Salvatore Giacomo Marino, who provided both stimulating discussion and cheerful distractions to rest my mind outside my research. Last but not least, I would like to express my deepest gratitude to my beloved family, who always took pride in my achievements and facilitated me in every possible way.
Introduction
However, most nonwovens are not entirely environmentally friendly, as they are made from non-biodegradable polymers. In addition, I generated high-performance poly(lactic acid) (PLA) MB fibers and performed a systematic and comparative analysis of the hydrolytic and composting behavior of fine PLA fibers.
Literature overview
The melt blowing process
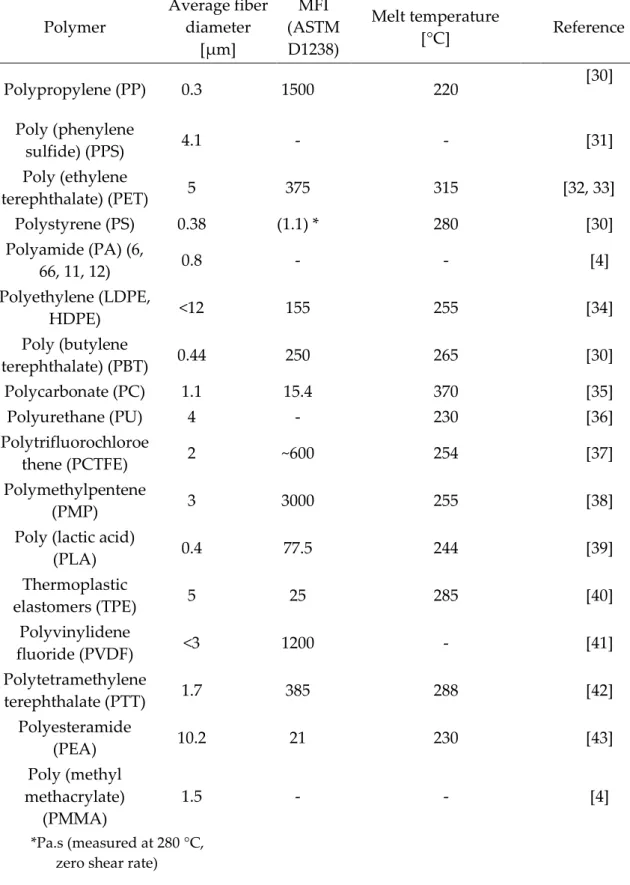
- Materials used for melt blowing and their properties
- Parameters affecting melt blowing
They found that increasing Γ results in a decrease in the average fiber diameter of the MB fiber. On the other hand, increasing Γ broadens the CV of the fiber diameter distribution due to the increased turbulence of the air flow field.
![Figure 1. Schematic of a typical melt blowing system [28, 29] and illustration of the melt blowing fiber formation at the die](https://thumb-eu.123doks.com/thumbv2/9dokorg/2498012.294412/15.892.183.777.494.935/figure-schematic-typical-blowing-illustration-blowing-fiber-formation.webp)
Fine fiber mats and their applications
- Fiber mats made of biopolymers and their derivatives
- Nanocomposite melt-blown fiber mats
- Hierarchical composites made of fine fiber mats
The degree of crystallization of PP fibers doped with nanoclay was lower than that of the pristine sample. Heat treatment of the melt blown PLA mat increased the tensile strength by about MPa) in the case of the 30 s compressed SR-PLA composite.
![Figure 8. Mechanism schematic of simultaneous effect of composite nonwoven filter media for air pollutant removal and photocatalytic degradation of volatile organic compounds [96]](https://thumb-eu.123doks.com/thumbv2/9dokorg/2498012.294412/27.892.226.735.700.921/mechanism-schematic-simultaneous-composite-pollutant-photocatalytic-degradation-compounds.webp)
Summary of the literature overview, goals
Current attention is devoted to the sustainability and recyclability of composite structures in addition to improving their thermal and mechanical properties. To develop SPCs reinforced with MB fibers and to investigate the effect of fine fibers on the thermal and mechanical properties of the composite.
Materials and methods
Materials
Melt blowing setup used
A Pt100 RTD sensor and a PID control unit were used to heat and control the cover temperature (Figure 14 (a/5)). Experimental setup of melt blowing; (a) 1: collector drum, 2: linear guide for DCD adjustment, 3: collector motor controller, 4: air temperature controller, 5: machine temperature controller, 6: extruder,.
Extruders and auxiliary equipment used
The hot press used to produce single-polypropylene composites
Manufacturing fine polypropylene fiber mats for revealing the process–
- Melt blowing parameters
- Producing reference polypropylene sheet via compression molding
Manufacturing hot-compacted single-polypropylene composites made of
- Melt blowing parameters
- Hot compaction and related process parameters
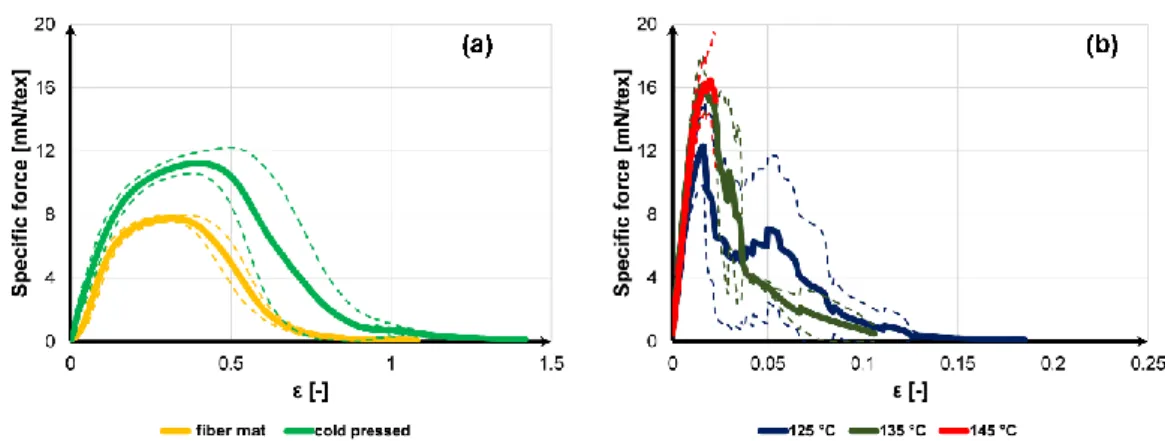
One set of samples was cold pressed (in this case room temperature was 28.8°C) and then I made the samples by hot pressing at three different temperatures: 125, 135 and 145°C.
Manufacturing hierarchical single-polypropylene composites interleaved with
- Producing polypropylene blend film for the matrix
- Melt blowing parameters
- Film stacking and related process parameters
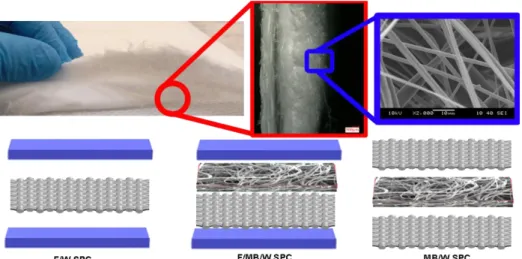
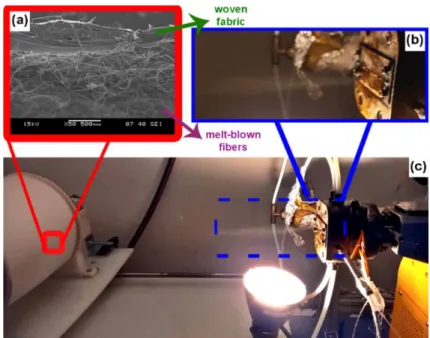
The PP woven fiber, PP MB fiber and matrix film content of the manufactured composites are given in Table 4. Demonstration of the MB fiber mat and woven fabric interface and the representative single-PP composite pile sequence.
Manufacturing single-polypropylene composite interleaved with MWCNT
- Producing MWCNT-doped polypropylene blends
- Producing polypropylene blend film for the matrix
The temperature of the flat film take-up cylinder (Ø145 mm) and the withdrawal speed were set at 70 °C and 20 rpm, respectively. The layered stack was placed in this mold and then placed in a hot press at 154 °C (Figure 17).
Manufacturing Stereocomplex poly(lactic acid) fiber mats
- Producing Stereocomplex poly(lactic acid) blends
- Melt blowing parameters
The content of PP woven fibers, PP MB fibers and matrix film in the produced composites is given in Table 5.
Characterization methods
- Scanning electron microscopy (SEM)
- Characterization of fiber mat physical properties: fiber orientation measurement,
- Characterization by wide-angle X-ray diffraction (WAXD)
- Characterization by differential scanning calorimetry (DSC) and
- Rheology tests
- Characterization of mechanical properties
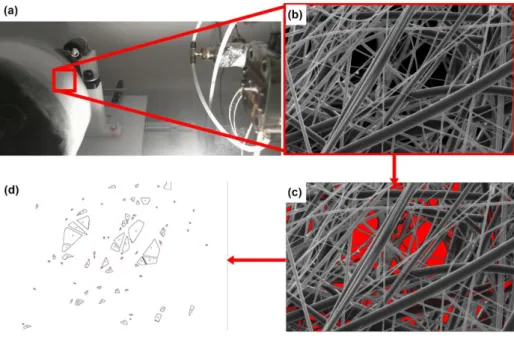
A step-by-step illustration of the pore size measurement by image analysis method. a) the actual optical image of the fibers collected, (b) SEM image of the fibers, (c) automatic detection of the. The tensile properties of the fiber mats were tested at room temperature using a Zwick Z005 (Zwick, Germany) type universal tensile tester equipped with a 20 N load cell.
Poly(lactic acid) fiber mat composting study
One-tailed t-tests (Equation 14) were performed using interlaced and non-interlaced SPC samples to evaluate the effect of MB fiber interlacing on the impact performance of SPC. p values less than 0.05 (significance level) were considered significantly different. 14) where 𝑥̅ is the sample mean, μ is the assumed mean, SD is the standard deviation, and n is the number of observations.
Poly(lactic acid) fiber mat hydrolytic decomposition test
Fused filament fabrication (FFF) experiments
- Filament production
- Apparatus design
- Fused filament fabrication setup used
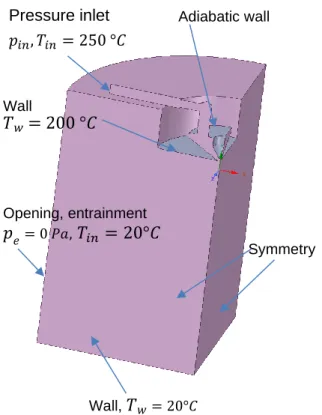
- Ansys airflow field simulations
- Air temperature and flow rate measurement
The distance between the apparatus and the print bed was set constant at 100 mm for the fiber generation mode. The mesh is refined inside the camera and near the camera aperture.
Results and discussion
Process-structure-property relationships of polypropylene fiber mats
- Parameters affecting fiber morphology
- Porosity and pore size
- Tensile properties
- Analysis of the fiber formation mechanism and the fiber structure development
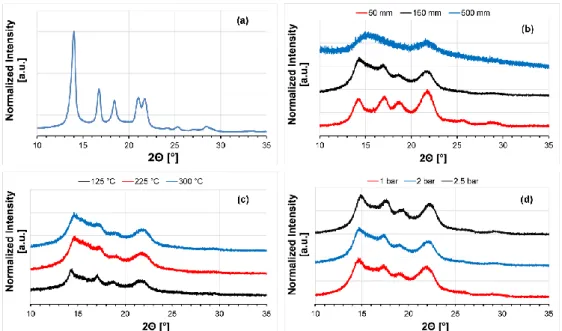
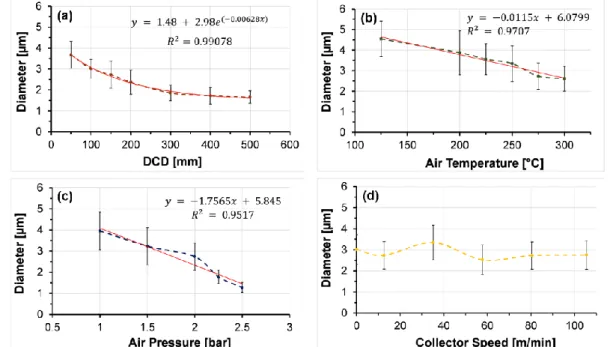
Variation of PP MB fiber layer porosity and pore size versus (a) DCD, (b) air temperature, (c) air pressure, (d) 2D contrast figure representing the influence of average fiber. I have analyzed the effect of mean fiber diameter and mean pore size on the mechanical properties as a function of fiber layer stiffness, as shown in Figure 29. But fiber packing density and mean fiber diameter can provide a crude estimate of Mechanical properties of the resulting fibers.
I investigated the influence of parameters on the thermal properties of PP MB fibers and sheet. MCC provides the effect of melt blowing processing parameters on the property and structure of the MB fiber layer. I found that fiber manufacturing parameters significantly affect the thermal properties of MB fiber mattresses.
Development of single-polypropylene composites: reinforced and interleaved
- Hot-compacted single-polypropylene composites made of melt-blown
- Melt-blown polypropylene fiber mat interleaved single-polypropylene
- Development of multiwalled carbon nanotube doped polypropylene melt-blown
- Evaluating degradation & disintegration of melt-blown poly(lactic acid) fiber
- Analyzing the melt-blown poly(lactic acid) fiber mat's decomposition in the
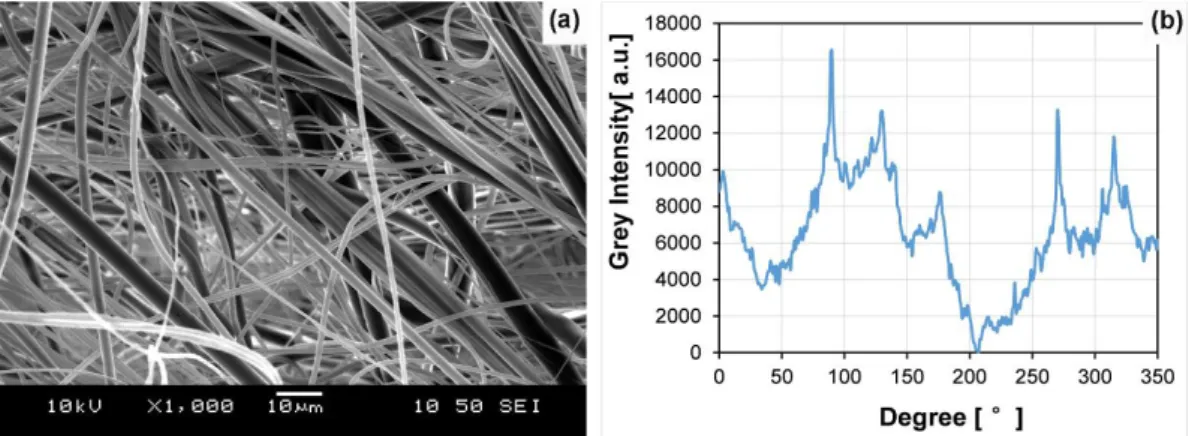
This indicates that the fiber mat had quasi-isotropic properties. a) SEM image of the non-woven (PP fiber mat) and (b) representative gray intensity. I investigated the influence of the die temperature and the MB fiber mat interleaves on the PP SPCs thermal properties. Results revealed that the MB fiber mat's tensile strength is lower than that of the blend film and woven fabric.
This finding implies that the fiber mat has an improved intrinsic orderliness compared to that of the blend. When the MWCNT content was 0.1% by weight, the specific strength improved significantly in the other samples. This is attributed to the improved mechanical properties of the MWCNT doped PP fiber mat.
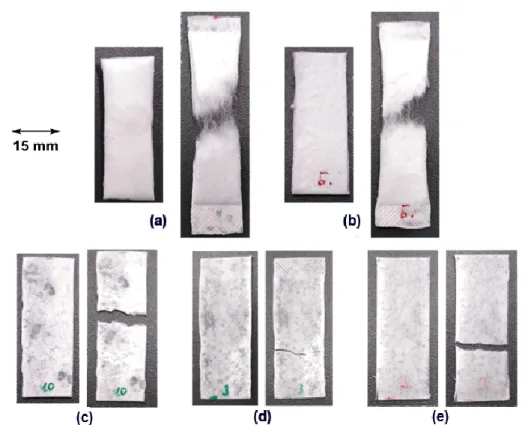
Characteristics of SC and HC PLA MB fiber mats; (a) specific strength and porosity, (b) TGA curves, (c) 1st heat thermograms, and (d) overall crystallinity (HC+SC) variation for pure. Fiber mat degradation was also analyzed via visual inspection of the recovered pieces, as shown in Figure 59.
Development of an apparatus for generating ultra-fine continuous fibers via
- Apparatus working mechanism
- Analyzing the airflow field
- Fiber mat morphology
- Evaluating fiber mat’s thermal and mechanical properties
Schematic of the fiber generating (FG) mode (Video 2); (a) 2D illustration of the FG state, (b) optical image of FG process with the new device, and (c) SEM image of the generated one. Comparison of CFD and experimental air temperature data at the applied air pressure of (a) 1 bar and (b) 1.5 bar. Variation of the air temperature at the exit of the die for the air knife tool with half-cone opening angles of 35° and 60° at different pressure levels.
This is related to the airspeed profile, which is slower at 35°. Exit air velocity variation for the air knife tool with half-cone opening angles of 35° and 60° at different pressure levels. On the other hand, the tensile tests performed represent the macro-scale properties of the fiber mat.

Summary
Summary of the results
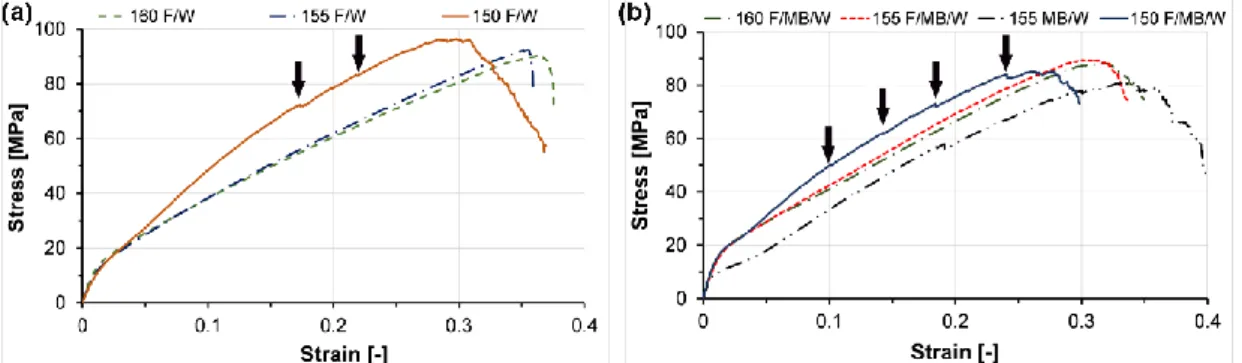
Interleaving with MB fiber mat improved the degree of crystallinity by 15% at 155 °C and by 8% at 160 °C compression molding temperature, which is attributed to the local nucleation effect of the uniformly distributed ultrathin meltblown fibers. The PP/MWCNT and the pristine MB fiber mat interlaced composites' tensile modulus was improved by 31% and 37% compared to the non-interlaced one. DMA analysis showed that PP/MWCNT and pristine fiber mat interleaved SPC's storage modulus at peak tanδ enhanced by 1.6 times and 2.2 times than the non-interleaved one.
/MWCNT fiber mat interleaved SPCs had the lowest tanδ, indicating improvement in the overall mechanical properties of the laminates. In addition, MB PP/MWCNT fiber mat interlacing significantly improves the interfacial adhesion and laminate stiffness with reasonable recyclability. Results showed that SC PLA does not interfere with its aerobic and hydrolytic degradation in the form of a fine fiber mat.
Theses
Using scanning electron microscopy, I proved that the meltblown fiber interleaves created a net-like structure that led to increased interfacial strength that caused the improvement at a macroscopic level. Using digital image correlation, I showed that the interleaved laminate had the lowest local strains in the tensile test. I concluded that the rapid degradation was due to the high porosity and high surface area of the fiber mats.
I analyzed the airflow field and proved that the angle of the air knife (35° vs. 60°) greatly influences the properties of the fiber mat. Using computational fluid dynamics simulation, I have shown that the air reaches supersonic speeds during operation. Using differential scanning calorimetry, I have shown that the glass transition temperature and crystallinity of the fibers are 4 °C and 6 percentage points higher, respectively, than those of the filament.
Future suggestions
This is an advantage to maintain the structural integrity of the fibers when the 3D printer adds the next layer of flowable molten material during the process.
Publications and patents
Q14. Yahya Kara, Molnár Kolos, Degradation behavior of stereocomplex PLA melt-blown fine fiber mats in water and compost, Journal of Polymers and the Environment, in review. P15.Yahya Kara, Kovács Norbert Krisztián, Molnár Kolos, Berendezés szálformázó 3D nyomtatóhoz, 3D nyomtató ilyen berendezéssel, és eljárás ilyen nyomtatófejet tartalmazó 3D nyomtatott polimer kompozit előállítására, valamint módszer 3D nyomtatott polimer kompozit előállítására), bejelentve a P2200146 számú szabadalomra, Magyarország. Nagy, Jedlovszky-Hajdú Angéla, Yahya Kara, 3D-nyomtatott nano-hidroxiapatittal megerősített fotopolimer alapú kompozitok orvosbiológiai alkalmazásokhoz, A kompozitok találkoznak a fenntarthatósággal - Proceedings of the 20th European Conference on Composite Materials, ECCM20.
Özgür Seydibeyoğlu, Mechanical properties of nanoparticle-based polymer composites, In Nanoparticle-Based Polymer Composites, Eds: Sanjay M.R., Jyotishkumar P., Yashas T.G., Suchart S., Seydibeyoglu M.
Hwo, Development and characterization of poly(trimethylene terephthalate)-based bicomponent meltblown nonwovens, Journal of Applied Polymer Science. Bhat, Structure and mechanical properties of polyethylene meltblown nonwovens, International Journal of Clothing Science and Technology. Hwo, Development and characterization of poly (trimethylene terephthalate)-based bicomponent meltblown nonwovens, Journal of Applied Polymer Science.
Wadsworth, Fiber and web formation of meltblown thermoplastic polyurethane polymers, Journal of Applied Polymer Science. Bhat, Nanoparticle effects on structure and properties of polypropylene meltblown webs, Journal of Applied Polymer Science. Grady, Improving the strength of polypropylene fibers with carbon nanotubes, Journal of Applied Polymer Science.
Appendix
Deconvolution DSC thermograms of air pressure test and hot pressed sheet samples at a temperature ramp of 10 °C/min; (a) 1st warm-up and (b) 2nd warm-up. Deconvolution DSC thermograms of air temperature test and hot-pressed sheet metal samples at a heat ramp of 10 °C/min; (a) 1st warm-up and (b) 2nd warm-up. 33 Evaluation of CFD and measurement data; (a) inlet air pressure and mass flow characteristics, (b) relative error between experimental data and CFD simulation data, and (c).
DSC 1st heating peak crystalline melting temperatures of the MB PLA fibers at different decomposition times. DSC 1st heating HC peak crystalline melting temperatures of the MB PLA fibers at different hydrolytic decomposition times. DSC 1st heating SC peak crystalline melting temperatures of the MB PLA fibers at different hydrolytic decomposition times.

![Figure 2. Influence of polymer throughput rate on PP fiber mat porosity and surface area and average fiber diameter [51]](https://thumb-eu.123doks.com/thumbv2/9dokorg/2498012.294412/18.892.212.634.332.595/figure-influence-polymer-throughput-porosity-surface-average-diameter.webp)