Neither this book nor any part may be reproduced or transmitted in any form or by any means, electronic or mechanical, including photocopying, microfilming and recording, or by any information storage or retrieval system, without the written permission of Woodhead Publishing Limited. Woodhead Publishing Limited's consent does not include copying for general distribution, for promotion, to create new works or for resale.
Introduction: the evolution of food hygiene
An overview of Hippocrates' work is presented in the book Magni Hippocratis Coi Opera Omnia (Hollier, 1623). One of the first pioneers was Isaac Jennings (see the book Awakening our self-healing body by Arthur Michael Baker (1994)).
Definitions of hygiene
All conditions and measures necessary to ensure the safety and suitability of foodstuffs at all stages of the food chain. Hygienic design of food production facilities, processing equipment, etc. is the most important factor in ensuring safe and healthy food.
Sources of food contamination 4
Water is used in the food industry as an ingredient, a processing aid and for cleaning. The vast majority of foodborne illness outbreaks are caused by microbial 14 Handbook of Hygiene Control in the Food Industry.
Hygiene control measures in food processing
- HACCP
Both processing equipment and the structure of the building must be kept in good condition. The use of the HACCP system was given an international dimension by the Codex Alimentarius Commission (CAC), which published details of the principles involved and their practical application (CAC, Committee on Food Hygiene (1991).
Future trends
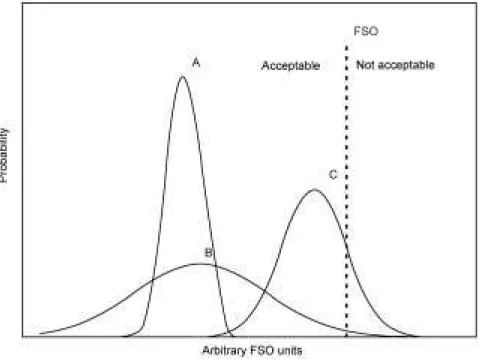
Values to the left of the food safety objective (FSO5) are considered acceptable and values to the right are unacceptable. The process performance values expressed in curves B and C are unacceptable because a significant portion of the product.
HARTMAN P A(1997), `The evolution of food microbiology', in Doyle MP, Beuchat L R and Montville T J, Food Microbiology: Fundamentals and frontiers, ASM Press, Washington, 3±13. HOLAH J T(1997), `Microbiological control of food industry process waters: Guidelines on the use of chlorine dioxide and bromine as alternatives to chlorine'.
RisksRisks
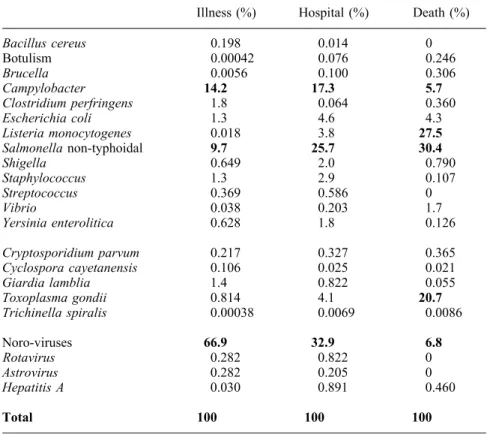
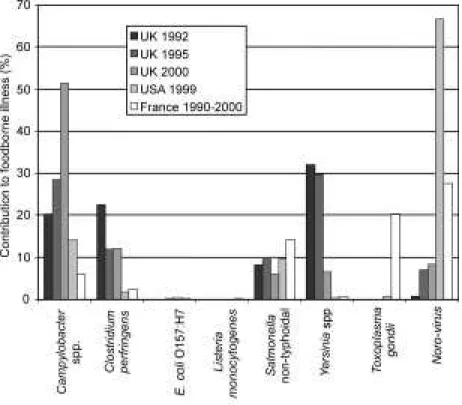
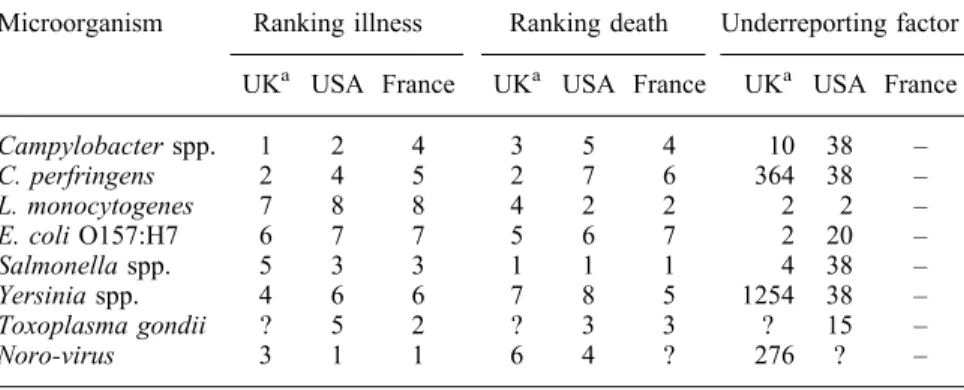
Introduction: the risk of microbial foodborne disease
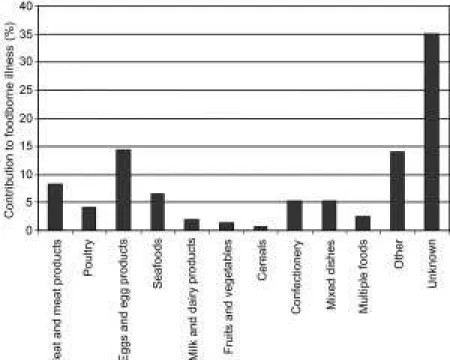
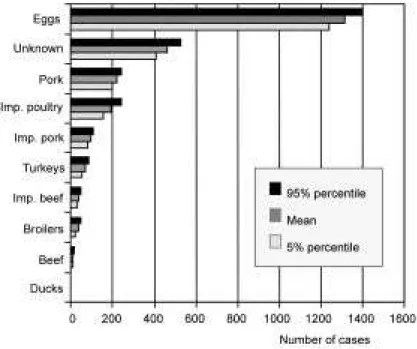
The UK survey (Adak et al., 2002) uses underreporting factors based on data from laboratory reports and the population prevalence rate in 1995 found in a study of infectious bowel disease. Foods suspected in incidents are usually investigated by food inspection services and the WHO has collected this data for several countries in the world (Fig. 2.3) (Rocourtet al., 2003).
The control of food safety
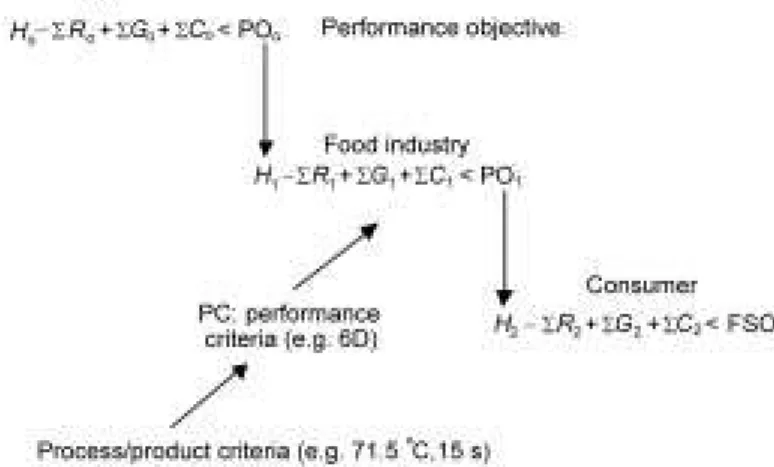
These quantitative approaches provide more transparency and more flexibility to control food safety issues in a chain where it is most effective. This can be well illustrated with the approach to the food safety objective (FSO) proposed by the International Commission on Microbiological Specifications for Food (ICMSF, 2002).
Using food safety objectives to manage microbial risks
When contamination occurs in the future The range of microbial hazards in food processing 41. However, efforts should be made to include this factor in the FSO equation so that the importance of contamination is compared to growth and inactivation.
Conclusions
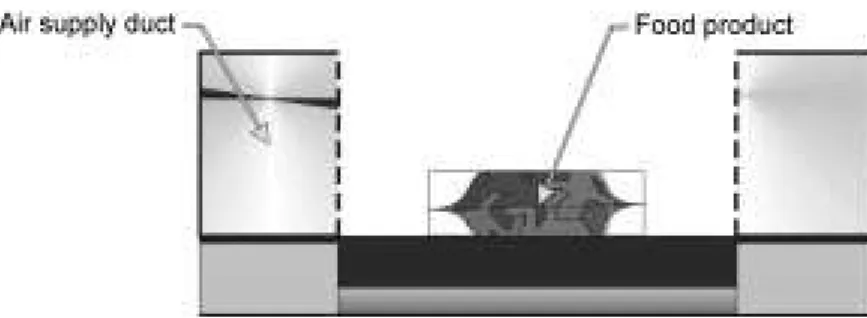
This means that when the product is sterile, contact with contaminated air causes a concentration increase of 4 cfu/. While these simple models do not capture all factors that may be of interest, they can be used to give an indication of the importance of air pollution in relation to the initial contamination of the product and possible growth and inactivation during the production process.
H. (2004), Relative importance of Campylobacter transmission routes based on human exposure estimates, Bilthoven, The Netherlands, RIVM. 2003), "Survey of Listeria monocytogenes ready-to-eat foods", J. HHS/USDA(2003), Quantitative assessment of relative public health risk from food-borne Listeria monocytogenes among selected categories of ready-to-eat foods, http://.
Introduction: biofilm formation and detection
In the food industry, equipment design plays the most important role in combating biofilm formations. The ATP content of the biofilm is proportional to the number of living cells in the biofilm and provides information about their metabolic activity.
Pathogens in biofilms
Successful detection of these organisms requires incubation at 42°C under microaerophilic conditions (Roberts et al., 1996). In laboratory tests, Campylobacter has been shown to form a biofilm under optimal conditions on stainless steel and glass beads in 2 days (Somers et al., 1994;
Biofilms and microbial contamination in food processing
No survivors were detected from any of the slants or broth corresponding to the 7 regular batches, but survivors were detected in 2 of the 11 HTST experiments.
Prevention of biofilm formation and biofilm removal
Detergents to be used for cleaning open systems are formulated to be effective at temperatures in the range of 35±50 ëC. In closed systems, the detergents are formulated to be used at temperatures in the range of 55±80 ëC (Troller, 1993; Wirtanenet al., 2002).
Future trends
The photobacterial test can be used to test that the rinse has been performed correctly (Lappalainen et al., 2003). This means that the threshold values for detected amounts of pollutants must be very low (Maukonen et al., 2003).
Sources of further information and advice
ELVERS K T, PETERS A CandGRIFFITH C J (1999) Development and control of biofilms in the food industry in Wimpenny J, Gilbert P, Walker J, Brading M and Bayston R Biofilms ± the good, the bad and the ugly, Cardiff, BioLine, 139±145. PETERS A C, ELVERS K and GRIFFITH C J (1999) Biofilms in the food industry: Assessing hazards and health risks in Wimpenny J, Gilbert P, Walker J, Brading M and Bayston RBiofilms ± The Good, the Bad and the Ugly, Cardiff, BioLine.
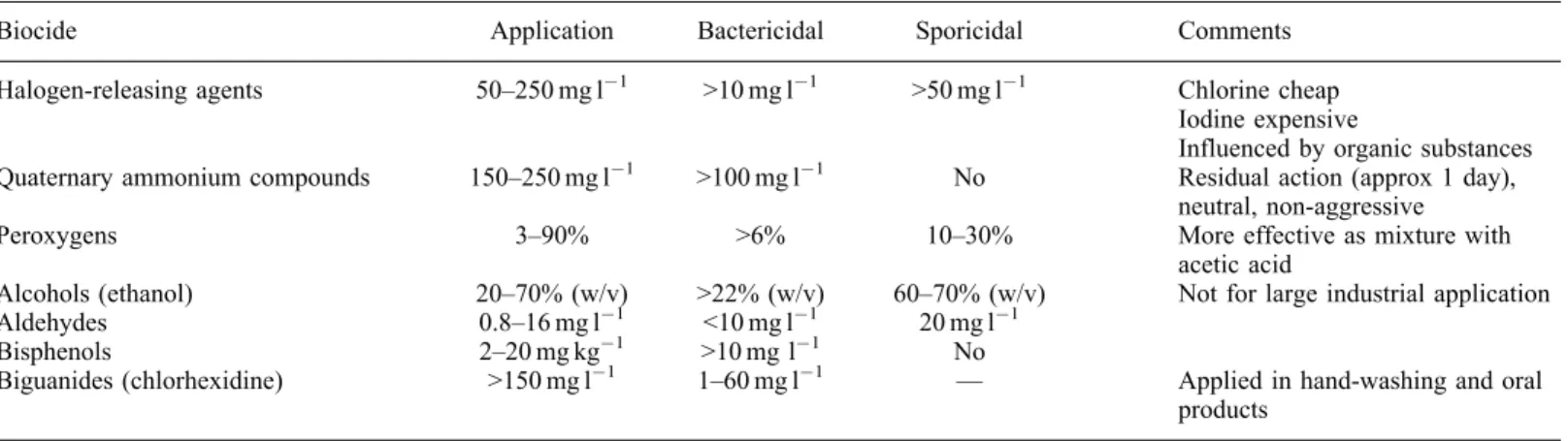
Introduction: disinfection methods
Factors influencing the effectiveness of cleaning and disinfectiondisinfection
The action of chlorine dioxide includes disruption of protein synthesis and the control mechanism of cell membrane permeability. Therefore, the mechanism of action and its effect on the metabolism of the microorganism strongly depend on the concentration.
Strategies for optimisation of cleaning and disinfection
In the case of membrane systems, even lower temperatures (40±60 ëC) are advised, due to the rather vulnerable composition of the membranes and its modules (Shorrock et al., 1998). In addition, the composition of the dirt layer is known, which makes it possible to choose the right cleaning procedures (cleaning agents, temperature, etc.).

Types of pathogen response
As disinfectants have a broad spectrum of activity, changing the target is unlikely to work. The other two mechanisms seem to be possible and a combination of resistance mechanisms is also one of the possibilities (Chapman, 1998).
Predicting microbial resistance
The metabolic state of microorganisms is important in determining the potential effect of the disinfectant. Concerning the concentration, when the concentration of the applied disinfectant is too low, the disinfectant only acts bacteriostatic instead of bactericidal.
Future trends
This means that as soon as the disinfectant is used up, the bacteria start multiplying again. The advantage is that the growth of (pathogenic) microorganisms is continuously inhibited as long as the disinfectant is active.
Sources of further information and advice
Screening techniques (e.g. DNA microarray) enable the screening of large quantities of microorganisms for the specific property and select those microorganisms that contain that property. As for pathogenic microorganisms, a possible application could be screening for pathogenicity or response to disinfectants.
DODD, T. (2003), Cleaning records and CIP optimization, International Journal of Dairy Technology Effectiveness of cleaning techniques used in the food industry in terms of bacterial biofilm removal, Journal of Applied Microbiology, 87, 41±48. 2002), Mechanisms of Bacillus subtilis spore killing by acid, alkali and ethanol, Journal of Applied Microbiology.
Introduction
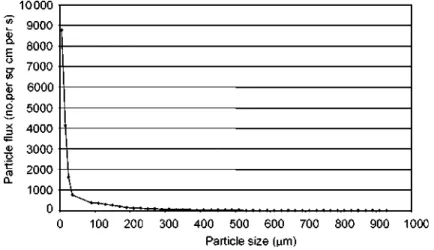
It is interesting to compare particle concentrations in clean rooms and high care food production areas. A wide range of filters and classification schemes have been developed and many of those relevant to the high-risk chilled food industry are described in a guidance document by Campden & Chorleywood Food RA (1996).
Factors affecting aerosol contamination
Dispersion analysis can be used to estimate particle size distribution, flux and velocity. The speed and direction of air flow in the production area are important as they can move contamination around a factory.
Aerosol generation
Other equipment is available from various manufacturers that allow measurements of concentrations of airborne organisms. Both of these devices can be used in conjunction with a "windicator", such as a small length of free-hanging fabric filaments to indicate the direction of airflow (Burfoot et al., 2001).
Aerosol dispersal
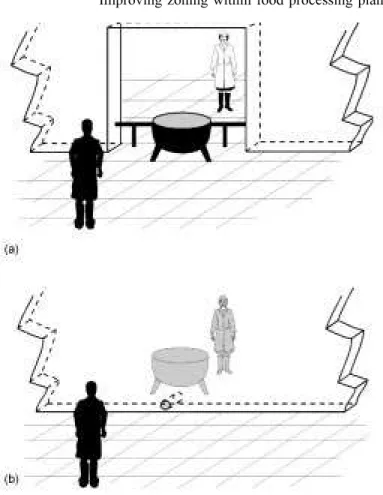
A large part of the contamination from a boot scrubber (Fig. 5.3b) settled within 2 m and from a hand sink (Fig. 5.3c) within 1 m of the sink. Increasing the air exchange rate or filtration efficiency reduces the particle clearance time.
Ways to reduce the risk from airborne contamination
These are just examples that illustrate the general principles of good design and operation of open cleaning operations. Operating the air handling system with full exhaust after deep cleaning is good practice if possible.
Future trends
Obviously, since ``deep cleaning'' operations (thorough cleaning usually applied after production) produce high concentrations of aerosol, it is essential that aerosols be allowed to settle or be removed by the air handling system after such cleaning. Ideally, the air handling system should not be used during deep cleaning, or else bacteria carried in the air during the cleaning operations may collect on the cooling rollers of the cooling system.
Sources of further information and advice
Recognized trade and professional organizations are also important sources of information such as the Heating and Ventilating Contractors' Association (www.hvca.org.uk) in the UK and the American Society of Heating Refrigeration and Air Conditioning Engineers (www.ashrae.org) in the USA. The Internet provides links to many manufacturers and suppliers of equipment for measuring particle sizes and concentrations and air velocities.
The Internet provides links to many manufacturers and suppliers of equipment for measuring the size and concentration of particles and air velocities. levels of microorganisms in food processing environments.
Introduction
From a public health perspective, it is far more useful to set food safety targets at consumption, as the least controllable part of the food chain is within the home environment. Setting food safety objectives at the point of consumption has currently been agreed at a recent meeting of the Codex Alimentarius (Codex Committee on General Principles, 2004).
Risk perceptions of consumers are not the same as technical risk assessmentstechnical risk assessments
Optimistic bias is reduced for threats that are perceived to occur more frequently (Weinstein, 1987) or that individuals have experienced (Weinstein, 1987; Lek and Bishop, 1995). Consequently, it could be argued that a high level of optimism bias may act as a motivational cue or heuristic that prevents people from processing information related to the risks associated with a particular hazard.
Risk perception and barriers to effective risk communicationcommunication
Differences in perceptions of risks and benefits associated with different hazards exist between different countries and cultures, between different individuals, and even within different individuals at different times and in different contexts (Burger et al., 2001). For example, women typically report a higher risk perception than men for a range of different health and environmental risks (Dosman et al., 2001).
Developing an effective risk communication strategy
Factors such as expertise can act as such a referential indicator of the quality of the arguments. Trust in the source of information providing the information can also act as a peripheral clue to the value of the messages it contains (Petty and Cacioppo, 1986).
Application of combined consumer behaviour ± food safety studiessafety studies
The need for more intensive cooperation between natural and social scientists
Food safety experts and, in the case of microbial hygiene foods, microbiologists are needed to assess and predict specific food safety risks. However, it is likely that professional workers in the food industry (for example, catering) are bound by the same psychological factors as consumers.
Conclusions
Arguably, the current safety standards in the food industry, designed without consideration of human factors, are unlikely to result in optimal levels of safety for workers and consumers. Some of the approaches, procedures and information interventions used in the human factors literature in general, and consumer risk psychology literature specifically, can be usefully applied to improve safety in the food production and catering sector.
K. (1986) Self±other judgments and perceived vulnerability to victimization. Journal of Personality and Social Psychology Communication and Persuasion: Central and peripheral routes to attitude change, New York, Springer-Verlag. These developments became commercially possible in part thanks to improvements in the hygienic design and operation of food factories.
Introduction: sanitation and design
Top consideration should be given to sanitation and sanitary design when developing plans for a 'change'. Sanitation and sanitary design must be given input by any engineering effort, however small, very early in the engineering process.
Applying the HACCP concept to building design
Other countries around the world have similar industry associations that have recommendations that may apply to the food processing industry in their part of the world. Microorganisms are considered the greatest threat to the majority of the food processing industry.
Site selection and plant layout
It allows a simpler flow in a straight line and there is less area to cover during hygiene and maintenance. Multi-story structures present unique sanitation and maintenance problems that must be addressed during the design phase.
Water supply and waste disposal
Landscaping and the surrounding area
The soil around the bushes should be covered with pea gravel and not mulch or soil. These bait boxes should be spaced 50 to 75 feet (15±22 m) apart and secured either to the fence or to the ground.
Roof areas
The contents of railway carriages are sometimes damaged and then spilled when the carriage doors are opened if the contents were not properly secured during loading. If the siding is not paved, spilled material can fall from the car and be difficult to clean up.
Loading bays
Railroad docks must be wide enough to allow truckloads to be loaded and turned as they exit the wagons. Inner rail docks must be equipped with an overhead door that can be closed during loading or unloading of the truck.
Entry/exit points and external lighting
The space next to the rails under the door should be fitted with a compressible rubber plug to keep rodents out of the space when the door is closed. Mercury vapor or incandescent lamps should be installed at the entrance to the factory premises from the street and/or in the parking lots, as mercury vapor and incandescent lamps emit ultraviolet which attracts insects.
Inside the plant
The inner surfaces of the wall must be water-repellent, smooth, washable and easy to clean. The vending machine operators should be obliged to clean the inside 144 Handbook on hygiene control in the food industry.
Future trends
Cleaner engineering schools should incorporate the whys and hows of hygiene and sanitary design into their engineering curriculum. The bibliography will help the reader find more details about the many stages of sanitary equipment design.

Bibliography
This chapter did not cover all the sanitary design of buildings, as it is only an overview. The key to further progress in sanitation planning is, of course, the development of the mindset (Figure 7.3) of everyone involved in food processing.
Introduction
In this system the degree of control of the production environment is increased so that, finally, fully processed products are manipulated in controlled environments in which contaminants are actively excluded. For high-risk products, the use of a third barrier is required for microbiological control.

Barrier 1: Site
Outdoor storage of equipment, utensils, pallets etc. should be avoided where possible as this creates opportunities for pests. Placement of process steps outside (eg silos, water tanks, packaging areas) should be avoided where possible.
Barrier 2: Factory building
For this reason, glass should be avoided as a construction material (windows, inspection mirrors, instrument and clock faces, etc.). If time segregation is to be considered, a full HACCP study should be undertaken to consider all aspects of how the allergen should be stored, transported, processed and packaged, etc.
Barrier 3: High-care/risk areas
As a general rule, openings in high-risk areas should be as small and as few as possible. Cleaning chemicals should preferably be fed into a high risk pipeline via a ring main (separate from the low risk ring main).
Barrier 4: Finished product enclosure
The most commonly used equipment, service items and spare parts, etc., together with the hand tools necessary to perform the service, should be stored at high risk. By cooling the air, it is possible to keep chilled product cold while operating the high-risk area under ambient conditions.
Introduction
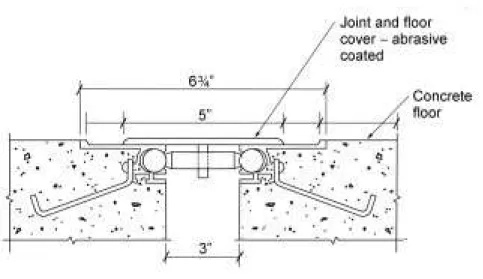
What are floors made of?
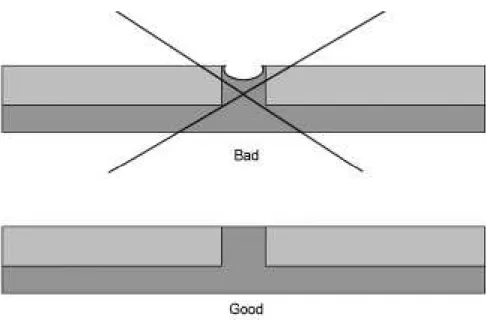
Particular attention should be paid to joints that are an integral part of the floor system. Aggregates are granular materials that do not contribute to the hardening reaction of the mortar.
Requirements for flooring materials
These bacterial species were also found in cooked poultry products for at least a year. Actually a polyurethane-based smooth floor material containing 174 Handbook of hygiene control in the food industry.