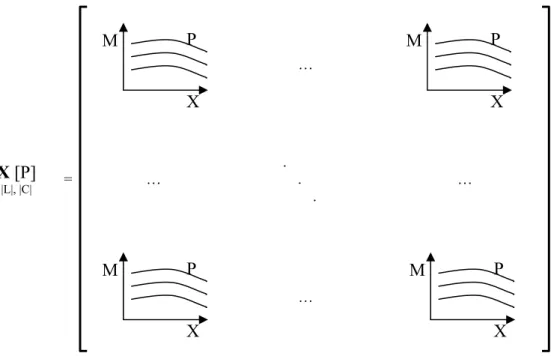
Peter Mitschang, hogy a Kaiserslauterni Egyetemen működő Institut für Verbundwerkstoffe doktori munkámhoz elkészíthettem a fénymikroszkópos és pásztázó elektronmikroszkópos vizsgálatokat. P a diagramokon feltüntetett paraméterek halmaza L az ábrázolt mátrix sorainak halmaza S a hegesztési sebesség értékeinek halmaza T a hegesztési hőmérséklet értékeinek halmaza V a hegesztési térfogatáram értékeinek halmaza, X az x tengely megjelölt értékeit tartalmazó halmaz.
Bevezetés
Az irodalmi összeállításban kiemelt figyelmet fordítok a hegesztési technológiák hegesztési paramétereire, amelyek döntően befolyásolják a hegesztett varrat minőségét. A disszertáció végső célja a hegesztési technológiák alkalmazási területeinek bővítése és fejlesztése a hegesztési paraméterek kölcsönös függésének feltárása után.
Irodalmi áttekintés
Polimer szerkezeti elemek kötéstípusai
- Erővel záró kötések
- Alakkal záró kötések
- Anyaggal záró kötések
Az alakrögzítő kötések alapvető jellemzője, hogy a kötést két (vagy több) elem geometriai kialakítása és a felületek korlátozott mozgása biztosítja. A tr idő letelte után (t>tr) az interfész eltűnik, és az interfész tulajdonságai elérik az alapanyag tulajdonságait.
![1. ábra Adhéziós és kohéziós hibák ragasztott kötés esetén, A, B ragasztandó anyagok; C ragasztóanyag [7 alapján]](https://thumb-eu.123doks.com/thumbv2/9dokorg/2497439.294265/18.892.152.769.649.764/adhéziós-kohéziós-ragasztott-kötés-esetén-ragasztandó-ragasztóanyag-alapján.webp)
Polimer szerkezeti elemek hegesztési eljárásai
- Hővezetéses hegesztési eljárások
- Mechanikai súrlódásos hegesztési eljárások
- Sugárzásos hegesztési eljárások
A fűtőelemmel végzett tompahegesztés - más néven tükörhegesztés - a műanyagok sorozatos vagy nagy mennyiségben történő hegesztése során az egyik legfontosabb eljárás, mivel alkalmas nagyméretű és/vagy légmentesen zárható termékek kötésének kialakítására. A lézeres hegesztési eljárástól eltérően - amely csak egy hullámhosszt használ (pl. Nd:Yag 1,064 µm) - az infravörös hegesztésnél használt infralámpa az infravörös tartományban minden irányba sugároz, így nagyon nehéz a sugárzás fókuszálása.
![5. ábra Nyomásviszonyok és szerszámmozgás a tükörhegesztés (a) és az érintkezésmentes tükörhegesztés (b) során az idő függvényében [40, 44 alapján]](https://thumb-eu.123doks.com/thumbv2/9dokorg/2497439.294265/23.892.153.788.707.1104/nyomásviszonyok-szerszámmozgás-tükörhegesztés-érintkezésmentes-tükörhegesztés-során-függvényében-alapján.webp)
Hegesztett polipropilén varratok hőhatásövezete
Nd:Yag 1,064 µm) – az infravörös hegesztés során használt infralámpa az infravörös tartományban minden irányba sugároz, így nagyon nehéz a sugárzását fókuszálni. Az alapanyag irányában tovább haladva egy durva szemcsés, deformált szferulitos zóna következik, amely a lapok széle felé orientálódva jelenik meg.
Az irodalmi áttekintés kritikai elemzése, a dolgozat célja
A szerzők szerint ezt a sávot nyilvánvalóan az alapanyag szferulitjai alkotják, amelyek a nyomás és a hőmérséklet együttes hatására deformálódtak. Elmondható, hogy a legtöbb esetben külön-külön határozták meg a hegesztési eljárások optimális hegesztési paramétereit, de nem vizsgálták a hegesztési paraméterek egymással és a kialakult hegesztési réteggel való kapcsolatát.
Forrógázos hegesztési eljárás és a vizsgálati módszerek
- Forrógázos hegesztési eljárás automatizálása
- Felhasznált anyag
- Hegesztési varrat és próbatestek készítése
- Vizsgálati módszerek
- Szabványos szakítóvizsgálat
- Fénymikroszkópos vizsgálat
- Pásztázó elektron mikroszkópos (SEM) vizsgálat
- Mikro-szakítóvizsgálatok
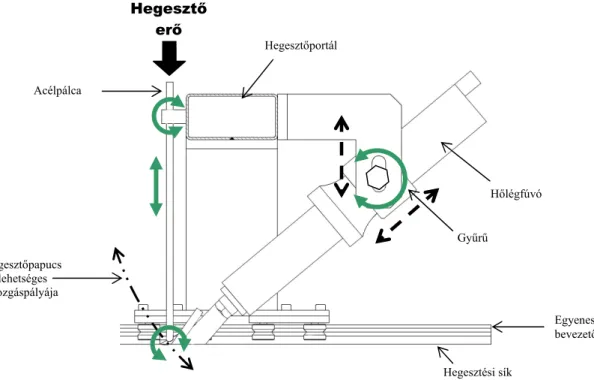
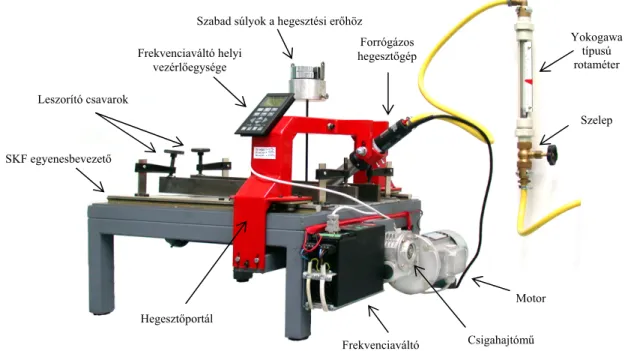
Forrógázos műanyaghegesztés (fűtőék, forrógáz és forrógáz-extrudáló hegesztés) területén a Leister cég lehetőségei közül az elvárásoknak megfelelően kiválasztottam a számomra megfelelő Diode Pid hegesztőgépet. A Diode Pid beépített elektronikával rendelkezik, amely folyamatosan szabályozza a kívánt levegő hőmérsékletet a hőlégfúvó érzékelője segítségével. A Dióda Pid csak az átáramló levegő fűtésére szolgáló egység, így a működéséhez szükséges átáramló hideg levegőt egy állítható szelepen keresztül kötötték a BME Polimertechnológiai Tanszék laboratóriumának központi sűrített levegő rendszerébe.
Lehetőségem volt az összes paraméter célirányos programozására a helyi vezérlőegységen keresztül, a motor vezérlésére a frekvenciaváltón keresztül, ezzel is precízen beállítva a hegesztési sebességet. Mikrométerrel végzett mérések alapján a gyártástechnológiából adódó névleges 3 mm-es eltérés 1500 mm-es élénél mért lemezvastagság: a minimum 2,93, míg a maximum 3,13 mm volt. A szakadási folyamatot polarizált fényben OLYMPUS SZ-STU2 típusú mikroszkóppal és a hozzá csatlakoztatott CCD kamerával számítógép segítségével rögzítettem.
Vizsgálati eredmények és azok értékelése
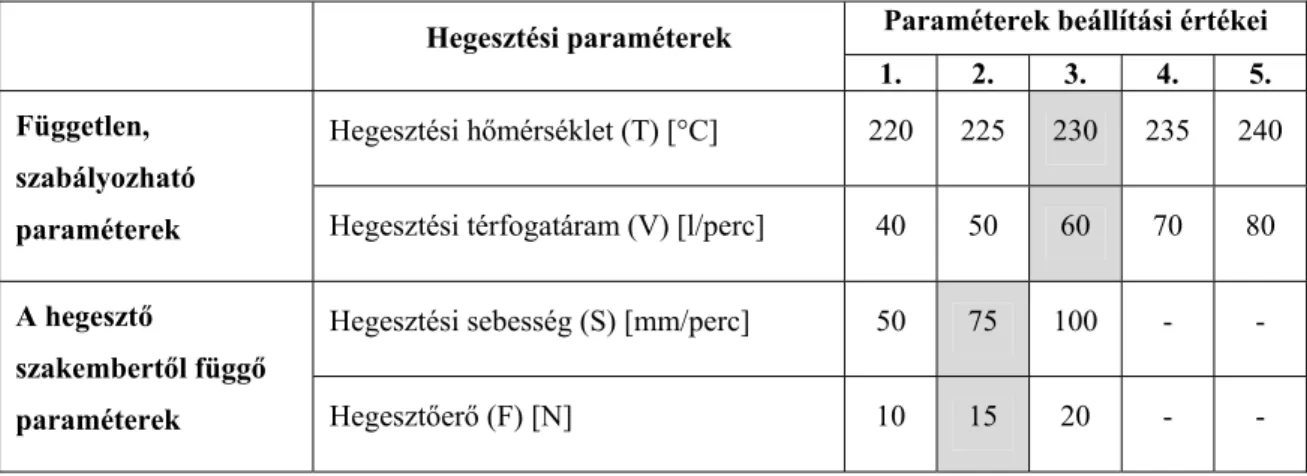
Hegesztési paraméterek meghatározása és a kísérletek
A vizsgált tartományokon belüli hegesztési paraméterek kapcsolatáról csak akkor áll rendelkezésre teljes kép, ha az egyes hegesztési paraméterek összes lehetséges értékével kísérleteket végeznek.
Hegesztési paraméterek hatása a varrat szilárdságára
- Hegesztett varratok szilárdságváltozásának ábrázolási rendszere
- Hegesztett varrat szilárdságának változása a hőmérséklet
- Hegesztési paraméterek kölcsönhatásának vizsgálata
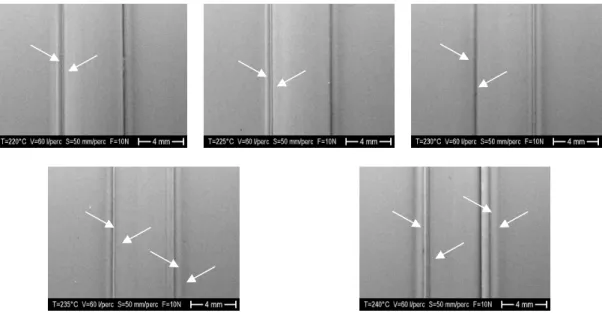
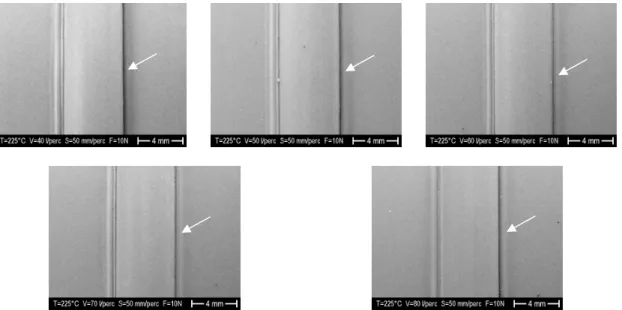
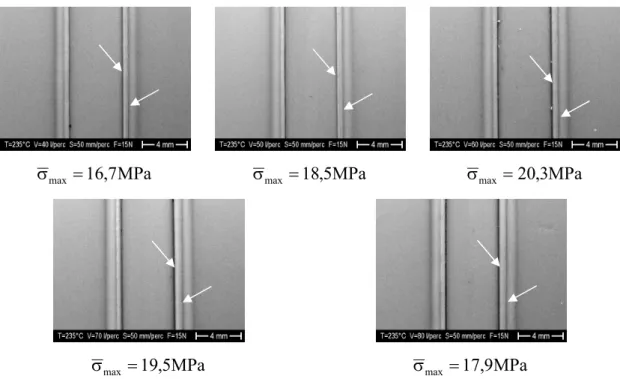
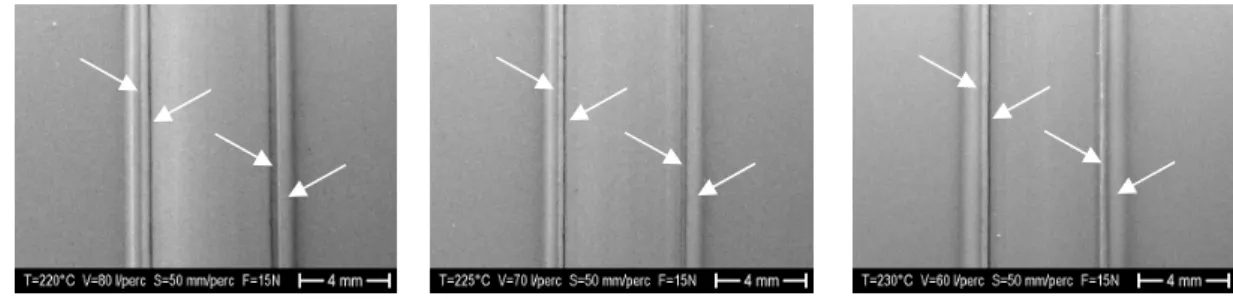
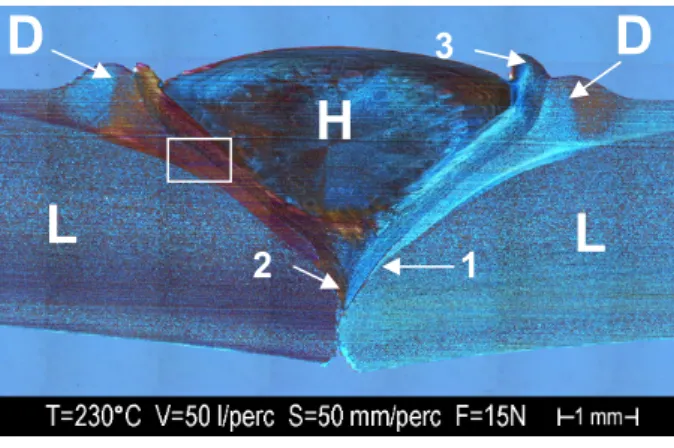
A hegesztési varrat képe jól tükrözi a hegesztési felületek kapcsolatát, mert a hőhatás miatt minden hegesztett varrat esetében a hegesztett felületek olvadt állapotban vannak, illetve a hegesztési erő hatására a varrat hőhatászónájában lévő olvadt réteg deformálódik. A töltőanyag által alkotott varratdudor csak vékony olvadási vonalként jelenik meg a hegesztési varrat bal vagy jobb oldalán. 70 l/perc térfogatáramnál és 50 mm/perc hegesztési sebességnél a 220-235 °C tartományban a varrat szilárdsága egyáltalán nem változik, ±0,8 MPa szórással átlagosan 19,5 MPa érték körül ingadozik.
A T[F] (1.4) és T[F] (1.5) ábrákon ezeken a szilárdsági szinteken a hegesztett varrat szilárdsága a hőmérséklet emelkedésével csökken, míg 10 N hegesztési szilárdságnál továbbra is növekvő értékeket mutat. Az elemzés célja annak eldöntése, hogy a két hegesztési paraméter mennyiben befolyásolja a hegesztési varrat szilárdságát, és ha szignifikáns a kölcsönhatás közöttük, van-e kölcsönhatás. A kétfaktoros ANOVA keresztosztályozása során két független faktor válik lehetővé. hegesztési paraméterek) külön-külön fellépő hatásának, valamint a két tényező kölcsönhatásának vizsgálatára.
Megfogalmazható az a nullhipotézis, hogy az A és B faktornak nincs hatása, ekkor az eredmény az A és B faktor különböző szintjein – a fluktuációktól eltekintve – ugyanaz. A második elemzés eredményei alapján megállapítható, hogy mindkét hegesztési paraméter egyénileg jelentős hatással van a varrat szilárdságára, mert az F(2,54)-hez tartozó kritikus értéket (3,18) mindkét vizsgálati statisztika értéke jóval meghaladja.
Hegesztési paraméterek kapcsolata
- Forrógázos hegesztés termodinamikai leírása
- Hegesztett varrat szilárdságának vizsgálata a hegesztési energia
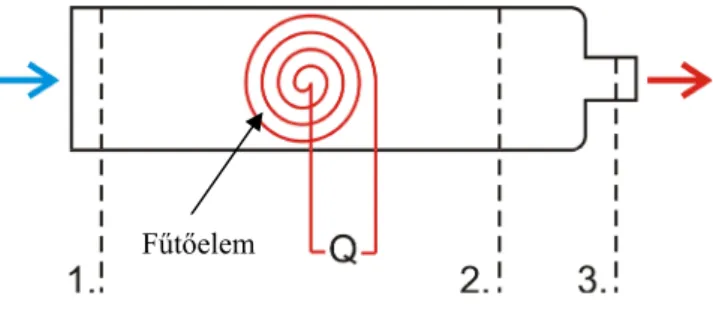
Az első és a második szakasz között az áramló gáz állandó átmérőn áramlik át, és csak a hegesztőgép fűtőelemével érintkezik. Ebben az átmérőben az elektromos árammal felmelegített fűtőszál adott hőmennyiséget ad át az áramló gáznak, majd a felmelegedett gáz a szűkülő hármasátmérőn keresztül - a gyorshegesztőpapucs fúvókáján keresztül - kiáramlik a hegesztendő felületre. J-re alkalmazva, így az (59) egyenlet részletesen a következőképpen írható fel: .. 60) A számításokhoz szükség volt az áramló gáz nyomásának ismeretére, amely
Az F=10 N hegesztőerővel készült varratok esetében megfigyelhető, hogy a varrat szilárdsága a hegesztési energia növekedésével nő, és a nagyobb K tartományban sem következik be szilárdságcsökkenés. Az F=15 és 20 N hegesztési erőszinten készült varratok szilárdságát tekintve megfigyelhető, hogy a varrat szilárdsága körülbelül 400 J/mm hegesztési energia felett csökken. Az értékekből arra lehet következtetni, hogy a hegesztési erőnek is van egy optimuma, ahol a determinációs együttható értéke a legnagyobb, tehát ezen a hegesztési erő szinten a másodfokú regressziós polinom írja le a varrat szilárdsági értékét a hegesztési energia függvényében.
A diagram x tengelye a hegesztési energiát, az y tengely a hegesztési szilárdságot, valamint a hegesztési varrat minőségétől függően a z tengelyen mutatja. Ezen az ábrán jól megfigyelhető egy technológiai tartomány: 375-460 J/mm között és 12-16 N hegesztési erővel készült hegesztett varratok esetében, amelyeknél a hegesztett varrat várható szilárdsága 18 MPa vagy nagyobb.
Hegesztett varrat hőhatásövezete
- Forrógázzal hegesztett polipropilén varratok hőhatásövezetének
- Hegesztési paraméterek hatása a hegesztett varrat hőhatásövezetére
Ennek kifejlődése azzal magyarázható, hogy az összeillesztett lemezek felületét ez az energiaszint már olyan mértékben felmelegítette, hogy a lemez felületén lévő olvadt réteg a varrat gyökeréig hatolt, így a lemez és a töltőanyag a hegesztett lemez másik oldalára áramlott, szabályos hengeres pontformát alkotva. A diagramokon megfigyelhető, hogy 10 N hegesztőerővel készült hegesztési varratok esetén a HHÖ szélesség a hegesztési energia növekedésével folyamatosan növekszik. Ez azzal magyarázható, hogy e hegesztési energia felett a 15 N hegesztőerő már a határfelületeken kinyomja az olvadt réteget a hegesztett felületekről.
Ennek az az oka, hogy nagyobb hegesztési energiánál az anyag viszkozitása a felületen csökken, és így még könnyebben folyik ki a lemezből és a betáplált anyagból. Hasonló jelenség figyelhető meg az F=20 N hegesztőerővel készült varratok esetében is, azzal a különbséggel, hogy a HHÖ maximális szélessége 0,35 mm, és ezt az értéket 370 J/mm hegesztési energiával érjük el. A HHÖ szélesség és a hegesztett varrat szilárdsága között nagyon erős kapcsolatot találtam, de a HHÖ szélesség mérése a napi gyakorlatban nem kivitelezhető, ezért célom volt a külsőleg mért geometria és a varratszilárdság kapcsolatának feltárása.
Ez a két érték azonban nem független egymástól, mivel a varrat szélessége magában foglalja a varratkiugrás szélességét is, ezért a varrat szélességének mérőeszközzel való könnyebb mérése érdekében az alábbiakban csak a varrat szélességének és a hegesztési varrat szilárdságának arányát elemzem. A hegesztési szilárdság minden szintjén kiváló, r=0,94-es korrelációt figyelhetünk meg a J komplex geometriai tényező és a hegesztett varrat szilárdsága között.
Hegesztett varrat tönkremenetele
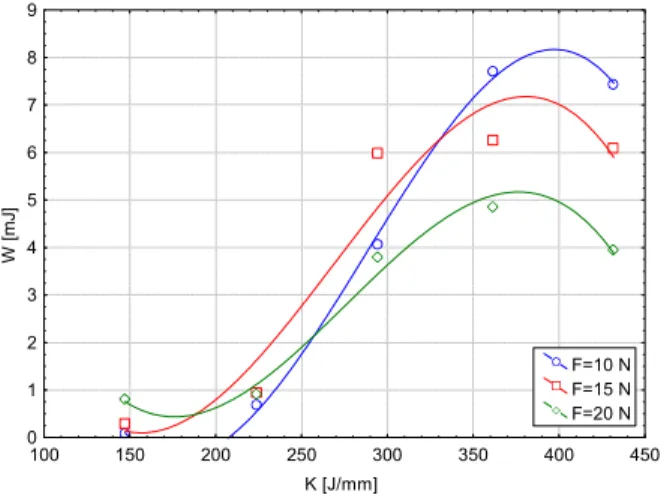
A jobb oldali diagramon azt láthatjuk, hogy egy kis hegesztési energiával (147,1 J/mm) készült varratnál a hegesztőerő növekedésével nő az alakváltozási munka. A hegesztési energia növekedésével a W maximális értéke 361,3 J/mm-nél figyelhető meg 10 N-on, majd ezen hegesztési energiaszint felett a hegesztési erő növekedésével csökkenő értékeket mutat az alakváltozási érték. Megfigyelhető, hogy mind a hat görbe jellege csúcsos, a maximális húzószilárdság elérése után a tönkremenetel robbanásszerűen és törékenyen következik be.
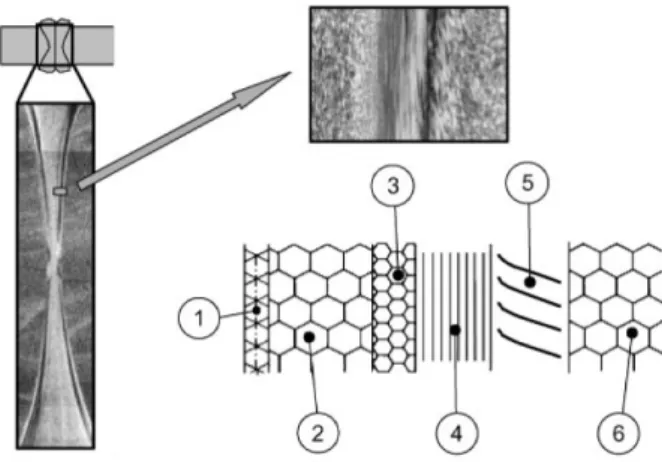
Bemutatom a meghibásodás elemzését nagy deformációval egy 30 μm vastag minta mikro-szorító tesztjével, amelyet 361,7 J/mm hegesztési energiával és 15 N hegesztési erővel hegesztett varrásból készítettek. Az ISO 527-3 szerinti szilárdsági értéke: σmax = 20,37 MPa, a 30 µM mintára számított feszültségérték. A mikroszakítóvizsgálat eredménye nagyon közel áll az ISO 527-3 vizsgálatok eredményéhez, de meg kell jegyeznem, hogy a keresztmetszet 1 µm-es változása 0,7 MPa eltérést okozhat a számított szilárdsági értékben.
A rideg repedéses varratokhoz hasonlóan az ISO 527-3-as próbatestek törési felületeiről is készítettem SEM képeket azonos hegesztési paraméter beállításokkal. Azért tartottam fontosnak egy ilyen mintát, mert a félig elválasztott arcok között jól látható, hogy valójában milyen kapcsolat is létezett a HHÖ-ben.
Az eredmények összefoglalása
Tézisek
Az ezzel a hegesztőportálon készült varrat reprodukálhatóvá vált, és ellenőrizni lehetett a hegesztési paraméterek hatását a kialakított varrat szilárdságára. A hőhatás zóna közepe felé haladva a szferulit átmérők nőnek. a) Megállapítottam, hogy polarizált fénymikroszkóppal könnyen megmérhető a hőhatászóna szélessége, a két plasztikus zóna és a hidegzóna közötti távolság. A hőhatás zóna szélessége és a hegesztési varrat szilárdsága közötti y x függvény lineáris kapcsolata mellett a vizsgált mintákon r=0,85 korreláció mutatkozik.
A hegesztési varrat szélességéből, valamint az alapanyag és a lemez felülete közötti távolságból meghatároztam a méret nélküli varratgeometriai tényezőt, amely. A varratgeometriai tényező és a varratszilárdság között r=-0,95 korreláció áll fenn y x függvénykapcsolattal, amely alapján az adott hegesztési peremfeltételek mellett készült varrat szilárdsága geometriája alapján megfelelően megbecsülhető. Így könnyen összehasonlítható a deformációs munka, és elemezhető a varrat tönkremenetele. a) Megállapítottam, hogy a hegesztési varrat által felvehető deformációs munka a hőhatás zóna szélesebbé válásával nagyobb.
A hegesztett varratok mikroszakítós vizsgálata alapján kimutattam, hogy a forrógázos hegesztéssel készült varratoknál ridegség és szívósság figyelhető meg.
Gyakorlati alkalmazhatóság
A dolgozat másik fontos gyakorlati eredménye, hogy szoros összefüggést fedeztem fel a varrat külső geometriája és a varrat szilárdsága között. Ily módon, ha az adott hegesztési geometriai tényezőt mérési eredményekkel támasztják alá az adott hegesztési peremfeltételek mellett, a keletkezett varrat szilárdsága roncsolásmentesen becsülhető.
További kutatást igénylő területek
Irodalomjegyzék
42] DVS Technical Committee, Working Group „Plastics, Welding and Adhesive Bonding“: Welding with heated tools of thermoplastic molded parts in serial production. Liu: Effects of energy director shape on far-field ultrasonic welding of thermoplastic material. Stokes: Vibration welding of thermoplastics Part IV: Strengths of poly(butylene terephthalate), polyetherimide and modified polyphenylene oxide butt welds.
Czigány: Laser transmission welding of polypropylene: investigation of absorption of dyes, Proceedings of Fourth Conference on Mechanical Engineering, Vol.1. Kuhn: Laser welding of semi-crystalline thermoplastics – Part I.: Optical characterization of nylon-based plastics. Pinho: Laser transmission welding of semi-crystalline thermoplastics – Part II.: Analysis of mechanical performance of welded nylon., SPE (Antec 2000) Conference Proceedings Vol.
Czigány: Forrógáz-hegesztett polipropilén hőhatászónájának mikroszerkezete., International Polymer Processing, benyújtva 2005. Czigány: Forrógáz-hegesztett polipropilén varratok alakváltozásának elemzése mikrofeszítéssel., Polimer vizsgálat., Előkészületben.
Mellékletek
Based on the literature review, my aim was to analyze the hot gas welding technique in chapter "Results and discussion". I made the welding parameters controllable, and therefore the observation and definition of the relationship between the welding parameters became possible. Based on Two-Way Analysis of Variance, I concluded that all four welding parameters have a significant impact on weld strength, and they all affect the quality of the welded seam.
The welding energy of the hot gas welding technique was determined from the thermodynamic aspect and the strength of the welded seam was described by a quadratic surface function as a function of welding energy and welding force. Based on microscopic observation, the supermolecular model of the HAZ was created. To analyze the correlation of external, measurable geometry and weld strength, a dimensionless quantity, the coefficient of the welded seam, was introduced.
In the case of ductile damage, after opening the root of the seam, the crack propagation stopped locally and neck formation could be observed as evidenced by the force displacement curve and microscope images. Scanning electron microscope images were taken on the damaged surface of the tensile specimens to support the results.
![9. ábra A rotációs dörzshegesztés hőmérséklet- és a két hegesztendő darab távolságviszonya a hegesztés négy fázisában [74 és 82 alapján]](https://thumb-eu.123doks.com/thumbv2/9dokorg/2497439.294265/32.892.336.592.488.760/rotációs-dörzshegesztés-hőmérséklet-hegesztendő-távolságviszonya-hegesztés-fázisában-alapján.webp)
![10. ábra A vibrációs hegesztés során a két hegesztendő darab távolságviszonya a hegesztés négy fázisában [80 alapján]](https://thumb-eu.123doks.com/thumbv2/9dokorg/2497439.294265/34.892.329.605.81.336/vibrációs-hegesztés-során-hegesztendő-távolságviszonya-hegesztés-fázisában-alapján.webp)