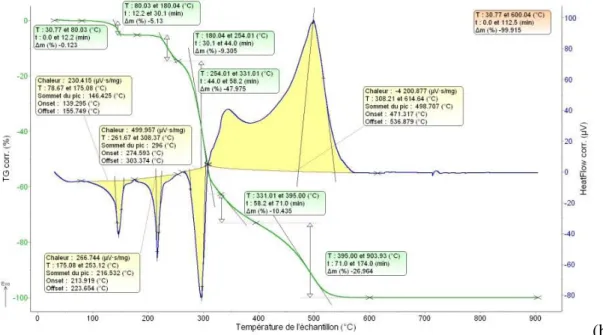
Dans le cadre de cette thèse, l'étude de la consommation électrique dans le mélangeur cylindrique avec une poudre fluide, la semoule, et une poudre cohésive, le lactose, est réalisée. Celle-ci est réalisée avec les traceurs décrits précédemment dont les propriétés sont les plus proches possibles de la poudre examinée, qu'il s'agisse de semoule ou de lactose fin. Il est donc possible, après chauffage à 650°C, de déterminer la proportion de talc dans le mélange initial xt [%] d'un mélange à partir de la masse finale de poudre mf et de la masse initiale de poudre mi dans un creuset (équation 12 ).
Les creusets ont été remplis entre 1 et 5 g de poudre et des tests de précision des mesures ont été effectués, en chauffant dans une étuve sous air à 650°C pendant 1 heure. L'écoulement de la semoule et du lactose fin est également étudié par des opérations de mélange avec des traceurs, comme respectivement la semoule iodée et le suif.
Rheology of cohesive powders in a pilot scale planetary blender
- Introduction
- Materials and methods
- Results and discussion
- Conclusion
Planetary mixers require two impeller movements to ensure all the powder in the tank is stirred. It is designed so that the impeller system covers the entire volume of the blender. From an industrial point of view, a global correlation for a and b can be accepted to obtain a first estimate of the energy consumption depending on the cohesion c of the powder (equation 12).
In summary, the modified power number can be linked to the modified Froude number and the filling ratio depending on the value of the cohesion (equations 17 and 18). The laboratory-scale cohesion of the powder and the filling ratio used in the process are the only additional parameters we need to know.

How to characterize powders in order to predict their macroscopic flow behavior during agitation?
Article info
Abstract
Keywords
Results of characterizations
From the general trends of these graphs, we can see that the Carr Index, Flow Rate Index, and cohesion for M1 and M2 are increasing functions of the mass content of the two lactose powders, varying from the values of oatmeal alone to lactose only. For both mixtures, a threshold lactose fraction value appears on the Carr Index and AE plots. At low lactose content, the particles of the mixtures can be considered as semolina partially coated by lactose or fine lactose.
The threshold values observed from the results of the characterizations (Figure 10) correspond to the composition of the more compact mixtures (Table 5). In this case, the liquid behavior of the mixtures is close to lactose or fine lactose.

Results of rheological measurements
Indeed, on these diagrams we see that aerating the FT4 cell or pouring a smaller volume of powder into the mixer leads to a decrease in the force involved in agitation. For the five powders, the values recorded in the pilot mixer are almost of the same order of magnitude as for the mesoscale measurements. A similar P vs uch diagram is given in Figure 18, to investigate the effect of the cohesive powder composition in the blends (lactose or fine lactose) on the rheological behavior.
The rheological characteristics of the mixtures are free-flowing when the lactose or fine lactose content is low (up to 20%) and gradually tend towards cohesive behavior when it is higher. At a lower mixing speed, the strength does not change significantly in relation to the lactose content in the M1 and M2 mixtures.

Conclusions
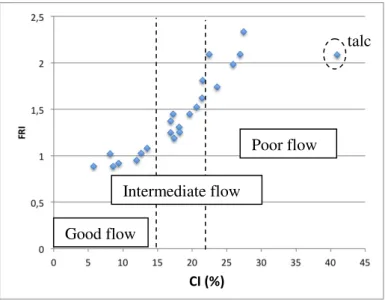
The FRI and the Carr index are well correlated, except for talc which shows an out-of-trend behavior of the other dusts. For cohesive powders, with Carr index greater than 15, cohesion and Carr index do not rank the powders in the same order, as the values are too scattered. The Carr index seems more suitable for distinguishing good-flowing powders, while cohesion is more discriminating for intermediate and poor-flowing powders.
In the range of tip speed values we studied, the macroscopic specific force lies between aerated and non-aerated experiments on the FT4 rheometer. The specific forces calculated in the blender for single powders are between aerated and non-aerated experiments on the FT4 rheometer.
Acknowledgements
In this case, if we want to evaluate the effectiveness of the process, it is important to mark them in the same range of limitations as in the process. In addition, macroscopic rheological measurements in the pilot planetary mixer were compared with mesoscopic measurements in the FT4 rheometer. If the state of consolidation is not uniformly distributed throughout the mixer volume, local conditions near the blades must control the rheology.
In addition, in the case of semolina-lactose mixtures, the comparison between mixer experiments and flow measurements highlighted that structured mixtures have a special rheology that needs to be studied in detail. Calculation of ρ1 for the case of packing of small particles with inclusions of large particles (eq. 5) using enq.
Etude expérimentale et modélisation d’un mélangeur convectif prototype
Analysis of powder flow and in-system rheology in a horizontal convective mixer with reclining blades
- Materials and methods 1. Powders considered
- Identification of powder flow regimes 1. Free-flowing material flow
- In-mixer rheology
- Dimensionless representation
- Concluding remarks
For lower stirring speeds, the dust flow regime is swirling and characterized by surface dust avalanches. The dependences of coefficients a and b on the type of dust and on the flow regime are quantified. Qualitative observations of different flow regimes in the turbulent zone of the blender were made thanks to the pictures taken with the camera.
The presence of a 33° blade angle causes movement of the powder bed in the same direction as that of the blade movement itself. There is practically no effect of the blade angle on the power consumption for the free-flowing system considered, while it is significant for cohesive powders, especially for high fill ratios in the cataractive regime.
The RSD is used most of the time to accept or reject a mixture in the industry. Diffusion is a movement of the powder on a scale closer to that of the particle size. A classical mixing kinetics is characterized by a monotonic decrease of the standard deviation with mixing time (Figure 1).
The situation of this study therefore corresponds to the first of the three cases developed in the above paragraph. For each experiment, three different starting positions of the tracker are studied: close to the free surface (zone 1), far from the blades and the surface (zone 3), in the area of direct action of the blade (zone 4).