Az AK alsó szerszámmélyedésben előállított próbatest éle ASZ szerszám közepéig Az alsó szerszámmélyedésben előállított próbatest éle az FK szerszám éléhez A felső szerszámmélyedésben előállított próbatest éle a szerszám közepéig.
BEVEZETÉS ÉS CÉLKITŰZÉS
Az autógyártók megkövetelik a beszállítóiktól, hogy ezt használják, így minimalizálhatóak az építési fázis deformációi és egyéb jelentősebb problémái, valamint a fröccsöntési hibák, amelyek mind optikailag, mind mechanikailag rontják a termék minőségét. Az évek során az üvegszállal erősített poliamid az egyik legelterjedtebb fémhelyettesítő polimerré vált, amelyet többek között az autók motorterébe beépített alkatrészek alapanyagaként használnak [18].
A FRÖCCSÖNTÉS ÉS A VETEMEDÉS IRODALMI ÁTTEKINTÉSE
A FRÖCCSÖNTÉS TECHNOLÓGIAI FOLYAMATA
Bár az olvadékhőmérséklet növelése a legtöbb esetben csökkenti a zsugorodás mértékét, ennek növelése tovább növeli a keletkező zsugorodást. Növelésével hasonló hatást érünk el, mint az olvadék hőmérsékletének növelésével, de a nyomásokra és feszültségszintekre gyakorolt hatás nem olyan jelentős.
Á RAMLÁSI ÉS ANYAGSZERKEZETI JELLEMZŐK HATÁSA
A fröccsöntött termékek orientációját az expanziós áramlás, a radiális áramlás és az ellennyomás okozta másodlagos áramlás határozza meg. A fröccsöntött alkatrészek maradék belső feszültségét a hűtés és az áramlás okozta feszültség okozza [6].
F RÖCCSÖNTÖTT TERMÉKEK VETEMEDÉSE
- Anizotrop zsugorodás
- Szálerősítés hatása a zsugorodásra és a vetemedésre
- A szerszámhőmérséklet vetemedésre gyakorolt hatása
- Sarokvetemedés
Emellett az is kiderült, hogy az ABS esetében az áramlásra merőleges zsugorodás mértéke a hűtési idő növekedésével csökkent. Jansen és mtsai [21, 42] azt találták, hogy az üvegszál tartalom növelése csökkentette a PC és PBT panelek áramlási irányú zsugorodását, míg a merőleges áramlási zsugorodás nem mutatott szignifikáns változást.
![6. ábra Zsugorodás az a) utónyomás, b) utónyomási idő függvényében [44]](https://thumb-eu.123doks.com/thumbv2/9dokorg/2497563.294300/21.892.132.778.187.438/ábra-zsugorodás-utónyomás-b-utónyomási-idő-függvényében.webp)
A VETEMEDÉS VIZSGÁLATI ELVEI ÉS MÓDSZEREI
Zheng és mtsai. Azonban [65] megállapította, hogy a síklemezes próbatestek egyszerűségük miatt nem alkalmasak deformáció vizsgálatára, ezért bonyolultabb geometriát javasoltak. Jansen et al. [60] nemcsak téglalap alakú lapon, hanem L-alakú, különböző lekerekített vagy nem lekerekített élű próbatesten is vizsgálta az alakváltozást. A próbatestek görbületének síklemezekkel történő meghatározása esetén a darabokat 3 db, egy vonalban elhelyezett tartócsapra helyeztük, és a csapok végei által meghatározott görbületből számítottuk ki a lemezek síktól való eltérését (13/a. ábra).
Kabanemi és munkatársai [59] különböző példákon mutatták be az alakzat geometriai összetettségének hatását a hajlításra és a belső feszültségekre.
![13. ábra Akay és társai által alkalmazott mérési elrendezés a) lap b) L-alakú próbatest vetemedésének meghatározásához [43]](https://thumb-eu.123doks.com/thumbv2/9dokorg/2497563.294300/32.892.126.780.589.801/társai-alkalmazott-mérési-elrendezés-alakú-próbatest-vetemedésének-meghatározásához.webp)
F RÖCCSÖNTÉSI SZIMULÁCIÓ
A fröccsöntési szimuláció segítségével nemcsak a terméktervezés, hanem a szerszámgyártás is optimalizálható a szerszám tényleges gyártása előtt, amit Zhai et al. [79]. Shen és munkatársai [83] fröccsöntési szimulációkat végeztek rövid és hosszú üvegszál erősítésű, eltérő száltartalmú, eltérő falvastagságú (0,9 és 1 mm) PP anyag számítógépes házmodelljén, a gyártási paraméterek változtatásával. Wan Abdul Rahman és munkatársai [85] rizshéjjal töltött HDPE ablakkeretek tömör és üreges változatait vizsgálták töltés és hűtés szempontjából.
Azonban Wang et al. [87] olyan modellt alkotott (RSC – Reduced Strain Closure), amely lelassítja a rövid rostok fúziójának orientációs kinetikáját. Zhil'tsova és munkatársai [89] a technológiai paraméterek hatását vizsgálták a csípőprotézis lineáris és térfogati zsugorodásában. Oktem et al. [97] Taguchi módszerrel vizsgálta a fröccsöntési paraméterek hatását egy PC/ABS-ből készült orvosi alkatrész deformációjára.
Az eredmények alapján arra a következtetésre jutottak, hogy az olvadék későbbi nyomása és hőmérséklete volt a legnagyobb hatással az alakváltozásra. Deng és munkatársai [99] fröccsöntés szimulációval és optimalizáló algoritmussal határozták meg azokat a technológiai paramétereket, amelyek minimális deformációt okoznak egy LDPE tálca alakú termék esetén. Ezek kiküszöbölésére a befecskendezési nyomás és az utónyomás növelésével, a gát keresztmetszetének csökkentésével és a temperáló kör módosításával minimalizálta a vetemedést.
![15. ábra Végeselemes hálótípusok: a) középsík b) felületi (Dual Domain) c) térfogati hálózás [7]](https://thumb-eu.123doks.com/thumbv2/9dokorg/2497563.294300/34.892.207.677.187.423/ábra-végeselemes-hálótípusok-középsík-felületi-domain-térfogati-hálózás.webp)
I RODALOM KRITIKAI ÉRTÉKELÉSE , CÉLOK PONTOSÍTÁSA
Megállapítottam, hogy az egyes vizsgált tényezők a következő sorrendben hatnak a deformációra: a nyomás utáni idő, a nyomás utáni méret, a befecskendezési idő és a hűtési idő befolyásolta a legkevésbé az alakváltozást. Sokan sokféle terméken végeztek fröccsöntési szimulációt az alakváltozást okozó paraméterek kiderítésére és azok sorrendbe állítására, de minden esetben csak az adott termék geometriájára vonatkozóan tudják megfogalmazni állításaikat. Az utónyomtatási idővel kapcsolatban megjegyzendő, hogy az utónyomtatási kérelem csak a lezárás pillanatáig érvényes, ezt követően a hatálya megszűnik.
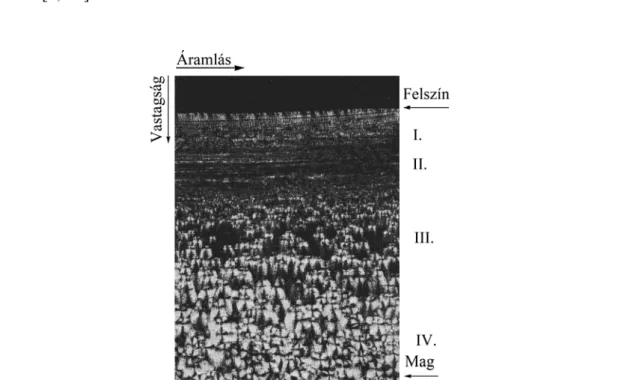
Hatásuk nagysága alapján azonban nehéz őket rangsorolni, mivel hatásuk eltérő volt az amorf és részben kristályos anyagokra, valamint az áramlásra merőleges és azzal párhuzamos zsugorodásra. Ezen túlmenően azt is kimutatták, hogy bár az anizotróp zsugorodás deformációt okoz a fröccsöntött termékeken, az egyes technológiai paraméterek vetemedést és zsugorodást befolyásoló szerepének nagysága eltérő. A lokális orientáció és az áramlás hatására a falvastagság mentén kialakuló mag-héj szerkezet számos vizsgálat tárgya.
Van olyan szakirodalom is, amely a sarokban kialakult mag-héj szerkezetet vizsgálta, és kimutatta a sarok külső szélén kialakult ún. holtzóna létezését. Kevesen elemezték azonban a komponensek globális orientációját összességében, és a lokális torzításra gyakorolt hatásukat nem vizsgálták. Bár egyes kutatók hangsúlyozták a befecskendezési módszer, azaz a gáttervezés fontosságát, vizsgálataik csak a gátméretek szűk tartományára korlátozódtak.
KÍSÉRLETEKHEZ HASZNÁLT ESZKÖZÖK, BERENDEZÉSEK, ALAPANYAGOK
A LAPANYAGOK
P RÓBATESTEK ELŐÁLLÍTÁSA
M ÉRŐESZKÖZÖK
A bemelegítési program 47°C-ról 227°C-ra 20°C/perc sebességű felmelegítéssel indult, majd 2 perces hőtartással, majd 20°C/perc sebességgel lehűtéssel, majd ugyanilyen sebességgel 227°C-ra történő újramelegítéssel indult. A mintában kialakuló globális tájékozódás vizsgálatához YXILON CT moduláris röntgengéppel és Dage XiDat 6600 röntgenmikroszkóppal készítettünk képeket.
KÍSÉRLETEK
V ETEMEDÉSMÉRÉSHEZ ÚJSZERŰ PRÓBATEST FEJLESZTÉSE
- Próbatest kialakítása
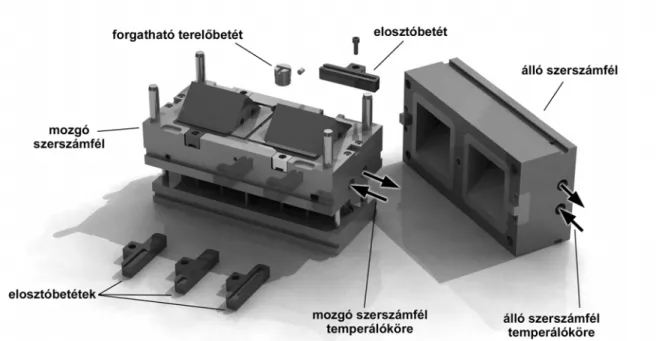
- Cserebetétes fröccsöntő szerszám
- Vetemedés mérése és korrekciója, a mérési bizonytalanság becslése
Az olvadék áramlásának, így a felhasznált anyag orientációjának a deformációra gyakorolt hatásának vizsgálatára különböző sorompó-terveket és gáthelyzeteket készítettem: standard sorompó az oldalél közepén, szabványos sorompó az oldalél mentén a próbatest szélétől 10 mm-re, standard sorompó az oldalél mentén két ponton, és fóliagát.
T ECHNOLÓGIAI PARAMÉTEREK SAROKVETEMEDÉSRE GYAKOROLT HATÁSA
- Sarokvetemedés és annak időbeli változása
- Vetemedést befolyásoló főbb paraméterek meghatározása
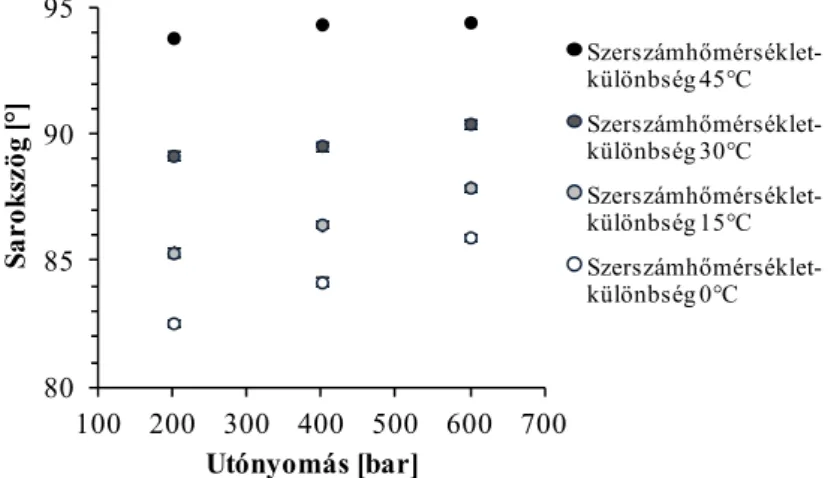
Megállapítható, hogy 100%-os relatív oldalhossznál az álló és mozgó oldalon azonos szerszámhőmérséklet mellett a próbatest oldalai által bezárt szöget jobban befolyásolta a hangsúly. A vizsgálatok alapján arra a következtetésre jutottam, hogy a hőmérsékletkülönbség növekedésével, vagyis az álló szerszám hőmérsékletének felére emelkedésével az oldalak által bezárt szög is nőtt. 45°C-os eltérés esetén már mindhárom nyomásértéknél (bar) meghaladta a 90°-ot, és az oldalak által bezárt szög 100%-os relatív oldalhosszon, 30°C-os szerszámhőmérséklet-különbség és 600 bar nyomás mellett 90,4° volt.
Szabványos gát alkalmazásakor nagyobb deformáció alakult ki, mivel az oldalak által bezárt szög kb. 1,5°-kal kevesebb, mint a fóliagát esetében. A vizsgált paraméterek közül a sarokszöget leginkább a mozgó szerszámfél hőmérséklete befolyásolta, i.e. a szerszámfelek közötti hőmérsékletkülönbség (35/a ábra). Eddigi kísérleteim során csak a mozgó szerszámfél hőmérsékletét változtattam, majd vizsgálataimat kiterjesztettem az álló szerszámfél hőmérsékletének az alakváltozásra gyakorolt hatására.
A mozgó járműfél hőmérsékletéhez hasonlóan az álló járműfél hőmérséklete is jelentősen befolyásolta az oldalak által bezárt szöget (35/b ábra), hőmérsékletének növelése csökkentette az alakváltozást. Hatásukat együttesen vizsgálva megfigyelhető, hogy az oldalak által ténylegesen bezárt szög azonos járműhőmérséklet mellett minden esetben kisebb volt a névleges 90°-nál: nem szálerősítésű anyag esetén kb. 10°-al (36/a. ábra), szálerősítésű anyag esetén közel 5°-kal (36/b, c, ábra). Ez a szögdeformáció a vizsgált tartományban a nyersanyagszál-tartalomtól függetlenül csak egy esetben volt negatív, amikor a mozgó fedőfél hőmérséklete 40°C-kal volt hidegebb, mint az álló fedőfélé.
S AROKVETEMEDÉS ÁTFOGÓ JELLEMZÉSE
- Sarokvetemedés és a befolyásoló paraméterek közti összefüggés
- Sarokvetemedés ívességének jellemzése
A kifejezést két komponensre bontva meghatározható, hogy a minta oldalai milyen technológiai feltétel mellett záródnak egymáshoz 90°-ban, illetve milyen feltétel esetén az oldalak által bezárt szög nem változik a relatív oldalhossz mentén, azaz az oldal egyenes marad. Ez a kísérleti eredmények alapján is igazolható, hiszen Tá=50°C és Tm=30°C szerszámhőmérséklet esetén a relatív oldalhossz mentén az oldalak által bezárt szög 86,36° és 87,07° között változik. A minta deformációjának meghatározásához nem csak a minta oldalai által bezárt szöget és annak alakulását vizsgáltam az oldalak relatív hossza mentén, hanem összehasonlítottam azok görbületét az oldalak görbületéből adódóan különböző beállításokban.
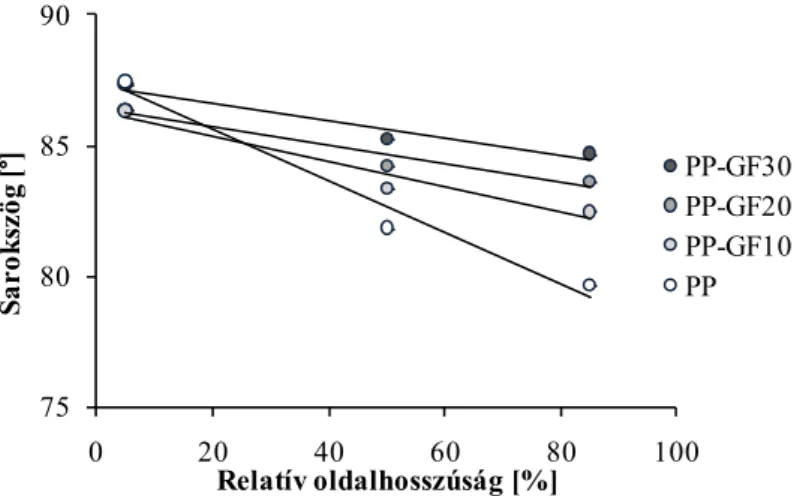
Negatív értéknél konvex görbület dominál, pozitív értéknél konkáv görbület dominál az oldal relatív hossza mentén az oldalak közötti szögből nézve. Ezen túlmenően az is észrevehető, hogy egy mozgó szerszám 30°C-os felezési ideje mellett a lánc körülbelül 20 m%-os üvegszáltartalom mellett éri el a minimumot, ami valószínűleg az alapanyag száltartalmának a szálorientációra gyakorolt hatásából adódik. 1. görbület, b) 2. görbület az alapanyag száltartalmától függően (standard gát az oldalél szélén, az álló szerszámfél hőmérséklete: 50°C).
1. görbe, b) 2. görbe az alapanyag rosttartalmától függően (standard gát az oldalél közepén, a szerszám álló oldalának hőmérséklete: 50°C). Nem szálerősítésű polipropilén esetén az álló burkolat felének hőmérsékletét növelve, a mozgó burkolat felének hőmérsékletét csökkentve az oldalirányú görbület is kisebb, ezek változásának hatása jelentős (46/a ábra). Ha azonban GF30-at használunk alapanyagként, a görbület minden esetben kicsi, és kicsi a különbség a különböző szerszámhőmérsékletek között (46/d ábra).
S ZERSZÁMTULAJDONSÁGOK HATÁSA A VETEMEDÉSRE , SZIMULÁCIÓS ELEMZÉSEK
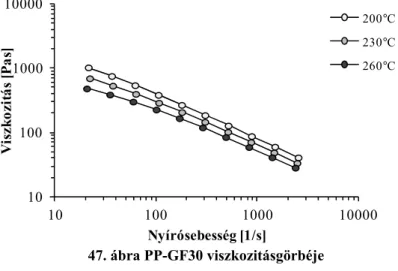
- Anyagtulajdonságok modellezése fröccsöntési szimulációhoz
- Orientáció hatása a sarokvetemedésre
- Szerszámhőmérséklet szerepe a sarokvetemedés kialakulásában
Nagyobb, 300 és 500 bar nyomás esetén azonban a számított érték szorosan közelítette a mérési eredményeket (51/b ábra) álló és mozgó szerszám félhőmérséklete 50°C. A hűtőkörök miatt a feltöltés után kb. 21 másodperccel az álló szerszámfél hőmérséklete többnyire 40°C volt, csak kis területen, a szerszámüreg közelében emelkedett valamivel 40°C fölé (56/ d. ábra). A töltés után 33 másodperccel az álló szerszámfél teljesen és egyenletesen lehűlt 40°C-ra, miközben a mozgó szerszámfél még mindig hőmérsékletemelkedést mutatott (56/e ábra).
A legnagyobb eltérés 1 másodperc volt 0,33 relatív falvastagságnál a B pontban, és a legnagyobb különbség az extrudálási hőmérséklet eléréséhez szükséges idő között 4 másodperc volt a C pontban (0, 66 relatív falvastagság mellett). A mozgó fél hűtőhatása a rendelkezésre álló hűtőfelület arányából adódóan kisebb, mint az állófélé, és ennek következtében a keletkező hőátadás is kevésbé hatékony. Ez pedig az alkatrész magoldali felületi hőmérsékletének növekedését eredményezi, mivel a hő nem távolítható el olyan gyorsan, mint a szerszám álló oldaláról.
Emellett az is megfigyelhető, hogy a darab mozgó szerszámfél felé eső oldalán 4,5°C hőmérséklet-különbség alakult ki, míg az álló szerszámfél felé eső oldalán csak 0,45°C. A mozgó szerszám fele már az első ciklusban meghaladta az 50°C-ot, később pedig a ciklusok során 55°C és 66°C között változott a hőmérséklet. Látható, hogy az azonos temperálás ellenére a két szerszámfél hőmérséklete között a szerszámgeometriából adódóan átlagosan 10°C körüli hőmérsékletkülönbség van, ami összhangban van az előző szimulációkkal.
ÖSSZEFOGLALÁS
A Z EREDMÉNYEK HASZNOSULÁSA
Az általam megalkotott mérési módszer szabványosításával a fröccsöntött termékek vetemedésvizsgálata nemzetközi szinten is szabványosítható és megvalósítható. Az általam kialakított vetemedésleíró összefüggés alkalmazásával egy adott száltartalmú anyaghoz meghatározható a szükséges szerszámhőmérséklet-beállítás, gyakorlatilag vetemedésmentes állapotot teremtve.
T OVÁBBI MEGOLDÁSRA VÁRÓ FELADATOK
TÉZISEK
Szeretnék köszönetet mondani végzett hallgatóimnak, TDK hallgatóimnak és szakdolgozat íróimnak, akik szakmai és barátságos légkör megteremtésével nagyban hozzájárultak munkám sikeréhez. Külön köszönet az ARBURG Hungária Kft.-nek, hogy rendelkezésemre bocsátotta az ARBURG Allrounder 320C fröccsöntő gépet, valamint a Strack Szerszágyártó Kft.-nek. és az Anton Kft. cserélhető patronos fröccsöntő szerszámokat. Hálás vagyok szüleimnek és bátyámnak az állandó támogatásukért, amelyek nemcsak a doktori munkámban segítettek előrehaladni, hanem az életem minden területén.
IRODALOMJEGYZÉK
K ÖNYVEK , KÖNYVFEJEZETEK
P UBLIKÁCIÓK , ÉRTEKEZÉSEK
Kikuchi H., Koyama K.: Relationship between thickness and distortion in an injection molded disc made of fiber reinforced PA66. Vincent M., Giroud T., Clarke A., Eberhardt C.: Description and modeling of fiber orientation in injection molding of fiber-reinforced thermoplastics. Postawa P., Koszkul J.: Variation in shrinkage and weight of injection molded parts as a function of processing conditions.
Erzurumlu T., Ozcelik B: Minimizing Warp and Sink Index in Injection Molded Thermoplastic Parts Using Taguchi Optimization Method. Zhou H., Li D.: A numerical simulation of the filling stage in injection molding based on a surface model. Chen M.-Y., Theng H.-W., Chen Y.-C., Chen S.-C.: The application of fuzzy theory to the control of welding line positions in injection molded parts.
Ozcelik B., Erzurumlu T.: Comparison of the warpage optimization in the plastic injection molding using ANOVA, neural network model and genetic algorithm. Oktem H., Erzurumlu T., Uzman I.: Application of Taguchi optimization technique in the determination of plastic injection molding process parameters for thin shell part. Ozcelik B., Sonat I.: Deformation and structural analysis of thin shell plastics in the plastic injection molding industry.
S ZABVÁNYOK

![5. ábra Hőmérséklet- és feszültség-eloszlás fröccsöntött termékek vastagsága mentén vetemedésmentes és vetemedett állapot esetén [43]](https://thumb-eu.123doks.com/thumbv2/9dokorg/2497563.294300/18.892.246.647.794.1057/hőmérséklet-feszültség-eloszlás-fröccsöntött-termékek-vastagsága-vetemedésmentes-vetemedett.webp)
![7. ábra a) Áramlás, illetve b) keresztirányú lokális zsugorodás [47]](https://thumb-eu.123doks.com/thumbv2/9dokorg/2497563.294300/22.892.277.613.518.797/ábra-áramlás-b-keresztirányú-lokális-zsugorodás.webp)
![11. ábra Mért sarokszög értékek a hőmérséklet-különbség függvényében különböző utónyomási értékek mellett a) lekerekített b) éles sarokkialakítás esetén [60]](https://thumb-eu.123doks.com/thumbv2/9dokorg/2497563.294300/29.892.123.753.658.881/sarokszög-hőmérséklet-különbség-függvényében-különböző-utónyomási-lekerekített-sarokkialakítás.webp)
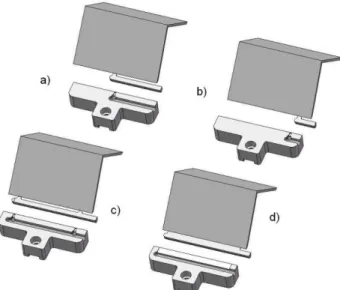
![14. ábra a) Akay és társai [43] b) Jansen és társai [60] c) Ammar és társai [61] d) Mlekusch [35] által alkalmazott sarokszerű geometria a befröccsöntési ponttal vetemedés vizsgálatához](https://thumb-eu.123doks.com/thumbv2/9dokorg/2497563.294300/33.892.140.763.286.437/társai-mlekusch-alkalmazott-sarokszerű-geometria-befröccsöntési-vetemedés-vizsgálatához.webp)
![16. ábra Hűtési idő hatása a vetemedésre [94]](https://thumb-eu.123doks.com/thumbv2/9dokorg/2497563.294300/37.892.223.669.213.519/ábra-hűtési-idő-hatása-vetemedésre.webp)