The development of the foam compositions will depend on several aspects necessary for the foam: a suitable combination of initiators and accelerators must be investigated to produce a foam that can be cured in the shortest possible time, which however blocks the dispensing system avoid In the development phase, a way to store inhibited initiator in the resin can will be investigated. Established since 1992, Altachem acts mainly in the market of 1, 1 ½ and 2 component polyurethane foams in aerosol cans, the one component foam (OCF) being the most developed market among those referred to.
Therefore, Altachem NV is looking for partnerships worldwide in the field of construction chemicals and in particular in OCF.
P OLYURETHANE H ISTORY (1)
To begin to know what behavior and what properties we should expect and/or improve in the urethane acrylics (UAs), it is important to start our study by focusing on Polyurethane Foams (PUFs), as they will serve as our reference. Some PUFs have been studied to understand which properties are more important for the purposes of the different types of foam (flexible, semi-rigid and rigid).
P OLYURETHANE F OAMS
One Component Foam (OCF) and Two Component Foam (TCF)
Polyurethane Foam Components
Application of flame retardants to foam over foam reactivities, additives or post-treatments. The stability of foam cells is greatly affected by the surface tension of the liquid. The surface tension of a liquid depends on the surfactant, temperature and pressure of the expansion gas (which depends on the temperature and volume of the gas generated).
Too high a catalyst content will obviously shorten the shelf life of the prepolymers, but will also cause coarse foaming.
C HEMICAL B ACKBONES – S TATE OF ART
- Unsaturated Polyester Resins
- Urethane Acrylates
- Oligomers Route
- Urethane Acrylate Oligomers
- Unsaturated Polyester Oligomers
- Acrylic Type Foams
- Readily available Backbones on Oligomers’ base
- CN9278B80
- PRO20652
- Synthesis of the newly created Backbone in Altachem
- Main Prepolymer Synthesis
The right choice of the oligomer is critical, usually the oligomer is the most important component in the formulation by weight. As a result, its choice has a major impact on the final performance of the system. At a certain moment of this type, Polymerization in the reaction system can be found in every intermediate product of the Process.
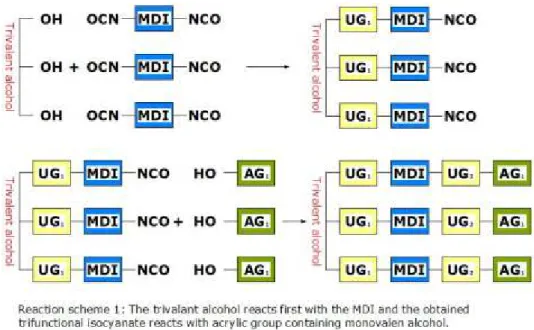
Step 1: Converting the difunctional HDI to trifunctional, using trihydric alcohol at the expense of reacting with half of the HDI NCO groups;
R EQUIREMENTS FOR A F OAM
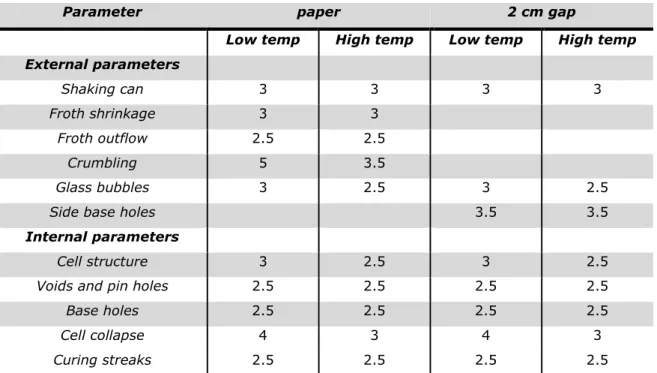
This leads to the appearance of holes on the side in the foam, which reduces foam quality. During this benchmark test, the output from the can is measured at the lower temperature. The foam density is also measured from foam that is sprayed into the gap at the higher temperature.
If the adhesion strength is higher than the tensile strength of the foam, the tensile strength of the foam is measured.
E COFAST P ACKAGING S YSTEMS
Ecofast Packaging Systems for DIY
In the dimensional stability test, we monitor the deformation of injected blocks as a function of time in different storage conditions: room temperature, -20. Therefore, we must achieve the same or nearly the same results for the visual response variables as well as for all the various mechanical tests, aging tests and dimensional stability tests. Of course, at the first stage, some parameters, such as cell structure, will be the most important to achieve first, other parameters can be considered less important.
When the choice is made in the backbone, however, all parameters must be met before going to market. In the system formulated in the ratio 1:10, the main disadvantage is the need to empty the entire aerosol can at once (Life in the pot = +/- 15 min).
Ecofast Packaging Systems for Professionals
A PPLICATIONS
All types of buildings have holes and gaps that can be quickly and efficiently filled with Alta foam. Floorboards can be sealed with Alta foam which prevents creaking, pipes through joists set in foam will not hammer or creak. A complete seal can be formed, which reduces vibrations and sound, as well as being insulating.
The development of new types of ecologically safe, fast-curing products is the main goal of the Ecofast project. The aim of the project is to develop an isocyanate monomer-free formulation, which provides similar properties to 1K PU foam. The model of radical polymerization in confrontation with ionic polymerization was chosen because of the too long curing reaction of both cationic and anionic polymerizations.
Based on previous studies, it was discovered that other oligomeric routes such as resins based on polyester resins and on organic-acrylate resins gave poor results. Meanwhile, the radical polymerization of urethane-acrylate oligomers seemed promising, especially the backbone based on the resin CN9278B80. The main disadvantage of this resin is the high price, due to its aliphatic isocyanate nature.

E XPERIMENTAL WORK
- Execution risks
- Blowing Agents
- Specification’s Products and Suppliers
- Density Testing (35)
- Physical testing’s
- Influence of new additives on overall foam quality
- Alta Foam Monitor Reports
Crude MDI does not respond to the producer's specification regarding "Content of NCO equivalents" (% or cf. Storage stability of the Backbone itself - The synthesis includes reaction of NCO groups with OH groups under the effect of catalyst and therefore both the thermal release and its intensity determine rising temperatures in the reaction medium. The constructions of the cans, as well as their endurance against the pressure, allow a maximum temperature in the can of 60°C.
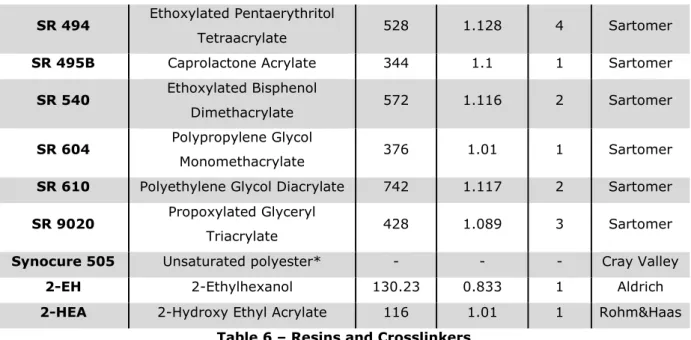
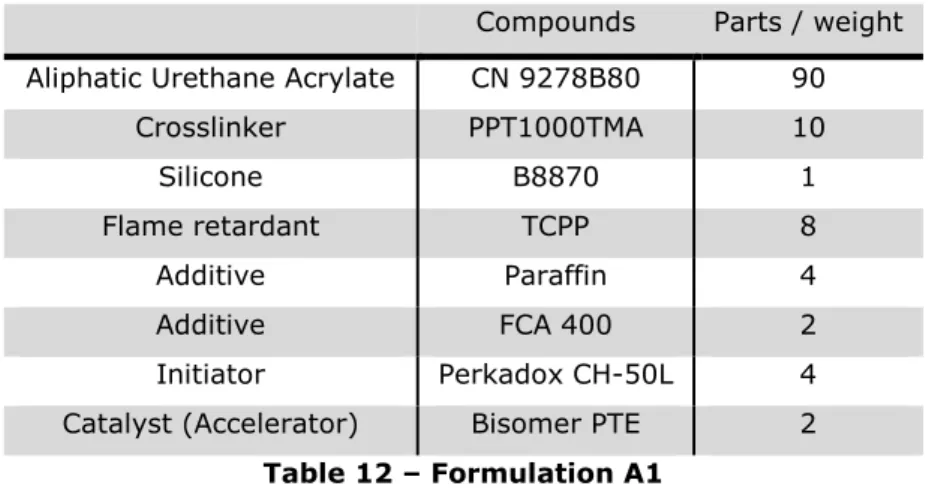
Synocure 505 the following table shows the components of the resin, which were provided by the supplier. The use of paraffin causes a hardening of the foam structure, increases adhesion, reduces shrinkage and promotes the rigidity of the final product. It is designed as an intermediate for the production of polyurethane elastomers, coatings, adhesives, foams with special properties and as one of the main raw materials for the production of spray-on (mist) coatings.
However, they were useful to study the influence of the silicone as well as the paraffin in the mechanical properties of the foam. The most important physical parameters of a foam are the curing speed and the expansion of the foam. A good adhesion of the foam to the substrate is another important parameter and can be linked to the pressure developed by the foam.
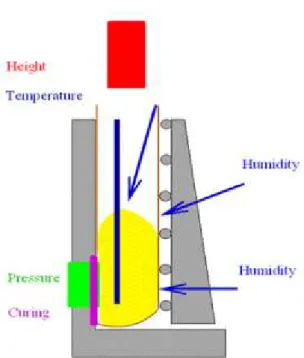
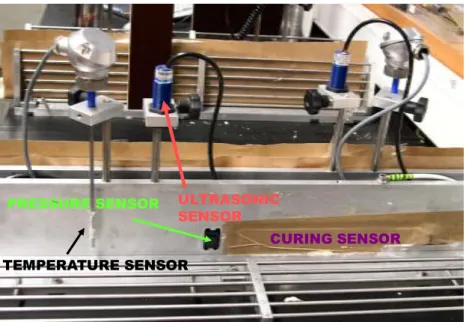
Since the chemical reactions occurring in the foam are exothermic, the initial expansion of the foam is exothermic, and the initial expansion of the foam is based on the vaporization of the liquid gas, the temperature measurement will also reveal important insights. The previous pages show an overview of the results during the first 24 hours of the test.
E XPERIMENTAL R ESULTS
Route1
- Determination and adjustment of the reaction profile
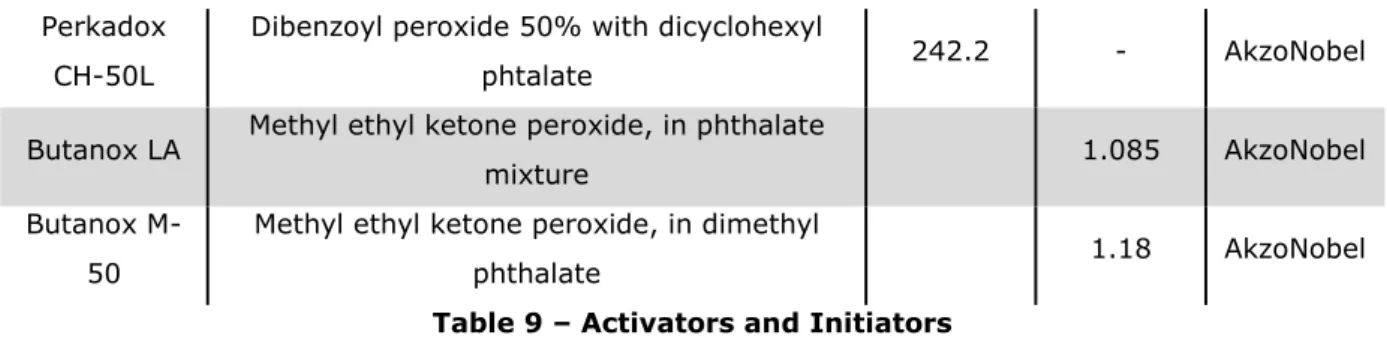
- Initiators and Accelerators Comparison
- The Influence of the TCPP on the Curing Time and Quality of the Foam
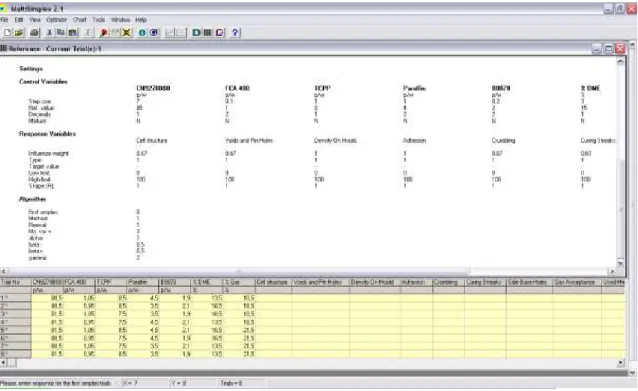
- Optimization of the Foam
The main purpose of the reactivity tests is to control the gel point, as well as the peak temperature, since due to the above reasons (and also safety reasons) it should not be higher than 60°C and less than 7min. An adjustment in the amount of accelerator and initiator in a constant form is necessary to satisfy the speed response. In general, the increase of the accelerator (Bisomer PTE) in the formulations affects the speed of the curing process.
While, on the other hand, the influence of the initiator (Perkadox CH-50L) is not fully visible, because in some cases the speed and curing temperature have not changed by using different initiator values. All samples have recorded results with very high curing speed, another adjustment of the amount of accelerator and initiator is necessary. Therefore, the following formulation tests will use the parinitiator/accelerator combination from sample S0023.
We can conclude that the addition of TCPP in the mixture did not significantly change the curing time, but led to efflux and shrinkage of the foam and also to the formation of several bubbles in the tests that exceeded 10wp in the mixture used. In formulation A5, the amount of silicone seemed to give the right stability to the foam, but it is still sticky. The foam obtained with the formulation A13 gave good mechanical and structural results in addition to the high viscosity of the formulation.
Formulation A15 was made to view the foam structure using an aromatic urethane acrylate as the resin. PRO 20652 resin has not yet been commercialized because the available material was only a product sample, so it was not possible to make more formulations.
Route 2
- Optimizing Viscosity for Spraying
- Optimizing Composition to Give Appropriate Foam
The viscosity of the prepolymer is very high, which does not allow foam dosing. The viscosity of the prepolymer seemed to be fine, but there was some gelling in the can.
Density Analysis
Physical tests
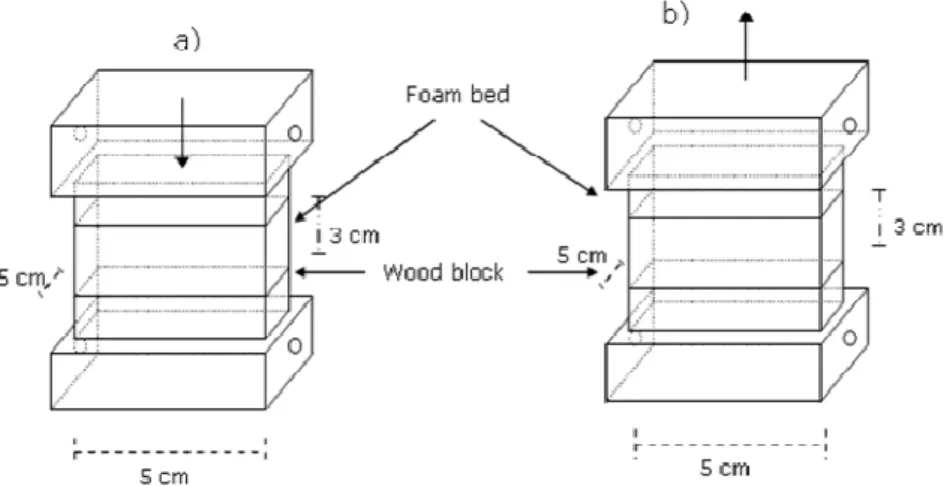
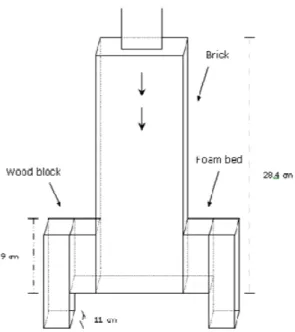
- Adhesion and Compression tests
- Shear Strength Test
Since the results for the adhesion were quite satisfactory for the formulations A7, A13 and B8G, it was considered worthy to test these foams also on the shear strength test.
Alta Foam Monitor
Economic Analysis
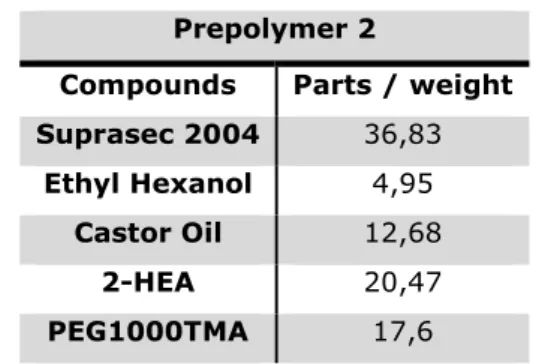
As seen in figure 54 the Formula B8 the approximate price of all materials used is 4.91€. The good results obtained by the aliphatic (CN9278B80) and aromatic (PRO20652) versions of the Sartomer products were not sufficient to continue our study on their adaptation due to their very high price. Monofunctional urethane acrylate – Prepolymer of MDI, in which first ½ of NCO groups are connected with some alcohol with aliphatic chain – 2-Ethyl Hexanol (to neutralize this part of NCO groups with structure, prevent crystalline formation) and second ½ of NCO groups are connected to OH of some hydroxy acrylate, such as 2-hydroxyethyl acrylate;.
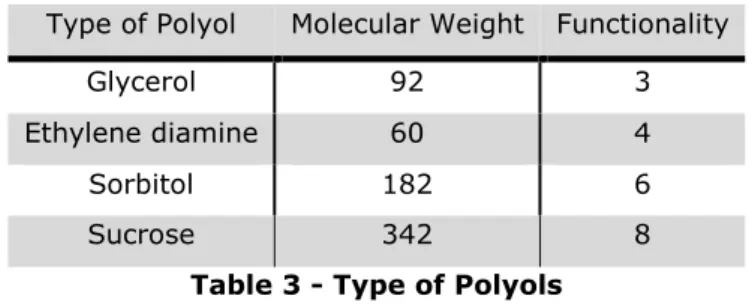
Bifunctional urethane acrylate - An MDI prepolymer in which all NCO groups of MDI are reacted with a mixture of 80% 2-hydroxypropyl methacrylate (HPMA) and 20% SR604 (PPG300MMA, polypropylene glycol Mw 300 monomethacrylate). Tri-functional urethane acrylate - MDI prepolymer, in which the first ½ NCO groups are connected with a mixture of HPMA and SR604, the second ½ NCO is connected with glycerin. Most important for stable results and efficiency is the preparation of all prepolymers with acrylic finishes, which consist of reactions that can be well controlled.
The end of each reaction is indicated either by the end of the viscosity growth or by the disappearance of the thermal release. For this reason, it is very difficult to work with very long-chain polyols - the reaction enters the diffuse region, and it is very difficult to determine its termination. 1,6 Hexanediol Diacrylate, 1,6 HDDA, SR238, very good solvent for the urethane acrylates, very good gas acceptance, contributes to toughness and low shrinkage, bifunctional;.
Isobornyl Methacrylate, IBM, IBMA, SR423D, Smooth Polymerization, Reduced Reactivity, Very Good Solvent for Urethane Acrylates, Very Good Gas Acceptance, Gives Hardness, Monofunctional;. Propoxylated glyceryl triacrylate, SR-9020, providing a stable cross-link, good solvent for urethane acrylates, contributing to stability.
S OME PICTURES OF THE TRIALS PERFORMED
Index of Tables
Index of Figures
Index of Pictures
Formulation A2
Formulation A3
Formulation A4
Formulation A5
Formulation A6
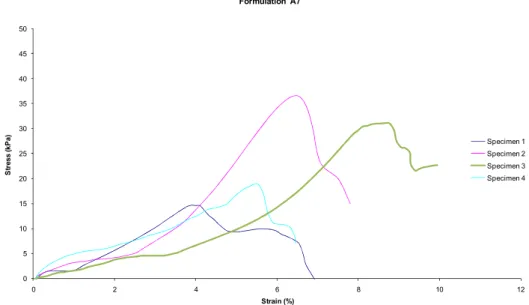
Formulation A7
Formulation A8
Formulation A9
Formulation A10
Formulation A11
Formulation 12
Formulation A13
Formulation A14
Formulation A15
Formulation P2
Formulation P3
Formulation P4
Formulation P5
Formulation P8
Formulation P13
Formulation P15
Formulation P16
Formulation P18
Formulation P19
Formulation B1
Formulation B2
Formulation B3
Formulation B4
Formulation B5
Formulation B6
Formulation B7
Formulation B8
Formulation B8B
Formulation B8D
Formulation B8E
Formulation B8F
Formulation B8G
Density Measurement by Archimedes’s Principle
Specimen for Mechanical Tests
Alta Foam Monitor